Пристрій для свердління труб під тиском
Номер патенту: 85518
Опубліковано: 26.01.2009
Автори: Римчук Данило Васильович, Бондарев Віктор Артемович, Дітковський Анатолій Вікторович, Ленкевич Юрій Євгенович
Формула / Реферат
Пристрій для свердління труб під тиском, що містить вузол кріплення пристрою на трубі, шпиндель зі свердлом і запірний орган, який відрізняється тим, що він додатково оснащений вузлом вилучення конденсату, який включає два напрямних гвинти з вузлами їх кріплення до корпусу запірного органа, дві опорні силові траверси з центральними осьовими отворами, встановлені на напрямних гвинтах, порожнистий шток, який розміщений в центральному осьовому отворі траверс, при цьому кожна з траверс містить клиновий захват порожнистого штока, порожнистий шток містить кульовий запірний орган, а шпиндель виконаний знімним.
Текст
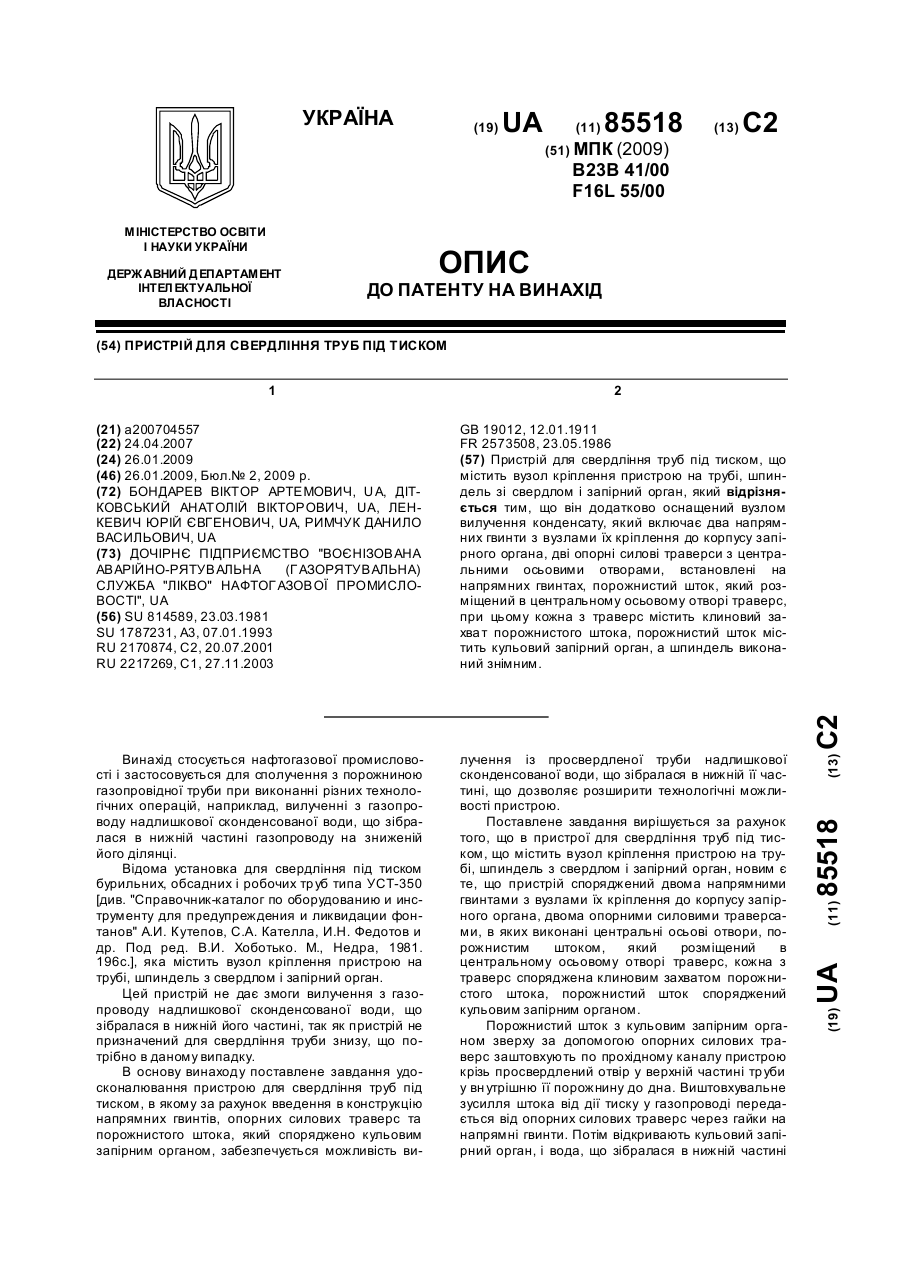
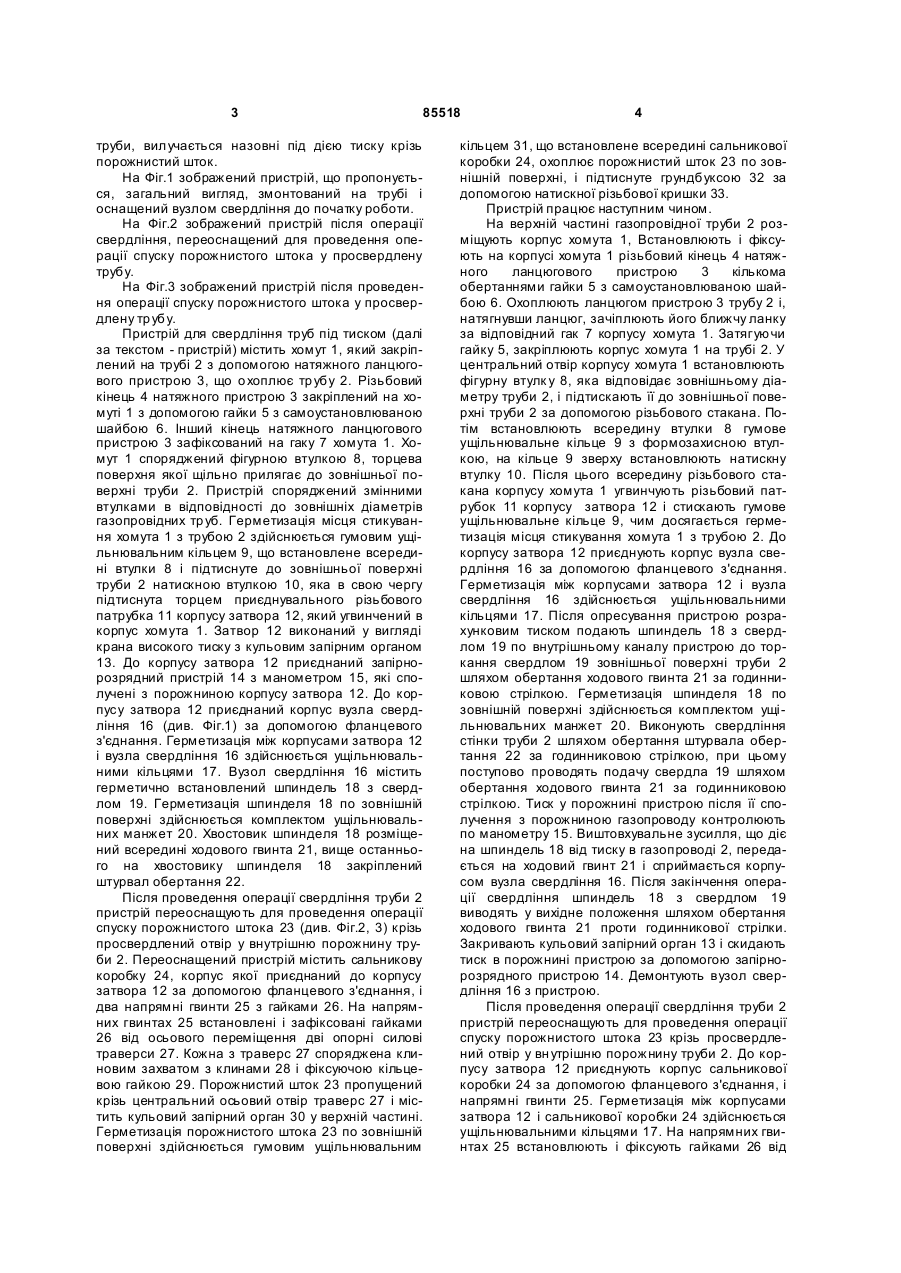
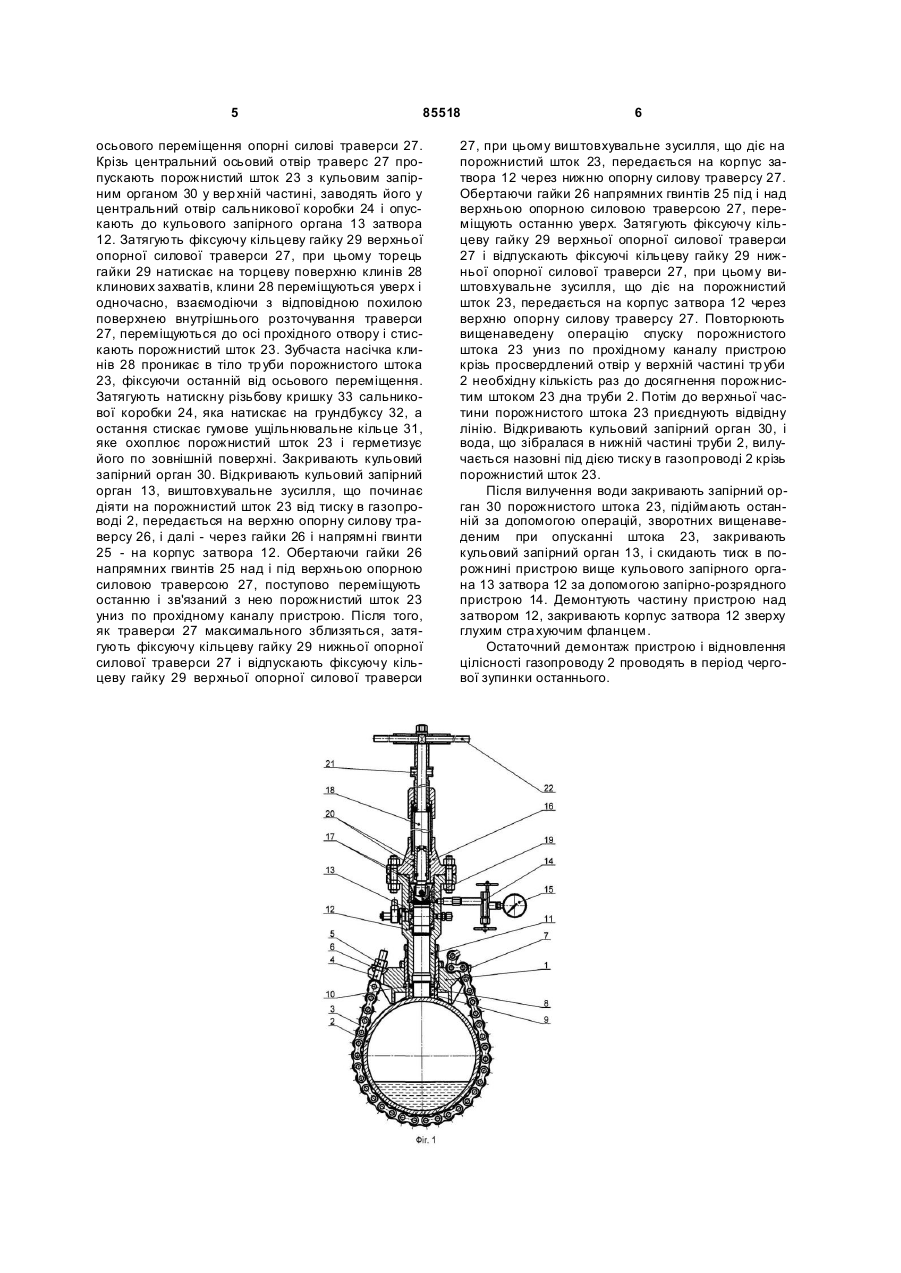
Пристрій для свердління труб під тиском, що містить вузол кріплення пристрою на трубі, шпиндель зі свердлом і запірний орган, який відрізняється тим, що він додатково оснащений вузлом вилучення конденсату, який включає два напрямних гвинти з вузлами їх кріплення до корпусу запірного органа, дві опорні силові траверси з центральними осьовими отворами, встановлені на напрямних гвинтах, порожнистий шток, який розміщений в центральному осьовому отворі траверс, при цьому кожна з траверс містить клиновий захва т порожнистого штока, порожнистий шток містить кульовий запірний орган, а шпиндель виконаний знімним. Винахід стосується нафтогазової промисловості і застосовується для сполучення з порожниною газопровідної труби при виконанні різних технологічних операцій, наприклад, вилученні з газопроводу надлишкової сконденсованої води, що зібралася в нижній частині газопроводу на зниженій його ділянці. Відома установка для свердління під тиском бурильних, обсадних і робочих тр уб типа УСТ-350 [див. "Справочник-каталог по оборудованию и инструменту для предупреждения и ликвидации фонтанов" А.И. Кутепов, С.А. Кателла, И.Н. Федотов и др. Под ред. В.