Спосіб виготовлення двошарових стаканів для розливання сталі
Номер патенту: 81325
Опубліковано: 25.12.2007
Автори: Шулик Ірина Германівна, Примаченко Володимир Васильович, Гальченко Тетяна Георгіївна, Орєхова Галина Петрівна
Формула / Реферат
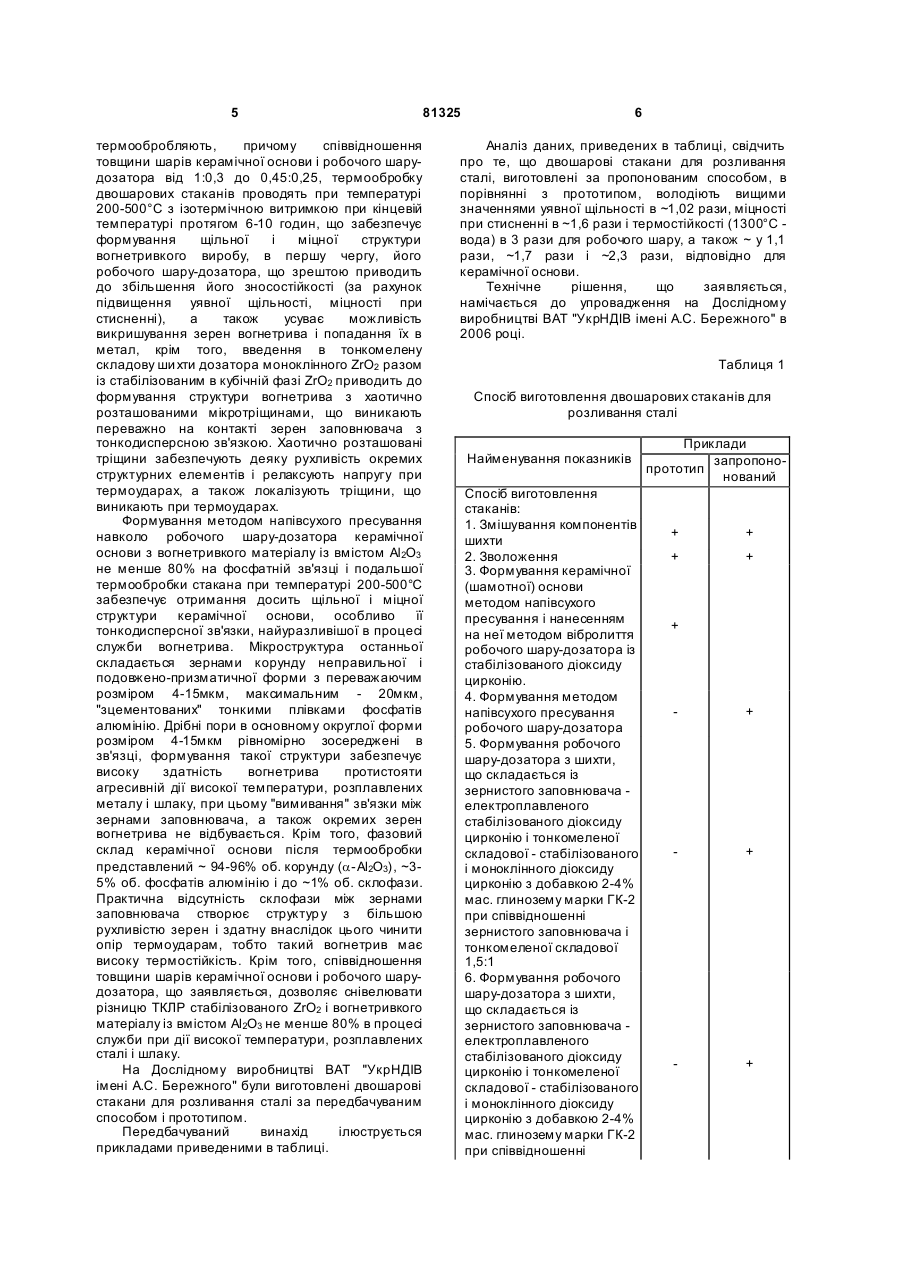
1. Спосіб виготовлення двошарового стакана для розливання сталі, що включає змішування компонентів шихти, зволоження, формування керамічної основи з робочим шаром двошарового стакана зі стабілізованого діоксиду цирконію, який відрізняється тим, що спочатку методом напівсухого пресування формують окремо робочий шар двошарового стакана, який сушать і обпалюють при температурі не нижче 1750 °С, потім навколо робочого шару двошарового стакана формують також методом напівсухого пресування керамічну основу з вогнетривкого матеріалу з вмістом Аl2О3 не менше 80 мас. % на фосфатній зв'язці і термообробляють одержаний двошаровий стакан, причому співвідношення товщини шарів керамічної основи і робочого шару двошарового стакана складає від 1:0,3 до 0,45:0,25.
