Спосіб з’єднання торців деталей

Формула / Реферат
1. Спосіб з’єднання деталей (1, 1’) великої подовжньої протяжності, зокрема стрижнів профільного поперечного перерізу, таких як рейки і подібні деталі із загартованої сталі та сплавів, шляхом зварювання тертям, який відрізняється тим, що на кінцях (11, 11’) деталей передбачають перпендикулярні до осі плоскі торцеві поверхні (12, 12’), і потім, на етапі розігрівання, з’єднувані торцеві поверхні (12, 12’) притискаються одна до одної, і кінці з’єднуваних деталей приводять у круговий рух навколо осі (X) відносно протилежної деталі зі зміщенням від осі, доводячи таким чином торцеві області до підвищеної температури або температури утворення з’єднання, після чого виконують взаємне осьове суміщення деталей (1, 1’) з приведенням їх в нерухомий стан, і в області термічного впливу зварювання здійснюють щільне з’єднання металу кінців (11, 11’) деталей під впливом притискного зусилля.
2. Спосіб за п. 1, який відрізняється тим, що для підвищення температури торцевих областей деталей кінці деталей приводять у круговий рух в однаковому напрямі на певній відстані навколо осі (X) вирівнювання або з’єднання.
3. Спосіб за одним із пп. 1 або 2, який відрізняється тим, що після взаємного притиснення поверхонь поперечного перерізу і зміщення від осі кінців деталей для їх розігрівання притискне зусилля зменшують і здійснюють осьове суміщення деталей, після чого натиск посилюють для з’єднання металу.
4. Спосіб за одним із пп. 1-3, який відрізняється тим, що перед операцією основного розігрівання виконують попереднє підігрівання областей торцевих поверхонь кінців деталей.
5. Спосіб за п. 4, який відрізняється тим, що попереднє підігрівання областей торцевих поверхонь кінців деталей виконують шляхом відносного їх переміщення зі зниженим зусиллям притискання один до одного.
Текст
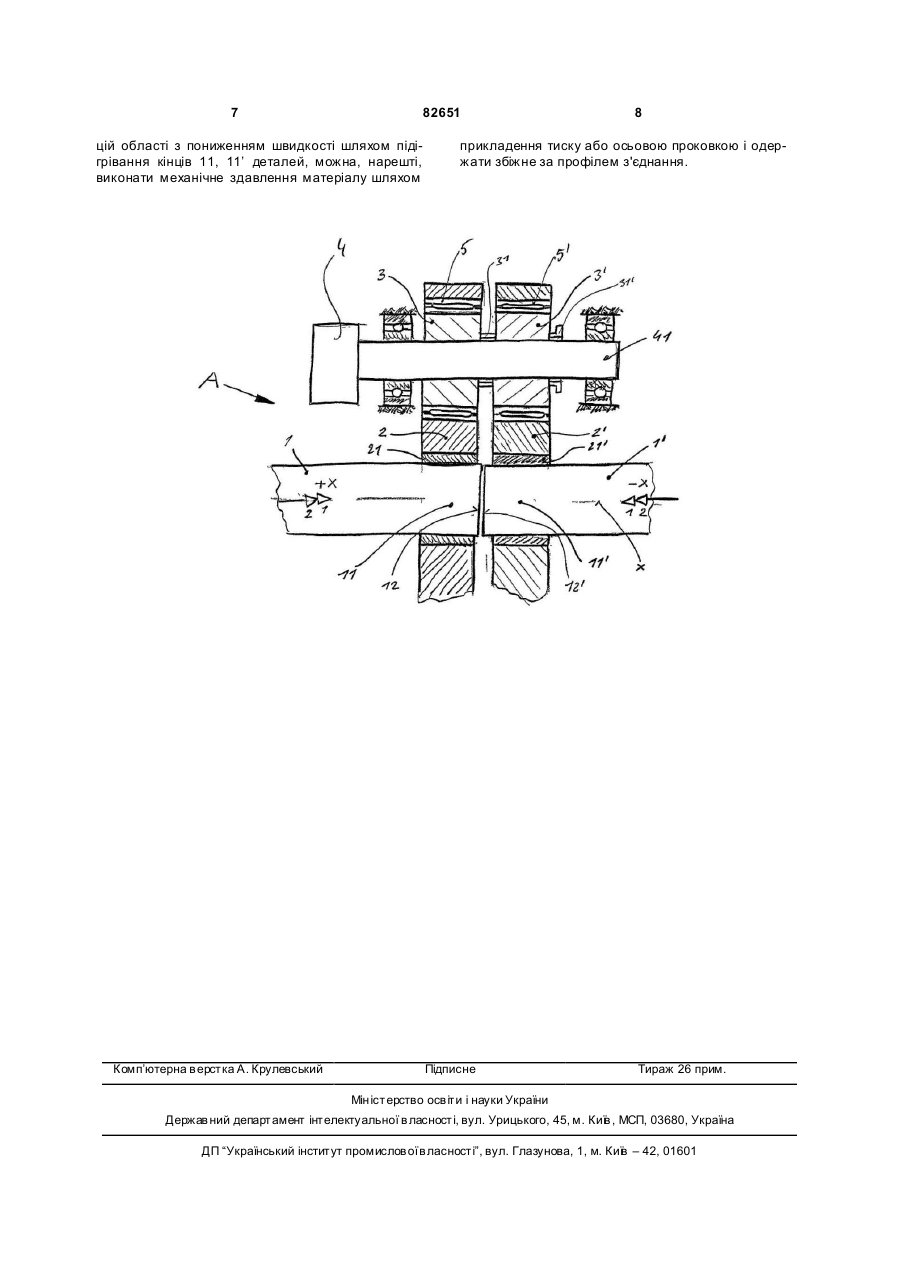
1. Спосіб з’єднання деталей (1, 1’) великої подовжньої протяжності, зокрема стрижнів профільного поперечного перерізу, таких як рейки і подібні деталі із загартованої сталі та сплавів, шляхом зварювання тертям, який відрізняється тим, що на кінцях (11, 11’) деталей передбачають перпендикулярні до осі плоскі торцеві поверхні (12, 12’), і потім, на етапі розігрівання, з’єднувані торцеві поверхні (12, 12’) притискаються одна до одної, і кінці з’єднуваних деталей приводять у круговий рух навколо осі (X) відносно протилежної деталі зі зміщенням від осі, доводячи таким чином торцеві області до підвищеної температури або C2 2 82651 1 3 82651 З'єднання, одержані шляхом зварювання тертям, і пристрої для їх формування можуть мати велике практичне і економічне значення для певних матеріалів і швидкого з'єднання невеликих або компактних деталей, однак у разі стрижнів великої подовжньої протяжності і подібних деталей, обертальний рух для розігрівання областей з'єднання за рахунок тертя часто можливий лише при значних витратах, а в багатьох випадках - лише теоретично. Зокрема, у разі довгомірних стрижнів профільного перерізу, таких як, наприклад, ходові рейки або фасонні балки, співвісне