Спосіб виготовлення гумотросового каната та конвеєрної стрічки і пристрій для його здійснення
Номер патенту: 40088
Опубліковано: 16.08.2004
Автори: Савицький Віктор Іванович, Ропай Валерій Андрійович, Шидо Микола Миколайович, Колосов Леонід Вікторович, Колосов Дмитро Леонідович
Формула / Реферат
1. Спосіб виготовлення гумотросового каната та конвеєрної стрічки, що включає розміщення тросів по ширині каната (стрічки), натягання їх, обкладання гумою, вулканізацію гуми, який відрізняється тим, що перед натяганням усі троси піддають витяжці.
2. Пристрій для виготовлення гумотросового каната та конвеєрної стрічки, який містить змонтовані послідовно механізми подачі та направляння тросів, натягання тросів, обкладання тросів гумою, обтискувальний та вулканізаційний преси, механізм намотки готового виробу, який відрізняється тим, що містить механізм витяжки тросів між механізмами подачі та направлення тросів і механізмом натягання тросів.
Текст
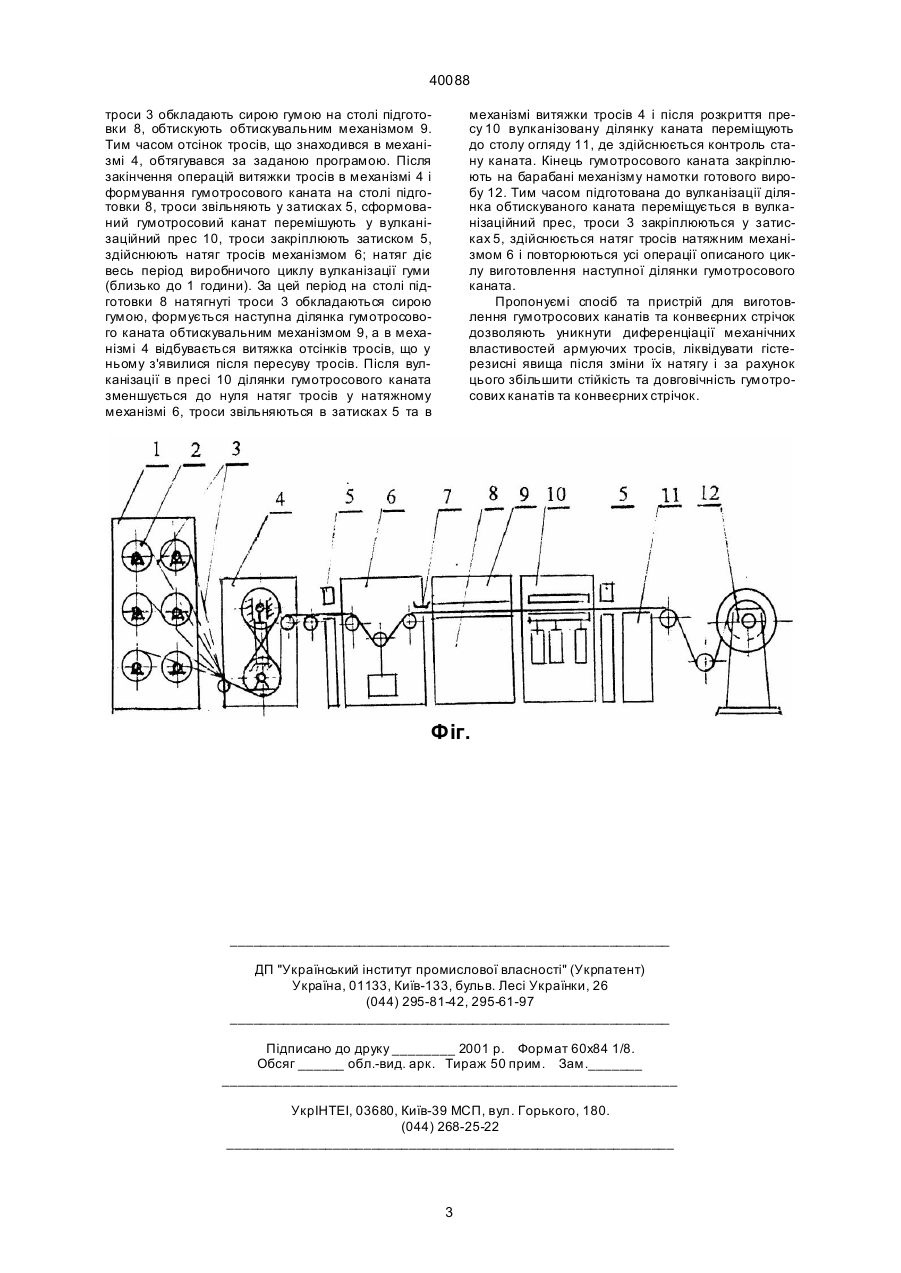
1. Спосіб виготовлення гумотросового каната та конвеєрної стрічки, що включає розміщення тросів по ширині каната (стрічки), натяг їх, обкла 40088 востей, пов'язаних з гістерезисними явищами при продольних деформаціях тросів, що призводить до депланації і короблення стрічки під час її експлуатації. Найбільш близьким по технічній суті до винаходу є пристрій для виготовлення гумотросового каната, який містить змонтовані послідовно подаючий та направляючий троси механізми, натяжний механізм, механізм обкладання тросів варствами гуми, обтискувальний та вулканізаційний преси і механізм намотки готового виробу, відрізняючийся тим, що він обладнаний контрольно-вимірювальною апаратурою з датчиком контролю параметрів виробничого процесу та якості виробу, розташованого між вулканізаційним пресом та механізмом намотки готового виробу (Carbogno A., Poturalski W. Liny wyrownawcze plaskie stalowo-gumowe produkcji wytworni SAG // Biuro inzynierskich konsultacji technicznych SAG, 1992, Biuletyn № 1, s. 3-18.) Недоліки цього технічного рішення Контрольно-вимірювальна апаратура контролює стан вже готового виробу і не дозволяє впливати на механічні властивості самих тросів в процесі виготовлення гумотросового каната, тому під час роботи на шахтній піднімальній установці армуючи троси мають різні остаточні деформації й, як наслідок, гумово-тросовий канат закручується навколо своєї поздовжньої осі, що перешкоджає нормальній експлуатації каната, зменшує його стійкість та довговічність. В основу винаходу поставлено задачі. 