2. Спосіб за п. 1, який відрізняється тим, що робочий шар двошарового стакана формують з шихти, що складається із зернистого заповнювача - електроплавленого стабілізованого діоксиду цирконію і тонкомеленої складової - стабілізованого і моноклінного діоксиду цирконію з добавкою 2-4 мас. % глинозему марки ГК-2 при співвідношенні зернистого заповнювача і тонкомеленої складової 1,5:1.
3. Спосіб за п. 1 або 2, який відрізняється тим, що робочий шар двошарового стакана формують з шихти, що складається із зернистого заповнювача - електроплавленого стабілізованого діоксиду цирконію і тонкомеленої складової - стабілізованого і моноклінного діоксиду цирконію з добавкою 2-4 мас. % глинозему марки ГК-2 при співвідношенні зернистого заповнювача і тонкомеленої складової 2,3:1.
4. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що керамічну основу двошарового стакана виконують з нормального або білого електрокорунду на фосфатній зв'язці.
5. Спосіб за будь-яким з пп. 1-4, який відрізняється тим, що термообробку двошарового стакана виконують при температурі 200-500 °С з ізотермічною витримкою при кінцевій температурі протягом 6-10 годин.
Текст
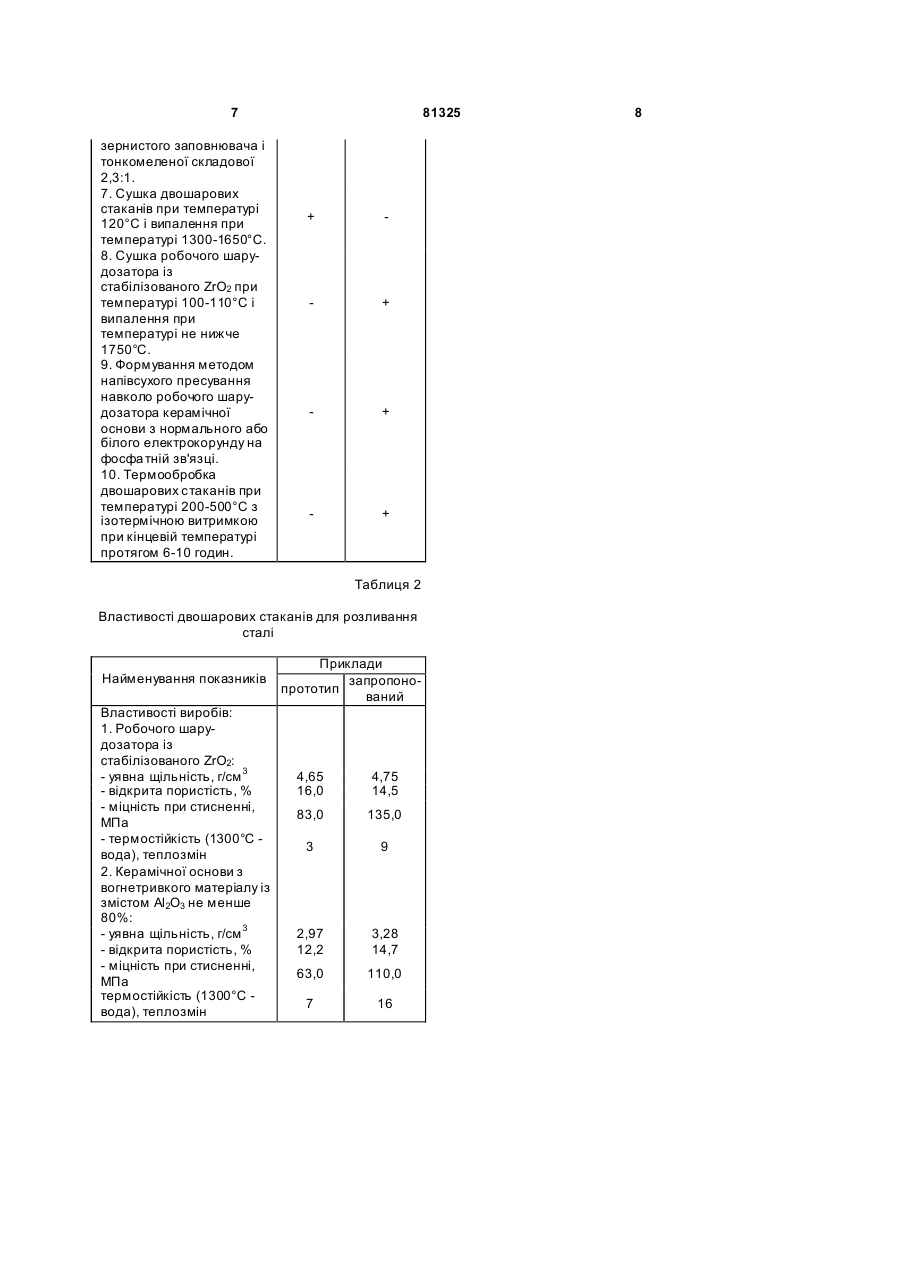
1. Спосіб виготовлення двошарового стакана для розливання сталі, що включає змішування компонентів шихти, зволоження, формування керамічної основи з робочим шаром двошарового стакана зі стабілізованого діоксиду цирконію, який відрізняє ться тим, що спочатку методом напівсухого пресування формують окремо робочий шар двошарового стакана, який сушать і обпалюють при температурі не нижче 1750 °С, потім навколо робочого шару двошарового стакана формують також методом напівсухого C2 2 (19) 1 3 81325 До стаканів, вживаних для розливання сталі, пред'являється ряд спеціальних вимог, в першу чергу, вони повинні характеризуватися високою стійкістю проти спрацювання, термічною стійкістю, мінімальною змочуваністю сталлю. Відомий високовогнетривкий матеріал на основі ZrO2, одержують наступним способом: ZrO2 змішують із стабілізуючою добавкою MgO і здатними до спікання добавками ZrSiO4 і Аl2О3 , цю суміш для гомогенізації перемішують протягом 2-х годин, брикетують, обпалюють, дроблять і тонко подрібнюють до отримання порошків відповідно фракцій більше 0,09мм і менше 0,09мм, готують формувальну масу, формують сирець виробів, який обпалюють [пат. СРР №62599, кл. С04В35/48, 1977г.]. Вироби, виготовлені за цим способом, характеризуються достатньо високою термостійкістю, але мають низьку міцність при стисненні і високу відкриту пористість. Найближчим до передбачуваного винаходу за технічною суттю і результатом, що досягається, є спосіб виготовлення двошарових стаканів для розливання сталі, який включає змішування компонентів шихти, зволоження, формування керамічної основи з робочим шаром з неї з стабілізованого діоксиду цирконію [A.C. СССР №1502187, МКІ В22D41/08, 89г.]