стикове з'єднання шляхом зварювання тертям із суміщенням за профілем поперечного перерізу видається неекономічним і таким, що не забезпечує необхідної якості. З патенту ФРН №198 07 457 A1 відомий спосіб з'єднання залізничних рейок шляхом зварювання тертям, в якому між з'єднуваними кінцями лінійними або орбітальними коливальними рухами переміщують проміжну вставку. При цьому обидва кінці притискують у подовжньому напрямі рейок до проміжної вставки, щоб на обох поверхнях контакту між кінцем кожної рейки і відповідною поверхнею зрізу проміжної вставки одержати необхідну для зварювання теплоту за допомогою енергії, що виділяється внаслідок тертя. Однак при такому трудомісткому з'єднанні рейок виникають дві перехідні зони зварного шва, що призводить до збільшення кількості потенційно слабких місць, що вимагають ретельного контролю якості. Крім того, забезпечення якості може ускладнити температурний режим в області формування з'єднання при зварюванні тертям, а також технологічну послідовність операцій. Тому головною задачею винаходу є створення пристрою, охарактеризованого на початку опису, за допомогою якого можна з'єднувати один з одним шляхом зварювання тертям довгі стрижні профільного перерізу, наприклад, рейки при прокладенні рейкових шля хів, причому з можливістю осьового вирівнювання і одержання збіжного за перерізом високоякісного з'єднання матеріалу деталей. Ще однією метою винаходу є створення типового способу зварювання тертям стрижнів, зокрема, рейок, за допомогою якого можна досягнути щільного, однорідного і збіжного за перерізом з'єднання кінців із мікроструктурою високої якості в області з'єднання. Поставлена задача вирішується згідно з винаходом тим, що запропонований пристрій для зварювання тертям має виконані з можливістю зближення затискні засоби для затиску кінців деталей, з яких щонайменше один виконаний з можливістю переміщення відносно іншого паралельно площині поперечного перерізу деталі зі зміщенням від її осі, а також приведення в нерухоме положення співвісно один одному. Переваги, що досягаються винаходом, полягають, по суті, в можливості підвищення точності управління операціями, необхідними для забезпечення високої якості зварювання деталей тертям, а також у можливості одержання шляхом зварю 4 вання тертям збіжного за перерізом стикового з'єднання, наприклад, рейок, причому з утворенням в області зварного шва валика незначних розмірів, який легко видаляється. Якщо, як може бути передбачено згідно з винаходом, щонайменше один затискний засіб виконати з можливістю обертання навколо осі з'єднання, можна досягнути оптимально рівномірного розігрівання кінців деталей по всій площі поперечного перерізу. У одному варіанті здійснення винаходу перевагою є те, що обидва затискні засоби виконані з можливістю кругового руху в один бік на відповідній відстані один від одного навколо осі з'єднання. Цей варіант здійснення дозволяє, з одного боку, досягнути за рахунок тертя рівномірного розігрівання в передбаченій області з'єднання при технологічно оптимальному і значною мірою плавному протіканні процесу