Спосіб прокатки зливків та заготівок
Номер патенту: 8259
Опубліковано: 29.03.1996
Автори: Брінза Вячєслав Владіміровіч, Пєрчєнко Андрєй Александровіч, Воронцов Вячєслав Константіновіч, Бойко Владімір Фйодоровіч
Формула / Реферат
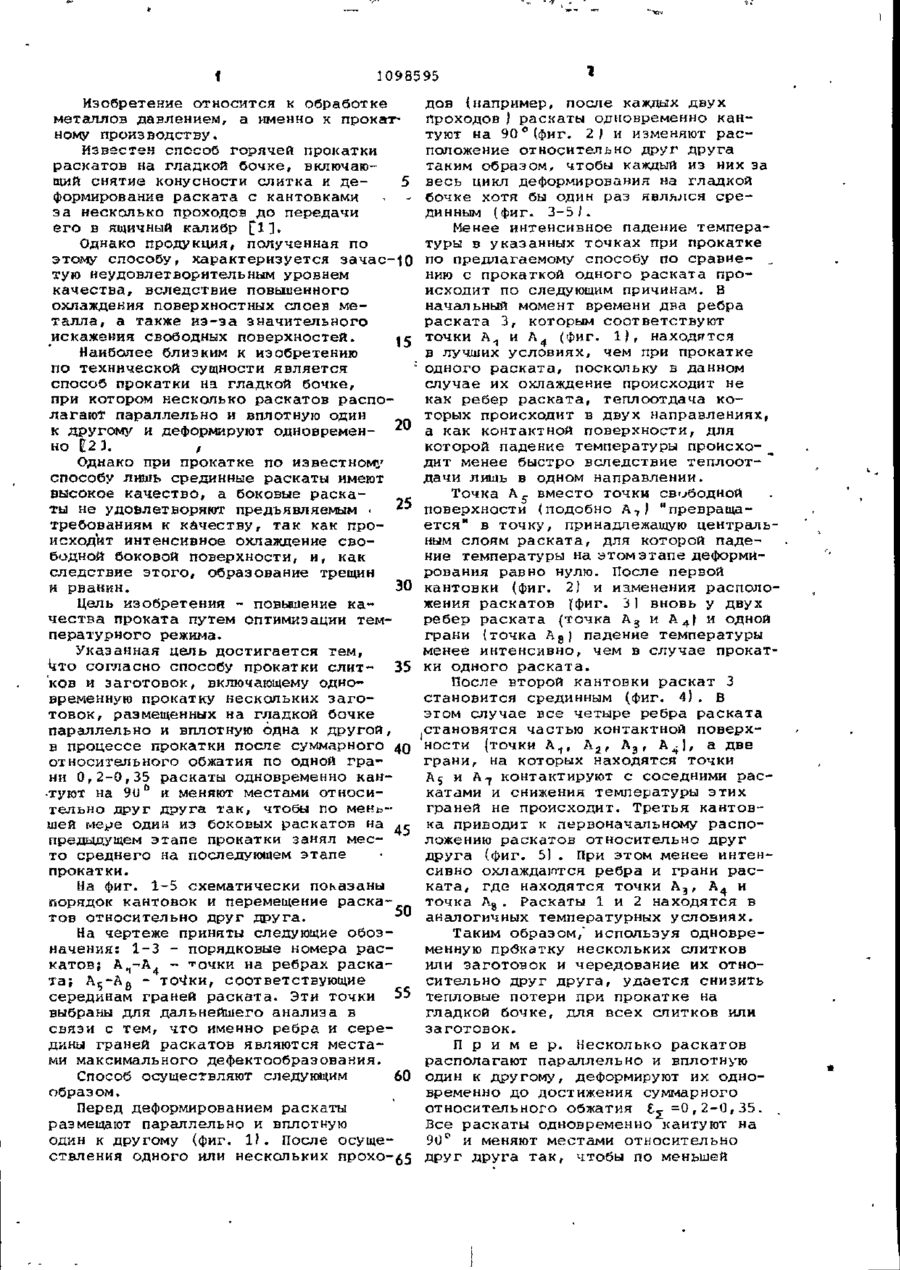
Способ прокатки слитков и заготовок, включающий одновременную прокатку нескольких заготовок, размещенных на гладкой бочке параллельно и вплотную одна к другой, отличающийся тем, что, с целью повышения качества прокатки путем оптимизации температурного режима, в процессе прокатки после суммарного относительного обжатия по одной грани 0,2-0,35 раскаты одновременно кантуют на 90° и меняют местами относительно друг друга так, чтобы по меньшей мере один из боковых раскатов на предыдущем этапе прокатки занял место срединного на последующем этапе прокатки.