И. Хоботько. М., Недра, 1981. 196с.], яка містить вузол кріплення пристрою на трубі, шпиндель з свердлом і запірний орган. Цей пристрій не дає змоги вилучення з газопроводу надлишкової сконденсованої води, що зібралася в нижній його частині, так як пристрій не призначений для свердління труби знизу, що потрібно в даному випадку. В основу винаходу поставлене завдання удосконалювання пристрою для свердління труб під тиском, в якому за рахунок введення в конструкцію напрямних гвинтів, опорних силових траверс та порожнистого штока, який споряджено кульовим запірним органом, забезпечується можливість ви лучення із просвердленої труби надлишкової сконденсованої води, що зібралася в нижній її частині, що дозволяє розширити технологічні можливості пристрою. Поставлене завдання вирішується за рахунок того, що в пристрої для свердління труб під тиском, що містить вузол кріплення пристрою на трубі, шпиндель з свердлом і запірний орган, новим є те, що пристрій споряджений двома напрямними гвинтами з вузлами їх кріплення до корпусу запірного органа, двома опорними силовими траверсами, в яких виконані центральні осьові отвори, порожнистим штоком, який розміщений в центральному осьовому отворі траверс, кожна з траверс споряджена клиновим захватом порожнистого штока, порожнистий шток споряджений кульовим запірним органом. Порожнистий шток з кульовим запірним органом зверху за допомогою опорних силових траверс заштовхують по прохідному каналу пристрою крізь просвердлений отвір у верхній частині тр уби у вн утрішню її порожнину до дна. Виштовхувальне зусилля штока від дії тиску у газопроводі передається від опорних силових траверс через гайки на напрямні гвинти. Потім відкривають кульовий запірний орган, і вода, що зібралася в нижній частині (19) UA (11) 85518 (13) C2 (21) a200704557 (22) 24.04.2007 (24) 26.01.2009 (46) 26.01.2009, Бюл.