переміщень, а, з іншого боку, має перевагу негайного приведення кінців деталей в нерухомий стан для здійснення власне процесу з'єднання після суміщення осей з'єднуваних деталей. Для максимально плавного руху і можливості швидкого регулювання відносного положення зварюваних деталей, для переміщення затискного засобу і для його приведення в нерухомий стан на одній осі з деталлю передбачений привідний ексцентриковий засіб, виконаний з можливістю регулювання зміщення від осі. Особлива перевага в зв'язку з процесом переміщення досягається, коли затискні засоби оснащені привідними засобами, зв'язаними з ними з можливістю взаємодії з ексцентриковими засобами. У одному варіанті здійснення запропонованого пристрою, в якому затискні засоби, що знаходяться один навпроти одного виконані з можливістю переміщення або приведення в нерухомий стан за допомогою розміщених на валі регульованих ексцентрикових засобів, а також передбачено переважно протилежно-спрямоване зміщення від осі обертання і осьове суміщення кінців деталей, зокрема, одночасним керуючим впливом на ексцентрикові засоби. Перевага виявляється не тільки відносно техніки управління, але і в можливості одержання економічно і технологічно оптимальної конструкції. Ще одна мета винаходу досягається тим, що охарактеризований на початку опису спосіб відрізняється тим, що кінці деталей виконані у вигляді плоских, перпендикулярних подовжній осі, торцевих поверхонь, а на етапі розігрівання ці з'єднувані торцеві поверхні притискують одна до одної, і кінець щонайменше однієї деталі переміщують відносно кінця іншої деталі зі зміщенням від осі. Таким чином торцеві області доводять до підвищеної температури або температури утворення з'єднання, після чого виконують осьове суміщення деталей з приведенням з'єднуваних деталей в нерухомий стан, і область зварювання осаджують до щільного з'єднання металу кінців деталей під підвищеним тиском. Перевага такого здійснення способу зварювання полягає головним чином в тому, що перемі 5 82651 щення деталей, що викликає тертя, відбувається без їх обертання, і тому при зміні напряму руху не виникає великих інерційних сил. При цьому кінець щонайменше однієї деталі приводиться при прикладенні притискного зусилля в коливальний рух відносно кінця іншої деталі в площині їхні х торців. Тому після досягнення поверхнями тертя необхідних для з'єднання параметрів приведення торців деталей в нерухомий стан із суміщенням за поперечним перерізом буде вимагати вельми незначних сил. Якщо для оптимального розігрівання кінець деталі перемішувати в площині поперечного перерізу при пружному вигині кінцевих областей деталей, відновлювальні сили призведуть до осьового вирівнювання деталей перед проковкою або щонайменше будуть сприяти цьому, і так можна одержати особливо високоякісний зв'язок металу. Щоб процес переміщення протікав більш плавно, підвищувати температуру або досягати температури утворення з'єднання торцевих поверхонь деталей доцільніше круговими рухами кінця щонайменше однієї деталі. У одному варіанті виконання, якому віддається найбільша перевага, для