Спосіб і охолоджуючий пристрій для виготовлення гарячекатаної стрічки з двофазною структурою
Номер патенту: 81329
Опубліковано: 25.12.2007
Автори: Більген Крістіан, Хенніг Вольфганг, Бехер Тілльманн, Хенсгер Карл-Ернст
Формула / Реферат
1. Спосіб виготовлення гарячекатаної стрічки (10) із двофазною структурою з фериту та мартенситу, при якому щонайменше 70% аустеніту перетворюють на ферит із гарячекатаного стану за допомогою двоступеневого контрольованого охолоджування після чистової прокатки до температури стрічки, нижчої за температуру початку мартенситного перетворення на ділянці (1, 1') охолоджування з розташованих на відстані одна за одною груп (31-7, 4) водяного охолоджування, який відрізняється тим, що сталь має наступний хімічний склад, мас. %: 0,01-0,08 вуглецю, 0,9 кремнію, 0,5-1,6 марганцю, 1,2 алюмінію, 0,3-1,2 хрому, решта залізо, а також неодмінні домішки, отримують гарячекатану стрічку (10) із двофазною структурою з 70-95% фериту і 30-5% мартенситу, з високою механічною міцністю і високою деформівністю, межею міцності при розтягненні понад 600 МПа і відносному подовженні при розриві щонайменше 25%, за допомогою того, що на ділянці охолоджування ливарно-прокатної установки:
a) здійснюють двоступеневе контрольоване охолоджування з кінцевої температури прокатки стрічки Ткінцев.: А3 - 100 К < Ткінцев. < А3 – 50 К до температури змотування стрічки Тзмот. < 300 °С або < температури початку мартенситного перетворення, причому швидкість V1,2 охолоджування на обох ступенях охолоджування складає V=30-150 К/с;
b) перший ступінь охолоджування здійснюють до заходження кривої охолоджування в феритну область, а потім вивільнену в результаті перетворення аустеніту на ферит теплоту перетворення використовують для ізотермічного витримування при досягнутій температурі Тпостійна стрічки з часом витримування 5 с до початку другого ступеня охолоджування.
2. Спосіб за п. 1, який відрізняється тим, що швидкість V1,2 охолоджування на обох ступенях охолоджування складає V=50-90 К/с.
3. Охолоджуючий пристрій гарячекатаної стрічки ливарно-прокатної установки для виготовлення гарячекатаної стрічки (10) із двофазною структурою з гарячекатаного етапу, що містить розташовану за останньою чистовою прокатною кліттю (2) ділянку (1, 1') охолоджування з декількома розташованими на відстані одна за одною групами (31-7, 4) водяного охолоджування, придатний для здійснення способу за п. 1, і що має ділянку (1, 1') охолоджування з довжиною менше 50 м, який відрізняється тим, що в межах ділянки (1, 1') охолоджування передбачена відповідна кількість регульованих груп (31-7, 4) водяного охолоджування, розташованих з можливістю регулювання необхідної швидкості (V1,2) охолоджування на кожному ступені охолоджування за допомогою узгодженого режиму роботи всієї ділянки охолоджування, залежно від товщини і швидкості стрічки, а також із можливістю реалізації необхідного часу витримування при температурі Тпостійна стрічки між обома ступенями охолоджування.
4. Пристрій за п. 3, який відрізняється тим, що кожна група (31-7, 4) водяного охолоджування містить декілька регульованих за допомогою перемикальних клапанів (7) охолоджувальних балок, розташованих із можливістю рівномірної подачі до верхньої сторони (10') і нижньої сторони (10") гарячекатаної стрічки (10), яка проходить, певної кількості води, причому кількості води для верхньої сторони (10') і нижньої сторони (10") стрічки можуть бути також взаємно врівноважені.
5. Пристрій за п. 4, який відрізняється тим, що остання група (4) водяного охолоджування для охолоджування верхньої сторони (10') і нижньої сторони (10") стрічки містить по вісім перемикальних клапанів (7) для чотирьох охолоджувальних балок вгорі і внизу для більш точного регулювання кількості води.