№ 2, 2009 р. (72) БОНДАРЕВ ВІКТОР АРТЕМОВИЧ, U A, ДІТКОВСЬКИЙ АНАТОЛІЙ ВІКТОРОВИЧ, UA, ЛЕНКЕВИЧ ЮРІЙ ЄВГЕНОВИЧ, UA, РИМЧУК ДАНИЛО ВАСИЛЬОВИЧ, UA (73) ДОЧІРНЄ ПІДПРИЄМСТВО "ВОЄНІЗОВАНА АВАРІЙНО-РЯТУВАЛЬНА (Г АЗОРЯТУВАЛЬНА) СЛУЖБА "ЛІКВО" НАФТОГ АЗОВОЇ ПРОМИСЛОВОСТІ", UA (56) SU 814589, 23.03.1981 SU 1787231, A3, 07.01.1993 RU 2170874, C2, 20.07.2001 RU 2217269, C1, 27.11.2003 3 85518 труби, вилучається назовні під дією тиску крізь порожнистий шток. На Фіг.1 зображений пристрій, що пропонується, загальний вигляд, змонтований на трубі і оснащений вузлом свердління до початку роботи. На Фіг.2 зображений пристрій після операції свердління, переоснащений для проведення операції спуску порожнистого штока у просвердлену трубу. На Фіг.3 зображений пристрій після проведення операції спуску порожнистого штока у просвердлену тр убу. Пристрій для свердління труб під тиском (далі за текстом - пристрій) містить хомут 1, який закріплений на трубі 2 з допомогою натяжного ланцюгового пристрою 3, що о хоплює тр убу 2. Різьбовий кінець 4 натяжного пристрою 3 закріплений на хомуті 1 з допомогою гайки 5 з самоустановлюваною шайбою 6. Інший кінець натяжного ланцюгового пристрою 3 зафіксований на гаку 7 хомута 1. Хомут 1 споряджений фігурною втулкою 8, торцева поверхня якої щільно прилягає до зовнішньої поверхні труби 2. Пристрій споряджений змінними втулками в відповідності до зовнішніх діаметрів газопровідних тр уб. Герметизація місця стикування хомута 1 з трубою 2 здійснюється гумовим ущільнювальним кільцем 9, що встановлене всередині втулки 8 і підтиснуте до зовнішньої поверхні труби 2 натискною втулкою 10, яка в свою чергу підтиснута торцем приєднувального різьбового патрубка 11 корпусу затвора 12, який угвинчений в корпус хомута 1. Затвор 12 виконаний у вигляді крана високого тиску з кульовим запірним органом 13. До корпусу затвора 12 приєднаний запірнорозрядний пристрій 14 з манометром 15, які сполучені з порожниною корпусу затвора 12. До корпусу затвора 12 приєднаний корпус вузла свердління 16 (див. Фіг.1) за допомогою фланцевого з'єднання. Герметизація між корпусами затвора 12 і вузла свердління 16 здійснюється ущільнювальними кільцями 17. Вузол свердління 16 містить герметично встановлений шпиндель 18 з свердлом 19. Герметизація шпинделя 18 по зовнішній поверхні здійснюється комплектом ущільнювальних манжет 20. Хвостовик шпинделя 18 розміщений всередині ходового гвинта 21, вище