Розточувальна головка
Номер патенту: 82488
Опубліковано: 25.04.2008
Автори: Лінчевський Павло Адамович, Джугурян Тигран Герасимович, Буюклі Іван Михайлович, Іоргачов Вадим Дмитрович
Формула / Реферат
Розточувальна головка, що містить корпус, в пазах якого встановлені різальні і спрямовуючі елементи з можливістю радіального переміщення і взаємодії між собою через підпружинені клинові елементи, яка відрізняється тим, що кожний різальний елемент встановлений з можливістю одночасного контактування опорною клиновою поверхнею через тіло кочення з боковою клиновою поверхнею спрямовуючого елемента, що розміщений в суміжному пазу попереду по напряму обертання розточувальної головки.
Текст
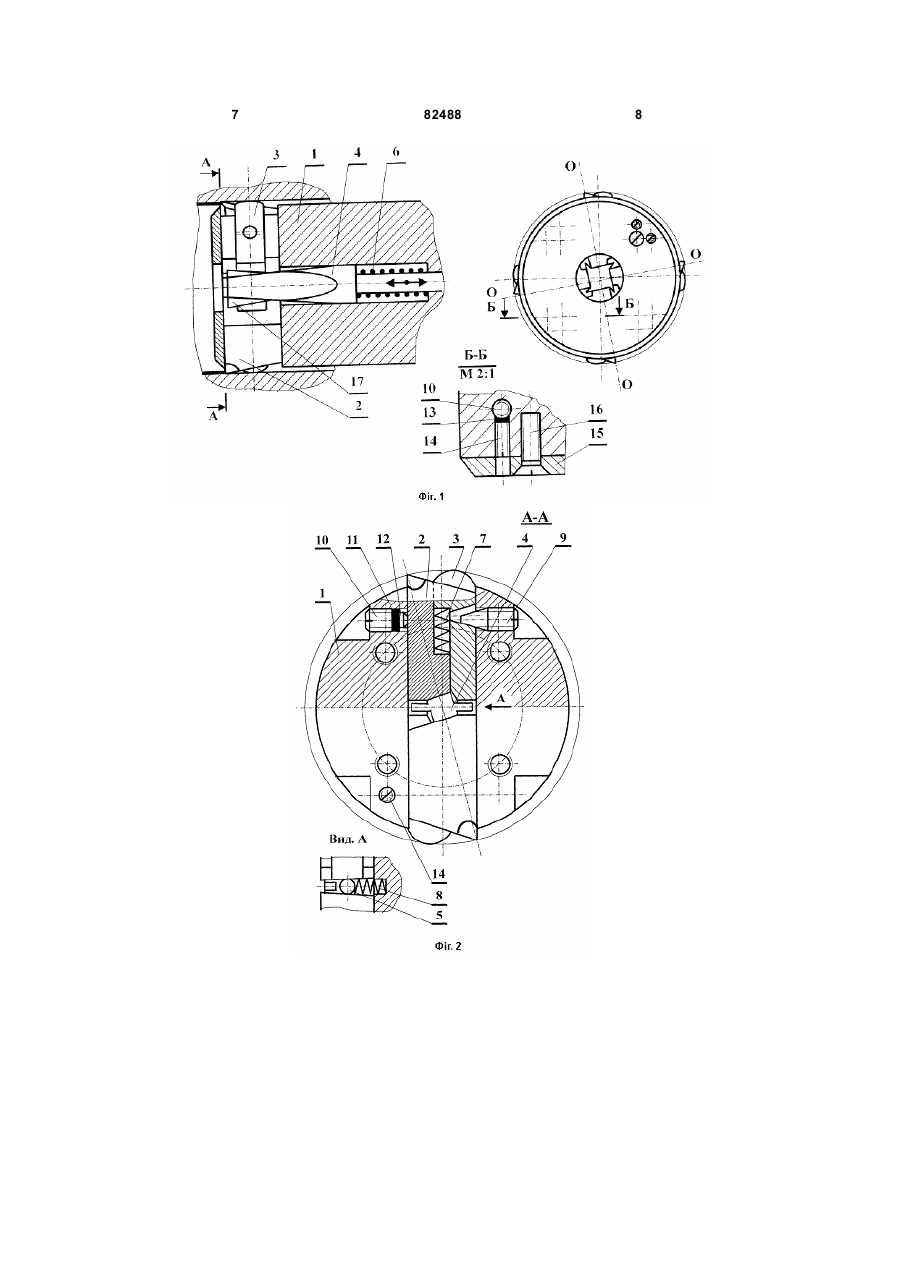
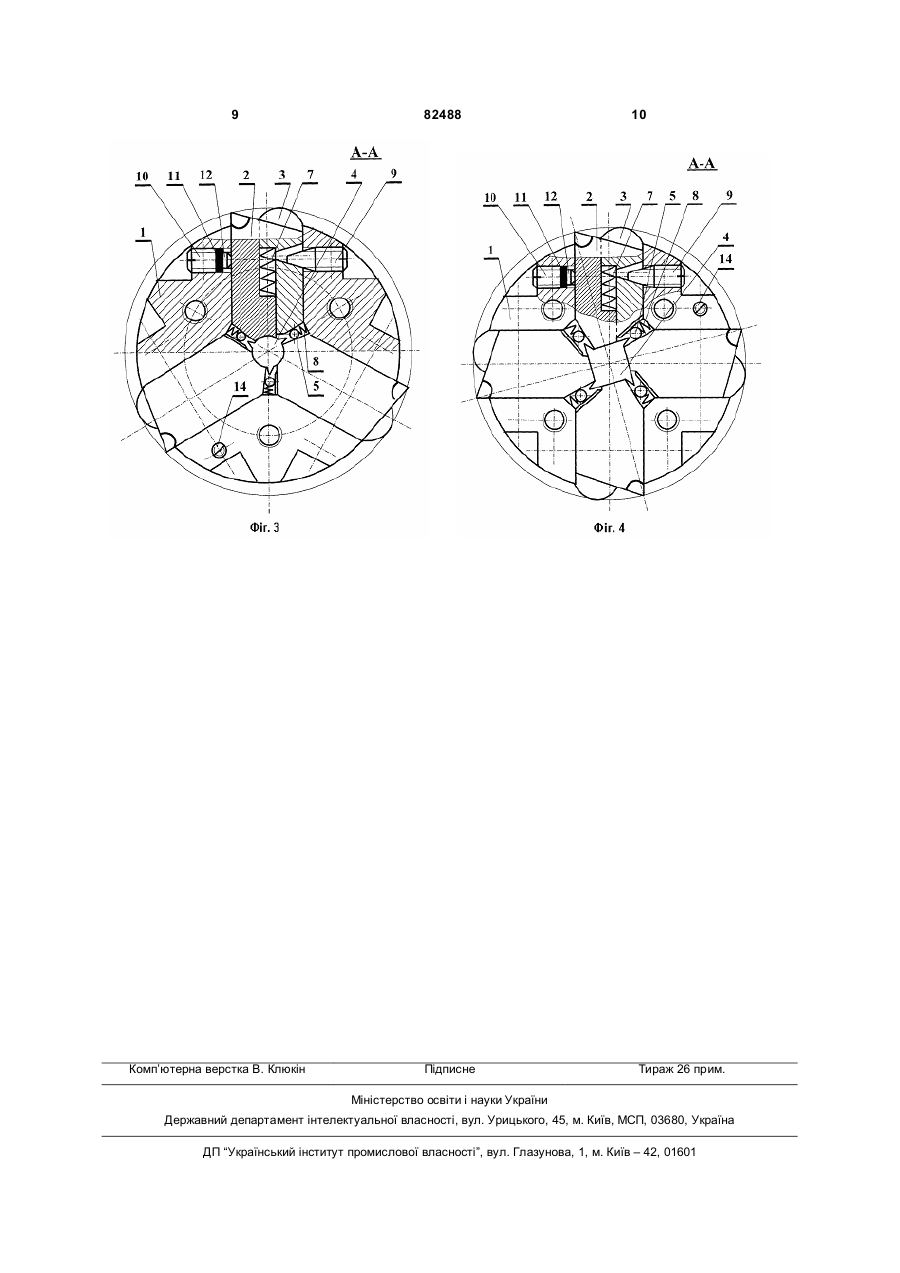
Розточувальна головка, що містить корпус, в пазах якого встановлені різальні і спрямовуючі елементи з можливістю радіального переміщення і взаємодії між собою через підпружинені клинові елементи, яка відрізняється тим, що кожний різальний елемент встановлений з можливістю одночасного контактування опорною клиновою поверхнею через тіло кочення з боковою клиновою поверхнею спрямовуючого елемента, що розміщений в суміжному пазу попереду по напряму обертання розточувальної головки. (19) (21) a200501682 (22) 23.02.2005 (24) 25.04.2008 (46) 25.04.2008, Бюл.№ 8, 2008 р. (72) БУЮКЛІ ІВАН МИХАЙЛОВИЧ, UA, ДЖУГУРЯН ТИГРАН ГЕРАСИМОВИЧ, UA, ІОРГАЧОВ ВАДИМ ДМИТРОВИЧ, UA, ЛІНЧЕВСЬКИЙ ПАВЛО АДАМОВИЧ, UA (73) БУЮКЛІ ІВАН МИХАЙЛОВИЧ, UA, ДЖУГУРЯН ТИГРАН ГЕРАСИМОВИЧ, UA, ІОРГАЧОВ ВАДИМ ДМИТРОВИЧ, UA, ЛІНЧЕВСЬКИЙ ПАВЛО АДАМОВИЧ, UA (56) US 5120167, B23B 3/26, 09.06.1992 SU 1398999 A2, B23B 29/03, 30.05.1988 3 перевищують «поріг» спрацьовування системи, неминуче з'являться автоколивання, амплітуда яких знаходитиметься в межах пружних контактних деформацій в рухомих з'єднаннях. Тобто, конструкція не є вібростійкою. Іншим недоліком є відсутність безпосереднього силового замикання діаметрально розташованих ріжучих елементів, що знижує точність діаметрального розміру обробки. Наступний недолік конструкції полягає в тому, що повна компенсація розмірного зносу при обробці однієї деталі неможлива, оскільки подовжнє переміщення подвійного клинового елементу під дією пружини не може бути здійснено через наявність сил тертя, обумовлених натягом в системі. Постійний натяг в системі забезпечується силами різання. Якщо ж зусилля пружини буде більшим, ніж