Текст
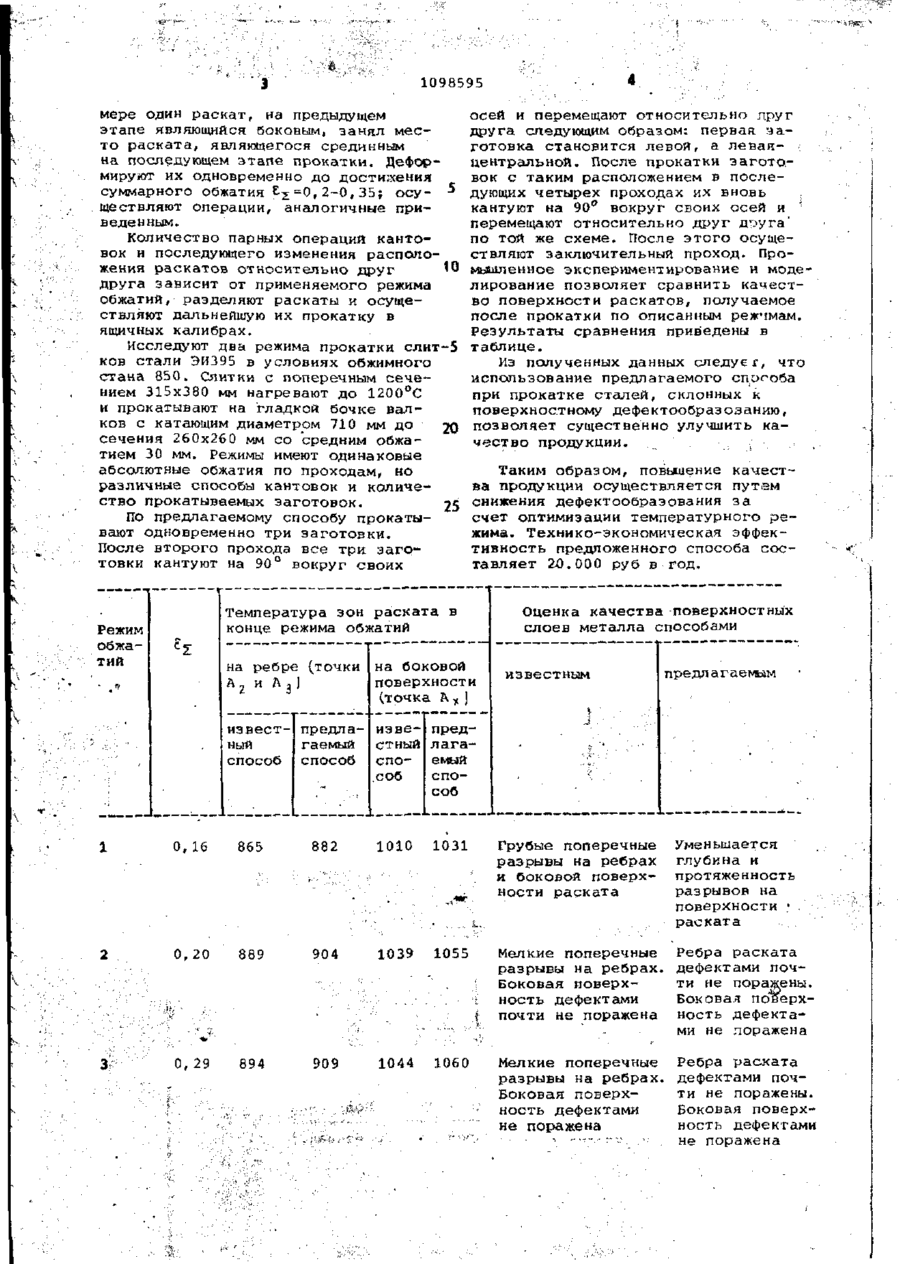
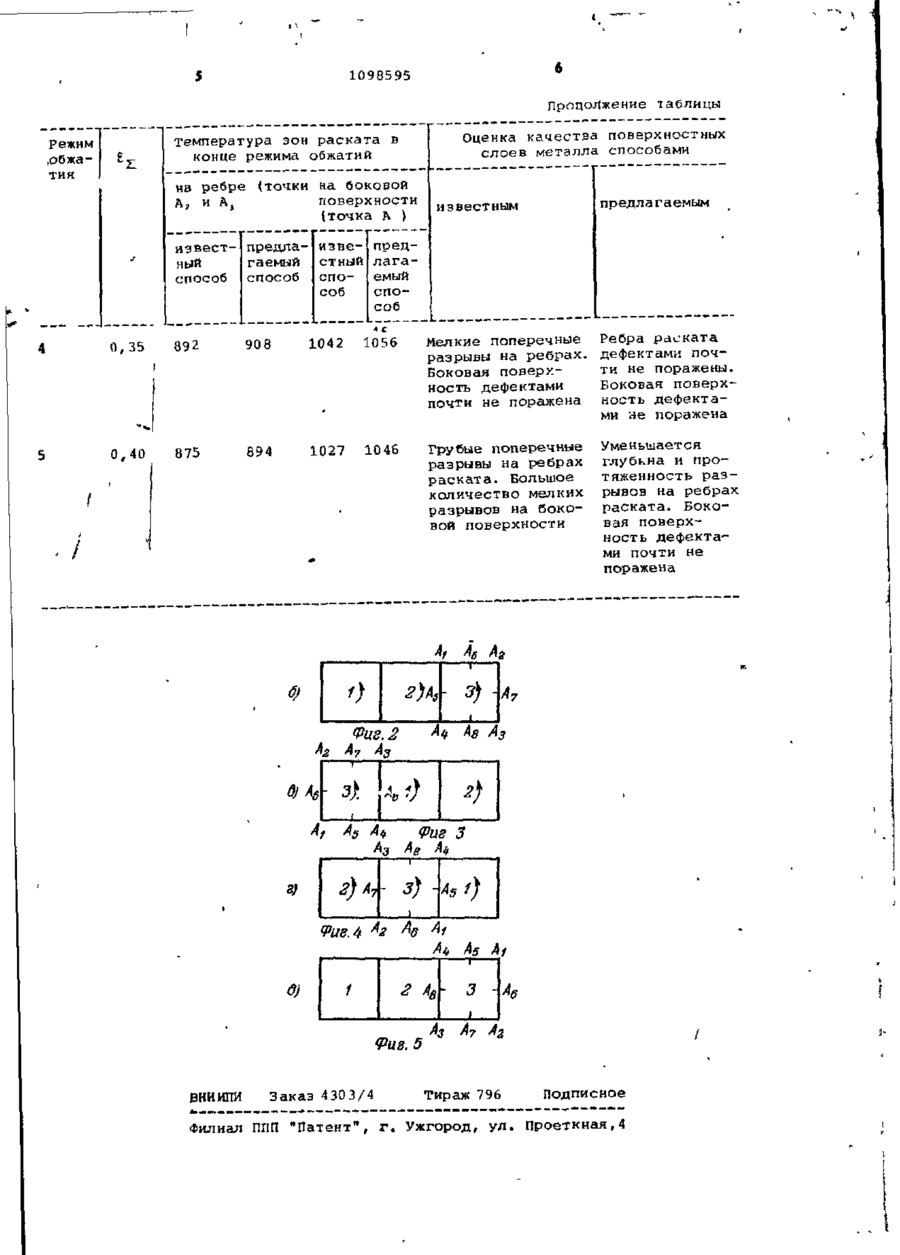
СОЮЗ СОВЕТСНИХ СОЦИАЛИСТИЧЕСКИХ РЕСПУБЛИН 3(51) В 21 В 1/00 ГОСУДАРСТВЕННЫЙ НОМИТЕТ СССР ПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ ОПИСАНИЕ ИЗОБРЕТЕНИЯ А К АВТОРСНОМУ СВИДЕТЕЛЬСТВУ (21) 3542654/22-02 (22) 2 6 . 0 1 . 8 3 (46) 2 3 . 0 6 . 8 4 . Бюл. № 23 (72) В.В.Бринза, В.К.Воронцов, А.А.Перченко и В.Ф.Бойко (71) Московский ордена Октябрьской Революции и ордена Трудового Красного Знамени институт стали и сплавов (53) 6 2 1 . 7 7 1 . 0 4 ( 0 8 8 . 8 ) (56) 1. Полухин П.И. и д р . Прокатное производство, М, , "Металлургия", 1968, 2-е и э д . , с . 6 3 - 6 4 . 2. Авторское свидетельство СССР I* 448043, кл. В 21 В 1/16, 1973. ( 5 4 ) ( 5 7 } СПОСОБ ПРОКАТКИ СЛИТКОВ И ЗАГОТОВОК, включающий одновременную прокатку нескольких з а г о т о в о к , р а з мещенных на гладкой бочке параллельно и вплотную одна к другой, о тл и ч а ю щ и й с я тем, что, с целью повышения качества прокатки путем оптимизации температурного режима, в процессе прокатки после суммарного относительного обжатия по одной грани 0 , 2 - 0 , 3 5 раскаты одновременно кантуют на 90° и меняют местами относительно друг друга т а к , чтобы по меньшей мере один из боковых р а с к а т о в на предыдущем этапе прокатки занял место срединного на последующем э т а п е прокатки. Ад 2 А5 - 3 а) Фиг. 1 Внь^ А*, Ая А3 Аэ 1 1098595 Изобретение о т н о с и т с я к о б р а б о т к е металлов давлением, а именно к прокатному п р о и з в о д с т в у . Известен способ горячей прокатки р а с к а т о в на гладкой б о ч к е , включающий с н я т и е конусности с л и т к а и д е 5 формирование р а с к а т а с кантовками з а н е с к о л ь к о проходов д о передачи е г о в ящичный калибр £ 11. Однако продукция, полученная по этому с п о с о б у , х а р а к т е р и з у е т с я з а ч а с - Ю тую неудовлетворительным уровнем к а ч е с т в а , в с л е д с т в и е повышенного охлаждения поверхностных слоев м е т а л л а , а также и э - э а з н а ч и т е л ь н о г о искажения свободных п о в е р х н о с т е й . уга' по той же схеме. После этого осуществляют заключительный проход. Промышленное экспериментирование и моделирование позволяет сравнить качество поверхности раскатов, получаемое после прокатки по описанным режчмам. Результаты сравнения приведены в таблице. Из полученных данных следует, что использование предлагаемого спогоба при прокатке сталей, склонных к поверхностному дефектообразозанию, позволяет существенно улучшить качество продукции. L Таким образом, повышение качества продукции осуществляется путам снижения дефектообраэования за счет оптимизации температурного режима. Технико-экономическая эффективность предложенного способа составляет 20.000 руб в год. Температура зон раската в конце режима обжатий Режим обжатий на ребре (точки А2 и Л J на боковой поверхности (точка А* ) Оценка качества поверхностных слоев металла способами известным предлагаемым извест- предла- изве- предный гаемый стный лагаспособ способ спо- емый соб способ 0,16 