підвищення температури торцевих областей деталей їхні кінці приводять в круговий рух в однаковому напрямі на певній відстані навколо осі вирівнювання або з'єднання при прикладенні притискного зусилля, що робить можливим вкрай ефективне одержання щільного якісного зварного з'єднання при ще більшій плавності процесу і скороченні переміщень кінців деталей. При цьому знижуються також технологічні витрати на приведення кінців деталей в нерухомий стан. Для передбаченого в процесі з'єднання осьового вирівнювання деталей зі складними профілями поперечного перерізу і забезпечення високої якості зварювання перевага може бути віддана варіанту, при якому після стикування торцевих поверхонь і зміщення кінців деталей від осі для їх розігрівання притискне зусилля знизити, виконати суміщення деталей по осі, а потім підвищити притискне зусилля для з'єднання металу. У деталей, таких як рейки із загартованої сталі і сплавів, при формуванні з'єднання шляхом зварювання тертям у зоні зварного стику і/або зоні термічного впливу зварювання можуть з'являтися області з неоптимальною, крихкою мікроструктурою. Така структура, наприклад, мартенситна, утворюється, якщо під час зварювання матеріал набуває аустенітну стр уктуру, тобто переходить у кубічну гранецентровану атомну структур у, і після з'єднання деталі швидкість охолоджування, а особливо відведення тепла в деталі, настільки великі, що структурне перетворення відбувається вмить і без дифузії. Згідно з винаходом, цей недолік може бути усунений тим, що перед робочим розігріванням області торцевих поверхонь деталей заздалегідь підігрівають. У варіанті, якому віддається найбільша перевага, попереднє підігрівання областей торцевих поверхонь деталей виконують шляхом їх взаємного переміщення зі зменшеним встановлювальним притиском, причому, з одного боку, можна оптимально використати зварювальний пристрій для розі 6 грівання кінців деталей, а, з іншого боку, можна запобігти окисненню зварюваних поверхонь. Далі винахід буде пояснений за допомогою креслення, що зображає один із варіантів його здійснення. На єдиній фігурі схематично показаний пристрій для зварювання тертям А. Для з'єднуваних деталей 1, 1’ передбачені затискні засоби 2, 2', рознімно з'єднані з кінцями 11, 11' деталей за допомогою притискних деталей 21, 21’. Затискні засоби 2, 2' з'єднані з можливістю взаємодії із щонайменше одним регульованим ексцентриковим засобом 3, 3', що приводиться у обертання через вал 41 електродвигуном або подібним приводом, причому за допомогою керувальних елементів 31, 31’ ексцентрикових засобів 3, 3' можна регулювати величину ексцентриситету. Коли ексцентрикові засоби 3, 3' приводяться у обертання валом 41 за допомогою електродвигуна 4 і встановлюються елементами 31, 31’, що змінюють ексцентриситет в різних напрямах, зокрема, в протилежних напрямах, то відносно зварюваних кінців 11, 11' деталей виконуються різноспрямовані, зокрема, протилежно спрямовані коливання відповідних поверхонь ексцентриків. Однак ексцентрикові засоби 3, 3' з'єднані із затискними засобами 2, 2' з можливістю взаємодії, при необхідності, через