. Недоліком вищезгаданого способу є те, що, в даному те хнічному рішенні, хоча і створюється можливість виготовлення робочого шару з відкритою пористістю - 16,0%, уявною щільністю 4,65г/см 3, міцністю при стисненні - 83МПа, а керамічної основи з відкритою пористістю - 12,2%, уявною щільністю - 2,97г/см 3, міцністю при стисненні - 63МПа, проте значення термостійкості (особливо робочого шару, який в першу чергу піддається агресивній дії розплавлених сталі і шлаку) недостатньо високі з причини того, що робочий шар цих виробів виготовлений з повністю стабілізованого в кубічній фазі ZrO2, характеризується високим термічним коефіцієнтом лінійного розширення (ТКЛР) і низькою теплопровідністю. Крім того, унаслідок різних значень ТКЛР стабілізованого ZrO2 і шамота, вказані матеріали по різному розширяються під впливом високої температури при випаленні, що, зрештою приводить до збільшення кількості відбракованих виробів після випалення унаслідок тріщиноутворення. У основу винаходу поставлена задача створення способу виготовлення двошарових стаканів для розливання сталі, в якому спочатку методом напівсухого пресування формують окремо робочий шар двошарового стакана, який сушать і обпалюють при температурі не нижче 1750°С, потім навколо робочого шару двошарового стакана формують також методом напівсухого пресування керамічну основу з вогнетривкого матеріалу із змістом Аl2О3 не менше 80мас.% на фосфатній зв'язці і термообробляють утворений двошаровий стакан, причому співвідношення товщини шарів керамічної основи і робочого шару двошарового стакана складає від 1:0,3 до 0,45:0,25, що забезпечує підвищення 4 уявної щільності, межі міцності при стисненні і термостійкості робочого шару-дозатора двошарового стакана для розливання сталі, це в свою чергу дозволяє знизити кількість відбракованих виробів після випалення, а також заощадити дорогий матеріал - стабілізований ZrO2 і забезпечити зниження вартості стакана-дозатора в цілому. Поставлена задача розв'язується тим, що: Спосіб виготовлення двошарових стаканів для розливання сталі, який включає змішування компонентів шихти, її зволоження, формування з неї керамічної основи з робочим шаром двошарового стакана із стабілізованого діоксиду цирконію, згідно винаходу, спочатку методом напівсухого пресування формують окремо робочий шар двошарового стакана, який сушать і обпалюють при температурі не нижче 1750°С, потім навколо робочого шару двошарового стакана, формують також методом напівсухого пресування керамічну основу з вогнетривкого матеріалу із змістом Аl2О 3 не менше 80мас.