Складена заготівка для гідропресування біметалевих прутків
Номер патенту: 8522
Опубліковано: 15.08.2005
Автори: Спусканюк Віктор Захарович, Манжура Галина Володимирівна, Янчев Антон Іванович
Формула / Реферат
Складена заготівка для гідропресування біметалевих прутків, що складається з концентрично розміщених центральної частини й оболонки, причому із задньої сторони на довжині 0,1-0,5 діаметра заготівки центральна частина виконана з уступом по периметру цієї частини, ширина уступу відповідає товщині оболонки, а сама оболонка із задньої сторони заготівки виконана коротшою від центральної частини на висоту уступу, яка відрізняється тим, що центральна частина складена з осердя і пробки, осердя з передньої сторони заготівки виконано коротшим від оболонки на довжину h1=0,2-0,4 діаметра осердя, а з задньої сторони - на довжину h2, яка відповідає величині зворотнього переміщення об'єму металу осердя, що витісняється в процесі гідропресування, пробка вставлена до упору в осердя і виконана з металу, що має межу текучості, близьку за значенням до межі текучості металу осердя, причому величина переміщення об'єму металу осердя h2 визначена за співвідношенням:
![]()
де Is0 - початкова довжина оболонки;
D0, D1 - зовнішні діаметри оболонки до і після гідропресування відповідно;
d0 - діаметр осердя до гідропресування;
Rs - коефіцієнт витяжки оболонки, що визначається за формулою:
![]()
де σc, σs - напруження пластичного плину матеріалів осердя й оболонки
відповідно при рівні деформації ![]() .
.
Текст
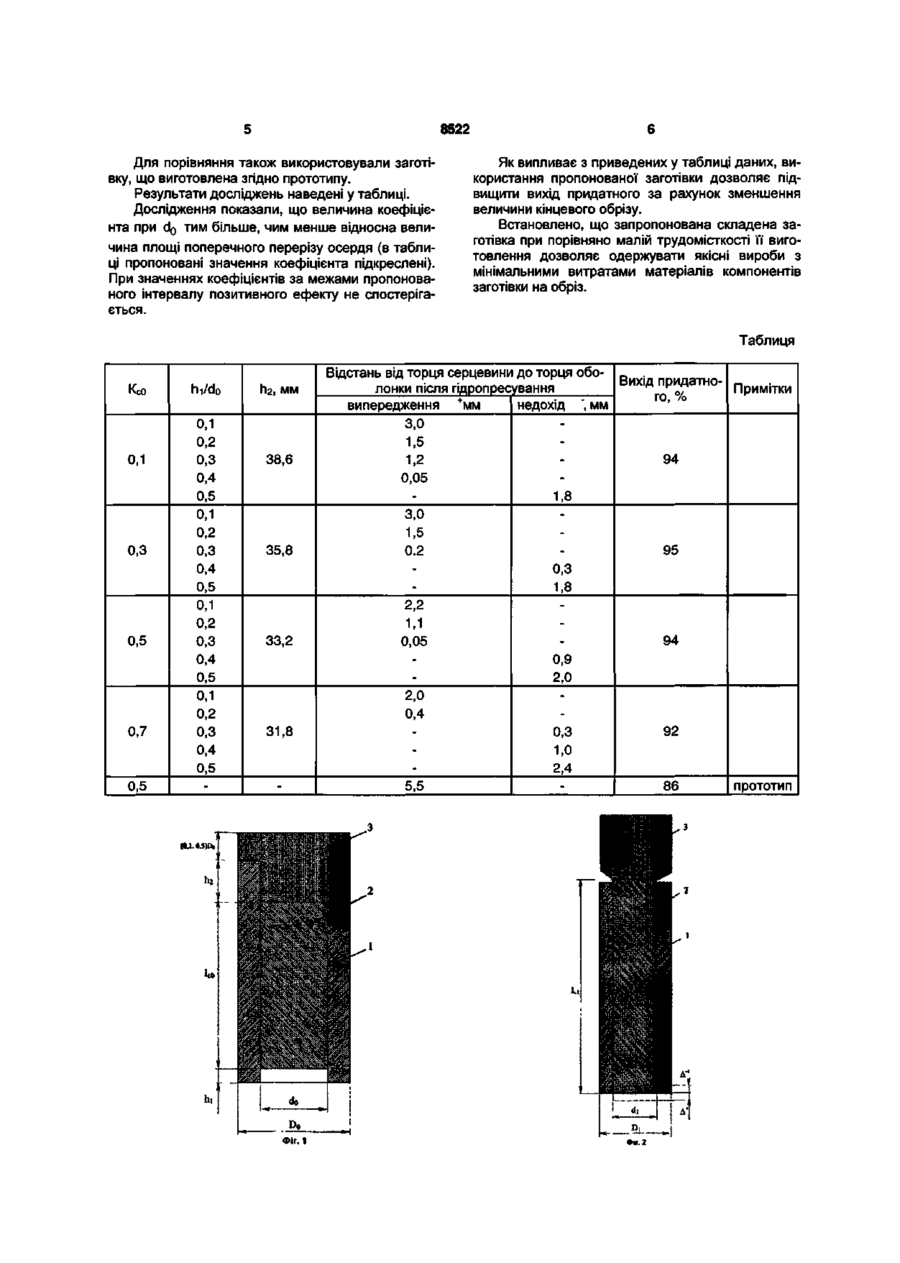
Складена заготівка для гідропресування біметалевих прутків, що складається з концентрично розміщених центральної частини й оболонки, причому із задньої сторони на довжині 0,1-0,5 діаметра заготівки центральна частина виконана з уступом по периметру цієї частини, ширина уступу відповідає товщині оболонки, а сама оболонка із задньої сторони заготівки виконана коротшою від центральної частини на висоту уступу, яка відрізняється тим, що центральна частина складена з осердя і пробки, осердя з передньої сторони заготівки виконано коротшим від оболонки на довжину hi=0,2-0,4 діаметра осердя, а з задньої сторони на довжину гіг, яка відповідає величині зворотнього переміщення об'єму металу осердя, що витісняється в процесі гідропресування, пробка вставле на до упору в осердя і виконана з металу, що має межу текучості, близьку за значенням до межі текучості металу осердя, причому величина переміщення об'єму металу осердя гіг визначена за співвідношенням: n 2 - 's0 3 do де Uo - початкова довжина оболонки; Do, Di - зовнішні діаметри оболонки до і після гідропресування відповідно; do - діаметр осердя до гідропресування; Rs - коефіцієнт витяжки оболонки, що визначається за формулою: р іППд = (1 — 1,1 8 О/''"' р оГі де а с , a s - напруження пластичного плину матеріалів осердя й оболонки D 2 відповідно при рівні деформації £ = In—|-. CM Корисна модель відноситься до обробки металів тиском, зокрема до одержання біметалевих виробів