Ковальське зварювання трубних конструкцій, які експлуатуються у важких умовах
Номер патенту: 82487
Опубліковано: 25.04.2008
Автори: Дімітріадіс Клістеніс, Ден Боуер Йоханіс Йозефу, Коул Ентоні Томас, Зійслінг Дйюрре Ганс
Формула / Реферат
1. Процес з'єднання елементів, що експлуатуються у важких умовах, в якому кінці елементів мають взаємно регулярну синусоїдальну або зубчасту форму по колу елементів, причому процес містить з'єднання елементів шляхом ковальського зварювання, який відрізняється тим, що елементами є трубні елементи, при цьому кінці трубних елементів мають доповнювальні торцеві поверхні, і відновлювальний продувний газ обдуває нагріті кінці труб протягом принаймні частини часу процесу ковальського зварювання таким чином, що оксиди видаляються з кінців труб, які приварені один до одного, та кількість оксидних включень та неоднорідностей між звареними торцями труб обмежується.
2. Процес за п. 1, який відрізняється тим, що продувний газ є невибуховою сумішшю переважно інертного газу та відновлювального газу, такого як суміш, що містить більше ніж 90% за об'ємом переважно інертного газу, такого як азот, гелій або аргон та більше ніж 2% за об'ємом водню.
3. Процес за п. 1 або 2, який відрізняється тим, що трубною конструкцією є трубна колона, що експлуатується у важких умовах, яка є обсадною під час буріння колоною, яка несе бурове долото під час буріння свердловини і яка залишається в свердловині в розширеній або нерозширеній конфігурації після завершення процесу буріння.
4. Процес за п. 1, який відрізняється тим, що кінці труб нагріваються шляхом проходження струму високої частоти у напрямку по колу крізь стінку труби біля торців труб, що повинні з'єднуватись, причому наявність непрогрітих місць вздовж кола біля нагрітих торців труб зменшують шляхом розташування послідовності феритних пластин вздовж зовнішньої поверхні кінців труб та/або всередині труб.
5. Процес за п. 1, який відрізняється тим, що кінці труб нагріваються шляхом проходження електричного струму високої частоти крізь них за допомогою послідовності електродів, які притискаються до внутрішньої та/або зовнішньої поверхні кінців труб, що прилягає до вершин зубців та/або синусоїдальних торців.
6. Процес за п. 1, який відрізняється тим, що труби з'єднуються в свердловині шляхом ковальського зварювання після операції розширення труб та кінці труб нагріваються до температури, потрібної для ковальського зварювання і притискуються одна до одної, в той час як відновлювальний продувний газ обдуває нагріті кінці труб протягом принаймні частини часу процесу ковальського зварювання.
7. Процес за п. 6, який відрізняється тим, що кінці труб принаймні частково перекривають один одний і пристрій ковальського зварювання вставляється у внутрішню трубу, нагріває кінці труб, подає відновлювальний продувний газ до проміжку, що залишається між перекриттям кінців труб, потім притискає зовнішню поверхню нагрітого кінця внутрішньої труби до внутрішньої поверхні зовнішньої труби для з'єднання вказаних кінців труб шляхом ковальського зварювання, причому торці частково перекритих кінців є зубчастими або мають доповнювальну синусоїдальну форму для того, щоб замортизувати сили, що прикладаються до розширених торців труб, що зварюються ковальським зварюванням.