1. Удосконалення способу виготовлення гумотросових канатів та конвеєрних стрічок, в якому попереднім витягом тросів забезпечується зміна механічних властивостей тросів (збільшується їхній модуль пружності, зменшуються або зовсім ліквідуються гістерезисні явища при циклах зміни натягу тросів), і за рахунок цього всі троси гумотросового каната і конвеєрній стрічки мають однакові деформації при однаковому натягу і досягається відсутність закручування каната навколо його поздовжньої осі на шахтній піднімальній установці і короблення конвеєрної стрічки, що поліпшує їх нормальну експлуатацію, збільшує їх стійкість та довговічність. 2. Удосконалення пристрою для виготовлення гумотросового каната та конвеєрної стрічки, у якому включенням до технологічного ланцюгу механізмів механізму з обтяжки тросів перед натягом і вулканізацією тросів забезпечується поліпшення механічних властивостей армуючих тросів (збільшується їхній модуль пружності, зменшуються або зовсім ліквідуються гістерезисні явища при циклах зміни натягу тросів) і, як наслідок, - поліпшення механічних властивостей готового виробу. Поставлена 1 задача вирішується тим, що в указаному способі виготовлення гумотросових канатів та конвеєрних стрічок, який включає розміщення тросів по ширині каната, натяг їх, обкладання тросів гумою, вулканізацію гуми, намотку готового виробу, згідно з винаходом, перед розміщенням тросів по ширині каната здійснюється обтяжка всіх тросів. Поставлена 2 задача вирішується тим, що в указаному пристрої для виготовлення гумотросових канатів та конвеєрних стрічок, який містить змонтовані послідовно подаючий механізм, направлюючий троси механізм натяжний механізм, механізм обкладання тросів варствами гуми, обтискувальний та вулканізаційний преси, механізм намотки готового виробу, згідно з винаходом, між подаючим та направляючими механізмами розташовують механізм витяжки тросів. З'єднати функції витяжки тросів та натягу канатів в одному натяжному механізмі неможливо тому, що витяжка тросів повинна відбуватись циклічно за заданими режимами зміни і розміром їх натягу, тобто це є режим динамічний, а механізм натягу канатів забезпечує стаціонарний режим натягу тросів постійними зусиллями протягом всього періоду вулканізації гуми у вулканізаційному пресі, деформації тросів повинні бути незмінними, тобто це - режим статичний. Контролювати процес витяжки тросів можливо шляхом безпосереднього виміру зміни відстані між осями рухомих та нерухомих шкивів механізму витяжки тросів, або шляхом виміру зміни кроків скрутки тросів, наприклад, шаблоном. Витяжка тросів збільшує відносну довжину контролюємої частки тросів (кроки скрутки тросів) до 10%. При цьому троси позбавляються остаточних деформацій при розтягу, тобто уникають гістерезисних явищ, модулі їх пружності зростають до 10%, що забезпечує