сили тертя в системі, то подвійний клиновий елемент переміститься в осьовому напрямі в крайнє положення і висуне ріжучий елемент не на «залишкову» величину розмірного зносу (повна величина розмірного зносу спочатку розподіляється приблизно порівну між ріжучим і спрямовуючими елементами), а на максимально можливу, тобто більшу, ніж необхідний розмір обробки. Тобто система стане непрацездатною. Вказані недоліки істотно обмежують область застосування відомої розточувальної головки. Мета винаходу - підвищення якості обробки і технологічних можливостей розточувальної головки. Досягається мета конструктивним виконанням розточувальної головки таким чином, що ріжучі і спрямовуючі елементи рухомо розміщені в радіальних пазах корпусу з можливістю взаємодії між собою за допомогою клинових елементів. При цьому, кожний ріжучий елемент взаємодіє з іншими ріжучими елементами через загальний для всіх ріжучих елементів клиновий елемент і, одночасно, через автономний клиновий елемент із спрямовуючим елементом, що розміщені в суміжному, по напряму обертання головки, пазу. При такому виконанні радіальні зусилля різання на ріжучих елементах взаємно компенсуються через загальний клиновий елемент і не передаються назад на спрямовуючі елементи. Це підвищує діаметральну жорсткість ріжучих елементів і, відповідно, точність обробки, а також виключає виникнення радіальних автоколивань ріжучих і спрямовуючих елементів в умовах циклічних змін сил різання. На Фіг.1 зображена запропонована конструкція розточувальної головки з чотирма ріжучими і чотирма спрямовуючими елементами, загальний вигляд; на Фіг.4 - розріз А-А Фіг.1. Крім того, на Фіг.2 і 3 зображені аналогічні поперечні розрізи, відповідно, для випадків двох і трьох комплектів спрямовуючих і ріжучих елементів. При цьому загальні види для цих випадків не представлені. Вони аналогічні загальному вигляду на Фіг.1. Розточувальна головка містить циліндровий корпус 1, в радіальних пазах якого рухомо встановлені ріжучі 2 і спрямовуючі 3 елементи. Кожний ріжучий елемент встановлений з можливістю взаємодії з іншими ріжучими 82488 4 елементами через загальний для всіх ріжучих елементів осьовий клиновий елемент 4 і, одночасно, через автономні клинові елементи 5 із спрямовуючими елементами, розміщеними в суміжному по напряму обертання головки пазах. Осьовий клиновий елемент, автономний клиновий елемент і ріжучі із спрямовуючими елементами підпружинені відповідно