Спосіб виготовлення протеза при ампутації стопи по шопару та лісфранку
Номер патенту: 85969
Опубліковано: 10.03.2009
Автори: Бєлєвцова Людмила Олегівна, Ватолінський Леонід Єлівфєрієвич, Гришко Євгенія Кузьмівна, Луковенко Олександр Олександрович, Хмелевська Ірина Орестівна
Формула / Реферат
Спосіб виготовлення протеза стопи, що включає виготовлення по куксі інваліда негативу та формування по ньому позитиву, надівання на позитив армуючих трикотажних чохлів шарів зшитих трикотажних трубок, нанесення на них полімерної композиції, вакуумування її та полімеризацію одержаної гільзи, обрізання гільзи до потрібної форми та розміру, закріплення на ній елементів фіксації до кінцівки та розміщення косметичної оболонки, який відрізняється тим, що із склотканини та вуглетканини викроюють 21-25 прямокутників різної довжини, з яких пошарово набирають пакет, розміщуючи шари в середній частині пакета у міру зменшення їх довжини, просочують кожен шар пакета композицією на основі епоксидної смоли наступного складу (мас.ч.):
смола епоксидна ЕД-20
100
пластифікатор ДОФ
10
прискорювач твердіння УП 606/2
2,
по розміру та конфігурації стопи із набраного пакета вирізають заготовку опорного елемента, формують її в металевій прес-формі з вигином при температурі 140 °С та тиску (0,8-1,0) МПа протягом 180 хв., після полімеризації пружний елемент обробляють по контуру та приєднують до приймальної гільзи, заповнюють поліуретановою композицію проміжки між гільзою і пружним елементом, розміщують гільзу з приєднаним пружним елементом в косметичній оболонці і заповнюють всі проміжки між ними спіненою поліуретановою композицією.
Текст
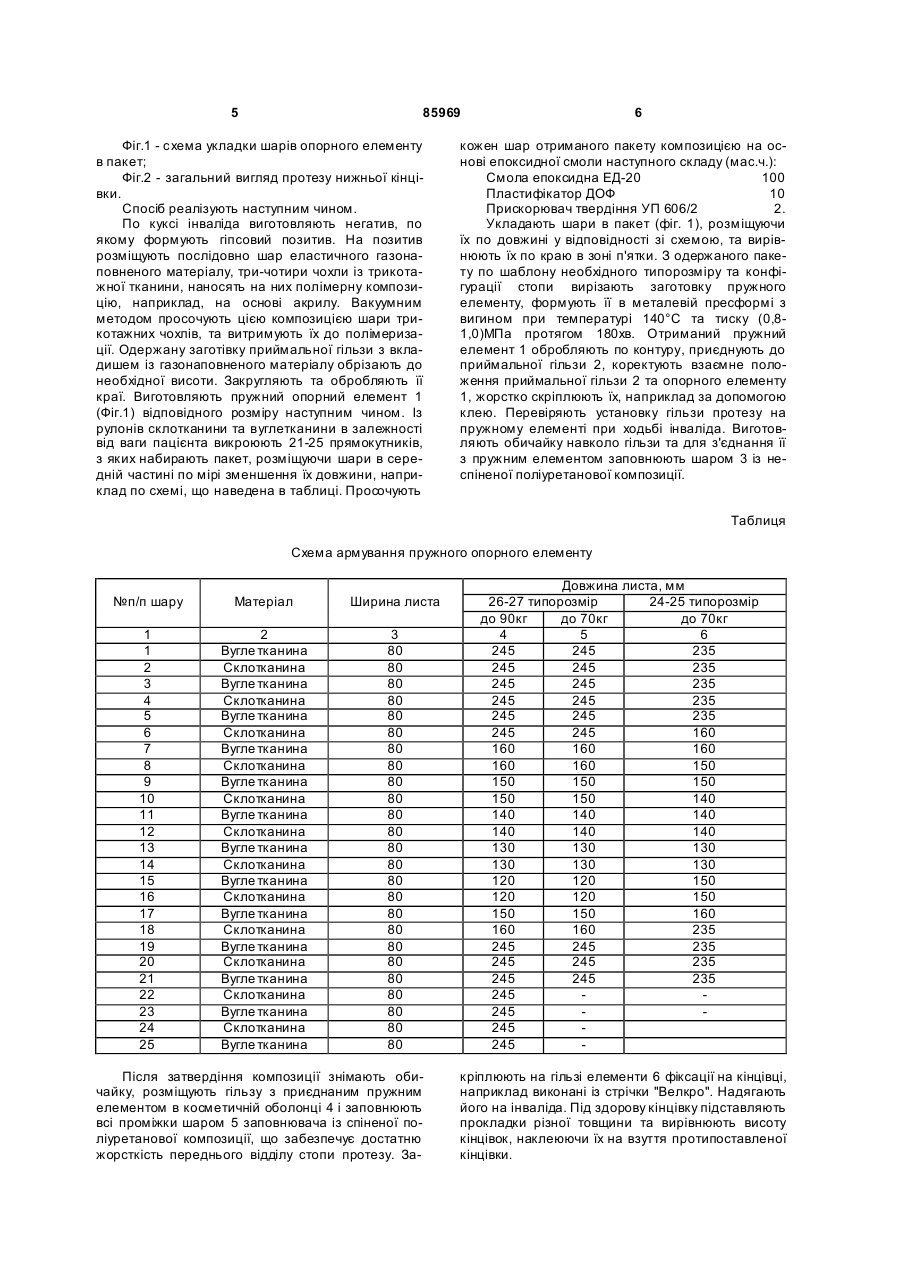
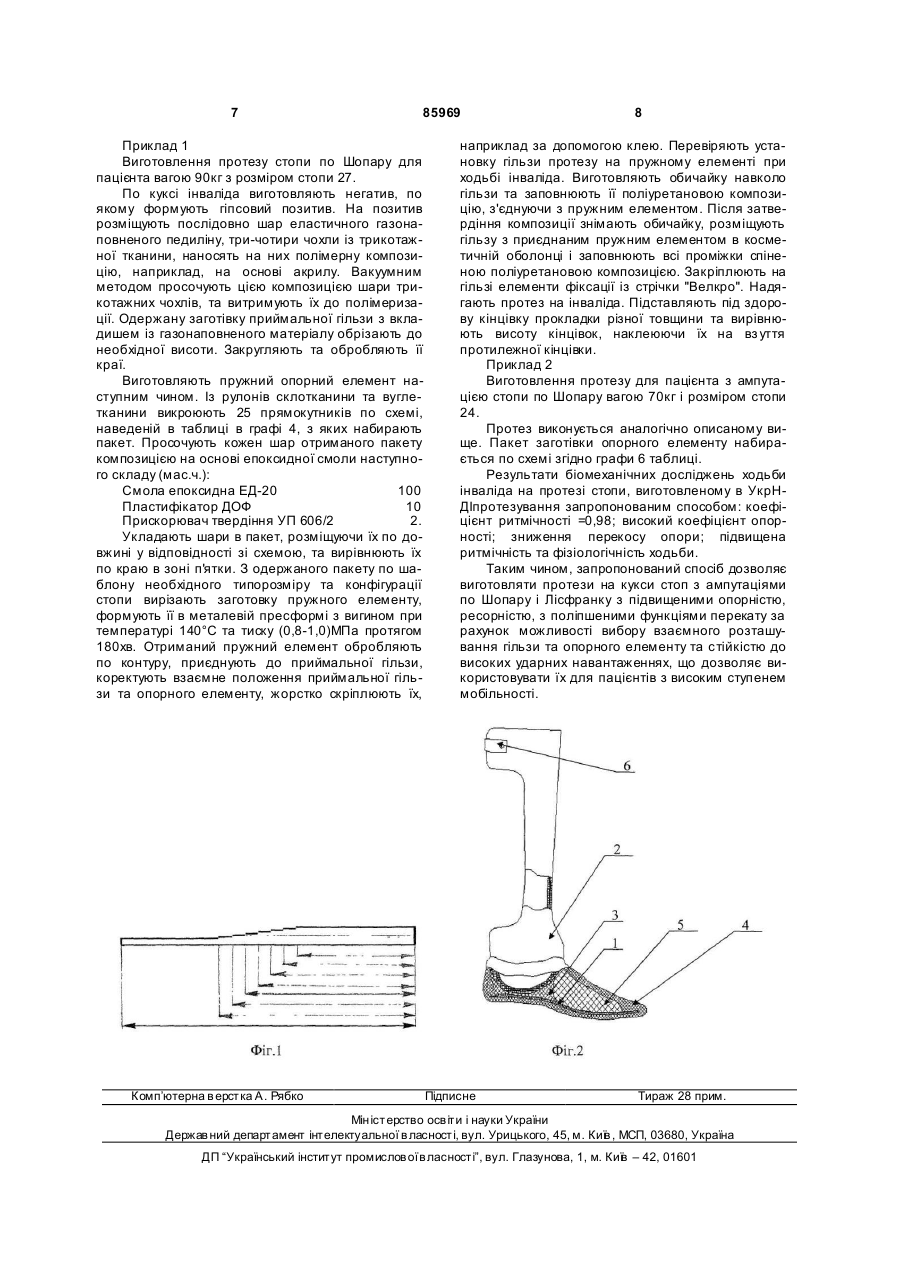
Спосіб виготовлення протеза стопи, що включає виготовлення по куксі інваліда негативу та формування по ньому позитиву, надівання на позитив армуючих трикотажних чохлів шарів зшитих трикотажних трубок, нанесення на них полімерної композиції, вакуумування її та полімеризацію одержаної гільзи, обрізання гільзи до потрібної форми та розміру, закріплення на ній елементів фіксації до кінцівки та розміщення косметичної оболонки, C2 2 (19) 1 3 85969 и ортезирование", Россия, Санкт-Петербург, 4-8 декабря 2000г., с.93-94]. Відповідно до цього способу по позитиву кукси інваліда виготовляють приймальну гільзу з метилметакрилатних смол. На передній відділ кукси стопи виготовляють зм'якшуючу подвійну або багатошарову прокладку із спіненого поліетилену, яку приклеюють до переднього відділу гільзи. З пористої гуми вирізають клин, підганяють його форму та закріплюють на передньому відділі гільзи з врахуванням прокладки. За допомогою клина протез утримується на культі. Підбирають