Текст
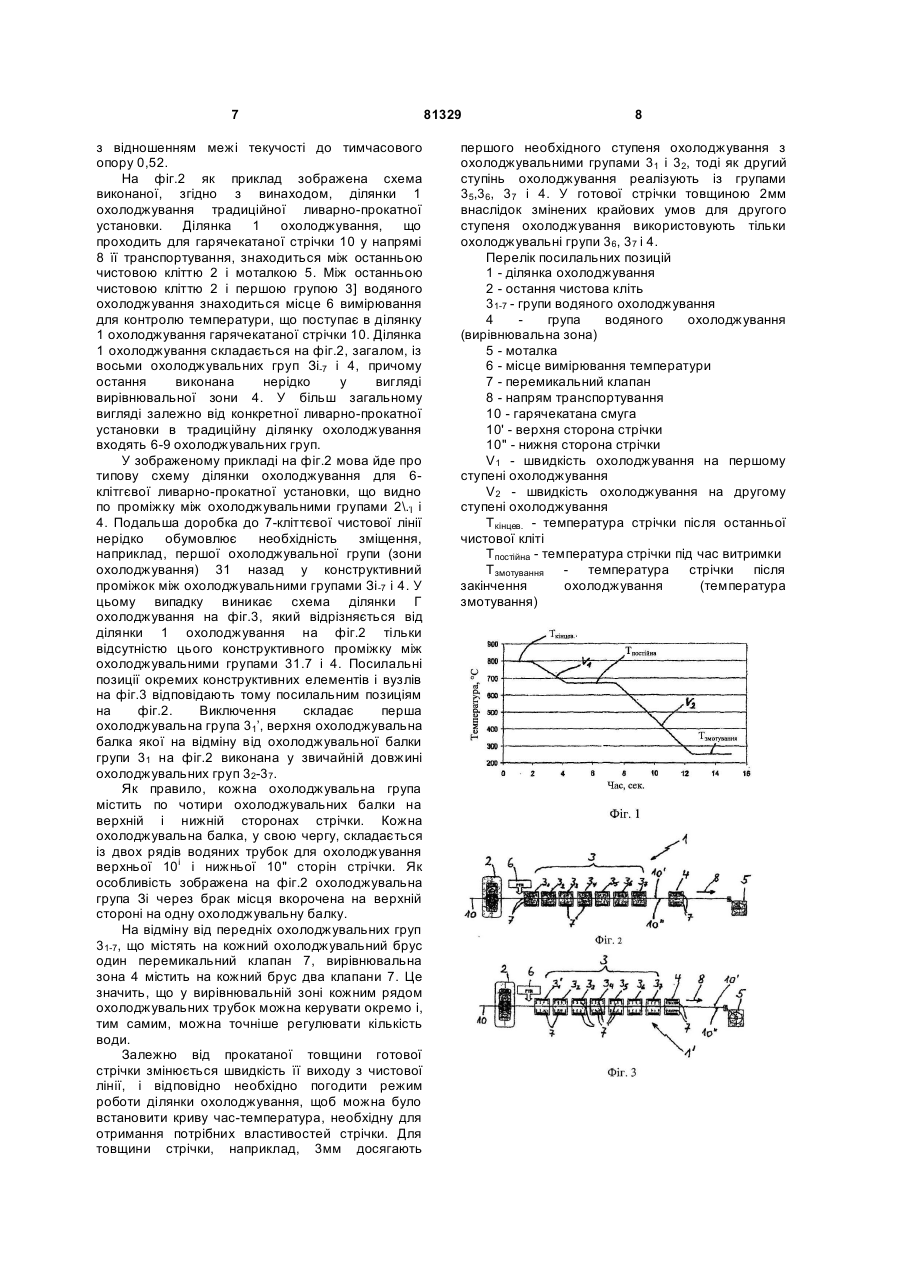
1. Спосіб виготовлення гарячекатаної стрічки (10) із двофазною структурою з фериту та мартенситу, при якому щонайменше 70% аустеніту перетворюють на ферит із гарячекатаного стану за допомогою двоступеневого контрольованого охолоджування після чистової прокатки до температури стрічки, нижчої за температуру початку мартенситного перетворення на ділянці (1, 1') охолоджування з розташованих на відстані одна за одною груп (31-7, 4) водяного охолоджування, який відрізняється тим, що сталь має наступний хімічний склад, мас. %: 0,01-0,08 вуглецю, 0,9 кремнію, 0,5-1,6 марганцю, 1,2 алюмінію, 0,3-1,2 хрому, решта залізо, а також неодмінні домішки, отримують гарячекатану стрічку (10) із двофазною структурою з 70-95% фериту і 30-5% мартенситу, з високою механічною міцністю і високою деформівністю, межею міцності при розтягненні понад 600 МПа і відносному подовженні при розриві щонайменше 25%, за допомогою того, що на ділянці охолоджування ливарно-прокатної установки: a) здійснюють двоступеневе контрольоване охолоджування з кінцевої температури прокатки стрічки Ткінцев.: А3 - 100 К < Ткінцев. < А3 – 50 К до температури змотування стрічки Тзмот. < 300 °С або < температури початку мартенситного перетворення, причому швидкість V1,2 2 (19) 1 3 81329 4 5. Пристрій за п. 4, який відрізняється тим, що остання група (4) водяного охолоджування для охолоджування верхньої сторони (10') і нижньої сторони (10") стрічки містить по вісім перемикальних клапанів (7) для чотирьох охолоджувальних балок вгорі і внизу для більш точного регулювання кількості води. Винахід стосується способу виготовлення гарячекатаної стрічки з двофазною структурою із фериту і мартенситу, причому щонайменше 70% аустеніту перетворені на ферит, із гарячекатаного стану за допомогою контрольованого двоступеневого охолоджування після чистової прокатки до температури стрічки нижчої за температуру початку мартенситного перетворення на ділянці охолоджування, яка складається з розташованих на відстані одна за одною водоохолоджувальних груп. Цілеспрямоване структурне перетворення за допомогою керованого охолоджування сталей відоме, причому для отримання двофазних сталей це кероване охолоджування здійснюють за часом після деформації гарячекатаної стрічки. Вид двофазної структури, що досягається, істотно залежить при цьому від технічно можливих швидкостей охолоджування і хімічного складу сталі. Важливим при цьому в будь-якому випадку є достатнє утворення фериту щонайменше 70% на першому ступені охолоджування. На цьому першому ступені охолоджування потрібно уникати перетворення аустеніту в перлітній області. Інтенсивність охолоджування на другому ступені охолоджування, що йде за першим ступенем охолоджування, повинна бути настільки великою, щоб досягнути температур змотування нижчих за температуру початку мартенситного перетворення. Тільки після цього гарантовано утворення двофазної структури з феритними та мартенситними складовими. Відоме отримання двофазних сталей не представляє проблеми при малих швидкостях стрічки або при достатній довжині ділянок охолоджування. При дуже високих швидкостях стрічки початок другого ступеня охолоджування може бути, проте, зміщений на ділянці охолоджування настільки, що подальше утворення мартенситу буде відбуватися неповністю або взагалі не відбуватиметься. Тоді виникає змішана структура з фериту, бейніту та частин мартенситу, який не досягає бажаних механічних