пружинами 6,7 і 8. Розточувальна головка забезпечена регулювальними гвинтами 9, взаємодіючими із спрямовуючими елементами 3, а також притискними гвинтами 10, взаємодіючими через пружні прокладки 11 і штовхачі 12 з ріжучими елементами 2. Всі вказані гвинти стопоряться через пластичні прокладки 13 стопорними гвинтами 14. Радіальні пази (з міркувань технологічності) виконані відкритими з боку торця корпусу розточувальної головки і геометричне замикаються кришкою 15, яка кріпиться до торця головки гвинтами 16. Автономні клинові елементи 5 виконані у вигляді тіл кочення (можливий варіант виконання у вигляді клина), а клинові опорні поверхні ріжучого і спрямовуючого елементів, з якими вони контактують утворюють гострий кут, менший кута тертя ковзання. Осьовий клиновий елемент 4 виконаний у вигляді валу концентричне розташованого в отворі корпусу розточувальної головки з можливістю осьового переміщення під дією пружини 6 і, при необхідності, додатково за допомогою приводу осьового переміщення (на Фіг. не зображений). Робоча частина клинового елементу обмежена усіченою багатогранною (з числом граней рівним числу ріжучих елементів) призмою (або конусом) на бічних(ій) поверхнях(і) якої(го) додатково виконані виступи 17 у вигляді клинових ребер із зустрічним по відношенню до призми (конусу) нахилом. Розточувальна головка працює таким чином. Перед обробкою спрямовуючі і ріжучі елементи настроюються на розмір обробки. Контроль за розміром настройки здійснюється відомими способами, наприклад, за допомогою мікронного індикатора, або іншого вимірювального приладу . Спрямовуючі елементи 3 настроюються на розмір обробки кожний окремо за допомогою регулювальних гвинтів 9. Ріжучі елементи 2 спочатку і при переточуваннях виготовляються з ідентичними геометричними розмірами (особливо - уздовж ліній O-O) і на розмір обробки виводяться синхронно за допомогою примусового осьового переміщення клинового елементу 4, яке через клинове сполучення перетворюється в радіальне переміщення ріжучих елементів. Осьове переміщення клинового елементу 4 може здійснюватися будь-яким з відомих приводів малих переміщень (на Фіг. не зображений). У випадках, коли такий привід з конструктивних міркувань неможливий, або його вживання ускладнено, можливе конструктивне виконання розточувальної головки з регулювальними гвинтами для ріжучих елементів ідентичних регулювальним гвинтам спрямовуючих елементів. Тоді і настройка на розмір обробки ріжучих і спрямовуючих елементів буде також ідентичною, але з урахуванням напряму дії зусилля пружини 7. 