останнього на хвостовику шпинделя 18 закріплений штурвал обертання 22. Після проведення операції свердління труби 2 пристрій переоснащують для проведення операції спуску порожнистого штока 23 (див. Фіг.2, 3) крізь просвердлений отвір у внутрішню порожнину труби 2. Переоснащений пристрій містить сальникову коробку 24, корпус якої приєднаний до корпусу затвора 12 за допомогою фланцевого з'єднання, і два напрямні гвинти 25 з гайками 26. На напрямних гвинтах 25 встановлені і зафіксовані гайками 26 від осьового переміщення дві опорні силові траверси 27. Кожна з траверс 27 споряджена клиновим захватом з клинами 28 і фіксуючою кільцевою гайкою 29. Порожнистий шток 23 пропущений крізь центральний осьовий отвір траверс 27 і містить кульовий запірний орган 30 у верхній частині. Герметизація порожнистого штока 23 по зовнішній поверхні здійснюється гумовим ущільнювальним 4 кільцем 31, що встановлене всередині сальникової коробки 24, охоплює порожнистий шток 23 по зовнішній поверхні, і підтиснуте грундбуксою 32 за допомогою натискної різьбової кришки 33. Пристрій працює наступним чином. На верхній частині газопровідної труби 2 розміщують корпус хомута 1, Встановлюють і фіксують на корпусі хомута 1 різьбовий кінець 4 натяжного ланцюгового пристрою 3 кількома обертаннями гайки 5 з самоустановлюваною шайбою 6. Охоплюють ланцюгом пристрою 3 трубу 2 і, натягнувши ланцюг, зачіплюють його ближчу ланку за відповідний гак 7 корпусу хомута 1. Затягуючи гайку 5, закріплюють корпус хомута 1 на трубі 2. У центральний отвір корпусу хомута 1 встановлюють фігурну втулк у 8, яка відповідає зовнішньому діаметру труби 2, і підтискають її до зовнішньої поверхні труби 2 за допомогою різьбового стакана. Потім встановлюють всередину втулки 8 гумове ущільнювальне кільце 9 з формозахисною втулкою, на кільце 9 зверху встановлюють натискну втулку 10. Після цього всередину різьбового стакана корпусу хомута 1 угвинчують різьбовий патрубок 11 корпусу затвора 12 і стискають гумове ущільнювальне кільце 9, чим досягається герметизація місця стикування хомута 1 з трубою 2. До корпусу затвора 12 приєднують корпус вузла свердління 