Текст
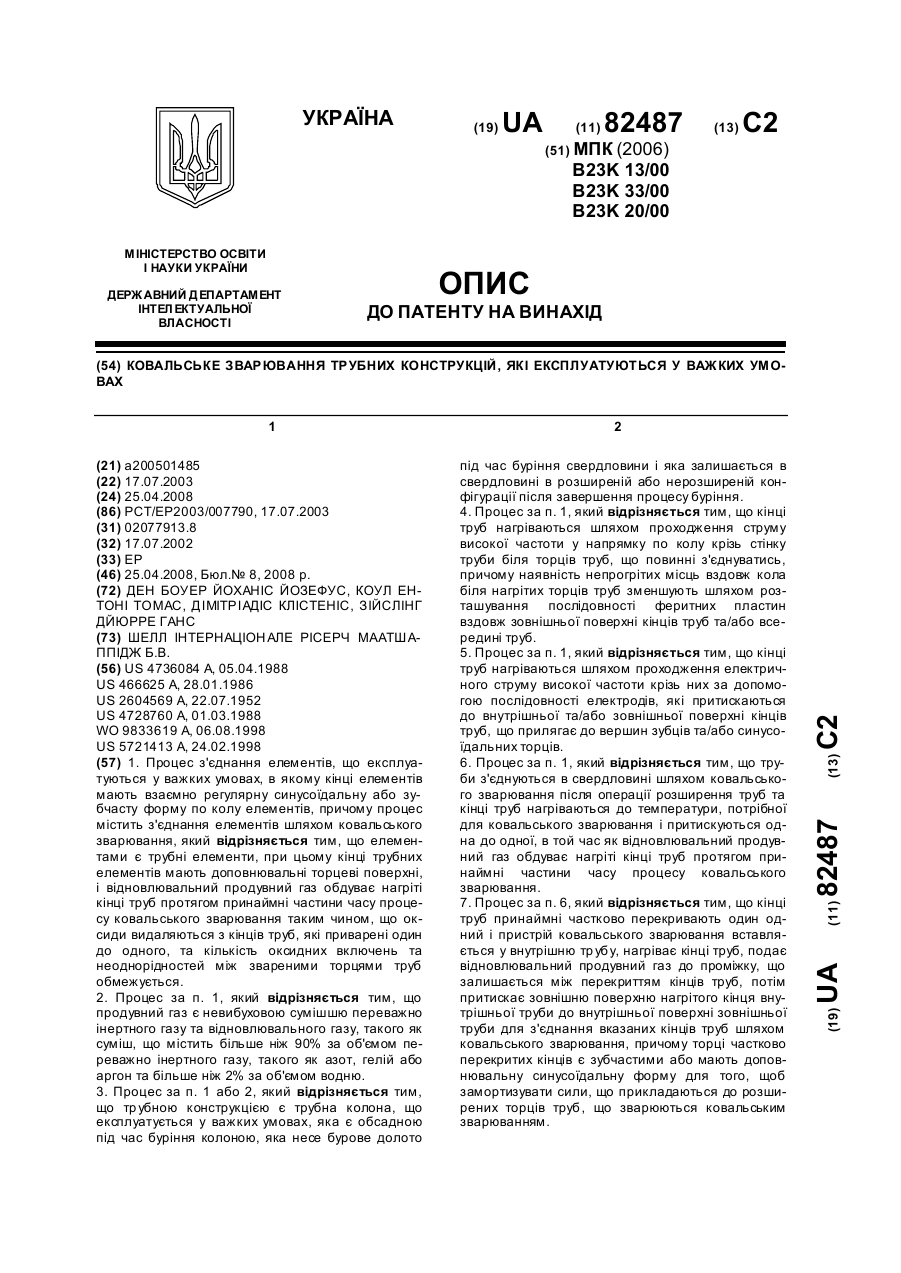
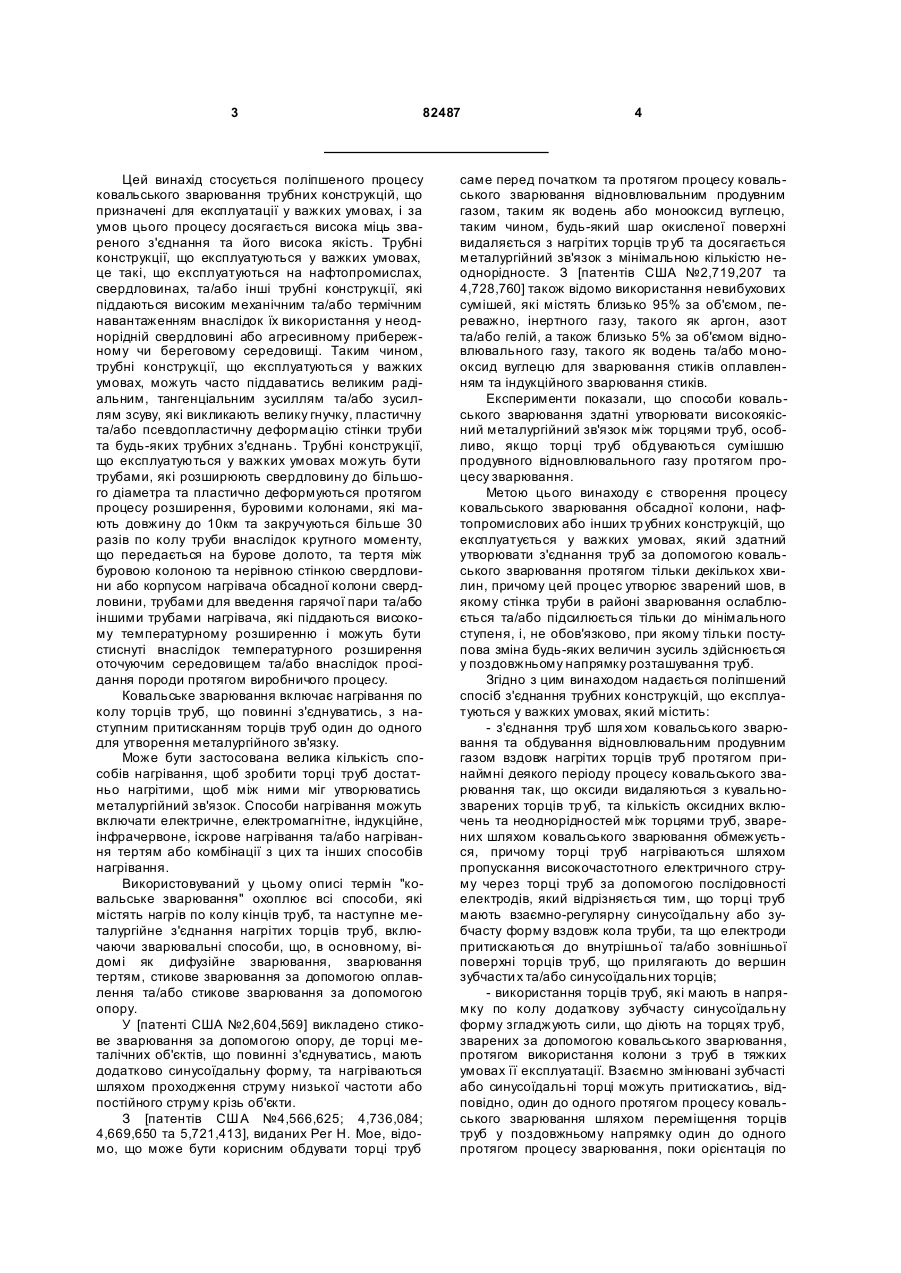
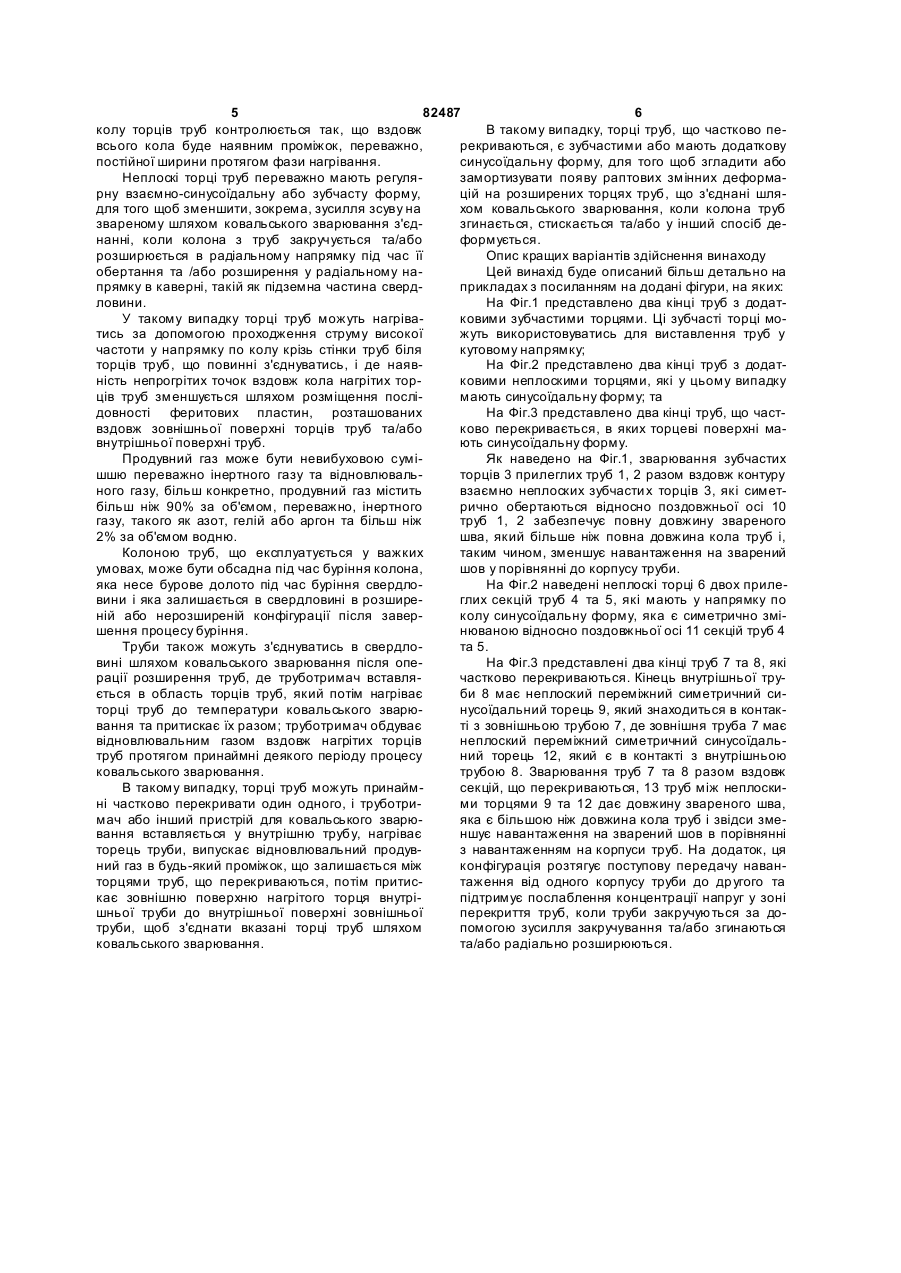
1. Процес з'єднання елементів, що експлуатуються у важких умовах, в якому кінці елементів мають взаємно регулярну синусоїдальну або зубчасту форму по колу елементів, причому процес містить з'єднання елементів шляхом ковальського зварювання, який відрізняється тим, що елементами є трубні елементи, при цьому кінці трубних елементів мають доповнювальні торцеві поверхні, і відновлювальний продувний газ обдуває нагріті кінці труб протягом принаймні частини часу процесу ковальського зварювання таким чином, що оксиди видаляються з кінців труб, які приварені один до одного, та кількість оксидних включень та неоднорідностей між звареними торцями труб обмежується. 2. Процес за п. 1, який відрізняється тим, що продувний газ є невибуховою сумішшю переважно інертного газу та відновлювального газу, такого як суміш, що містить більше ніж 90% за об'ємом переважно інертного газу, такого як азот, гелій або аргон та більше ніж 2% за об'ємом водню. 3. Процес за п. 1 або 2, який відрізняється тим, що тр убною конструкцією є трубна колона, що експлуатується у важких умовах, яка є обсадною під час буріння колоною, яка несе бурове долото 2 (19) 1 3 82487 Цей винахід стосується поліпшеного процесу ковальського зварювання трубних конструкцій, що призначені для експлуатації у важких умовах, і за умов цього процесу досягається висока міць звареного з'єднання та його висока якість. Трубні конструкції, що експлуатуються у важких умовах, це такі, що експлуатуються на нафтопромислах, свердловинах, та/або інші трубні конструкції, які піддаються високим механічним та/або термічним навантаженням внаслідок їх використання у неоднорідній свердловині або агресивному прибережному чи береговому середовищі. Таким чином, трубні конструкції, що експлуатуються у важких умовах, можуть часто піддаватись великим радіальним, тангенціальним зусиллям та/або зусиллям зсуву, які викликають велику гнучку, пластичну та/або псевдопластичну деформацію стінки труби та будь-яких трубних з'єднань. Трубні конструкції, що експлуатуються у важких умовах можуть бути трубами, які розширюють свердловину до більшого