рівномірність навантаження уcix тросів та підвищує строк служби готового виробу. На кресленні (фіг.) схематично відображено пристрій для виготовлення гумотросового каната, який містить декілька механізмів, змонтованих за ходом технологічного процесу. Ме ханізм 1, подаючий та направляючий троси, містить пітательні котушки 2 з намотаними на них тросами 3. Далі троси обтягуються на механізмі витяжки тросів 4. Затиск 5 фіксує комплект тросів у натягнутому стані. У механізмі натягу 6 кожний трос натягується вантажем. При виході з натяжного механізму троси роз'єднуються гребінкою 7, яка встановлює заданий крок розташування тросів по ширині каната. Стіл підготовки 8 служить для обкладання тросів гумою, обтискувальний механізм 9 обтискує сиру гуму та троси і формує гумотросовий канат, далі розташовані вулканізаційний прес 10, стіл огляду 11 та механізм намотки готового виробу 12. Спосіб реалізується в пристрої наступним чином. В подаючий та направляючий механізм 1 пристрою встановлюють необхідну кількість котушок 2 з тросами 3 лівої та правої скруток потрібного діаметру. Першу ділянку гумотросового каната довжиною, рівною довжині вулканізаційного преса 10, виготовляють так. Троси 3 протягують вручну крізь змонтований за ходом технологічного процесу механізм витяжки тросів 4, закріпляють їх кінці у лівому затиску 5. За заданими циклами навантаження відбувається витяжка заправлених у механізм витяжки 4 участків тросів. Потім, після вимикання механізму витяжки 4, контролюється процес витяжки тросів (при необхідності він продовжується), потім кінці тросів звільняють у затиску 5 і троси протягують крізь змонтовані за ходом технологічного процесу механізми 6, 7, 8, 9, 10 і кінці тросів закріплюють у правому затиску 5. Після закріплення тросів у лівому затиску 5 відбувається натяг тросів механізмом 6. Розподілені гребінкою 7 2 40088 троси 3 обкладають сирою гумою на столі підготовки 8, обтискують обтискувальним механізмом 9. Тим часом отсінок тросів, що знаходився в механізмі 4, обтягувався за заданою програмою. Після закінчення операцій витяжки тросів в механізмі 4 і формування гумотросового каната на столі підготовки 8, троси звільняють у затисках 5, сформований гумотросовий канат перемішують у вулканізаційний прес 10, троси закріплюють затиском 5, здійснюють натяг тросів механізмом 6; натяг діє весь період виробничого циклу вулканізації гуми (близько до 1 години). За цей період на столі підготовки 8 натягнуті троси 3 обкладаються сирою гумою, формується наступна ділянка гумотросового каната обтискувальним механізмом 9, а в механізмі 4 відбувається витяжка отсінків тросів, що у ньому з'явилися після пересуву тросів. Після