16 за допомогою фланцевого з'єднання. Герметизація між корпусами затвора 12 і вузла свердління 16 здійснюється ущільнювальними кільцями 17. Після опресування пристрою розрахунковим тиском подають шпиндель 18 з свердлом 19 по внутрішньому каналу пристрою до торкання свердлом 19 зовнішньої поверхні труби 2 шляхом обертання ходового гвинта 21 за годинниковою стрілкою. Герметизація шпинделя 18 по зовнішній поверхні здійснюється комплектом ущільнювальних манжет 20. Виконують свердління стінки труби 2 шляхом обертання штурвала обертання 22 за годинниковою стрілкою, при цьому поступово проводять подачу свердла 19 шляхом обертання ходового гвинта 21 за годинниковою стрілкою. Тиск у порожнині пристрою після її сполучення з порожниною газопроводу контролюють по манометру 15. Виштовхувальне зусилля, що діє на шпиндель 18 від тиску в газопроводі 2, передається на ходовий гвинт 21 і сприймається корпусом вузла свердління 16. Після закінчення операції свердління шпиндель 18 з свердлом 19 виводять у вихідне положення шляхом обертання ходового гвинта 21 проти годинникової стрілки. Закривають кульовий запірний орган 13 і скидають тиск в порожнині пристрою за допомогою запірнорозрядного пристрою 14. Демонтують вузол свердління 16 з пристрою. Після проведення операції свердління труби 2 пристрій переоснащують для проведення операції спуску порожнистого штока 23 крізь просвердлений отвір у вн утрішню порожнину труби 2. До корпусу затвора 12 приєднують корпус сальникової коробки 24 за допомогою фланцевого з'єднання, і напрямні гвинти 25. Герметизація між корпусами затвора 12 і сальникової коробки 24 здійснюється ущільнювальними кільцями 17. На напрямних гвинтах 25 встановлюють і фіксують гайками 26 від 5 85518 осьового переміщення опорні силові траверси 27. Крізь центральний осьовий отвір траверс 27 пропускають порожнистий шток 23 з кульовим запірним органом 30 у вер хній частині, заводять його у центральний отвір сальникової коробки 24 і опускають до кульового запірного органа 13 затвора 12. Затягують фіксуючу кільцеву гайку 29 верхньої опорної силової траверси 27, при цьому торець гайки 29 натискає на