діаметра та пластично деформуються протягом процесу розширення, буровими колонами, які мають довжину до 10км та закручуються більше 30 разів по колу труби внаслідок крутного моменту, що передається на бурове долото, та тертя між буровою колоною та нерівною стінкою свердловини або корпусом нагрівача обсадної колони свердловини, трубами для введення гарячої пари та/або іншими трубами нагрівача, які піддаються високому температурному розширенню і можуть бути стиснуті внаслідок температурного розширення оточуючим середовищем та/або внаслідок просідання породи протягом виробничого процесу. Ковальське зварювання включає нагрівання по колу торців труб, що повинні з'єднуватись, з наступним притисканням торців труб один до одного для утворення металургійного зв'язку. Може бути застосована велика кількість способів нагрівання, щоб зробити торці труб достатньо нагрітими, щоб між ними міг утворюватись металургійний зв'язок. Способи нагрівання можуть включати електричне, електромагнітне, індукційне, інфрачервоне, іскрове нагрівання та/або нагрівання тертям або комбінації з цих та інших способів нагрівання. Використовуваний у цьому описі термін "ковальське зварювання" охоплює всі способи, які містять нагрів по колу кінців труб, та наступне металургійне з'єднання нагрітих торців труб, включаючи зварювальні способи, що, в основному, відомі як дифузійне зварювання, зварювання тертям, стикове зварювання за допомогою оплавлення та/або стикове зварювання за допомогою опору. У [патенті США №2,604,569] викладено стикове зварювання за допомогою опору, де торці металічних об'єктів, що повинні з'єднуватись, мають додатково синусоїдальну форму, та нагріваються шляхом проходження струму низької частоти або постійного струму крізь об'єкти. З [патентів США №4,566,625; 4,736,084; 4,669,650 та 5,721,413], виданих Per Η. Мое, відомо, що може бути корисним обдувати торці труб 4 саме перед початком та протягом процесу ковальського зварювання відновлювальним продувним газом, таким як водень або монооксид вуглецю, таким чином, будь-який шар окисленої поверхні видаляється з нагрітих торців тр уб та досягається металургійний зв'язок з мінімальною кількістю неоднорідносте. З [патентів США №2,719,207 та 