вулканізації в пресі 10 ділянки гумотросового каната зменшується до нуля натяг тросів у натяжному механізмі 6, троси звільняються в затисках 5 та в механізмі витяжки тросів 4 і після розкриття пресу 10 вулканізовану ділянку каната переміщують до столу огляду 11, де здійснюється контроль стану каната. Кінець гумотросового каната закріплюють на барабані механізму намотки готового виробу 12. Тим часом підготована до вулканізації ділянка обтискуваного каната переміщується в вулканізаційний прес, троси 3 закріплюються у затисках 5, здійснюється натяг тросів натяжним механізмом 6 і повторюються усі операції описаного циклу виготовлення наступної ділянки гумотросового каната. Пропонуємі спосіб та пристрій для виготовлення гумотросових канатів та конвеєрних стрічок дозволяють уникнути диференціації механічних властивостей армуючих тросів, ліквідувати гістерезисні явища після зміни їх натягу і за рахунок цього збільшити стійкість та довговічність гумотросових канатів та конвеєрних стрічок. Фіг. __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 3
ДивитисяДодаткова інформація
Автори англійськоюKolosov Leonid Viktorovych, Kolosov Dmytro Leonidovych, Ropai Valerii Andriiovych, Shydo Mykola Mykolaiovych, Savytskyi Viktor Ivanovych
Автори російськоюКолосов Леонид Викторович, Колосов Дмитрий Леонидович, Ропай Валерий Андреевич, Шидо Николай Николаевич, Савицкий Виктор Иванович
МПК / Мітки
МПК: F16G 9/00
Мітки: здійснення, гумотросового, каната, конвеєрної, спосіб, пристрій, стрічки, виготовлення
Код посилання
<a href="https://ua.patents.su/3-40088-sposib-vigotovlennya-gumotrosovogo-kanata-ta-konveehrno-strichki-i-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення гумотросового каната та конвеєрної стрічки і пристрій для його здійснення</a>
Спосіб виготовлення довгомірного гумотросового виробу для гірничошахтного устаткування і пристрій для його здійснення
Номер патенту: 38378
Опубліковано: 15.07.2003
Автори: Ропай Валерій Андрійович, Колосов Дмитро Леонідович, Савицький Віктор Іванович, Шидо Микола Миколайович
МПК: B29D 29/00, D07B 5/00
Мітки: виробу, пристрій, спосіб, виготовлення, здійснення, гумотросового, довгомірного, гірничошахтного, устаткування
Формула / Реферат:
1. Спосіб виготовлення довгомірного гумотросового виробу для гірничошахтного устаткування, що включає операції подання, спрямовування і протягування тросів через усю систему механізмів, їх натягу, обкладання гумою, вулканізації гуми з подальшим намотуванням готового виробу, який відрізняється тим, що попередньо для кожного троса задають величину крутного моменту та перед їх обкладанням гумою вимірюють крутний момент для кожного троса, після...