методом гідропресування зі складеної заготівки з більш міцною, ніж осердя, оболонкою. У процесі гідропресування біметалевих заготівок має місце змінювання співвідношення площ поперечного перерізу компонентів внаслідок непропорційності плину, відбувається пряме і зворотнє витікання металу осердя з оболонки. В результаті виявлення та дослідження цього явища розроблено пропоновану корисну модель. Величину переміщення об'єму металу осердя, що витісняється в процесі деформації, можна виразити зі співвідношень, отриманих у дослідній роботі Спусканюка В.З., Янчева А.І., Манжури Г.В. Відома заготівка, що складається з мідної оболонки, алюмінієвого осердя і сталевої пробки, призначеної для попередження явища "пострілу" наприкінці процесу гідропресування, а також еко номії матеріалів осердя й оболонки [ASEA. Pamphlet AQ 14-11 OR. The QUINTUS process for manufacturing copper-clad aluminium. Vesteros, 1970, 12p]. Недоліком даної складеної заготівки є підвищені витрати матеріалів оболонки й осердя на утворення прес-залишку. Відома також складена заготівка для пресування біметалевих виробів, що складається з концентричних частин основного металу й металу, що плакує, причому частина з основного металу на довжині заготівки, що складає 0,1-0,5 діаметра кола, що описує профіль поперечного перерізу заготівки, виконана з уступом по периметру цієї частини, котрий має ширину, що відповідає товщині частини з металу, що плакує, при цьому частина металу, що плакує, виконана коротше частини з основного металу на довжину уступу [АС №933158 Составная заготовка для прессования 04 Ю 00 О) 8522 биметаллических изделий МПК7 В21С23/22, опубл. БИ №21, 07.06.82.]. Дана заготівка є найбільш близькою до заготівки, що заявляється, тому прийнята як прототип. Недоліками прототипу є нерівномірність витікання компонентів біметалевої заготівки в початковій стадії пресування, в результаті чого більш м'яке осердя випереджає оболонку, що приводить до збільшення обрізу на передньому кінці готового виробу, а також перевитрати металу осердя на утворення прес-залишку. Загальною ознакою заготівки, що заявляється, і прототипу є уступ, що дозволяє точно зафіксувати положення шару, що плакує, в процесі пресування і цілком випресовувати метал оболонки з осередку деформації. В основу корисної моделі поставлена задача економії металу осердя за рахунок зменшення кінцевого обрізу шляхом вирівнювання довжин компонентів біметалевої заготівки наприкінці гідропресування. Поставлена задача досягається тим, що в складеній заготівці для гідропресування біметалевих прутків, що складається з концентричне розміщених центральної частини й оболонки, причому із задньої сторони центральна частина виконана з уступом по периметру цієї частини на довжині 0,10,5 діаметра заготівки, ширина якого відповідає товщині оболонки, а сама оболонка із задньої сторони заготівки виконана коротше центральної частини на висоту уступу, центральна частина складена з осердя і пробки, осердя з передньої сторони заготівки виконано