властивостей суто двофазної структури. В [ЕР 0747495 В1] описаний спосіб виготовлення сталевого листа високої міцності зі структурою щонайменше із 75% фериту щонайменше 10% мартенситу та, за необхідності, бейніту й залишкового аустеніту. Мова при цьому не йде про структуру суто двофазних сталей. Як сплав використовують мікролеговану ніобієм сталь. Для її отримання гарячекатаний сталевий лист цілеспрямовано охолоджують, причому за повільним охолоджуванням іде швидке охолоджування або як альтернатива повільному охолоджуванню передує спочатку швидке охолоджування. Для першого ступеня охолоджування швидкість охолоджування вказана 2-15°С/с протягом 8-40 с до кінцевої температури між точкою Αr1 і 730°С. Другий ступінь охолоджування проводять зі швидкістю охолоджування 20-150°С/с нижче за точку Аr3. В [ЕР 1108072 В1] описаний спосіб отримання двофазних сталей, при якому після чистової прокатки за допомогою двоступеневого охолоджування - спочатку повільно, потім швидко досягають двофазної структури із 70-90% фериту і 30-10% мартенситу. Перше (повільне) охолоджування здійснюють на ділянці охолоджування, на якій гарячекатану смугу охолоджують за допомогою розташованих на відстані одна від одної зон водяного охолоджування зі швидкістю охолоджування 20-30 К/с. Охолоджування відрегульоване при цьому так, що крива охолоджування заходить у феритну область з такою високою температурою, що утворення фериту може відбуватися швидко. Це перше охолоджування продовжують доти, поки щонайменше 70% аустеніту не перетвориться на ферит, безпосередньо після чого без часу витримки іде подальше (швидке) охолоджування. Виходячи з цього описаного рівня техніки з показаними різними можливостями отримання двофазної структури, завданням винаходу є створення способу та установки, за допомогою яких виготовлення гарячекатаної стрічки з двофазною структурою може здійснюватися на традиційній ливарно-прокатній установці з наявними там локальними і, тим самим, також часовими обмеженнями. Охолоджувальний тракт такої установки відрізняється тим, що загальна довжина не перевищує, як правило, 50 м і не передбачається компактне охолоджування. Це завдання вирішується в частині способу за допомогою ознак п. 1 за рахунок того, що для сталі з хімічним складом 0,01-0,08% вуглецю, 0,9% кремнію, 0,5-1,6% марганцю, 1,2% алюмінію, 0,31,2% хрому, інше залізо, і неодмінні домішки, для отримання гарячекатаної стрічки з двофазною структурою з 70-95% фериту і 30-5% мартенситу з високою механічною міцністю і високою деформівністю (межа міцності при розтягненні понад 600МПа, відносне подовження при розриві щонайменше 25%) на ділянці охолоджування ливарно-прокатної установки здійснюють двоступеневе контрольоване охолоджування з кінцевою температурою прокатки стрічки Ткінцев: А3 -100К < Ткінцев. < А3 -50 К до температури змотування стрічки Тзмотування < 300°С (< температури початку мартенситного перетворення), причому швидкість V1, 2 охолоджування на обох ступенях охолоджування складає V=30-150 К/с, переважно V=50-90 К/с, перший ступінь охолоджування здійснюють аж до 5 заходження кривої охолоджування в феритну область, а потім вивільнену внаслідок перетворення аустеніту на ферит теплоту перетворення використовують для ізотермічної витримки при досягнутій температурі стрічки з часом витримки 5 с аж до початку другого ступеня охолоджування. Через невелику довжину традиційних ділянок охолоджування в наявних ливарно-прокатних установках виготовлення