865 882 1010 1031 Грубые поперечные разрывы на ребрах и боковой поверхности раската Уменьшается глубина и протяженность разрывов на поверхности • раската 0,20 889 904 1039 1055 Мелкие поперечные разрывы на ребрах. Боковая поверхность дефектами почти не поражена Ребра раската дефект ами почти не поражены. Боковая поверхность дефектами не поражена 0,29 894 909 1044 1060 Мелкие поперечные разрывы на ребрах. Боковая поверхность дефектами не поражена Ребра раската дефектами почти не поражены. Боковая поверхность дефектами не поражена 1098595 Продолжение таблицы Оценка качества поверхностных слоев металла способами Температура зон раската в конце режима обжатий Режим .обжа тия на ребре (точки на боковой д2 и А3 поверхности (точка А ) предлагаемым известным извест- предла- изве- предгаемый стный лаганый способ способ спо- емый способ соб * с 0,35 89 2 908 1042 1056 Мелкие поперечные разрывы на ребрах. Боковая поверхность дефектами почти не поражена Ребра раската дефектами почти не поражены. Боковая поверхность дефектами не поражена 0,40 875 894 1027 1046 Грубые поперечные разрывы на ребрах раската. Большое количество мелких разрывов на боковой поверхности Уменьшается глубкна и протяженность разрывов на ребрах раската. Боковая поверхность дефектами почти не поражена Af А6 Аа • 0 Ф » А2 г) Ав А Фиг. 2 А7 А3 2) Л? і Аи As 1 1 - 3 Фиг. 5 ВНИИПИ Заказ 4303/4 A3 A? A2 Тираж 796 Филиал П П " П а т е н т " , г . Ужгород, ул. П Подписное Проеткная,4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of rolling ingots and billets