виготовлену з поліуретану стандартну штучн у стопу потрібного типорозміру, з якої вирізають передній нижній відділ стопи. На підошовну частину стопи встановлюють одержану приймальну гільзу так, щоб конфігурація їх контактної області збігалися, і приклеюють. Вільний простір, що утворився між носком і переднім відділом стопи заповнюють наповнювачем та підганяють по формі. З листового поліетилену на передню частину гомілки виготовляють жорстку полугільзу, на якій закріплюють елементи фіксації. Полугільзу поміщають в приймальну гільзу. Недоліки його полягають у тому, що процес виготовлення ускладнений через значну кількість складових. Протез, одержаний таким способом, має невисоку функціональність через високу жорсткість полугільзи в передній частині гомілки, що не забезпечує достатньої рухливості під час ходьби та негативно діє на гомілковостопний суглоб. Відомий також спосіб виготовлення протезу стопи [пат. UA №79343, 2005р.], що включає виготовлення по куксі інваліда негативу та формування по ньому позитиву, виготовлення по позитиву гільзи протеза шляхом надягання на нього армуючих трикотажних чо хлів (в оригіналі - із зшитих 3-4 шарів трикотажних рукавів), нанесення на них полімерної композиції, вакуумування її та полімеризацію одержаної гільзи (видержку до затвердіння), приєднання гільзи до стандартної стопи, обрізання гільзи до потрібного розміру, встановлення елементів кріплення та розміщення на протезі стопи косметичної оболонки, закріплення гільзи на стопі та заповнення всіх пустих проміжків між гільзою та стопою полімерною композицією, закріплення валика перекату на підошовній поверхні штучної стопи в необхідному місці. Недоліком його являється ускладнена технологія виготовлення таким способом протезів для стоп з ампутаціями по Шопару або Лісфранку тому, що через обмеженість простору, зумовленого висотою кінцівки з куксою стопи, для встановлення гільзи протезу, стандартну монолітну штучн у стопу необхідно заглиблювати і розширювати або обрізати. Крім того, для забезпечення перекату на підошовній поверхні стопи необхідно встановлювати валик. Все це знижує надійність конструкції та значно ускладнює процес її виготовлення. Стандартні монолітні штучні стопи із заглибленнями мають недостатню міцність підошовної опорної поверхні і через це при високій мобільності пацієнтів, що супроводжується підвищеними навантаженнями, швидко виходять із строю. 