підшипники 5, 5’, так що вони, і, як наслідок, затиснуті в ни х кінці 11, 11' деталей, переміщаються один відносно одного. Для затискних засобів 2, 2’ може передбачатися ще одна опора (не показана) у вигляді плаваючого підшипника або, при необхідності, ексцентрикового засобу, що приводиться у обертання з тією самою кутовою швидкістю. При здійсненні способу зварювання тертям з'єднувані деталі 1, 1’ кінцями 11, 11’, що мають перпендикулярні до осі плоскі торцеві поверхні 12, 12’, затискають за допомогою притискних деталей 21, 21’ в затискних засобах 2, 2' і з використанням притискних зусиль +x1, -x1 приводять у контакт. Завдяки різноспрямованому зміщенню затискних засобів 2, 2' від осі під дією притискної сили відбувається відносне, таке, що викликає тертя, переміщення поверхонь 12, 12' торців деталей на кінцях 11, 11’, що знаходяться в контакті. Таке відносне зміщення затискних засобів 2, 2' зумовлене різноспрямованим ексцентриситетом ексцентрикових засобів 3, які з'єднані з ними з можливістю взаємодії і мають привід від електродвигуна 4 через вал 41. При взаємному відносному переміщенні поверхонь 12, 12' поперечного перерізу за рахунок тертя виділяється тепло, яке нагріває області торцевих поверхонь до температури утворення з'єднання. Після досягнення такої температури за допомогою керувальних елементів 31, 31’ прямо і одночасно виконується усунення ексцентриситету ексцентрикових засобів 3, 3', і тим самим приведення кінців деталей в нерухомий стан з осьовим суміщенням і подальшим притисненням із зусиллям +х2, -х2 торцевих поверхонь 12, 12'. Після певного охолодження утвореної зони термічного впливу зварювання, при необхідності задавання особливих властивостей матеріалу в 7 82651 цій області з пониженням швидкості шляхом підігрівання кінців 11, 11’ деталей, можна, нарешті, виконати механічне здавлення матеріалу шляхом Комп’ютерна в ерстка А. Крулевський 8 прикладення тиску або осьовою проковкою і одержати збіжне за профілем з'єднання. Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for connection of ends of components
Автори англійськоюPfieler Hans
Назва патенту російськоюСпособ соединения торцов деталей
Автори російськоюПфайлер Ганс
МПК / Мітки
МПК: B23K 20/12
Мітки: з'єднання, торців, спосіб, деталей
Код посилання
<a href="https://ua.patents.su/4-82651-sposib-zehdnannya-torciv-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб з’єднання торців деталей</a>
Спосіб шліфування торців циліндричних деталей
Номер патенту: 40016
Опубліковано: 16.07.2001
Автор: Кальченко Володимир Віталійович
Мітки: шліфування, спосіб, циліндричних, торців, деталей
Формула / Реферат:
1. Спосіб шліфування торців циліндричних деталей двома орієнтованими обертовими кругами прямого профілю, складеними з суміжних кільцевих ділянок, заправлених по торцях, відповідно до якого деталі надають кругової подачі в зону різання навколо осі, перпендикулярної до шліфованих поверхонь, який відрізняється тим, що кільцеві ділянки, які прилягають до зовнішніх діаметрів кругів, мають керамічну в'язку і торцями одночасно виконують чорнове...