5 Налаштовану на розмір обробки розточувальну головку вводять в оброблюваний отвір і здійснюють знімання припуска. При цьому відбувається розмірний знос ріжучих лез і, відповідно, зменшується діаметр розточуваного отвору заготовки, що приводить до збільшення тиску обробленої поверхні на спрямовуючі елементи 3. Коли радіальне зусилля від тиску обробленої поверхні на спрямовуючі елементи перевищить «порогове» значення (визначається силами тертя спокою елементів 2,3 і 5 між собою і поверхнею пазів розточувальної головки, а також жорсткістю пружини 7), спрямовуючі елементи стрибкоподібне перемістяться радіальне до центру розточуваного отвору. При цьому переміщенні спрямовуючі елементи своїми клиновими опорними поверхнями впливають на тіла кочення 5, які, у свою чергу, впливають на клинові опорні поверхні ріжучих елементів, розташованих в суміжних пазах корпусу, вимушуючи їх радіальне переміщатися у бік збільшення діаметрального розміру. Радіальне переміщення ріжучих елементів приводить до утворення зазору між їх опорними поверхнями і клиновим елементом 4. Останній, звільнений таким чином від утримуючих його сил тертя, переміщується в осьовому напрямі під впливом пружини 6 до моменту силового замикання ріжучих елементів уздовж ліній 0-0. Далі обробка здійснюється на відновленому (початковому) діаметральному розмірі розточуваного отвору. Оскільки спрямовуючі елементи по відношенню до ріжучих елементів конструктивно виконані із зсувом в осьовому і окружному положенні, то вони досягнуть зони відновленого діаметрального розміру із затримкою в часі. Але, у момент досягнення зони відновленого діаметрального розміру спрямовуючі елементи під дією пружин 7 радіальне перемістяться на новий діаметральний 82488 6 розмір, але не більший, ніж початковий настроювальний. При цьому збільшиться відстань між клиновими опорними поверхнями спрямовуючих і ріжучих елементів, яка компенсується за рахунок відповідних переміщень клинових елементів 5 під впливом пружин 8. Потім цикл процесу компенсації зносу ріжучих елементів повторюється. У описаній конструкції жорсткість пружин 7 розраховується так, щоб виключити мимовільне переміщення клинових елементів 4 і 5 під дією відповідно пружин 6 і 8. Після закінчення обробки у випадках, коли потрібне безрисочне відведення ріжучих елементів, клиновий