4 Технічною задачею винаходу являється розширення області використання способу, підвищення міцності та функціональності штучни х стоп для протезів при ампутації, наприклад, по Шопару і Лісфранку, призначених для пацієнтів з високим ступенем мобільності. Ця задача вирішена тим, що в способі виготовлення протезу стопи, який включає виготовлення по куксі інваліда негативу та формування по ньому позитиву, надягання на позитив армуючих трикотажних чохлів шарів зшити х трикотажних трубок, нанесення на них полімерної композиції, вакуумування її та полімеризацію одержаної гільзи, обрізання гільзи до потрібної форми та розміру, закріплення на ній елементів фіксації до кінцівки та розміщення косметичної оболонки, відмінністю являється те, що із склотканини та вуглетканини викроюють 21-25 прямокутників різної довжини, з яких пошарово набирають пакет, розміщуючи шари в середній частині пакету по мірі зменшення їх довжини, просочують кожен шар пакету композицією на основі епоксидної смоли наступного складу (мас.ч.): Смола епоксидна ЕД-20 100 Пластифікатор ДОФ 10 Прискорювач твердіння УП 606/2 2. По розміру та конфігураціям стопи із набраного пакету вирізають заготовку опорного елементу, формують її в металевій пресформі з вигином, при температурі 140°С та тиску (0,8-1,0)МПа протягом 180хв. Після полімеризації опорний елемент обробляють по контуру та приєднують до приймальної гільзи, Заповнюють поліуретановою композицію проміжки між гільзою і опорним елементом. Розмішують гільзу з приєднаним опорним елементом в косметичній оболонці і заповнюють всі проміжки між ними спіненою поліуретановою композицією. Формування опорного елемента у вигляді пакету із почергово розміщених шарів прямокутників різної довжини із скло- та вуглетканини, просочених полімерною композицією на основі епоксидної смоли, укладка шарів в середній частині пакету по мірі зменшення довжини, вирізання заготівки по розмірам та конфігурації опорної області стопи, пресування та полімеризація їх дозволяє одержати пружний опорний елемент у вигляді профільованої пластини з вигином в сагітальній області і з перемінною жорсткістю по довжині пластини, який в поєднанні з приймальною гільзою дозволяє одержати функціональний протез для стоп з ампутаціями по Шопару, які через обмеженість простору являються найбільш складними для протезування. Застосування почергових скло- та вугле тканин в якості армуючих шарів в полімерній композиції дозволяє одержати високу міцність та стійкість протеза стопи та використовувати цей спосіб для протезування інвалідів з високим ступенем мобільності. За рахунок різної довжини армуючих шарів забезпечується різна дозована жорсткість опорного елементу по його довжині, що дає можливість сформувати зону перекату та забезпечити ресорну та амортизаційну функцію. Спосіб пояснюється кресленнями, на яких приведені: 5 85969 Фіг.1 - схема укладки шарів опорного елементу в пакет; Фіг.2 - загальний вигляд протезу нижньої кінцівки. Спосіб реалізують наступним