коротше оболонки на довжину гц = 0,2 - 0,4 діаметра осердя, а з задньої сторони - - на довжину h 2 , яка відповідає величині зворотнього переміщення об'єму металу осердя, що витісняється в процесі гідропресування, пробка вставлена до упору в осердя і виконана з металу, що має межу текучості, близьку за значенням до межі текучості металу осердя, причому величина переміщення об'єму металу осердя h 2 визначена за співвідношенням -h = 'sO де l s 0 - початкова довжина оболонки; D o , D-! - зовнішні діаметри оболонки до і після гідропресування відповідно; d 0 - діаметр осердя до гідропресування; Rs - коефіцієнт витяжки оболонки, що визначається за формулою OgL'O '-'1 де а с , crs - напруження пластичного плину матеріалів осердя й оболонки відповідно при рівні деформації є = In—|. На Фіг.1 представлена пропонована вихідна складена заготівка, поздовжній розріз. На Фіг.2 показаний біметалевий пруток, отриманий в результаті гідропресування пропонованої заготівки без прес-залишку, поздовжній розріз. Складена заготівка складається з оболонки 1, осердя 2, яке виконане коротше оболонки з передньої сторони заготівки на довжину h-| = 0,2 - 0,4 діаметра осердя, що відповідає величині випередження, а з протилежної сторони - на довжину h 2 , що відповідає величині зворотнього переміщення об'єму металу осердя, що витісняється в процесі гідропресування, а також пробки 3 з уступом. Пробка 3 виконана з дешевого металу, межа текучості якого приблизно дорівнює межі текучості металу осердя, й розміщена в оболонці із заднього кінця заготівки до упору в осердя. У розглянутому випадку пробка служить також і для запобігання контакту робочої рідини з внутрішньою поверхнею оболонки. Виконання осердя коротше оболонки на довжину h-| = (0,2 - 0,4)d 0 забезпечує вирівнювання довжин осердя й оболонки з передньої сторони заготівки, що дозволяє звести величину переднього обрізу до мінімуму. Величина коефіцієнта при d 0 залежить від відносної величини площі поперечного перерізу осердя до деформації й визначена експериментальне. В процесі гідропресування осердя почне виштовхувати пробку. За рахунок тертя пробки, що виштовхується, зі внутрішньою поверхнею оболонки, яка притиснута до пробки тиском робочої рідини, попереджається проникнення рідини до внутрішньої поверхні оболонки. Наприкінці гідропресування положення торців осердя й оболонки із задньої кінця заготівки вирівнюється, і відбувається одночасне випресовування компонентів біметалевої заготівки з матриці. При цьому прес-залишок складається з металу пробки. Якщо процес ведеться без прес-залишку, явище "пострілу" запобігається будь-яким відомим способом, а кінцевий обріз буде складатися переважно з металу пробки. Приклад реалізації Для визначення величини коефіцієнта при d 0 та перевірки пропонованої заготівки були проведені експерименти з виготовлення мідноалюмінієвих прутків. Використовувалися заготівки пропонованої форми із зовнішнім діаметром D o = 24 мм та різними відносними величинами площ поперечного перерізу осердя ( К