Пристрій для левітаційної обробки точінням тонкостінних конічних деталей
Формула / Реферат
Пристрій для левітаційної обробки точінням тонкостінних конічних деталей, що містить фланцевий трубчастий корпус, магнітопроводи з осердями і фазними котушками, обмотки яких підключені до джерела трифазної напруги з послідовною круговою і лінійною перестановкою фаз, а також радіальну аеростатичну опору, який відрізняється тим, що магнітопроводи виконані у вигляді зубчастих дисків різного діаметра, співвісно і з однаковим кроком встановлених на трубчастій осі корпусу, а радіальна аеростатична опора, яка має вигляд зрізаного конуса, розміщена між двома сусідніми магнітопроводами більшого діаметра, з'єднана живильними отворами з внутрішньою порожниною трубчастої частини корпусу і забезпечена двосторонніми, розташованими між осьовими рядами осердь з котушками, консольними площинками, на зовнішніх криволінійних поверхнях яких виконані центральні закриті осьові розподільні канавки, що перетинаються з центральною кільцевою розподільною канавкою радіальної конічної опори в зоні живильних отворів, що поперемінно підключаються до джерела тиску стиснутого повітря або вакууму, причому поверхні полюсних наконечників осердь магнітопроводів і радіальної конічної аеростатичної опори з консольними площинками утворюють конічну установлювальну поверхню з кутом конусності, який дорівнює куту конусності базової поверхні деталі, що обробляється.
Текст
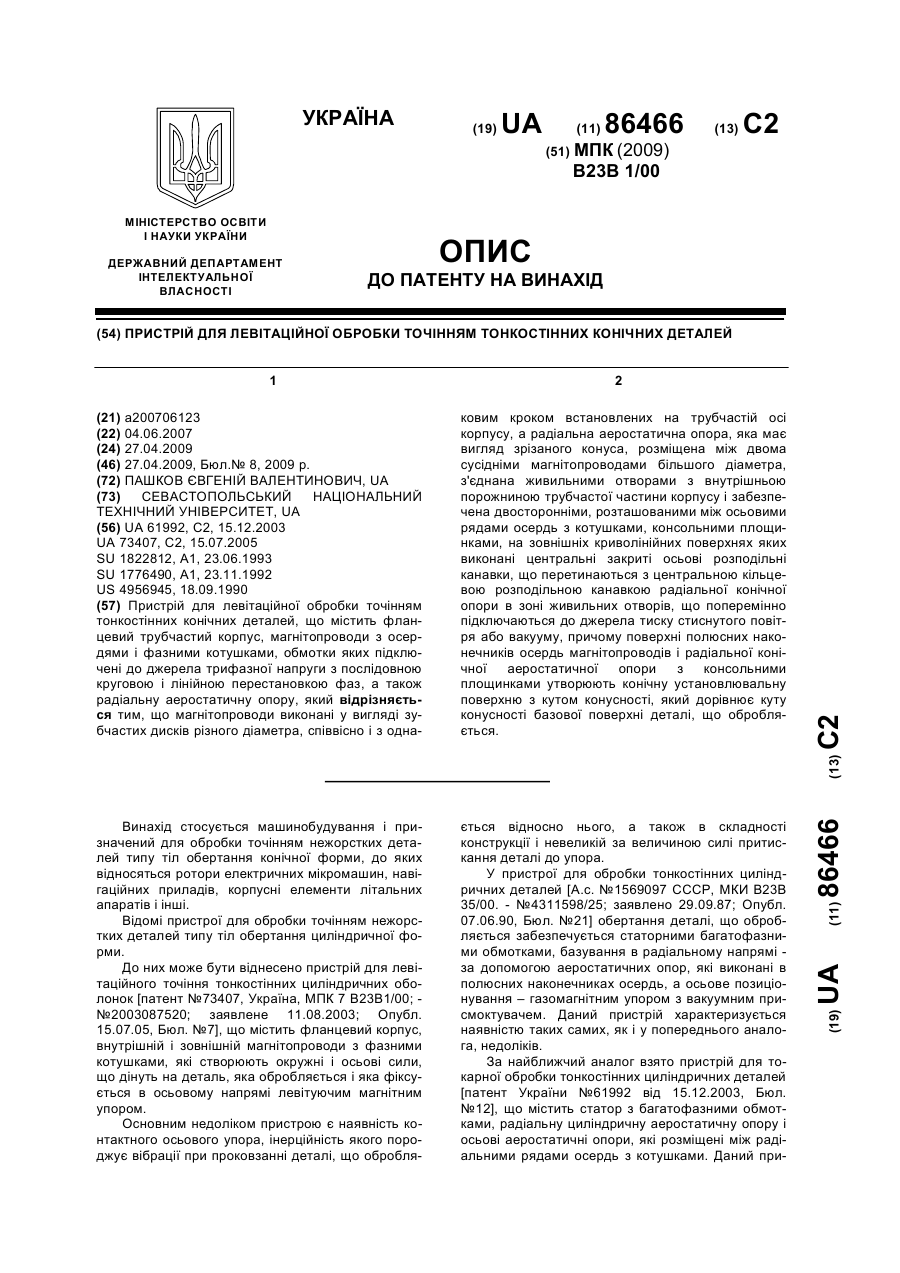
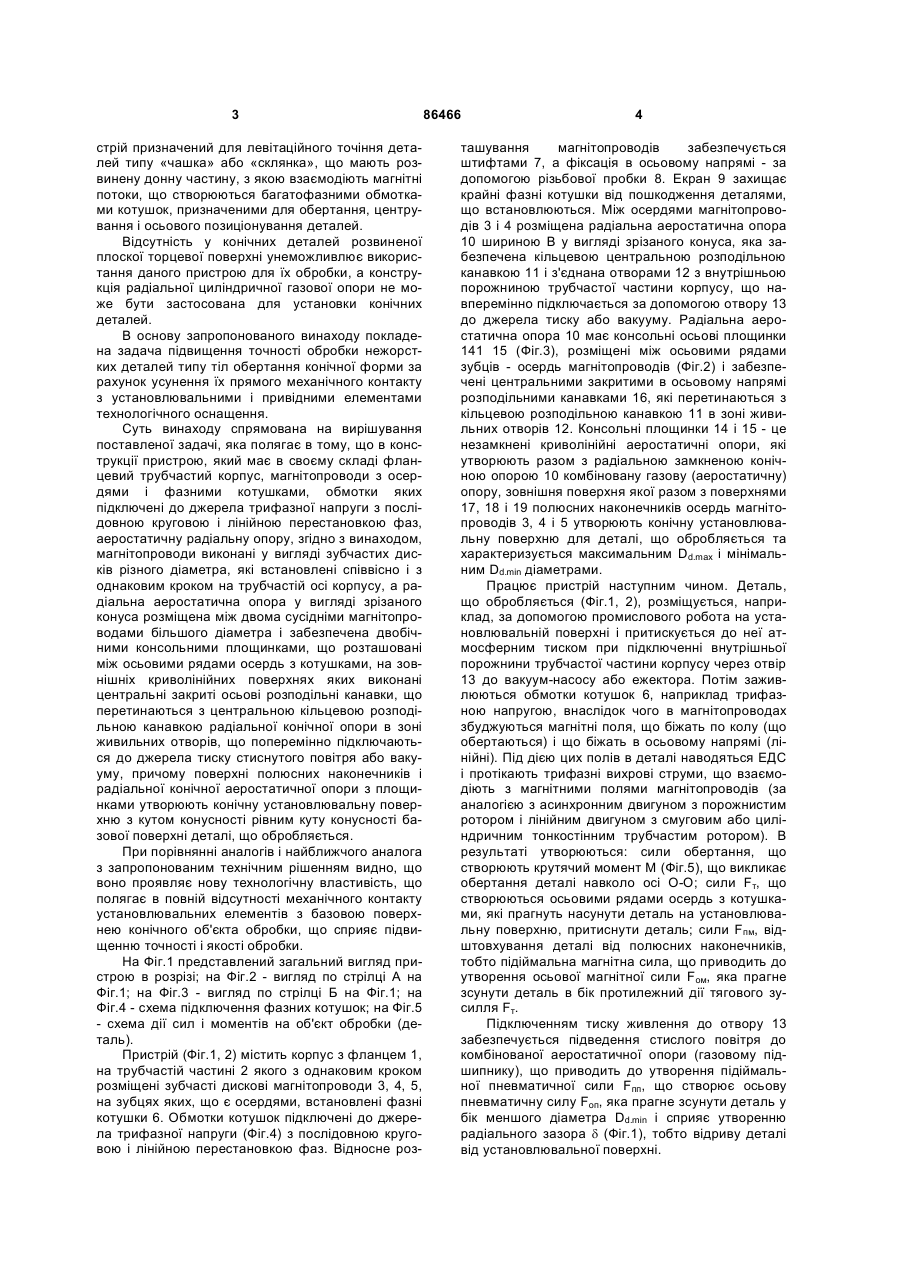
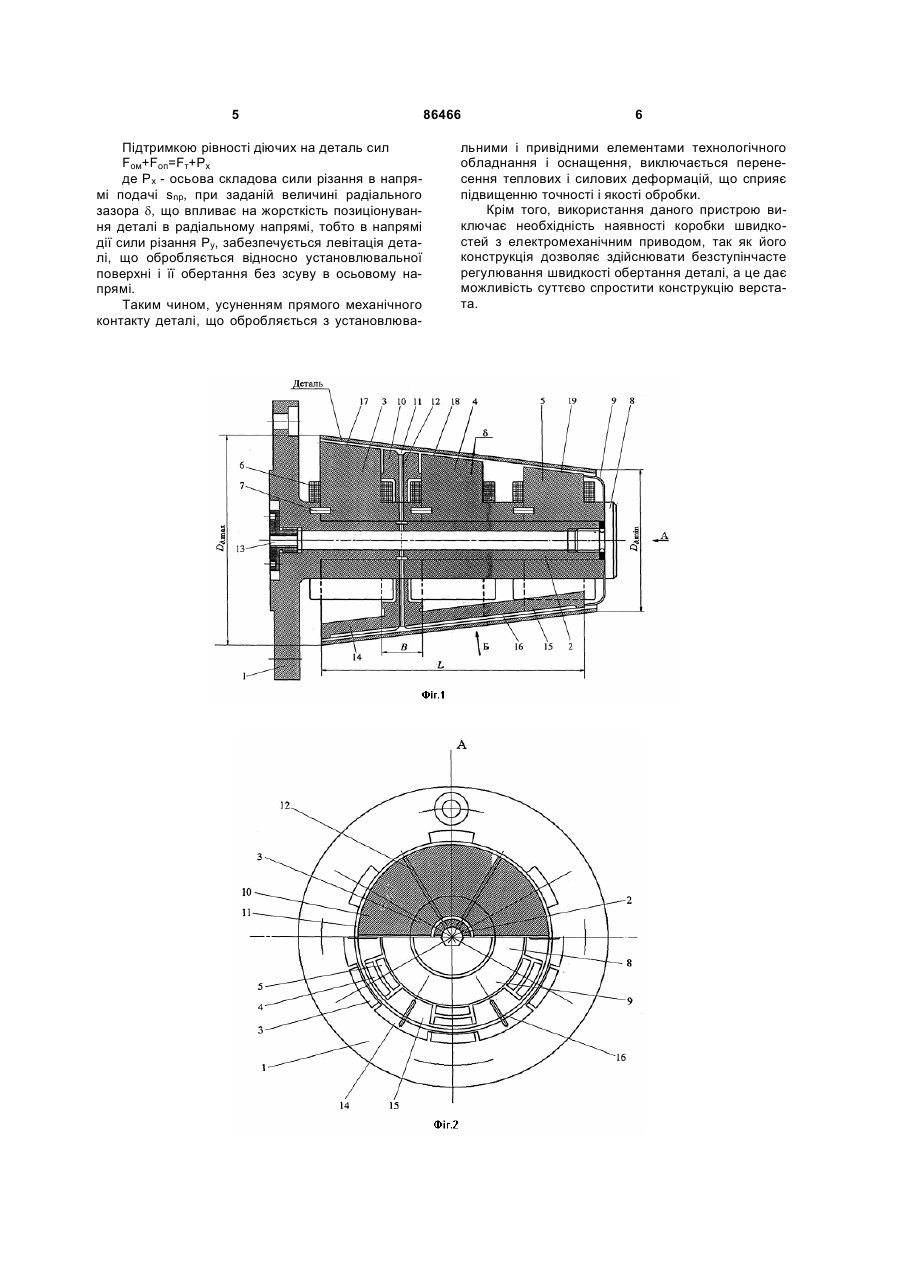
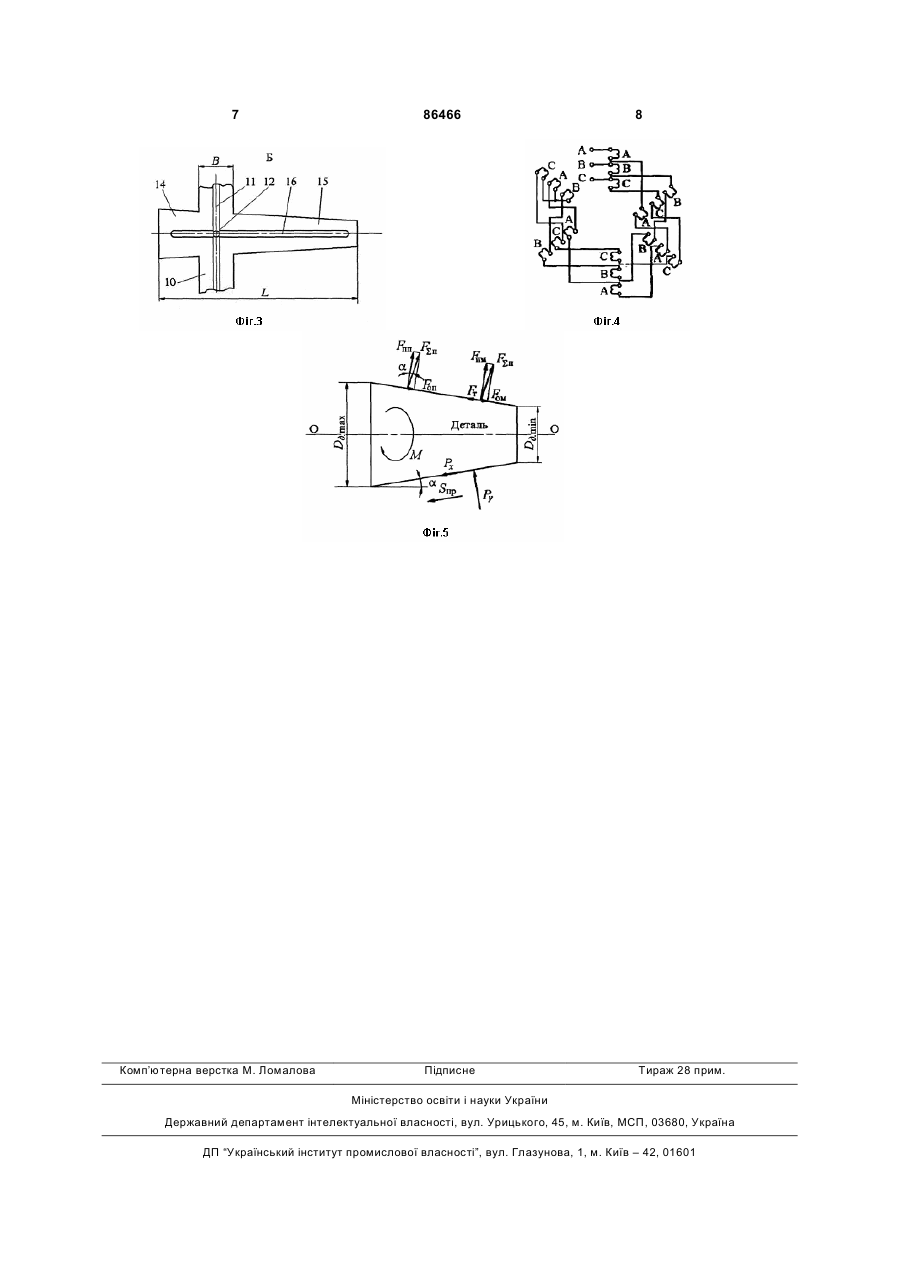
Пристрій для левітаційної обробки точінням тонкостінних конічних деталей, що містить фланцевий трубчастий корпус, магнітопроводи з осердями і фазними котушками, обмотки яких підключені до джерела трифазної напруги з послідовною круговою і лінійною перестановкою фаз, а також радіальну аеростатичну опору, який відрізняється тим, що магнітопроводи виконані у вигляді зубчастих дисків різного діаметра, співвісно і з одна C2 1 