чином. По куксі інваліда виготовляють негатив, по якому формують гіпсовий позитив. На позитив розміщують послідовно шар еластичного газонаповненого матеріалу, три-чотири чохли із трикотажної тканини, наносять на них полімерну композицію, наприклад, на основі акрилу. Вакуумним методом просочують цією композицією шари трикотажних чохлів, та витримують їх до полімеризації. Одержану заготівку приймальної гільзи з вкладишем із газонаповненого матеріалу обрізають до необхідної висоти. Закругляють та обробляють її краї. Виготовляють пружний опорний елемент 1 (Фіг.1) відповідного розміру наступним чином. Із рулонів склотканини та вуглетканини в залежності від ваги пацієнта викроюють 21-25 прямокутників, з яких набирають пакет, розміщуючи шари в середній частині по мірі зменшення їх довжини, наприклад по схемі, що наведена в таблиці. Просочують 6 кожен шар отриманого пакету композицією на основі епоксидної смоли наступного складу (мас.ч.): Смола епоксидна ЕД-20 100 Пластифікатор ДОФ 10 Прискорювач твердіння УП 606/2 2. Укладають шари в пакет (фіг. 1), розміщуючи їх по довжині у відповідності зі схемою, та вирівнюють їх по краю в зоні п'ятки. З одержаного пакету по шаблону необхідного типорозміру та конфігурації стопи вирізають заготовку пружного елементу, формують її в металевій пресформі з вигином при температурі 140°С та тиску (0,81,0)МПа протягом 180хв. Отриманий пружний елемент 1 обробляють по контуру, приєднують до приймальної гільзи 2, коректують взаємне положення приймальної гільзи 2 та опорного елементу 1, жорстко скріплюють їх, наприклад за допомогою клею. Перевіряють установку гільзи протезу на пружному елементі при ходьбі інваліда. Виготовляють обичайку навколо гільзи та для з'єднання її з пружним елементом заповнюють шаром 3 із неспіненої поліуретанової композиції. Таблиця Схема армування пружного опорного елементу №п/п шару Матеріал Ширина листа 1 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 2 Вугле тканина Склотканина Вугле тканина Склотканина Вугле тканина Склотканина Вугле тканина Склотканина Вугле тканина Склотканина Вугле тканина Склотканина Вугле тканина Склотканина Вугле тканина Склотканина Вугле тканина Склотканина Вугле тканина Склотканина Вугле тканина Склотканина Вугле тканина Склотканина Вугле тканина 3 80 80 80 80 80 80 80 80 80 80 80 80 80 80 80 80 80 80 80 80 80 80 80 80 80 Після затвердіння композиції знімають обичайку, розміщують гільзу з приєднаним пружним елементом в косметичній оболонці 4 і заповнюють всі проміжки шаром 5 заповнювача із спіненої поліуретанової композиції, що забезпечує достатню жорсткість переднього відділу стопи протезу. За Довжина листа, мм 26-27 типорозмір 24-25 типорозмір до 