Автори англійськоюBrinza Viachieslav Vladimirovich, Vorontsov Viachieslav Konstantinovich, Pierchienko Andriei Aleksandrovich, Boiko Vladimir Fiodorovich
Назва патенту російськоюСпособ прокатки слитков и заготовок
Автори російськоюБринза Вячеслав Владимирович, Воронцов Вячеслав Константинович, Перченко Андрей Александрович, Бойко Владимир Федорович
МПК / Мітки
МПК: B21B 1/00
Мітки: спосіб, заготівок, прокатки, зливків
Код посилання
<a href="https://ua.patents.su/4-8259-sposib-prokatki-zlivkiv-ta-zagotivok.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатки зливків та заготівок</a>
Спосіб прокатки заготівок
Номер патенту: 7901
Опубліковано: 26.12.1995
Автори: Шульгін Григорій Митрофанович, Губайдулін Вячеслав Фуатович, Дишковець Геннадій Анатолійович, Костюченко Михайло Іванович, Левічев Павло Олексійович, Нечепоренко Володимир Андрійович, Бабанко Михайло Антонович, Максаков Анатолій Іванович, Тільга Степан Сергійович
МПК: B21B 1/02
Мітки: заготівок, спосіб, прокатки
Формула / Реферат:
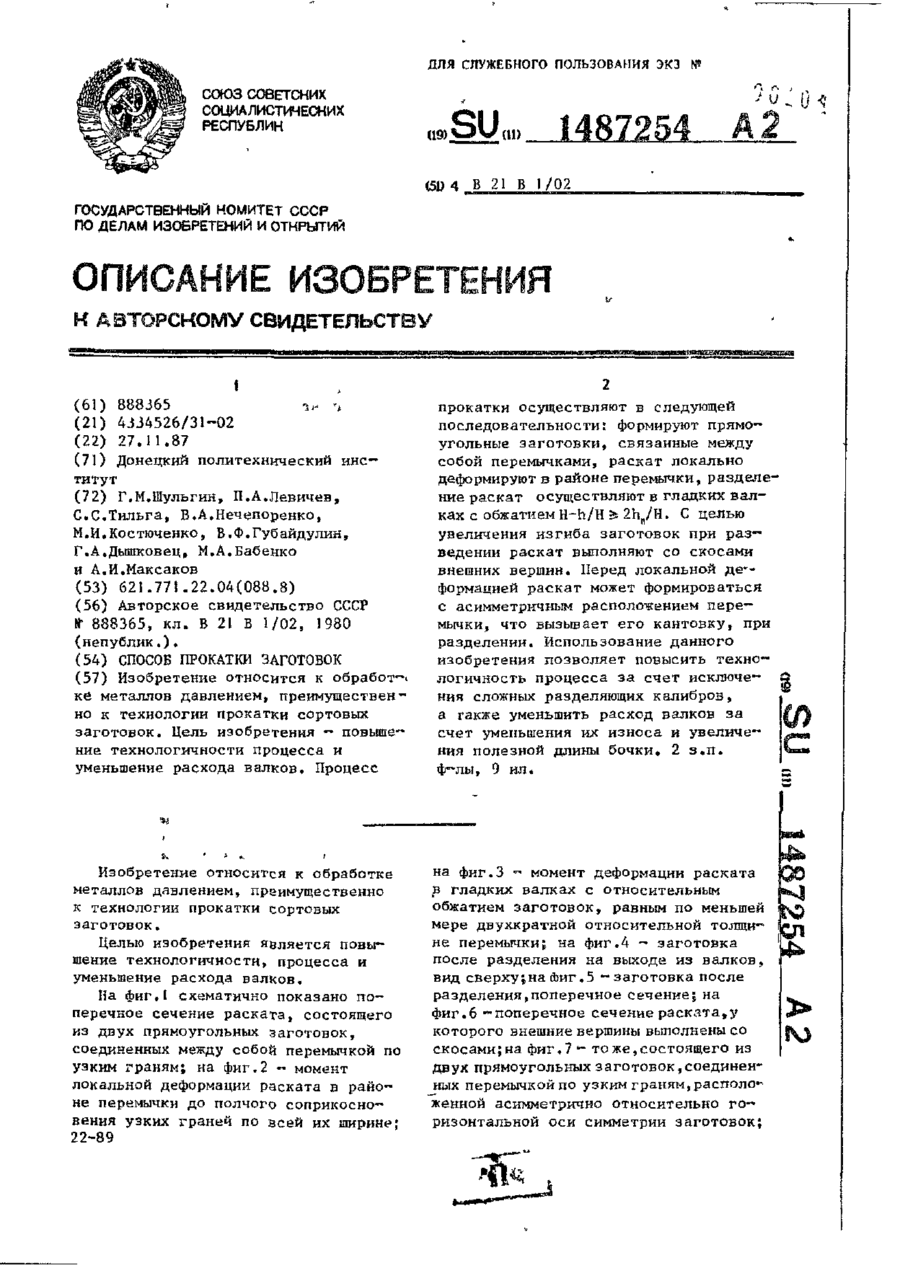
1. Способ прокатки заготовок по авт. св. № 888365, отличающийся тем, что, с целью повышения технологичности процесса и уменьшения расхода валков, раскат формируют состоящим из прямоугольных заготовок, соединенных между собой перемычками по узким граням, а локальную деформацию металла в районе перемычек производят до соприкосновения узких граней по всей их ширине, после чего продольное разделение заготовок осуществляют прокаткой раската в...