гарячекатаної стрічки з двофазною структурою можливе тільки за допомогою спеціальної техніки охолоджування. Щоб подібне охолоджування можна було здійснити, дотримання певних граничних значень хімічного складу, приведеного в п.1, є обов'язковим для досягнення бажаного ступеня перетворення протягом наявного короткого загального часу охолоджування. Охолоджування передбачає при цьому двоступеневе охолоджування з різними, вибираними швидкостями охолоджування, що переривається часом ізотермічної витримки максимум 5 с Початок часу витримки, що відповідає закінченню першого ступеня охолоджування, визначають входженням кривої охолоджування в феритну область або початком перетворення аустеніту на ферит. Під час короткої ізотермічної фази при охолоджуванні, максимум 5 с, коли, згідно з винаходом, вивільнену теплоту перетворення використовують для підтримки постійного значення температури й при цьому компенсують неминуче повітряне охолоджування, відбувається бажане перетворення аустеніту щонайменше на 70% у ферит. За цим часом витримки безпосередньо починають другий ступінь охолоджування гарячекатаної стрічки до температури нижче за 300°С. Оскільки ця температура лежить нижче за температуру початку утворення мартенситу, то при такому охолоджуванні з мартенситом отримують другий компонент структури бажаної величини. Крім короткого часу витримки, охолоджування характеризується точно заданою швидкістю охолоджування для обох ступенів охолоджування. Ця швидкість охолоджування складає V=30-150 К/с, переважно V=50-90 К/с, залежно від геометрії гарячекатаної стрічки та від хімічного складу марки сталі, що застосовується. Відносно цих швидкостей охолоджування потрібно вказати, що швидкість охолоджування менша за 30 К/с через невелику кількість часу на традиційній ділянці охолоджування ливарно-прокатної установки, неможлива, тоді як швидкості охолоджування більші за 150 К/с на подібних ділянках охолоджування також недосяжні. У порівнянні з виготовленням двофазної гарячекатаної стрічки відповідно до рівня техніки, спосіб, згідно з винаходом, крім відмінного хімічного складу вихідної сталі, відрізняється тим, що a) кінцева температура прокатки лежить помітно нижче за температуру А3; b) на другому ступені охолоджування здійснюють до температури нижче за 300°С; 81329 6 c) швидкості охолоджування лежать нижче за 150 К/с і вище за 30 К/с; d) між обома ступенями охолоджування передбачений дуже короткий, максимум 5 с, час витримки, протягом якого не відбувається охолоджування; є) перетворення на ферит відбувається ізотермічно. Установка для здійснення способу, згідно з винаходом, відрізняється тим, що за останньою чистовою прокатною кліттю розташована традиційна ділянка охолоджування ливарнопрокатної установки, що містить декілька розташованих на відстані одна за одною, регульованих груп водяного охолоджування з водяними балками. Наявні в кожній охолоджувальній групі охолоджувальні балки розташовані з можливістю рівномірної подачі до верхньої і нижньої сторін гарячекатаної стрічки певної кількості води. Загальну кількість води можна регулювати, підключаючи або відключаючи окремі охолоджувальні балки під час прокатки. Кількість і розташування підключених водяних балок може бути заздалегідь задана для оптимального узгодження всієї ділянки охолоджування зі встановлюваними умовами охолоджування. Інші деталі, ознаки та властивості винаходу більш детально пояснюються нижче з прикладом його здійснення, зображеного