90кг до 70кг до 70кг 4 5 6 245 245 235 245 245 235 245 245 235 245 245 235 245 245 235 245 245 160 160 160 160 160 160 150 150 150 150 150 150 140 140 140 140 140 140 140 130 130 130 130 130 130 120 120 150 120 120 150 150 150 160 160 160 235 245 245 235 245 245 235 245 245 235 245 245 245 245 кріплюють на гільзі елементи 6 фіксації на кінцівці, наприклад виконані із стрічки "Велкро". Надягають його на інваліда. Під здорову кінцівку підставляють прокладки різної товщини та вирівнюють висоту кінцівок, наклеюючи їх на взуття протипоставленої кінцівки. 7 85969 Приклад 1 Виготовлення протезу стопи по Шопару для пацієнта вагою 90кг з розміром стопи 27. По куксі інваліда виготовляють негатив, по якому формують гіпсовий позитив. На позитив розміщують послідовно шар еластичного газонаповненого педиліну, три-чотири чохли із трикотажної тканини, наносять на них полімерну композицію, наприклад, на основі акрилу. Вакуумним методом просочують цією композицією шари трикотажних чохлів, та витримують їх до полімеризації. Одержану заготівку приймальної гільзи з вкладишем із газонаповненого матеріалу обрізають до необхідної висоти. Закругляють та обробляють її краї. Виготовляють пружний опорний елемент наступним чином. Із рулонів склотканини та вуглетканини викроюють 25 прямокутників по схемі, наведеній в таблиці в графі 4, з яких набирають пакет. Просочують кожен шар отриманого пакету композицією на основі епоксидної смоли наступного складу (мас.ч.): Смола епоксидна ЕД-20 100 Пластифікатор ДОФ 10 Прискорювач твердіння УП 606/2 2. Укладають шари в пакет, розміщуючи їх по довжині у відповідності зі схемою, та вирівнюють їх по краю в зоні п'ятки. З одержаного пакету по шаблону необхідного типорозміру та конфігурації стопи вирізають заготовку пружного елементу, формують її в металевій пресформі з вигином при температурі 140°С та тиску (0,8-1,0)МПа протягом 180хв. Отриманий пружний елемент обробляють по контуру, приєднують до приймальної гільзи, коректують взаємне положення приймальної гільзи та опорного елементу, жорстко скріплюють їх, Комп’ютерна в ерстка А. Рябко 8 наприклад за допомогою клею. Перевіряють установку гільзи протезу на пружному елементі при ходьбі інваліда. Виготовляють обичайку навколо гільзи та заповнюють її поліуретановою композицію, з'єднуючи з пружним елементом. Після затвердіння композиції знімають обичайку, розміщують гільзу з приєднаним пружним елементом в косметичній оболонці і заповнюють всі проміжки спіненою поліуретановою композицією. Закріплюють на гільзі елементи фіксації із стрічки "Велкро". Надягають протез на інваліда. Підставляють під здорову кінцівку прокладки різної товщини та вирівнюють висоту кінцівок, наклеюючи їх