елемент 4 за допомогою приводу переміщується в крайнє праве положення (по Фіг.1). При цьому клинові ребра входять в контакт з клиновими елементами 5 і повертають їх в початкове положення. Це дає можливість ріжучим елементам під дією пружин 7 переміститися радіальне у бік зменшення діаметрального розміру, що дає можливість безрисочного відведення. Спрямовуючі ж елементи, утримувані зусиллям пружини 7, залишаються на початковому (настроювальному) розмірі і тим самим забезпечують співісність розточувальної головки і розточуваного отвору при висновку. Якщо ж риска на обробленій поверхні допустима, то повернення в початкове положення клинових елементів необов'язкове. В запропонованій конструкції спрямовуючі елементи виконують подвійну функцію: функцію орієнтації головки в оброблюваному отворі і функцію стеження за діаметральним розміром обробки і коректування останнього. При необхідності конструктивно, з метою підвищення надійності орієнтування розточувальної головки в оброблюваному отворі можуть бути передбачені додаткові традиційні спрямовуючі елементи. 7 82488 8 9 Комп’ютерна верстка В. Клюкін 82488 Підписне 10 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюBoring head
Автори англійськоюBuiukli Ivan Mykhailovych, Dzhuhurian Tyhran Herasymovych, Iorhachov Vadym Dmytrovych, Linchevskyi Pavlo Adamovych
Назва патенту російськоюРасточная головка
Автори російськоюБуюкли Иван Михайлович, Джугурян Тигран Герасимович, Иоргачов Вадим Дмитриевич, Линчевский Павел Адамович
МПК / Мітки
МПК: B23B 29/00
Мітки: головка, розточувальна
Код посилання
<a href="https://ua.patents.su/5-82488-roztochuvalna-golovka.html" target="_blank" rel="follow" title="База патентів України">Розточувальна головка</a>
Шпиндельна розточувальна головка з мікронною подачею
Номер патенту: 80823
Опубліковано: 12.11.2007
Автори: Федосов Олександр Матвійович, Чернов Сергій Костянтинович
МПК: B23B 3/00, B23B 29/00
Мітки: розточувальна, головка, мікронною, шпиндельна, подачею
Формула / Реферат:
1. Шпиндельна розточувальна головка, що містить корпус та різцетримач із затискачем, яка відрізняється тим, що має два різеві з’єднання: гвинт-гвинт-гайка та гвинт-різцетримач з різними кроками різей, причому різниця кроків дорівнює 0,05 мм, механізм грубої подачі, в якому гвинт лімба з’єднано з винтом-гайкою.2. Шпиндельна розточувальна головка за п.1, яка відрізняється тим, що гвинтові пари підпружинено в один бік з ліквідацією...