на схематичних кресленнях, на яких представлено: фіг.1: крива охолоджування час-температура для гарячекатаної стрічки; фіг.2: схема ділянки охолоджування ливарнопрокатної установки з 6-кліттєвою чистовою лінією; фіг.3: схема ділянки охолоджування ливарнопрокатної установки з 7-клітковою чистовою лінією. На фіг.1 як приклад зображена крива охолоджування час-температура гарячекатаної стрічки, охолодженої, згідно з винаходом, на вихідному рольгангу на ділянці 1 охолоджування. Гарячекатана стрічка зі складом 0,06% вуглецю, 0,1% кремнію, 1,2% марганцю, 0,015% фосфору, 0,06% сірки, 0,036% алюмінію, 0,15% міді, 0,054% нікелю, 0,71% хрому, інше залізо й неодмінні домішки охолоджували зі встановленої кінцевої температури прокатки Ткінцев. 800°С на ділянці охолоджування зі швидкістю охолоджування V1 54 К/с до температури гарячекатаної стрічки 670°С, при якій крива охолоджування заходила в феритну область. Протягом часу витримки біля 4 секунд температура гарячекатаної стрічки залишалася при цій температурі Тпостійна витримки, перш ніж вона була остаточно охолоджена на другій ділянці охолоджування зі швидкістю охолоджування V2 84 К/с до температури стрічки нижче за 300°С (температура змотування біля 250QC). У виготовленої цим способом гарячекатаної стрічки з двофазною структурою в бажаному діапазоні щонайменше 70% фериту і менше за 20% мартенситу, під час випробувань була отримана межа міцності при розтягненні 620МПа в комбінації 7 з відношенням межі текучості до тимчасового опору 0,52. На фіг.2 як приклад зображена схема виконаної, згідно з винаходом, ділянки 1 охолоджування традиційної ливарно-прокатної установки. Ділянка 1 охолоджування, що проходить для гарячекатаної стрічки 10 у напрямі 8 її транспортування, знаходиться між останньою чистовою кліттю 2 і моталкою 5. Між останньою чистовою кліттю 2 і першою групою 3] водяного охолоджування знаходиться місце 6 вимірювання для контролю температури, що поступає в ділянку 1 охолоджування гарячекатаної стрічки 10. Ділянка 1 охолоджування складається на фіг.2, загалом, із восьми охолоджувальних груп Зі-7 і 4, причому остання виконана нерідко у вигляді вирівнювальної зони 4. У більш загальному вигляді залежно від конкретної ливарно-прокатної установки в традиційну ділянку охолоджування входять 6-9 охолоджувальних груп. У зображеному прикладі на фіг.2 мова йде про типову схему ділянки охолоджування для 6клітгєвої ливарно-прокатної установки, що видно по проміжку між охолоджувальними групами 2\.Ί і 4. Подальша доробка до 7-кліттєвої чистової лінії нерідко обумовлює необхідність зміщення, наприклад, першої охолоджувальної групи (зони охолоджування) 31 назад у конструктивний проміжок між охолоджувальними групами Зі -7 і 4. У цьому випадку виникає схема ділянки Γ охолоджування на фіг.3, який відрізняється від ділянки 1 охолоджування на фіг.2 тільки відсутністю цього конструктивного проміжку між охолоджувальними групами 31.7 і 4. Посилальні позиції окремих конструктивних елементів і вузлів на фіг.3 відповідають тому посилальним позиціям на фіг.2. Виключення складає перша охолоджувальна група 31’, верхня охолоджувальна балка якої на відміну від охолоджувальної балки групи 31 на фіг.2 виконана у звичайній довжині охолоджувальних груп 32-37. Як правило, кожна охолоджувальна група містить по чотири охолоджувальних балки на верхній і нижній сторонах стрічки. Кожна охолоджувальна балка, у свою чергу, складається із двох рядів водяних трубок для охолоджування