на вз уття протилежної кінцівки. Приклад 2 Виготовлення протезу для пацієнта з ампутацією стопи по Шопару вагою 70кг і розміром стопи 24. Протез виконується аналогічно описаному вище. Пакет заготівки опорного елементу набирається по схемі згідно графи 6 таблиці. Результати біомеханічних досліджень ходьби інваліда на протезі стопи, виготовленому в УкрНДІпротезування запропонованим способом: коефіцієнт ритмічності =0,98; високий коефіцієнт опорності; зниження перекосу опори; підвищена ритмічність та фізіологічність ходьби. Таким чином, запропонований спосіб дозволяє виготовляти протези на кукси стоп з ампутаціями по Шопару і Лісфранку з підвищеними опорністю, ресорністю, з поліпшеними функціями перекату за рахунок можливості вибору взаємного розташування гільзи та опорного елементу та стійкістю до високих ударних навантаженнях, що дозволяє використовувати їх для пацієнтів з високим ступенем мобільності. Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacturing prosthesis upon foot amputation according to shopar and lisfranc
Автори англійськоюVatolinskyi Leonid Yelivfierievych, Khmelevska Iryna Orestivna, Lukovenko Oleksandr Oleksandrovych, Bielievtsova Liudmyla Olehivna, Hryshko Yevhenia Kuzmivna
Назва патенту російськоюСпособ изготовления протеза при ампутации стопы по шопару и лисфранку
Автори російськоюВатолинский Леонид Еливферьевич, Хмелевская Ирина Орестовна, Луковенко Александр Александрович, Белевцова Людмила Олеговна, Гришко Евгения Кузьминична
МПК / Мітки
МПК: A61F 2/66, C08L 63/00, A61F 2/60
Мітки: лісфранку, стопи, шопару, протеза, ампутації, спосіб, виготовлення
Код посилання
<a href="https://ua.patents.su/4-85969-sposib-vigotovlennya-proteza-pri-amputaci-stopi-po-shoparu-ta-lisfranku.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення протеза при ампутації стопи по шопару та лісфранку</a>
Спосіб виготовлення протеза стопи
Номер патенту: 74282
Опубліковано: 15.11.2005
Автори: Чернов Євген Іванович, Гришко Євгенія Кузьмівна, Хмелевська Ірина Орестівна, Кабаненко Ірина Вадимівна, Бєлєвцова Людмила Олегівна, Зайцев Михайло Володимирович, Салєєва Антоніна Денисівна, Луковенко Олександр Олександрович
МПК: A61F 2/60
Мітки: протеза, виготовлення, спосіб, стопи
Формула / Реферат:
Спосіб виготовлення протеза стопи, що включає виготовлення по куксі інваліда негативу, формування по ньому позитиву кукси, виготовлення по ньому гільзи протеза шляхом надягання на позитив шарів із трикотажних чохлів та просочування їх полімером, виготовлення зовнішньої оболонки протеза, наповнення носочної частини зовнішньої оболонки протеза полімерною композицією, розміщення гільзи кукси в зовнішній оболонці протеза та установку в зовнішній...