4,728,760] також відомо використання невибухових сумішей, які містять близько 95% за об'ємом, переважно, інертного газу, такого як аргон, азот та/або гелій, а також близько 5% за об'ємом відновлювального газу, такого як водень та/або монооксид вуглецю для зварювання стиків оплавленням та індукційного зварювання стиків. Експерименти показали, що способи ковальського зварювання здатні утворювати високоякісний металургійний зв'язок між торцями труб, особливо, якщо торці труб обдуваються сумішшю продувного відновлювального газу протягом процесу зварювання. Метою цього винаходу є створення процесу ковальського зварювання обсадної колони, нафтопромислових або інших тр убних конструкцій, що експлуатується у важких умовах, який здатний утворювати з'єднання труб за допомогою ковальського зварювання протягом тільки декількох хвилин, причому цей процес утворює зварений шов, в якому стінка труби в районі зварювання ослаблюється та/або підсилюється тільки до мінімального ступеня, і, не обов'язково, при якому тільки поступова зміна будь-яких величин зусиль здійснюється у поздовжньому напрямку розташування труб. Згідно з цим винаходом надається поліпшений спосіб з'єднання трубних конструкцій, що експлуатуються у важких умовах, який містить: - з'єднання труб шля хом ковальського зварювання та обдування відновлювальним продувним газом вздовж нагрітих торців труб протягом принаймні деякого періоду процесу ковальського зварювання так, що оксиди видаляються з кувальнозварених торців тр уб, та кількість оксидних включень та неоднорідностей між торцями труб, зварених шляхом ковальського зварювання обмежується, причому торці труб нагріваються шляхом пропускання високочастотного електричного струму через торці труб за допомогою послідовності електродів, який відрізняється тим, що торці труб мають взаємно-регулярну синусоїдальну або зубчасту форму вздовж кола труби, та що електроди притискаються до внутрішньої та/або зовнішньої поверхні торців труб, що прилягають до вершин зубчасти х та/або синусоїдальних торців; - використання торців труб, які мають в напрямку по колу додаткову зубчасту синусоїдальну форму згладжують сили, що діють на торцях труб, зварених за допомогою ковальського зварювання, протягом