с 0 ) . Параметри експерименту наступні: номінальне зусилля преса - 0,98МН; діаметр калібрувального паска матриці - 15мм; внутрішній діаметр контейнера - 26мм; кут матриці - 2а = 20° ; робоча рідина - олія індустріальна И-30; напруження пластичного плину матеріалів заготівки в деформованому стані: оболонки (мідь М2) - a s = 510 МПа; серцевини (алюміній АД1) - а с =196,2 МПа; пробки (вторинний алюміній) - о п р ~ 200 МПа. 8522 Для порівняння також використовували заготівку, що виготовлена згідно прототипу. Результати досліджень наведені у таблиці. Дослідження показали, що величина коефіцієнта при d 0 тим більше, чим менше відносна величина площі поперечного перерізу осердя (в таблиці пропоновані значення коефіцієнта підкреслені). При значеннях коефіцієнтів за межами пропонованого інтервалу позитивного ефекту не спостерігається. Як випливає з приведених у таблиці даних, використання пропонованої заготівки дозволяє підвищити вихід придатного за рахунок зменшення величини кінцевого обрізу. Встановлено, що запропонована складена заготівка при порівняно малій трудомісткості її виготовлення дозволяє одержувати якісні вироби з мінімальними витратами матеріалів компонентів заготівки на обріз. Таблиця КсО 0,1 0,3 0,5 0,7 0,5 hi/do 0,1 0,2 0,3 0,4 0,5 0,1 0,2 0,3 0,4 0,5 0,1 0,2 0,3 0,4 0,5 0,1 0,2 0,3 0,4 0,5 ГІ2, MM 38,6 35,8 33,2 31,8 Фіг. 1 Відстань від торця серцевини до торця оболонки після гідропресування випередження 3,0 1,5 1,2 0,05 3,0 1,5 0.2 2,2 1,1 0,05 2,0 0,4 5,5 мм недохід , мм 1,8 0,3 1,8 0,9 2,0 0,3 1,0 2,4 Вихід придатноПримітки го, % 94 95 94 92 86 прототип Комп'ютерна верстка Д. Шеверун Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул. Глазунова, 1, м. Київ-42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюComposite billet for hydraulic pressing of bimetallic bars
Автори англійськоюSpuskaniuk Viktor Zakharovych
Назва патенту російськоюСоставная заготовка для гидропрессования биметаллических прутков
Автори російськоюСпусканюк Виктор Захарович
МПК / Мітки
МПК: B21C 23/22
Мітки: прутків, гідропресування, складена, біметалевих, заготівка
Код посилання
<a href="https://ua.patents.su/4-8522-skladena-zagotivka-dlya-gidropresuvannya-bimetalevikh-prutkiv.html" target="_blank" rel="follow" title="База патентів України">Складена заготівка для гідропресування біметалевих прутків</a>
Складена вісь ролика стрічкового конвеєра
Номер патенту: 66906
Опубліковано: 15.06.2004
Автор: Ткаченко Едуард Анатолійович
МПК: B65G 39/02
Мітки: вісь, ролика, конвеєра, стрічкового, складена
Формула / Реферат:
1. Складена вісь ролика стрічкового конвеєра, що містить дві півосі і штангу, кінцеві частини якої з'єднані з півосями механічними нероз'ємними з'єднаннями за допомогою їх запресування в торцеві отвори, що виконані в півосях, яка відрізняється тим, що торцеві отвори в півосях виконані циліндричними із заглибленими рельєфними пазухами, а кінцеві частини штанги виконані у вигляді стержнів круглого перерізу і з'єднані з півосями за допомогою...