Стикове механічне з’єднання кінців конвеєрної стрічки і прошивний пристрій для збирання елементів стикового механічного з’єднання кінців конвеєрної стрічки
Номер патенту: 63217
Опубліковано: 15.01.2004
Автори: КУЗНЕЦОВ ОЛЕКСАНДР СТЕПАНОВИЧ, КУЗНЕЦОВА ГАННА ОЛЕКСАНДРІВНА
МПК: F16G 3/00
Мітки: конвеєрної, механічне, з'єднання, стикового, кінців, стикове, збирання, прошивний, пристрій, стрічки, механічного, елементів
Формула / Реферат:
1. Стикове механічне з'єднання кінців конвеєрної стрічки, що містить еластичну накладку і прикріплені до кінців конвеєрної стрічки по всій ширині механічні з'єднувачі, яке відрізняється тим, що еластична накладка встановлена по всій поверхні стикового з'єднання і прикріплена щонайменше на одному кінці конвеєрної стрічки, спрямованому у бік за її рухом, при цьому механічні з'єднувачі розміщені у верхньому шарі гумової обкладки конвеєрної...
Спосіб виготовлення стрічки з напівферитної нержавіючої сталі та пристрій для його здійснення
Номер патенту: 24010
Опубліковано: 31.08.1998
Автори: Демарез Філіп, Озер Жан-Мішель
МПК: B22D 11/06
Мітки: пристрій, нержавіючої, сталі, стрічки, здійснення, виготовлення, напівферитної, спосіб
Формула / Реферат:
1. Способ изготовления ленты из полу -ферритной нержавеющей стали, включающий подачу металла в кристаллизатор установки непрерывной разливки в виде двух охлаждаемых валков, вращающихся в противоположных направлениях и установленных с зазором друг относительно друга, и вытягивание из кристаллизатора закристаллизовавшейся ленты, отличающий с я тем, что закристаллизовавшуюся ленту подвергают воздействию закалочной среды путем резкого охлаждения,...
Пристрій контролю руху конвеєрної стрічки
Номер патенту: 38721
Опубліковано: 15.05.2001
Автори: Блиндюк Петро Михайлович, Редькіна Світлана Петрівна, Рибчинський Юхим Борисович, Іванов Володимир Костянтинович, Швецов Володимир Олександрович, Лаптєв Анатолій Іванович, Антонюк Павло Дмитрович
МПК: B65G 43/04
Мітки: руху, стрічки, пристрій, контролю, конвеєрної
Текст:
...3 сердечника, закріплено геркон 4 з можливістю магнітної взаємодії з магнітом 5, розташованим на ободі немагнітного 3 сердечника, перший вхід джерела 6 постійного струму з'єднано з фазним проводом електросітки, а перший вихід того ж джерела з'єднано з нульовим проводом електросітки, "плюс" джерела 6 постійного струму з'єднано зі входом геркона 4, зі входом "плюс" одновібратора 7, зі входом обмотки 8 реле, "мінус" того ж джерела з'єднано...
Пристрій для запобігання загоряння конвеєрної стрічки на приводних та натяжних барабанах
Номер патенту: 35000
Опубліковано: 15.03.2001
Автори: Смоланов Сергій Миколайович, Люєв Вячеслав Андрійович, Кукоба Леонід Іванович, Люєв Сергій Вячеславович, Любарський Борис Семенович, Луньов Сергій Георгійович
МПК: A62C 37/00
Мітки: приводних, барабанах, стрічки, натяжних, запобігання, пристрій, конвеєрної, загоряння
Формула / Реферат:
Пристрій для запобігання загоряння конвеєрної стрічки на приводних та натяжних барабанах, що містить корпус з кришкою, з встановленим у ньому механізмом пуску, виконаним у вигляді штока з клапаном, розміщеним у гнізді корпусу, який відрізняється тим, що шток, споряджений гільзою, заповненою твердим легкоплавким сплавом і виконаною з можливістю автоматичного вмикання, а корпус забезпечений вихідними патрубками, розміщеними по бічним сторонам,...
Попередній патент: Сполуки 2,3-діарилпіразоло[1,5-в]піридазинів, спосіб їх отримання (варіанти) та фармацевтична композиція на їх основі
Наступний патент: Масажер “хобот слона піо”
Випадковий патент: Аксіально-поршневий насос