торцеву поверхню клинів 28 клинових захваті в, клини 28 переміщуються уверх і одночасно, взаємодіючи з відповідною похилою поверхнею внутрішнього розточування траверси 27, переміщуються до осі прохідного отвору і стискають порожнистий шток 23. Зубчаста насічка клинів 28 проникає в тіло тр уби порожнистого штока 23, фіксуючи останній від осьового переміщення. Затягують натискну різьбову кришку 33 сальникової коробки 24, яка натискає на грундбуксу 32, а остання стискає гумове ущільнювальне кільце 31, яке охоплює порожнистий шток 23 і герметизує його по зовнішній поверхні. Закривають кульовий запірний орган 30. Відкривають кульовий запірний орган 13, виштовхувальне зусилля, що починає діяти на порожнистий шток 23 від тиску в газопроводі 2, передається на верхню опорну силову траверсу 26, і далі - через гайки 26 і напрямні гвинти 25 - на корпус затвора 12. Обертаючи гайки 26 напрямних гвинтів 25 над і під верхньою опорною силовою траверсою 27, поступово переміщують останню і зв'язаний з нею порожнистий шток 23 униз по прохідному каналу пристрою. Після того, як траверси 27 максимального зблизяться, затягують фіксуючу кільцеву гайку 29 нижньої опорної силової траверси 27 і відпускають фіксуючу кільцеву гайку 29 верхньої опорної силової траверси 6 27, при цьому виштовхувальне зусилля, що діє на порожнистий шток 23, передається на корпус затвора 12 через нижню опорну силову траверсу 27. Обертаючи гайки 26 напрямних гвинтів 25 під і над верхньою опорною силовою траверсою 27, переміщують останню уверх. Затягують фіксуючу кільцеву гайку 29 верхньої опорної силової траверси 27 і відпускають фіксуючі кільцеву гайку 29 нижньої опорної силової траверси 27, при цьому виштовхувальне зусилля, що діє на порожнистий шток 23, передається на корпус затвора 12 через верхню опорну силову траверсу 27. Повторюють вищенаведену операцію спуску порожнистого штока 23 униз по прохідному каналу пристрою крізь просвердлений отвір у верхній частині тр уби 2 необхідну кількість раз до досягнення порожнистим штоком 23 дна труби 2. Потім до верхньої частини порожнистого штока 23 приєднують відвідну лінію. Відкривають кульовий