Розточувальна оправка

Номер патенту: 62618
Опубліковано: 15.12.2003
Автори: Матвійчук Анатолій Васильович, Гевко Ігор Богданович, Глух Василь Миколайович
МПК: B23B 5/00
Мітки: розточувальна, оправка
Формула / Реферат:
Розточувальна оправка, яка виконана у вигляді хвостовика, що є в контакті з центрувальною втулкою, в нижній частині якої радіально розміщені розточувальні різці, а у верхній частині центрувальної втулки рівномірно по колу розміщені гвинти, які є в контакті з відповідними косими пазами хвостовика, а центрування оправки в розточувальному отворі здійснено за допомогою втулки базування, яка відрізняється тим, що на меншому діаметрі кінця...
З’єднувальна головка
Номер патенту: 18026
Опубліковано: 16.10.2006
Автори: Хотюн Петро Андрійович, Живило Володимир Сергійович, Хохлов Ігор Євгенович
МПК: B60T 15/60, B60T 17/00
Мітки: головка, з'єднувальна
Формула / Реферат:
З'єднувальна головка, що містить корпус із замковими елементами для з'єднання з приєднуваною головкою, підпружинений пустотілий рухомий поршень з боковими вікнами, шайбу, нерухомо зафіксовану, які взаємодіють з відповідними елементами приєднуваної головки, яка відрізняється тим, що пустотілий рухомий поршень має дно із зовнішнім фланцем, який взаємодіє з кільцевим ущільнювачем, розташованим на шайбі зі сторони, протилежної взаємодіючій з...
Розточувальна голівка

Номер патенту: 8908
Опубліковано: 30.09.1996
Автор: Леонтьєв Михайло Станіславович
МПК: B23B 29/00
Мітки: голівка, розточувальна
Формула / Реферат:
Расточная головка, содержащая корпус с резцовыми вставками и продольными пазами, предназначенными для размещения жестких и упругих направляющих, отличающаяся тем, что, с целью повышения точности обработки за счет улучшения базирования, на боковой поверхности каждой резцовой вставки, обращенной в сторону обрабатываемой поверхности заготовки, выполнен продольный паз, предназначенный для размещения упругой направляющей.
Колонна головка
Номер патенту: 8635
Опубліковано: 15.08.2005
Автори: Ленкевич Юрій Євгенович, Донець Сергій Миколайович, Бондарев Віктор Артемович, Подолянчук Олександр Вікторович, Вайсберг Григорій Львович, Римчук Данило Васильович, Місіньов Андрій Олексійович
МПК: E21B 33/02
Формула / Реферат:
Колонна головка, яка містить верхній корпус з герметизуючими елементами, яка відрізняється тим, що колонна головка містить пристрій для демонтажу знешкоджених герметизуючих елементів, які встановлені на верхньому фланці верхнього корпусу і виконані у вигляді плити з пазом і двома опорними пластинами, на котрих розташовано захват герметизуючих елементів, захват герметизуючих елементів містить гвинтовий привід горизонтального переміщення і...
Попередній патент: Ковальське зварювання трубних конструкцій, які експлуатуються у важких умовах
Наступний патент: Фармацевтична композиція, що включає інгібітор абсорбції холестерину, інгібітор нmg-coa-редуктази та стабілізуючий агент, (варіанти) та спосіб лікування
Випадковий патент: Спосіб визначення виходу летючих речовин у вуглецевистих матеріалах