% на фосфа тній зв'язці і термообробляють утворений двошаровий стакан, причому співвідношення товщини шарів керамічної основи і робочого шару від 1:0,3 до 0,45:0,25. Спосіб за яким дозатор формують з шихти, що складається із зернистого заповнювача електроплавленого стабілізованого діоксиду цирконію і тонкомеленої складової стабілізованого і моноклінного діоксиду цирконію з добавкою 2-4% мас. глинозему марки ГК-2 при співвідношенні зернистого заповнювача і тонкомеленої складової 1,5:1. Спосіб за яким дозатор формують з шихти, що складається із зернистого заповнювача електроплавленого стабілізованого діоксиду цирконію і тонкомеленої складової стабілізованого і моноклінного діоксиду цирконію з добавкою 2-4% мас. глинозему марки ГК-2 при співвідношенні зернистого заповнювача і тонкомеленої складової 2,3:1. Спосіб за яким керамічну основу виконують з нормального або білого електрокорунду на фосфа тній зв'язці. Спосіб за яким термообробку двошарових стаканів проводять при температурі 200-500°С з ізотермічною витримкою при кінцевій температурі протягом 6-10 годин. Відмітною особливістю пропонованого способу виготовлення двошарових стаканів для розливання сталі є те, що спочатку методом напівсухого пресування формують окремо робочий шар двошарового стакана із зернистого заповнювача - електроплавленого стабілізованого діоксиду цирконію і тонкомеленої складової стабілізованого і моноклінного діоксиду цирконію з добавкою 2-4% мас. глинозему марки ГК-2 при заданому співвідношенні зернистого заповнювача і тонкомеленої складової, який сушать і обпалюють при температурі не нижче 1750°С, потім навколо робочого шару-дозатора формують також методом напівсухого пресування керамічну основу з вогнетривкого матеріалу із вмістом Аl2О3 не менше 80мас.% на фосфатній зв'язці і 5 81325 термообробляють, причому співвідношення товщини шарів керамічної основи і робочого шарудозатора від 1:0,3 до 0,45:0,25, термообробку двошарових стаканів проводять при температурі 200-500°С з ізотермічною витримкою при кінцевій температурі протягом 6-10 годин, що забезпечує формування щільної і міцної структури вогнетривкого виробу, в першу чергу, його робочого шару-дозатора, що зрештою приводить до збільшення його зносостійкості (за рахунок підвищення уявної щільності, міцності при стисненні), а також усуває можливість викришування зерен вогнетрива і попадання їх в метал, крім того, введення в тонкомелену складову ши хти дозатора моноклінного ZrO2 разом із стабілізованим в кубічній фазі ZrO2 приводить до формування структури вогнетрива з хаотично розташованими мікротріщинами, що виникають переважно на контакті зерен заповнювача з тонкодисперсною зв'язкою. Хаотично розташовані тріщини забезпечують деяку рухливість окремих структурних елементів і релаксують напругу при термоударах, а також локалізують тріщини, що виникають при термоударах. Формування методом напівсухого пресування навколо робочого шару-дозатора керамічної основи з вогнетривкого матеріалу із вмістом Аl2О3 не менше 80% на фосфатній зв'язці і подальшої термообробки стакана при температурі 200-500°С забезпечує отримання досить щільної і міцної структури керамічної основи, особливо її тонкодисперсної зв'язки, найуразливішої в процесі служби вогнетрива. Мікроструктура останньої складається зернами корунду неправильної і подовжено-призматичної форми з переважаючим