Складена багатофункціональна ємність для продуктів харчування
Номер патенту: 50363
Опубліковано: 15.10.2002
Автор: Литвиненко Віталія Анатоліївна
МПК: B65D 1/04
Мітки: продуктів, багатофункціональна, складена, харчування, ємність
Формула / Реферат:
1. Складена багатофункціональна ємність для продуктів харчування, що містить корпус з горловиною, котрий має розподілені об'єми, яка відрізняється тим, що корпус ємності виконаний з незалежних складових частин, котрі з'єднані між собою за допомогою затискного механізму, причому на нижній поверхні кожної складової частини корпусу розташовані заглиблення, з котрими має можливість взаємодії круговий виступ, виконаний на приєднувальній складовій...
Складена багатофункціональна ємність для харчових продуктів
Номер патенту: 5403
Опубліковано: 15.03.2005
Автор: ШВАРЦШТЕЙН ГЕННАДІЙ ЛЕОНІДОВИЧ
МПК: B65D 1/04
Мітки: продуктів, складена, ємність, харчових, багатофункціональна
Формула / Реферат:
1. Складена багатофункціональна ємність для продуктів харчування, що складається з двох або більше незалежних складових частин, з'єднаних між собою, причому верхня ємність виконана у формі пляшки, а нижні - у формі банок з кришками, яка відрізняється тим, що складові частини з'єднані між собою за допомогою клею.2. Складена багатофункціональна ємність за п. 1, яка відрізняється тим, що конфігурації поверхонь, які з'єднують склеюванням,...
Складена фара

Номер патенту: 6428
Опубліковано: 16.05.2005
Автор: Несторович Ігор Іванович
МПК: F21S 6/00
Формула / Реферат:
1. Складена фара, що містить джерела світла, електропатрони, захисне скло, дзеркальний параболоциліндричний відбивач, яка відрізняється тим, що джерела світла розміщені на фокальній лінії дзеркального параболоциліндричного відбивача і розділені між собою вставками у вигляді окремих дзеркальних параболоциліндричних відбивачів з можливістю повороту останніх синхронно з поворотом колісної пари транспортного засобу.2. Складена фара за п....
Упаковка, що закривається, та пакувальна заготівка для неї
Номер патенту: 64737
Опубліковано: 15.03.2004
Автори: Ковалевскі Алан, Репп Жан-Філіп, Теттаманті Луіджі, Хілей Джон
МПК: B65D 5/02
Мітки: упаковка, закривається, неї, заготівка, пакувальна
Формула / Реферат:
1. Упаковка, що згинається з єдиної заготівки упаковки і складається з сегментів передньої стінки (10), задньої стінки (14) та бічної стінки (12), причому сегменти бічної стінки (12) простягаються між сегментами передньої стінки (10) і задньої стінки (14) та принаймні один з сегментів стінок (12) має клапан (16), пристосований до приєднання до одного з інших сегментів стінок (10) таким чином, щоб утворити упаковку, закриту з усіх кінців,...
Попередній патент: Спосіб лікування непроліферативної діабетичної ретинопатії
Наступний патент: Мангал
Випадковий патент: Верстат для навивання гвинтових елементів шнекових механізмів