запірний орган 30, і вода, що зібралася в нижній частині труби 2, вилучається назовні під дією тиску в газопроводі 2 крізь порожнистий шток 23. Після вилучення води закривають запірний орган 30 порожнистого штока 23, підіймають останній за допомогою операцій, зворотних вищенаведеним при опусканні штока 23, закривають кульовий запірний орган 13, і скидають тиск в порожнині пристрою вище кульового запірного органа 13 затвора 12 за допомогою запірно-розрядного пристрою 14. Демонтують частину пристрою над затвором 12, закривають корпус затвора 12 зверху глухим стра хуючим фланцем. Остаточний демонтаж пристрою і відновлення цілісності газопроводу 2 проводять в період чергової зупинки останнього. 7 Комп’ютерна в ерстка В. Клюкін 85518 8 Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for drilling pipes under pressure
Автори англійськоюBondariev Viktor Artemovych, Ditkovskyi Anatolii Viktorovych, Lenkevych Yurii Yevhenovych, Rymchuk Danylo Vasyliovych
Назва патенту російськоюУстройство для сверления труб под давлением
Автори російськоюБондарев Виктор Артемович, Дитковсйкий Анатолий Викторович, Ленкевич Юрий Евгеньевич, Рымчук Данила Васильевич
МПК / Мітки
МПК: B23B 41/00, F16L 55/00
Мітки: труб, пристрій, тиском, свердління
Код посилання
<a href="https://ua.patents.su/4-85518-pristrijj-dlya-sverdlinnya-trub-pid-tiskom.html" target="_blank" rel="follow" title="База патентів України">Пристрій для свердління труб під тиском</a>
Пристрій для свердління труб під тиском
Номер патенту: 29817
Опубліковано: 25.01.2008
Автори: Римчук Данило Васильович, Ленкевич Юрій Євгенович
МПК: E21B 19/00
Мітки: труб, пристрій, свердління, тиском
Формула / Реферат:
Пристрій для свердління труб під тиском, що містить герметичний рознімний корпус, у якому розміщені ніпель, вузол подачі свердла зі свердлом, вузол перекриття каналу свердління, хомут кріплення пристрою до труби і вузол герметизації стику між трубою і корпусом пристрою, який відрізняється тим, що вузол герметизації стику між трубою і корпусом пристрою оснащений натискною втулкою, що розміщена на торці корпуса пристрою з боку труби, і на торці...