використання колони з труб в тяжких умовах її експлуатації. Взаємно змінювані зубчасті або синусоїдальні торці можуть притискатись, відповідно, один до одного протягом процесу ковальського зварювання шляхом переміщення торців труб у поздовжньому напрямку один до одного протягом процесу зварювання, поки орієнтація по 5 82487 6 колу торців труб контролюється так, що вздовж В такому випадку, торці труб, що частково певсього кола буде наявним проміжок, переважно, рекриваються, є зубчастими або мають додаткову постійної ширини протягом фази нагрівання. синусоїдальну форму, для того щоб згладити або Неплоскі торці труб переважно мають регулязамортизувати появу раптових змінних деформарну взаємно-синусоїдальну або зубчасту форму, цій на розширених торцях труб , що з'єднані шлядля того щоб зменшити, зокрема, зусилля зсуву на хом ковальського зварювання, коли колона труб звареному шляхом ковальського зварювання з'єдзгинається, стискається та/або у інший спосіб денанні, коли колона з труб закручується та/або формується. розширюється в радіальному напрямку під час її Опис кращих варіантів здійснення винаходу обертання та /або розширення у радіальному наЦей винахід буде описаний більш детально на прямку в каверні, такій як підземна частина свердприкладах з посиланням на додані фігури, на яких: ловини. На Фіг.1 представлено два кінці труб з додатУ такому випадку торці труб можуть нагріваковими зубчастими торцями. Ці зубчасті торці мотись за допомогою проходження струму високої жуть використовуватись для виставлення труб у частоти у напрямку по колу крізь стінки труб біля кутовому напрямку; торців труб, що повинні з'єднуватись, і де наявНа Фіг.2 представлено два кінці труб з додатність непрогрітих точок вздовж кола нагрітих торковими неплоскими торцями, які у цьому випадку ців труб зменшується шляхом розміщення послімають синусоїдальну форму; та довності феритових пластин, розташованих На Фіг.3 представлено два кінці труб, що частвздовж зовнішньої поверхні торців труб та/або ково перекривається, в яких торцеві поверхні мавнутрішньої поверхні труб. ють синусоїдальну форму. Продувний газ може бути невибуховою суміЯк наведено на Фіг.1, зварювання зубчастих шшю переважно інертного газу та