розміром 4-15мкм, максимальним - 20мкм, "зцементованих" тонкими плівками фосфатів алюмінію. Дрібні пори в основному округлої форми розміром 4-15мкм рівномірно зосереджені в зв'язці, формування такої структури забезпечує високу здатність вогнетрива протистояти агресивній дії високої температури, розплавлених металу і шлаку, при цьому "вимивання" зв'язки між зернами заповнювача, а також окремих зерен вогнетрива не відбувається. Крім того, фазовий склад керамічної основи після термообробки представлений ~ 94-96% об. корунду (a-Аl2О3), ~35% об. фосфатів алюмінію і до ~1% об. склофази. Практична відсутність склофази між зернами заповнювача створює структур у з більшою рухливістю зерен і здатну внаслідок цього чинити опір термоударам, тобто такий вогнетрив має високу термостійкість. Крім того, співвідношення товщини шарів керамічної основи і робочого шарудозатора, що заявляється, дозволяє снівелювати різницю ТКЛР стабілізованого ZrO2 і вогнетривкого матеріалу із вмістом Аl2О3 не менше 80% в процесі служби при дії високої температури, розплавлених сталі і шлаку. На Дослідному виробництві ВАТ "УкрНДІВ імені A.C. Бережного" були виготовлені двошарові стакани для розливання сталі за передбачуваним способом і прототипом. Передбачуваний винахід ілюструється прикладами приведеними в таблиці. 6 Аналіз даних, приведених в таблиці, свідчить про те, що двошарові стакани для розливання сталі, виготовлені за пропонованим способом, в порівнянні з прототипом, володіють вищими значеннями уявної щільності в ~1,02 рази, міцності при стисненні в ~1,6 рази і термостійкості (1300°С вода) в 3 рази для робочого шару, а також ~ у 1,1 рази, ~1,7 рази і ~2,3 рази, відповідно для керамічної основи. Технічне рішення, що заявляється, намічається до упровадження на Дослідному виробництві ВАТ "УкрНДІВ імені A.C. Бережного" в 2006 році. Таблиця 1 Спосіб виготовлення двошарових стаканів для розливання сталі Найменування показників Спосіб виготовлення стаканів: 1. Змішування компонентів шихти 2. Зволоження 3. Формування керамічної (шамотної) основи методом напівсухого пресування і нанесенням на неї методом вібролиття робочого шару-дозатора із стабілізованого діоксиду цирконію. 4. Формування методом напівсухого пресування робочого шару-дозатора 5. Формування робочого шару-дозатора з шихти, що складається із зернистого заповнювача електроплавленого стабілізованого діоксиду цирконію і тонкомеленої складової - стабілізованого і моноклінного діоксиду цирконію з добавкою 2-4% мас. глинозему марки ГК-2 при співвідношенні зернистого заповнювача і тонкомеленої складової 1,5:1 6. Формування робочого шару-дозатора з шихти, що складається із зернистого заповнювача електроплавленого стабілізованого діоксиду цирконію і тонкомеленої складової - стабілізованого і моноклінного діоксиду цирконію з добавкою 2-4% мас. глинозему марки ГК-2 при співвідношенні Приклади запропонопрототип нований + + + + + + + + 7 зернистого заповнювача і тонкомеленої складової 2,3:1. 