Спосіб виготовлення протеза стопи
Номер патенту: 79343
Опубліковано: 11.06.2007
Автори: Луковенко Олександр Олександрович, Чернов Євген Іванович, Гришко Євгенія Кузьмівна, Певицька Галіна Іванівна, Хмелевська Ірина Орестівна, Кабаненко Ірина Вадимівна, Бєлєвцова Людмила Олегівна
Мітки: виготовлення, стопи, спосіб, протеза
Формула / Реферат:
Спосіб виготовлення протеза стопи, що включає виготовлення по куксі інваліда негатива та формування по ньому позитива, виготовлення по позитиву гільзи протеза шляхом надягання на нього 3-4 шарів зшитих трикотажних рукавів, нанесення на них полімерної композиції, вакуумування її та витримування одержаної гільзи до затвердіння, приєднання гільзи до стандартної стопи, обрізання гільзи до потрібного розміру, встановлення елементів кріплення та...
Зм’якшуючий вкладиш в гільзу протеза стопи
Номер патенту: 60113
Опубліковано: 15.09.2003
Автори: Луковенко Олександр Олександрович, Салєєва Антоніна Денисівна, Чернов Євген Іванович
МПК: A61F 2/42, A61F 2/66, A61F 2/60, A61F 2/80
Мітки: гільзу, протеза, зм'якшуючий, вкладиш, стопи
Формула / Реферат:
Зм'якшуючий вкладиш в гільзу протеза стопи, що виконаний у вигляді чашоподібного еластичного опорного шару, внутрішня поверхня якого повторює форму опорної поверхні дистального кінця кукси, який відрізняється тим, що в нього введено зовнішню жорстку оболонку, дистальна частина якої виконана у вигляді площинки, встановленої у гільзу, перпендикулярно до осі великогомілкової кістки, дистальна частина жорсткої оболонки, яка має однакову товщину,...
Спосіб ампутації стопи
Номер патенту: 39393
Опубліковано: 15.06.2001
Автори: Ляпіс Михайло Олександрович, Герасимчук Петро Олександрович
МПК: A61B 17/56
Мітки: спосіб, стопи, ампутації
Формула / Реферат:
Спосіб ампутації стопи, який включає ампутацію дистального відділу стопи на рівні плюснових кісток, який відрізняється тим, що розріз ведуть у поперечному напрямку по тильній поверхні стопи з наступним перетинанням плюснових кісток при допомозі пилки Джіглі, формуванням підошовного м'якотканинного клаптя і функціонально вигідної кукси стопи.
Спосіб оперативного доступу до підошовного апоневрозу при трансметатарзальній ампутації стопи
Номер патенту: 13920
Опубліковано: 17.04.2006
Автори: Балацький Євген Романович, Журавльова Юлія Іванівна, Іващенко Володимир Васильович, Ковальчук Василь Степанович, Іващенко Андрій Володимирович, Колкін Ян Григорович
МПК: A61B 17/00
Мітки: апоневрозу, трансметатарзальній, оперативного, стопи, доступу, ампутації, спосіб, підошовного
Формула / Реферат:
Спосіб оперативного доступу до підошовного апоневрозу при трансметатарзальній ампутації стопи, що включає поперечний розріз стопи на рівні ампутації і подовжній серединний розріз по підошовній поверхні стопи, який відрізняється тим, що додатково виконують бічні поздовжні розрізи по латеральній і медіальній поверхнях стопи, а серединний здійснюють тільки в проекції п'яткового бугра в місці кріплення підошовного апоневрозу до п'яткової...
Попередній патент: Пристрій телемеханіки
Наступний патент: П’єзоелектричний двигун
Випадковий патент: Спосіб моделювання гострого болю у щурів