Спосіб виготовлення гілок термоелементів
Формула / Реферат
Способ изготовления ветвей термоэлементов, включающий разрезку цельного полупроводникового стержня продольными рсзами в двух взаимно перпендикулярных направлениях на ряд параллельных заготовок ветвей требуемого сечения и конфигурации, расчленение их параллельными поперечными резами на ветви термоэлементов требуемой высоты, электрохимполировку и очистку их поверхностей от окисной пленки, лужение торцов ветвей припоем, отличающийся тем, что, с целью повышения производительности труда, качества их изготовления и эксплуатационной надежности, до разрезки стержня выполняют поперечные надрезы во взаимно противоположных направлениях в чередующейся последовательности на расстоянии, равном высоте ветви, а после электрохимполировки поверхностей надрезов и очистки их от окисной пленки проводят химическое никелирование и лужение этих поверхностей высокотемпературным припоем, после резки на ряд параллельных заготовок ветвей поперечными резами осуществляют их отделение от цельного стержня, электрохимполируют и очищают от окисной пленки их боковые поверхности, после чего разделяют на отдельные ветви с залуженными торцами путем разогрева до температуры плавления припоя.
Текст
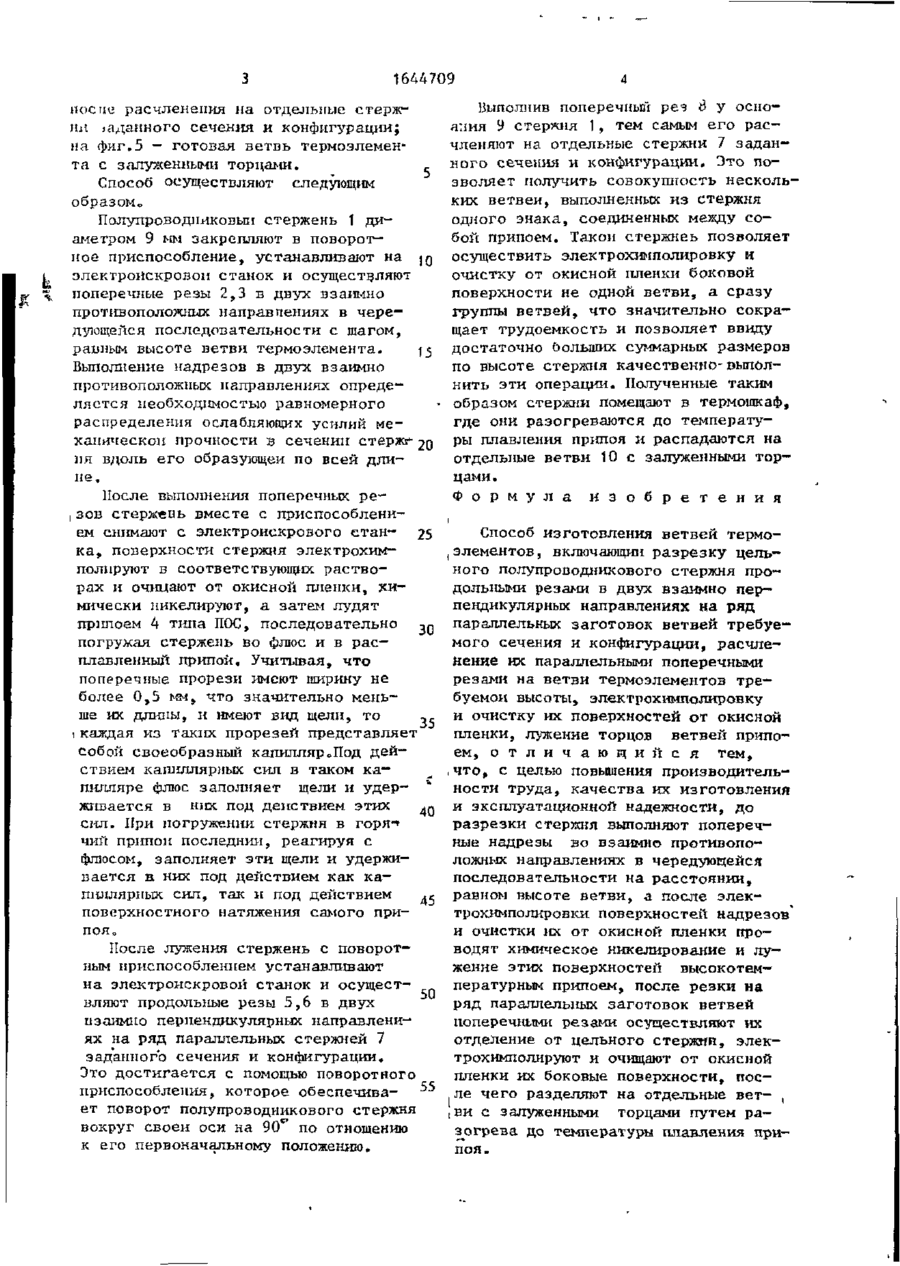
ДЛЯ СЛУА' ЬНОП) m ЛЬЗОВАНИЯ *К1 '«' 1 Г: fS ' союз tsm J w ^ .-* г 4) СПОСОБ ИЗГОТОВЛЕШМ ВЕТВЕЙ ТЕРМОЭЛЕМЕНТОВ (г?7) Изобретение о т н о с и т с я к термоэ л е к л ^ и ч е с к о м у охлаждению, а более конкретно к производству термоэлектрических б а т а р е й . Цельк> изобретения я в л я е т с я повышение производительности труда» к а ч е с т в а изготовления и Изобретение относится к термоэлек трическому охлаждению, а более к о н кретно к производству термоэлектрических Сатуреи и модулеві, и может пить попользовано в радиоэлектронике „ холодильной т е х н и к е , приборостроении при создании термоэлектрических устройств охлаждения и термостатироизобретения я в л я е т с я повышение ^ о и з в о д и т е л ь н о с т и труда к к а ч е с т в а изготовления та счет сокра ценил ру^{»ого труда и использования г р о ш о в и х методов обработки при и з готовлении в е т в е й термоэлементов, зксгагуатаі^ноннои надежности. Это д о с т и г а е т с я т е м , что в с п о с о б е и з г о т о в ления в е т в е й термоэлементов до резки стерхня выполняют надрезы во взаимно противоположных направлениях в ч е р е дующейся п о с л е д о в а т е л ь н о с т и на р а с с т о я н и и , равном высоте в е т в и , а после электрохимполировки п о в е р х н о с т е й надрезов и очистки их от оксидной "пленки проводят химическое никелирование и лужение этих п о в е р х н о с т е й высокотемпературным припоем, после р е з к и на ряд параллельных заготовок в е т в е й поперечными резами их о т деляют от цельного стержня, э л е к т р о химполируют и очищают от окисной пленки их боковые п о в е р х н о с т и , после ч е