7. Сушка двошарових стаканів при температурі 120°С і випалення при температурі 1300-1650°С. 8. Сушка робочого шарудозатора із стабілізованого ZrO2 при температурі 100-110°С і випалення при температурі не нижче 1750°С. 9. Формування методом напівсухого пресування навколо робочого шарудозатора керамічної основи з нормального або білого електрокорунду на фосфа тній зв'язці. 10. Термообробка двошарових стаканів при температурі 200-500°С з ізотермічною витримкою при кінцевій температурі протягом 6-10 годин. 81325 + + + + Таблиця 2 Властивості двошарових стаканів для розливання сталі Найменування показників Властивості виробів: 1. Робочого шарудозатора із стабілізованого ZrO2: - уявна щільність, г/см 3 - відкрита пористість, % - міцність при стисненні, МПа - термостійкість (1300°С вода), теплозмін 2. Керамічної основи з вогнетривкого матеріалу із змістом Аl2О3 не менше 80%: - уявна щільність, г/см 3 - відкрита пористість, % - міцність при стисненні, МПа термостійкість (1300°С вода), теплозмін Приклади запропонопрототип ваний 4,65 16,0 4,75 14,5 83,0 135,0 3 9 2,97 12,2 3,28 14,7 63,0 110,0 7 16 8
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of double-layer glasses for steel pouring
Автори англійськоюPrymachenko Volodymyr Vasyliovych, Shulyk Iryna Hermanivna, Halchenko Tetiana Heorhiivna, Oriekhova Halyna Petrivna
Назва патенту російськоюСпособ изготовления двухслойных стаканов для разливания стали
Автори російськоюПримаченко Владимир Васильевич, Шулик Ирина Германовна, Гальченко Татьяна Георгиевна, Орехова Галина Петровна
МПК / Мітки
МПК: B22D 41/08, C04B 35/482, B22D 41/50, C04B 35/48, B22D 41/52
Мітки: розливання, сталі, виготовлення, спосіб, двошарових, стаканів
Код посилання
<a href="https://ua.patents.su/4-81325-sposib-vigotovlennya-dvosharovikh-stakaniv-dlya-rozlivannya-stali.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення двошарових стаканів для розливання сталі</a>
Спосіб безперервного розливання двошарових злитків
Номер патенту: 75444
Опубліковано: 17.04.2006
Автори: Шмуклер Йосип Срулевіч, Новіков Євген Іванович, Павленко Олександр Анатольйович, Попов Анатолій Васильович, Мисочка Анатолій Васильович, Герасименко Віктор Григорович, Родякін Ігор Олександрович, Аріх Володимир Спиридонович, Полєщук Петро Миколайович, Соломович Віталій Моісейович
МПК: B22D 11/06, B22D 11/00, B22D 11/04, B22D 11/14
Мітки: двошарових, злитків, розливання, безперервного, спосіб
Формула / Реферат:
Спосіб безперервного розливання двошарових злитків, що включає подачу основного металу і плакувального металу у кристалізатор, безперервне формування злитків основного і плакувального металів, витягування їх із кристалізатора і з'єднання у двошаровий злиток у гарячому стані, який відрізняється тим, що витягування злитка плакувального металу з кристалізатора здійснюють після його повного тверднення, злиток плакувального металу після виходу з...