відновлювальторців 3 прилеглих труб 1, 2 разом вздовж контуру ного газу, більш конкретно, продувний газ містить взаємно неплоских зубчасти х торців 3, які симетбільш ніж 90% за об'ємом, переважно, інертного рично обертаються відносно поздовжньої осі 10 газу, такого як азот, гелій або аргон та більш ніж труб 1, 2 забезпечує повну довжину звареного 2% за об'ємом водню. шва, який більше ніж повна довжина кола труб і, Колоною труб, що експлуатується у важких таким чином, зменшує навантаження на зварений умовах, може бути обсадна під час буріння колона, шов у порівнянні до корпусу труби. яка несе бурове долото під час буріння свердлоНа Фіг.2 наведені неплоскі торці 6 двох прилевини і яка залишається в свердловині в розширеглих секцій труб 4 та 5, які мають у напрямку по ній або нерозширеній конфігурації після заверколу синусоїдальну форму, яка є симетрично змішення процесу буріння. нюваною відносно поздовжньої осі 11 секцій труб 4 Труби також можуть з'єднуватись в свердлота 5. вині шляхом ковальського зварювання після опеНа Фіг.3 представлені два кінці труб 7 та 8, які рації розширення труб, де труботримач вставлячастково перекриваються. Кінець внутрішньої трується в область торців труб, який потім нагріває би 8 має неплоский переміжний симетричний ситорці труб до температури ковальського зварюнусоїдальний торець 9, який знаходиться в контаквання та притискає їх разом; труботримач обдуває ті з зовнішньою трубою 7, де зовнішня труба 7 має відновлювальним газом вздовж нагрітих торців неплоский переміжний симетричний синусоїдальтруб протягом принаймні деякого періоду процесу ний торець 12, який є в контакті з внутрішньою ковальського зварювання. трубою 8. Зварювання труб 7 та 8 разом вздовж В такому випадку, торці труб можуть принаймсекцій, що перекриваються, 13 труб між неплоскині частково перекривати один одного, і труботрими торцями 9 та 12 дає довжину звареного шва, мач або інший пристрій для ковальського зварюяка є більшою ніж довжина кола труб і звідси змевання вставляється у внутрішню трубу, нагріває ншує навантаження на зварений шов в порівнянні торець труби, випускає відновлювальний продувз навантаженням на корпуси труб. На додаток, ця ний газ в будь-який проміжок, що залишається