г о разделякТт на отдельные в е т в и с залуженными торцами путем р а з о г р е ва до температуры плавления припоя» 1 с . п . ф-лы, 5 и л . а также эксплуатационной надежности путем использования более совершенных металлических покрыттш, обладаютщ£х лучшей адгезией с долупроводниксшымн материалами. Ня фиг.I изображен полупроводниковый стержень с поперечными надрезами, выполненными в двух взаимно противоположных направленнях в чередующейся последовательности; на ] (риг.2 - то же, после заполнения J припоем поперечнпх надрезов; на Ф И Г . З то же, после выполнения продольных резов в ддзух взаимно перпендикулярных направлениях; на уиг.4 - то же, 1644709 посне расчленения на отдельные стержни заданного сечения и конфигурации; на фиг.5 — готовая ветвь термоэлемента с залуженными торцами. с Способ осуществляют следующим образом» Полупроводниковый стержень 1 диаметром 9 мм закрепляют в поворотное приспособление, устанавливают на щ электроискровой станок и осуществляют поперечные резы 2,3 в двух взаимно противоположных налравпениях в чередующейся последовательности с шагом, равным высоте ветви термоэлемента. ^ Выполнение надрезов в двух взаимно противоположных направлениях определяется необходимостью равномерного распределения ослабляющих усилий механической прочности в сечении стержг 20 ия вдоль его образующей по всей длине. Выполнив поперечный рез д у оснолтіия У стержня 1, тем самым его расчленяют на отдельные стержни 7 заданного сечения и конфигурации. Это позволяет получить совокупность нескольких ветвей, выполненных из стержня одного знака, соединенных между собой припоем. Такой стержнеь позволяет осуществить электрохимполировку и очистку от окисной пленки боковой поверхности не одной ветви, а сразу группы ветвей, что значительно сокращает трудоемкость и позволяет ввиду достаточно больших суммарных размеров по высоте стержня качественно-выполнить эти операции. Полученные таким образом стержни помещают в термошкаф, где они разогреваются до температуры плавления припоя и распадаются на отдельные ветви 10 с залуженными торцами. Ф о р м у л а и з о б р е т е н и я После выполнения поперечных реізов стержень вместе с приспособлениі ем снимают с электроискрового стан- 25 Способ изготовления ветвей термока, поверхности стержня электрохим— элементов, включающий разрезку цельполируют в соответствующих раствоного полупроводникового стержня прорах и очицают от окисной пленки, хидольными резами в двух взаимно пермически никелируют, а затем лудят пендикулярных направлениях на ряд припоем 4 типа ПОС, последовательно ^п параллельных заготовок ветвей требуепогружая стержень во флюс и в расмого сечения и конфигурации, расчлеплавленный припой. Учитывая, что нение их параллельными поперечными поперечные прорези имеют ширину не резами на ветви термоэлементов треболее 0,5 мм, что значительно меньбуемой высоты, электрохимполировку ше их длины, и имеют вид щели, то ,(. и очистку их поверхностей от окисной і каждая из таких прорезей представляет пленки, лужение торцов ветвей припособой своеобразный кагашляр 0 Под дейем, о т л и ч а ю щ и й с я тем, ствием капиллярных сил в таком ка, что, с целью повышения производительпилляре флюс заполняет щели и удер- h ности труда, качества их изготовления живается в них под действием этих и эксплуатационной надежности, до 4 Q сил. При погружении стержня в горя-* разрезки стержня выполняют попереччий припои последний, реагируя с ные надрезы во взаимно противопофлюсом, заполняет эти щели и удержиложных направлениях в чередующейся вается в. них под действием как капоследовательности на расстоянии, пиллярных сил, так и под действием .г равном высоте ветви, а после элекповерхностного натяжения самого притрохимполировки поверхностей надрезов* поя „ и очистки их от окисной пленки проводят химическое никелирование и луПосле лужения стержень с поворотжение этих поверхностей высокотемным приспособлением устанавливают пературным припоем, после резки на на электроискровой станок и осущест50 ряд параллельных заготовок ветвей вляют продольные резы 5,6 в двух поперечными резами осуществляют их іізаимио перпендикулярных направлениотделение от цельного стержяп, элекях на ряд параллельных стержней 7 трохимполируют и очищают от окисной заданного сечения и конфигурации. пленки их боковые поверхности, посЭто достигается с помощью поворотного ле чего разделяют на отдельные вет- , приспособления, которое обеспечива[Ви с залуженными торцами путем рает поворот полупроводникового стержня зогрева до температуры плавления привокруг своей оси на 9
ДивитисяДодаткова інформація
Назва патенту англійськоюManufacturing method for thermoelement sides
Автори англійськоюAndruschenko Serhii Volodymyrovych
Назва патенту російськоюСпособ изготовления ветвей термоэлементов
Автори російськоюАндрущенко Сергей Владимирович
МПК / Мітки
МПК: H01L 35/34
Мітки: термоелементів, гілок, виготовлення, спосіб
Код посилання
<a href="https://ua.patents.su/4-8635-sposib-vigotovlennya-gilok-termoelementiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення гілок термоелементів</a>
Спосіб виготовлення корозамкненого ротора електричної машини
Номер патенту: 6698
Опубліковано: 29.12.1994
Автори: Ільяшенко Микола Тимофійович, Штефан Анатолій Михайлович, Бондарєв Віктор Миколайович
МПК: H02K 15/02
Мітки: машини, корозамкненого, ротора, електричної, виготовлення, спосіб
Формула / Реферат:
(57) 1. Способ изготовления короткозамкнутого ротора электрической машины, согласно которому собирают пакет ротора из пластин электротехнической стали, образуют в пазах пакета изоляционный слой в виде окисной пленки и стержни короткозамкнутой обмотки путем заливки расплава электропроводного металла, отличающийся тем, что окисную пленку образуют на поверхности стержней короткозамкнутой обмотки в процессе заливки и кристаллизации расплава...