Спосіб виготовлення кристалізатора для установки безперервного розливання сталі
Номер патенту: 78732
Опубліковано: 25.04.2007
Автори: Полєщук Петро Миколайович, Павленко Олександр Анатольйович, Родякін Ігор Олександрович, Новіков Євген Іванович, Попов Анатолій Васильович, Соломович Віталій Моісейович, Шмуклер Йосип Срулевіч, Аріх Володимир Спиридонович
МПК: B22D 11/057
Мітки: сталі, розливання, установки, виготовлення, безперервного, спосіб, кристалізатора
Формула / Реферат:
1. Спосіб виготовлення кристалізатора для установки безперервного розливання сталі, що включає відливання мідних стінок кристалізатора, виготовлення в них каналів для охолоджуючої рідини, виготовлення на одній із стінок місця під датчик контролю рівня рідкого металу, який відрізняється тим, що відливання мідних стінок кристалізатора здійснюють шляхом заливання міді в каркас з тонкого листового металу, при цьому виготовлення в них каналів для...
Спосіб розливання виливків із спокійних марок сталі
Номер патенту: 81094
Опубліковано: 26.11.2007
Автори: Северенчук Андрій Станіславович, Шенфельд Гліб Глібович, Теряєв Олександр Митрофанович, Онищенко Сергій Олександрович
МПК: B22D 7/10
Мітки: марок, розливання, спокійних, виливків, сталі, спосіб
Формула / Реферат:
Спосіб розливання виливків із спокійних марок сталі, що включає розливання сталі в виливницю із надставкою додатку, у якій теплоізолюючий шар розміщений у міжстіновому просторі надставки додатку, який відрізняється тим, що розливання здійснюють при температурі теплоізолюючого шару, що дорівнює 200-1250 °С.
Спосіб виготовлення двошарових відцентроволитих прокатних валків
Номер патенту: 78166
Опубліковано: 15.02.2007
Автори: Балаклієць Ігор Альбінович, Філіпов Валентин Семенович
МПК: B22D 27/20, B22D 13/00, B22D 13/02
Мітки: валків, відцентроволитих, спосіб, двошарових, виготовлення, прокатних
Формула / Реферат:
Спосіб виготовлення двошарових відцентроволитих прокатних валків з робочим шаром із високолегованих чавунів і серцевиною з високоміцного чавуну, що включає обертання ливарної форми навколо вертикальної осі, заливку у ливарну форму і витримку в ній до кристалізації металу робочого шару, що містить хром в межах 2,0-20,0 мас. %, позапічну обробку в ковші графітизуючим компонентом металу серцевини і заливку його у форму, який відрізняється тим,...
Мертель на основі діоксиду цирконію
Номер патенту: 80827
Опубліковано: 12.11.2007
Автори: Шулик Ірина Германівна, Гальченко Тетяна Георгіївна, Орєхова Галина Петрівна
МПК: C04B 35/101, C04B 35/48
Мітки: діоксиду, основі, цирконію, мертель
Формула / Реферат:
Мертель на основі діоксиду цирконію, який містить заповнювач із стабілізованого діоксиду цирконію, тонкомелену складову із моноклінного діоксиду цирконію переважно з розміром часток 3-5 мкм, причому розмір часток від 2 мкм складає не менше за 95 об.%, і фосфатне зв'язуюче, який відрізняється тим, що як заповнювач містить діоксид цирконію, стабілізований 8-13 мас.% оксиду ітрію, фракціями 0,5-0,0 мм і 0,09-0,0 мм у співвідношенні від 0,7:0,9...
Попередній патент: Спосіб виділення миш’яку із його сульфіду
Наступний патент: Радіально-поршневий ексцентриковий насос з хитним блоком циліндрів
Випадковий патент: Спосіб контролю якості і точності наведення зброї та комплект тренажерно-контрольний