верхньої 10і і нижньої 10" сторін стрічки. Як особливість зображена на фіг.2 охолоджувальна група Зі через брак місця вкорочена на верхній стороні на одну охолоджувальну балку. На відміну від передніх охолоджувальних груп 31-7, що містять на кожний охолоджувальний брус один перемикальний клапан 7, вирівнювальна зона 4 містить на кожний брус два клапани 7. Це значить, що у вирівнювальній зоні кожним рядом охолоджувальних трубок можна керувати окремо і, тим самим, можна точніше регулювати кількість води. Залежно від прокатаної товщини готової стрічки змінюється швидкість її виходу з чистової лінії, і відповідно необхідно погодити режим роботи ділянки охолоджування, щоб можна було встановити криву час-температура, необхідну для отримання потрібних властивостей стрічки. Для товщини стрічки, наприклад, 3мм досягають 81329 8 першого необхідного ступеня охолоджування з охолоджувальними групами 31 і 32, тоді як другий ступінь охолоджування реалізують із групами 35,36, 37 і 4. У готової стрічки товщиною 2мм внаслідок змінених крайових умов для другого ступеня охолоджування використовують тільки охолоджувальні групи 36, 37 і 4. Перелік посилальних позицій 1 - ділянка охолоджування 2 - остання чистова кліть 31-7 - групи водяного охолоджування 4 група водяного охолоджування (вирівнювальна зона) 5 - моталка 6 - місце вимірювання температури 7 - перемикальний клапан 8 - напрям транспортування 10 - гарячекатана смуга 10' - верхня сторона стрічки 10" - нижня сторона стрічки V1 - швидкість охолоджування на першому ступені охолоджування V2 - швидкість охолоджування на другому ступені охолоджування Ткінцев. - температура стрічки після останньої чистової кліті Тпостійна - температура стрічки під час витримки Тзмотування - температура стрічки після закінчення охолоджування (температура змотування)
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and cooling device for making of hot-rolled strip with dual-phase structure
Автори англійськоюHensger Karl-Ernst, Hennig Wolfgang, Bocher Tillmann, Bilgen Christian
Назва патенту російськоюСпособ и охлаждающее устройство для изготовления горячекатаной ленты с двухфазной структурой
Автори російськоюХенсгер Карл-Эрнст, Хенниг Вольфганг, Бехер Тилльманн, Бильген Кристиан
МПК / Мітки
МПК: C21D 8/02, B21B 37/74
Мітки: виготовлення, структурою, охолоджуючий, гарячекатаної, спосіб, двофазною, стрічки, пристрій
Код посилання
<a href="https://ua.patents.su/4-81329-sposib-i-okholodzhuyuchijj-pristrijj-dlya-vigotovlennya-garyachekatano-strichki-z-dvofaznoyu-strukturoyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб і охолоджуючий пристрій для виготовлення гарячекатаної стрічки з двофазною структурою</a>
Спосіб і установка для виготовлення гарячекатаної стрічки з аустенітних нержавіючих сталей
Номер патенту: 78281
Опубліковано: 15.03.2007
Автори: Шустер Інго, Альбеділ Манфред
МПК: B21B 1/46, C21D 8/02, B21B 1/26
Мітки: гарячекатаної, сталей, установка, нержавіючих, аустенітних, спосіб, виготовлення, стрічки
Формула / Реферат:
1. Спосіб виготовлення гарячекатаної стрічки з аустенітних нержавіючих сталей, причому на першому етапі литу заготовку (6) піддають процесу прокатки у прокатному стані з чистовою лінією, а на другому етапі здійснюють термообробку для запобігання схильності до корозії, зокрема міжкристалітної корозії внаслідок виділення карбідів хрому, який відрізняється тим, що для встановлення кінцевої температури прокатки (Twe) встановлюють вхідну...