між конфігурація розтягує поступову передачу наванторцями труб, що перекриваються, потім притистаження від одного корпусу труби до др угого та кає зовнішню поверхню нагрітого торця внутріпідтримує послаблення концентрації напруг у зоні шньої труби до внутрішньої поверхні зовнішньої перекриття труб, коли труби закручуються за дотруби, щоб з'єднати вказані торці труб шляхом помогою зусилля закручування та/або згинаються ковальського зварювання. та/або радіально розширюються. 7 Комп’ютерна в ерстка В. Клюкін 82487 8 Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюForge welding of heavy duty tubulars
Автори англійськоюCole Anthony Thomas, Dimitriadis Klisthenis, Zijsling Djurre Hans
Назва патенту російськоюКузнечная сварка трубных конструкций, которые эксплуатируются в тяжелых условиях
Автори російськоюКоул Энтони Томас, Димитриадис Клистенис, Зийслинг Дйюрре Ганс
МПК / Мітки
МПК: B23K 13/00, B23K 20/00, B23K 33/00
Мітки: важких, експлуатуються, умовах, зварювання, конструкцій, ковальське, трубних
Код посилання
<a href="https://ua.patents.su/4-82487-kovalske-zvaryuvannya-trubnikh-konstrukcijj-yaki-ekspluatuyutsya-u-vazhkikh-umovakh.html" target="_blank" rel="follow" title="База патентів України">Ковальське зварювання трубних конструкцій, які експлуатуються у важких умовах</a>
Спосіб облаштування стаціонарної бази для зварювання трубних секцій

Номер патенту: 65371
Опубліковано: 15.03.2004
Автори: Савула Степан Федорович, Дьомін Юрій Миколайович, Гривнак Олег Іванович, Прима Станіслав Костянтинович, Банахевич Юрій Володимирович, Пачес Людмила Миколаївна, Ротачов Юрій Васильович, Іткін Олександр Феліксович
МПК: F16L 1/06, B23K 37/04, F16L 1/024
Мітки: стаціонарної, облаштування, секцій, спосіб, зварювання, базі, трубних
Формула / Реферат:
Спосіб облаштування стаціонарної бази для зварювання труб у трубні секції, який включає облаштування ділянки поздовжнього зведення та обертання труб, що зварюються у трубні секції, монтажу центруючого пристрою, який відрізняється тим, що ділянку поздовжнього зведення та обертання труб, що зварюються у трубні секції, монтажу центруючого пристрою виконують укладанням опорного горизонтального шару паралельних труб та розміщенням на них...