Спосіб прокатки круглих заготівок
Номер патенту: 7893
Опубліковано: 26.12.1995
Автори: Губайдулін Вячеслав Фуатович, Корінь Андрій Олександрович, Абалешев Валерій Олександрович, Кукуй Давид Пенхусович, Следнев Володимір Петрович
МПК: B21B 1/16
Мітки: заготівок, спосіб, прокатки, круглих
Формула / Реферат:
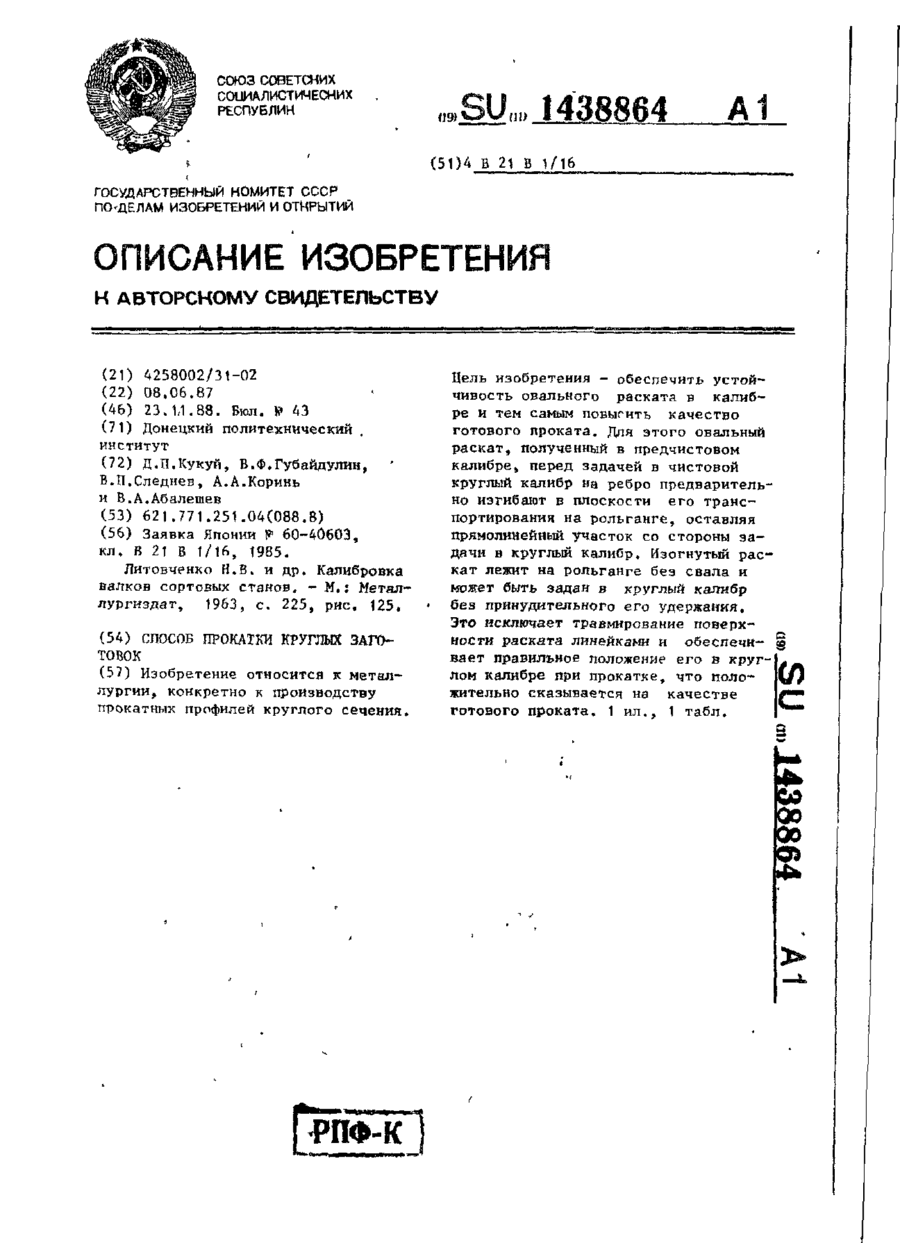
Способ прокатки круглых заготовок, преимущественно диаметром более 100 мм, включающий формирование предчистового овального раската, задачу вда ребро и последующую прокатку его в круглом калибре, отличающийся тем, что, с целью повышения качества готового проката за счет обеспечения устойчивости раската в калибре без принудительного удержания, овальный раскат перед задачей в круглый калибр изгибают в плоскости его транспортирования, смещая...