Спосіб виробництва гарячекатаної сталевої пакувальної стрічки
Номер патенту: 17868
Опубліковано: 16.10.2006
Автори: Гапонов Борис Петрович, Вагін Анатолій Миколайович, Пасько Тетяна Григорівна, Норка Сергій Петрович, Мінаєв Андрій Євгеньйович, Уланова Олександра Лук'янівна, Пасько Іван Олександрович, Мурашкін Олександр Вікторович, Пожидаєв Віталій Іванович
МПК: B21B 1/22
Мітки: спосіб, сталевої, виробництва, гарячекатаної, пакувальної, стрічки
Формула / Реферат:
Спосіб виробництва гарячекатаної сталевої пакувальної стрічки, що включає гарячу прокатку, травлення прокату в безупинно травильних агрегатах, обрізання крайок і змотування травлених штаб у двоштабові рулони, дресирування, порізку заготівки, порізку сталевої пакувальної стрічки, який відрізняється тим, що як заготовку використовують сталь марки 08 кп, прокатку здійснюють на стані гарячої прокатки з температурними режимами прокатки й...
Спосіб регулювання виготовлення гарячекатаної стрічки
Номер патенту: 27345
Опубліковано: 15.09.2000
Автори: Сьоргел Гюнтер, Шмід Фрідманн
МПК: B21B 37/28
Мітки: спосіб, стрічки, виготовлення, гарячекатаної, регулювання
Текст:
...изменение выпуклости. В качестве критерия для перераспределения усилия прокатки отдельных клетей прокатного стана, в частности, стана для горячей прокатки полосы, используют идеальную прямую управления формы. Для разделения отдельных усилий прокатки для достижения необходимого в прокатном стане суммарного усилия прокатки используют вычисленное оптимирующей вычислительной машиной с помощью прямой управления формы распределение отдельных...
Спосіб термо-механічної обробки гарячекатаної чорнової стрічки, отриманої на лінії безперервного лиття тонкого слябу, і система для змотування та розмотування її
Номер патенту: 81306
Опубліковано: 25.12.2007
Автор: Арведі Джованні
МПК: B21C 47/26, B21C 47/02, B21C 47/00, B21B 1/46
Мітки: термо-механічної, тонкого, стрічки, лиття, розмотування, змотування, слябу, обробки, чорнової, лінії, отриманої, спосіб, гарячекатаної, система, безперервного
Формула / Реферат:
1. Термоелектромеханічна система, яка має два взаємно розміщені один над одним пристрої (А) у відповідних вогнетривких кожухах (А') з внутрішніми пальниками (7), що працюють на натуральному газі, які здатні змотувати на основний центральний затискний патрон (6) за допомогою пари вхідних і вихідних роликів (2) чорнову стрічку (а) товщиною між 30 і 8 мм, яка виходить від стана грубої прокатки, безпосередньо зв'язаного з лінією лиття тонких...
Спосіб виготовлення гумотросового каната та конвеєрної стрічки і пристрій для його здійснення
Номер патенту: 40088
Опубліковано: 16.08.2004
Автори: Савицький Віктор Іванович, Колосов Дмитро Леонідович, Шидо Микола Миколайович, Колосов Леонід Вікторович, Ропай Валерій Андрійович
МПК: F16G 9/00
Мітки: пристрій, стрічки, каната, спосіб, гумотросового, здійснення, конвеєрної, виготовлення
Формула / Реферат:
1. Спосіб виготовлення гумотросового каната та конвеєрної стрічки, що включає розміщення тросів по ширині каната (стрічки), натягання їх, обкладання гумою, вулканізацію гуми, який відрізняється тим, що перед натяганням усі троси піддають витяжці.2. Пристрій для виготовлення гумотросового каната та конвеєрної стрічки, який містить змонтовані послідовно механізми подачі та направляння тросів, натягання тросів, обкладання тросів гумою,...
Попередній патент: Спосіб визначення густини некристалічних тонких плівок
Наступний патент: Пристрій для вимірювання температури
Випадковий патент: Спосіб (варіанти) та система безпровідного зв'язку, базова станція, мобільна станція