Маркування трубних з’єднань
Номер патенту: 81123
Опубліковано: 10.12.2007
Автори: Ден Боуер Йоханіс Йозефу, Коул Ентоні Томас, Зійслінг Дйюрре Ганс, Дімітріадіс Клістеніс
МПК: E21B 17/00, F16L 13/00, F16L 15/00, E21B 47/00, G01V 15/00
Мітки: маркування, з'єднань, трубних
Формула / Реферат:
1. Процес маркування положення трубного з'єднання, що включає створення порожнини в торцевій поверхні однієї з труб, які повинні з'єднуватись, введення маркера у вказану порожнину та наступне з'єднання торців труб, який відрізняється тим, що торці труб з'єднують зварюванням.2. Процес за п. 1, який відрізняється тим, що торці труб з'єднують ковальським зварюванням.3. Процес за одним з пп. 1 або 2, який відрізняється тим,...
Процес з’єднання труб за допомогою ковальського зварювання
Номер патенту: 80556
Опубліковано: 10.10.2007
Автори: Дімітріадіс Клістеніс, Ден Боуер Йоханіс Йозефус, Раббен Келл Магне, Холмраст Бьйорн, Мое Пер Харалд (помер), Коул Ентоні Томас, Зійслінг Дйюрре Ганс
МПК: B23K 20/14, B23K 20/02, B23K 33/00
Мітки: зварювання, труб, допомогою, процес, з'єднання, ковальського
Формула / Реферат:
1. Процес з'єднання труб за допомогою ковальського зварювання, який включає формування торців труб, що зварюються разом, з одержанням внутрішньої похилої конфігурації, який відрізняється тим, що похила конфігурація є такою, що коли торці труб нагрівають під час процесу ковальського зварювання, то вони деформуються внаслідок температурного розширення, в основному, у поздовжньо орієнтовану циліндричну форму, і похилий кут внутрішніх та...
Установка для складання і зварювання трубних секцій
Номер патенту: 3763
Опубліковано: 27.12.1994
Автори: Кіпніс Ілля Аронович, Іткін Олександр Феліксович, Харченко Олександр Кирилович, Солтис Віталій Петрович, Григоренко Анатолій Іванович
МПК: B23K 37/04
Мітки: секцій, зварювання, установка, трубних, складання
Формула / Реферат:
1. Установка для сборки и сварки трубных секций, включающая смонтированные на основании и соединенные между собой покатями линию подготовки концов труб с машинами для зачистки торцов труб, линию сварки с транспортным устройством, сварочной установкой и передвижной от привода захват для труб, содержащий тележку с перемещающейся в направляющих опорной скобой, прижимной скобой и приводом перемещения опорной скобы, отличающаяся тем, что прижимная...
Спосіб нанесення припою для паяння або зварювання-паяння деталей металевих конструкцій
Номер патенту: 51662
Опубліковано: 16.12.2002
Автори: Прокоф`єв Олексій Сергійович, Письменний Олексій Олександрович, Шинлов Михайло Євгенович, Дубко Андрій Григорович, Письменний Олександр Семенович
Мітки: конструкцій, металевих, зварювання-паяння, деталей, паяння, спосіб, нанесення, припою
Формула / Реферат:
Спосіб нанесення припою для паяння або зварювання-паяння деталей металевих конструкцій, здебільшого сталевих, який полягає у тому, що попередньо нагрівають індукційним або іншим нагріваючим устаткуванням місця паяння або зварювання-паяння на поверхнях деталей, що підлягають з'єднанню, а припій наносять у порошкоподібному стані шляхом контактування з розігрітими поверхнями, який відрізняється тим, що припій наносять у складі порошкоподібної...
Попередній патент: Композиція, яка містить регулятори росту рослин, та її використання для посилення росту і розвитку рослин
Наступний патент: Розточувальна головка
Випадковий патент: Грунтообробний агрегат