Спосіб прокатки заготівок
Номер патенту: 7906
Опубліковано: 26.12.1995
Автори: Максаков Анатолій Іванович, Шульгін Григорій Митрофанович, Левічев Павло Олексійович, Губайдулін Вячеслав Фуатович, Корінь Андрій Олександрович
МПК: B21B 1/02
Мітки: заготівок, прокатки, спосіб
Формула / Реферат:
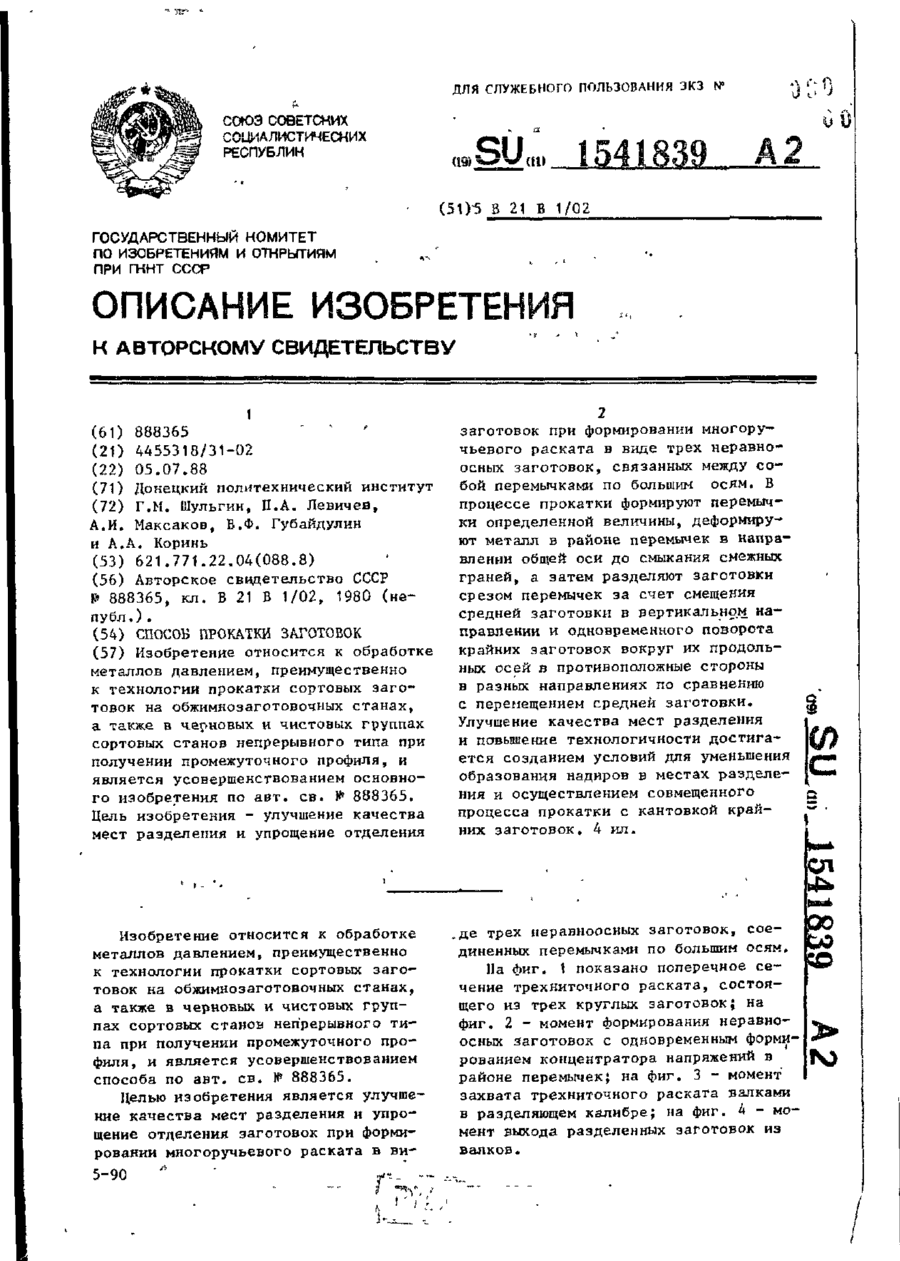
Способ прокатки заготовок по авт. св. № 888365, отличающийся тем, что, с целью улучшения качества мест разделения и упрощения отделения заготовок при формировании многоручьевого раската в виде трех неравноосных заготовок, соединенных перемычками по большим осям, разделение заготовок осуществляют срезом перемычек, при этом одновременно смещают среднюю заготовку относительно крайних в направлении, перпендикулярном общей оси раската, и...