Спосіб одночасного шліфування двох торців циліндричних деталей
Номер патенту: 10636
Опубліковано: 15.11.2005
Автори: Жадан Олександр Васильович, Кальченко Володимир Віталійович
МПК: B24B 5/00
Мітки: спосіб, одночасного, двох, торців, циліндричних, шліфування, деталей
Формула / Реферат:
Спосіб шліфування торців циліндричних деталей двома орієнтованими обертовими кругами, заправленими одночасно двома алмазними олівцями, осі яких переміщуються по окружності, що дотикається посадочних отворів шліфувальних кругів, центр якої співпадає з віссю, навколо якої здійснюють кругову подачу деталей у зону обробки і яка є перпендикулярною до оброблюваних поверхонь, який відрізняється тим, що одночасно з круговою подачею алмазів, що...
Спосіб двосторонньої фінішної обробки торців циліндричних деталей
Номер патенту: 69020
Опубліковано: 15.12.2006
Автор: Черенов Олексій Борисович
МПК: B24B 7/00, B24B 37/04
Мітки: двосторонньої, циліндричних, обробки, торців, фінішної, деталей, спосіб
Формула / Реферат:
1. Спосіб двосторонньої фінішної обробки торців циліндричних деталей, що включає обертання деталей навколо своїх осей і переміщення їх по дузі кола між двома абразивними кругами, що обертаються, кожний з яких розвернуто на кут α до осі його обертання, який відрізняється тим, що беруть гнучкі абразивні круги, а кут розвороту гнучких абразивних кругів α до осей їхнього обертання встановлюють таким, щоб половина різниці між...
З’єднання деталей та спосіб його здійснення
Номер патенту: 62374
Опубліковано: 15.12.2003
Автори: Оборський Іван Леонідович, Носік Віктор Сергійович, Яковина Валерій Іванович, Сігбатулін Олександр Томович, Кантур В'ячеслав Григорович, Кулюкін Сергій Васильович
МПК: B23P 11/02, B23P 19/02
Мітки: спосіб, з'єднання, деталей, здійснення
Формула / Реферат:
1. З'єднання деталей, в якому дві деталі, що сполучаються торцями, мають сполучні елементи у вигляді заклепок та рельєф, яке відрізняється тим, що на торцях обох деталей виконаний рельєф з висотою 0,001<h<1,3 мм, а сполучні елементи заклепки виконані конусними.2. З'єднання деталей за п.1, яке відрізняється тим, що додатково містить прошарок в стику між деталями, що сполучаються.3. З'єднання деталей за пп. 1, 2, яке...
Спосіб маслова з’єднання деталей зі скла
Номер патенту: 81182
Опубліковано: 10.12.2007
Автор: Маслов Володимир Петрович
МПК: H05B 1/00, B60L 1/00, C03C 27/10, H05B 3/16, G02B 11/00, C03C 27/06
Мітки: спосіб, з'єднання, скла, маслова, деталей
Формула / Реферат:
Спосіб з'єднання деталей зі скла, при якому на поліровані поверхні деталей наносять матеріал для з'єднання, притискають деталі та з'єднують при температурі плавлення матеріалу для з'єднання, який відрізняється тим, що як матеріал деталей для з'єднання використовують флоат-скло, як матеріал для з'єднання використовують шар алюмінію або його сплаву товщиною 0,1-50 мкм, а з'єднання здійснюють при температурі 200-350 °С.
Попередній патент: Застосування людського хоріонічного гонадотропіну при регульованій гіперстимуляції яєчників
Наступний патент: Поршневий вузол та клапан дозатора рідини
Випадковий патент: Універсальна мотика із дротяним робочим органом