Пристрій для герметизації внутрішньотрубного простору колони насосно-компресорних труб при їх спусканні (підійманні) у свердловину під тиском
Номер патенту: 821
Опубліковано: 15.05.2001
Автори: Дітковський Анатолій Вікторович, Ленкевич Юрій Євгенович, Бондарев Віктор Артемович, Вайсберг Григорій Львович
МПК: E21B 33/00
Мітки: колони, тиском, внутрішньотрубного, свердловину, герметизації, труб, насосно-компресорних, підійманні, пристрій, простору, спусканні
Формула / Реферат:
Пристрой для герметизації внутрішньотрубного простору колони насосно-компресорних труб при їх спусканні (підійманні) у свердловину під тиском, який містить корпус із циліндричною розточкою, елементи фіксації корпусу, відносно труби з їхнім приводом, що виконані у вигляді зубцюватих клиновидних сухарів і герметизуючі елементи корпусу відносно труби, який відрізняється тим, що пристрій оснащений додатковим герметизуючим елементом корпусу...
Пристрій для герметизації внутрішнього простору колони насосно-компресорних труб, які спускають (підіймають) в свердловину під тиском
Номер патенту: 49946
Опубліковано: 15.10.2002
Автори: Бондарев Віктор Артемович, Ленкевич Юрій Євгенович, Римчук Данило Васильович, Вайсберг Григорій Львович, Дітковський Анатолій Вікторович
МПК: E21B 33/00, E21B 33/12
Мітки: герметизації, простору, спускають, тиском, насосно-компресорних, пристрій, колони, підіймають, внутрішнього, труб, свердловину
Формула / Реферат:
Пристрій для герметизації внутрішнього простору колони насосно-компресорних труб (НКТ), які спускають (підіймають) в свердловину під тиском, що містить корпус, елементи фіксації корпусу внизу колони насосно-компресорних труб і герметизуючий елемент, який відрізняється тим, що пристрій обладнано складеною муфтою-уловлювачем, яка з'єднана нарізкою з нижньою трубою колони НКТ, у внутрішньому каналі муфти-уловлювача виконана циліндрична розточка...
Пристрій для ущільнення устя свердловини під час опускання-піднімання труб під тиском
Номер патенту: 45409
Опубліковано: 15.04.2002
Автори: Дітковський Анатолій Вікторович, Субаєв Абдула Закірович, Радковський Володимир Романович, Ленкевич Юрій Євгенович, Римчук Данило Васильович
МПК: E21B 33/03
Мітки: устя, труб, тиском, свердловини, опускання-піднімання, ущільнення, пристрій
Формула / Реферат:
Пристрій для ущільнення устя свердловини під час опускання-піднімання труб під тиском, який містить корпус з виступом на внутрішній боковій поверхні, розміщене на виступі корпусу опорне кільце, розміщений у корпусі ущільнювальний елемент з шайбою та фіксуючою гайкою, який відрізняється тим, що пристрій обладнано додатковим корпусом, сполученим з основним корпусом нарізним з'єднанням, додатковим ущільнювальним елементом, розміщеним у...
Пристрій для герметизації внутрішньотрубного простору колони насосно-компресорних труб при підніманні її із свердловини під тиском
Номер патенту: 29654
Опубліковано: 15.11.2000
Автори: Римчук Данило Васильович, Бондарев Віктор Артемович, Радковський Володимир Романович, Субаєв Абдула Закірович, Ленкевич Юрій Євгенович
МПК: E21B 33/00
Мітки: свердловини, насосно-компресорних, пристрій, герметизації, внутрішньотрубного, колони, підніманні, простору, труб, тиском
Текст:
...в основном корпусе 2 на осях 14 две чеки 15 и 16, снабженные роликами 17 для контакта с внутренней поверхностью колонны труб при перемещении в них устройства. Устройство снабжено дополнительными элементами 18 фиксации основного корпуса 2 относительно колонны труб 1 от его осевого перемещения под действием давления в скважине. Шток 19 привода дополнительных элементов фиксации основного корпуса выполнен полым и снабжен поршнем 20,...
Попередній патент: Котельна установка
Наступний патент: Спосіб нанесення осесиметричних вихідних втомних тріщин на циліндричних зразках
Випадковий патент: Процес виробництва напою ревеневого вітамінізованого