Автоматична лінія для виготовлення стержнів
Номер патенту: 1681
Опубліковано: 25.10.1994
Автори: Наугольний Анатолій Трохимович, Кривохіжин Микола Федорович, Реуцький Станіслав Петрович, Юткало Раїса Афанасіївна, Кошелев Віктор Іванович, Гончаров Олександр Терентійович, Ільїн Вячеслав Олексійович, Воронін Юрій Федорович
МПК: B22D 47/00
Мітки: автоматична, стержнів, лінія, виготовлення
Формула / Реферат:
Автоматическая линия для изготовления стержней, содержащая рабочую ветвь, состоящую из расположенных в технологической последовательности стержнеобразующего устройства, печи отверждения стержней, механизма разъема стержневого ящика и выталкивания стержней, механизма сборки стержневого ящика и выдачи стержней, подъемно-передающего устройства, отличающаяся тем, что, с целью расширения технологических возможностей и повышения...
Спосіб виготовлення матричного електролюмінесцентного екрану
Номер патенту: 3764
Опубліковано: 27.12.1994
Автори: Жолкевич Герман Олексійович, Голікова Надія Іванівна, Радіонов Валерій Євгенович, Метковський Юзеф Леонович, Данько Любов Вадимівна, Клименко Андрій Петрович, Стаднік Борис Миколайович
МПК: H05B 33/10
Мітки: спосіб, електролюмінесцентного, виготовлення, екрану, матричного
Формула / Реферат:
Способ изготовления матричного электролюминесцентного экрана постоянного тока, включающий нанесение на прозрачную диэлектрическую подложку прозрачных полосковых электродов, слоя порошкового электролюминофора со связывающим веществом, закрепление второй системы электродов на поверхности слоя порошкового электролюминофора в процессе удаления избыточного связывающего вещества и сушки этого слоя, отличающийся тем, что вторую систему электродов...
Спосіб виготовлення термохромної плівки
Номер патенту: 8193
Опубліковано: 29.03.1996
Автори: Тищенко Віталій Гаврилович, Шевчук Сергій Валерійович
МПК: B05D 1/38
Мітки: виготовлення, термохромної, спосіб, плівки
Формула / Реферат:
Способ изготовления термохромной пленки, включающий последовательное нанесение на подложку слоев из водного раствора гидрофильного полимера, из водной эмульсии холестерических жидких кристаллов, содержащей указанный полимер, из суспензии сажи в водном растворе того же полимера, и их сушку, отличающийся тем, что, с целью увеличения яркости цвета пленки и сокращения времени ее изготовления, каждый нанесенный слой охлаждают до гелсобраз ного...