Спосіб прокатки заготівок з неперервнолитих сталей
Номер патенту: 7890
Опубліковано: 26.12.1995
Автори: Корінь Андрій Олександрович, Кукуй Давид Пенхусович, Следнев Володимір Петрович, Левицький Анатолій Петрович, Губайдулін Вячеслав Фуатович
МПК: B21B 1/02
Мітки: спосіб, сталей, заготівок, прокатки, неперервнолитих
Формула / Реферат:
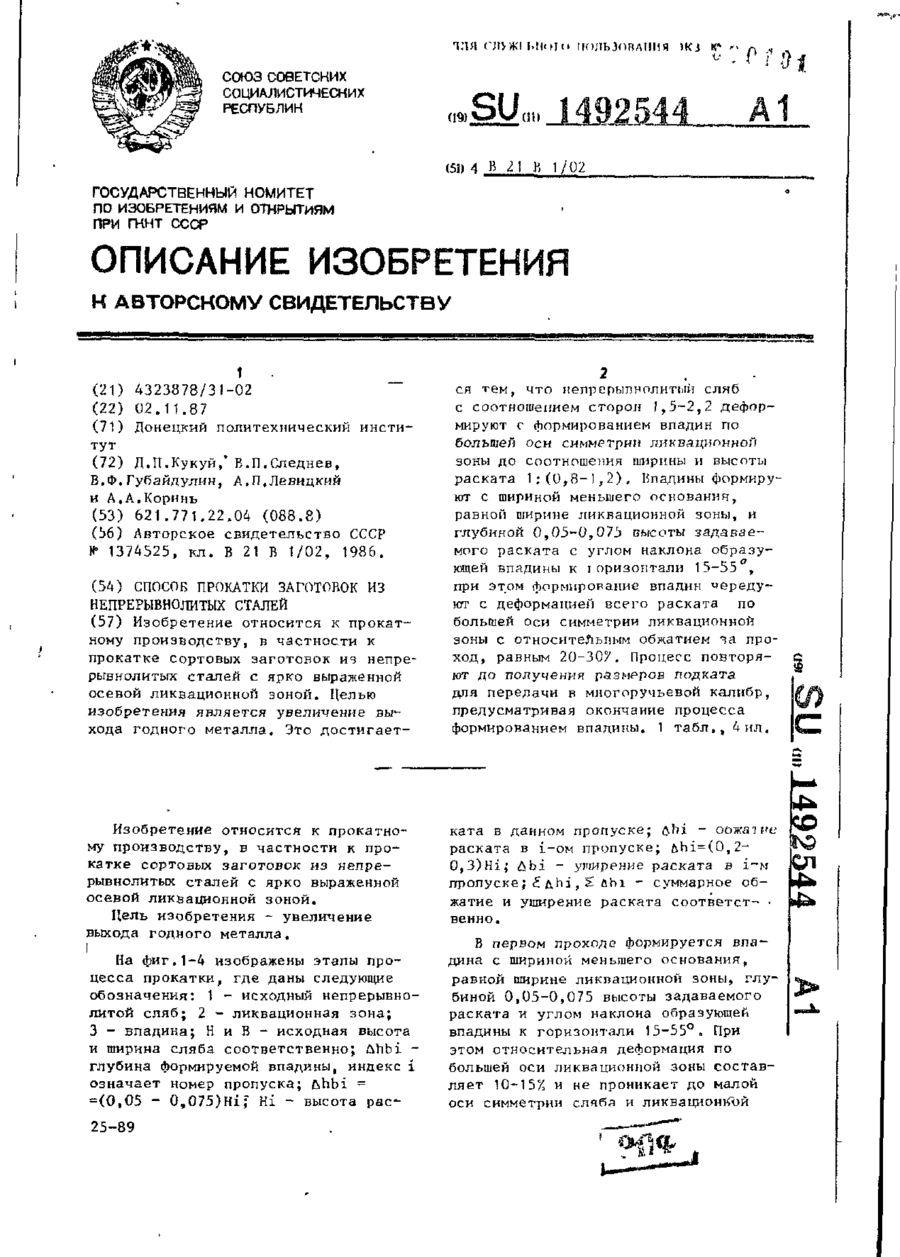
Способ прокатки заготовок из непрерывнолитых сталей, включающий деформацию слябов в направлении большей оси симметрии ликвацион-ной зоны на гладкой бочке в несколько проходов на первом этапе, последующую деформацию в многоручьевом калибре с формированием впадин трапециевидной формы в средней части граней, контактирующих с валками, и сосредоточением ликвационной зоны в средней части заготовки на втором этапе, отличающийся тем, что, с целью...
Спосіб прокатки-розділення арматурної сталі
Номер патенту: 7907
Опубліковано: 26.12.1995
Автори: Бабенко Михайло Антонович, Дишковец Геннадій Анатольович, Нечепоренко Володимир Андрійович, Максаков Анатолій Іванович, Омесь Миколай Михайлович, Івченко Олександр Васильович, Тільга Степан Сергійович, Шульгін Григорій Митрофанович
МПК: B21B 1/02
Мітки: прокатки-розділення, сталі, арматурної, спосіб
Формула / Реферат:
1. Способ прокатки-разделения арматурной стали, включающий формирование в многоручьевых калибрах раската, состоящего из нескольких заготовок, соединенных между собой перемычкой, продольное разделение раската на отдельные заготовки и их последующую пониточную прокатку в арматурный профиль с продольными ребрами, отличающийся тем, что, с целью повышения стойкости арматурной стали к коррозионному растрескиванию, при формировании готового...
Попередній патент: Гамма-гідроглутамінат літію, що проявляє седативну антидепресивну дію
Наступний патент: Пристрій для висіву насіння
Випадковий патент: Розбірна модульна платформа для установки по збору відходів