Спосіб виготовлення u-образних пластин сердечника та вставляємих між його стержнями t-образних пластин зворотнього замикання для дросселя або трансформатора, який використовується в якості вхідного дросселя в г
Номер патенту: 7588
Опубліковано: 29.09.1995
Автори: Зігфрід Гоєдіке, Бернхард Альбек
Мітки: t-образних, дросселя, виготовлення, пластин, сердечника, замикання, використовується, якості, трансформатора, зворотного, спосіб, вхідного, вставляємих, стержнями, u-образних
Формула / Реферат:
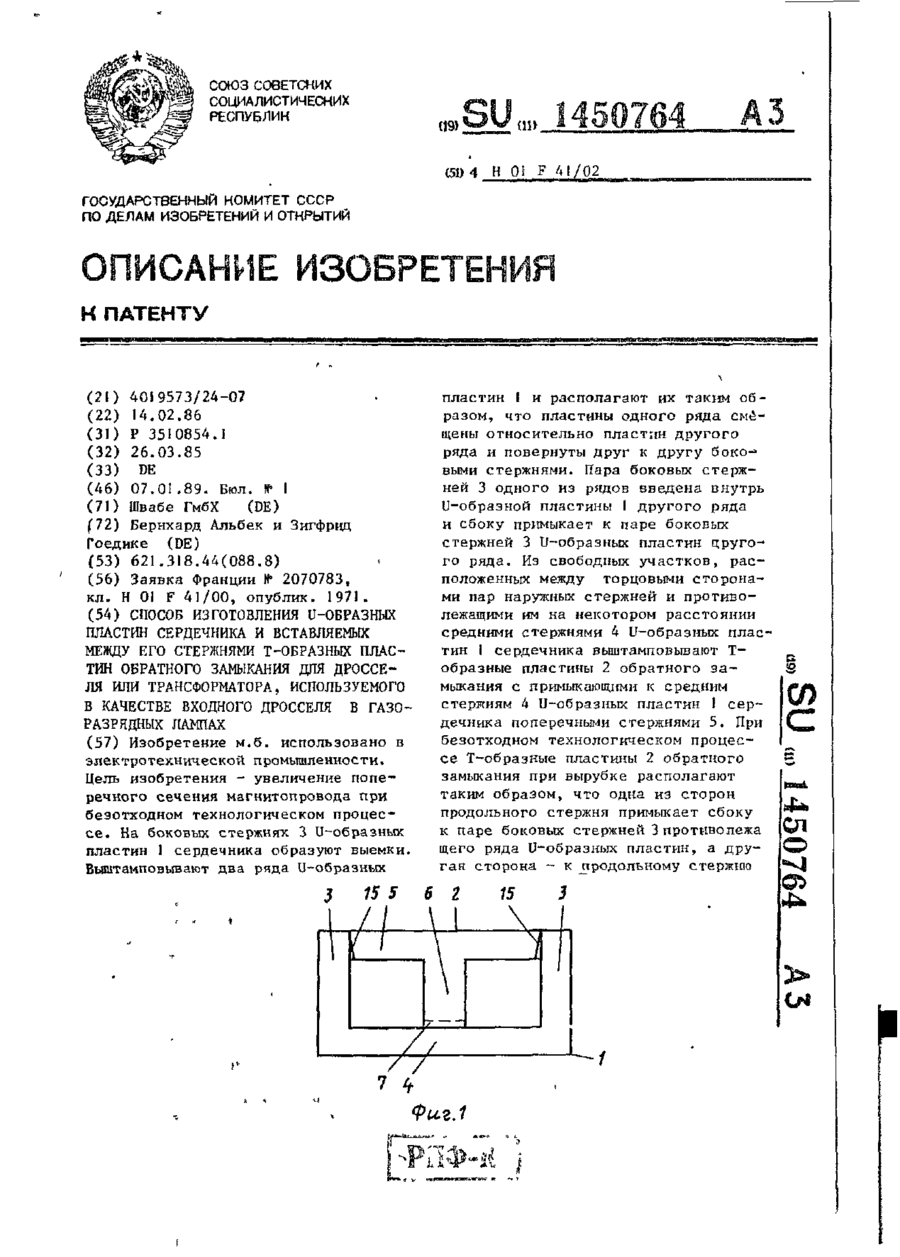
1. Способ изготовления U-образных пластин сердечника и вставляемых между его стержнями Т-образных пластин обратного замыкания для дросселя или трансформатора, используемого в качестве входного дросселя в газоразрядных лампах, согласно которому на боковых стержнях U-образных пластин сердечника при необходимости образуют выемки, выштамповывают два ряда U-образных пластин, располагая их так, что пластины ряда смещены относительно пластин другого...
Попередній патент: Відцентровий насос для перекачування сумішей з волокнистими включеннями
Наступний патент: Склад для нанесення нікельових покриттів
Випадковий патент: Вантажопідйомний пристрій для виконання ремонтних та оздоблювальних робіт