3 стрій призначений для левітаційного точіння деталей типу «чашка» або «склянка», що мають розвинену донну частину, з якою взаємодіють магнітні потоки, що створюються багатофазними обмотками котушок, призначеними для обертання, центрування і осьового позиціонування деталей. Відсутність у конічних деталей розвиненої плоскої торцевої поверхні унеможливлює використання даного пристрою для їх обробки, а конструкція радіальної циліндричної газової опори не може бути застосована для установки конічних деталей. В основу запропонованого винаходу покладена задача підвищення точності обробки нежорстких деталей типу тіл обертання конічної форми за рахунок усунення їх прямого механічного контакту з установлювальними і привідними елементами технологічного оснащення. Суть винаходу спрямована на вирішування поставленої задачі, яка полягає в тому, що в конструкції пристрою, який має в своєму складі фланцевий трубчастий корпус, магнітопроводи з осердями і фазними котушками, обмотки яких підключені до джерела трифазної напруги з послідовною круговою і лінійною перестановкою фаз, аеростатичну радіальну опору, згідно з винаходом, магнітопроводи виконані у вигляді зубчастих дисків різного діаметра, які встановлені співвісно і з однаковим кроком на трубчастій осі корпусу, а радіальна аеростатична опора у вигляді зрізаного конуса розміщена між двома сусідніми магнітопроводами більшого діаметра і забезпечена двобічними консольними площинками, що розташовані між осьовими рядами осердь з котушками, на зовнішніх криволінійних поверхнях яких виконані центральні закриті осьові розподільні канавки, що перетинаються з центральною кільцевою розподільною канавкою радіальної конічної опори в зоні живильних отворів, що поперемінно підключаються до джерела тиску стиснутого повітря або вакууму, причому поверхні полюсних наконечників і радіальної конічної аеростатичної опори з площинками утворюють конічну установлювальну поверхню з кутом конусності рівним куту конусності базової поверхні деталі, що обробляється. При порівнянні аналогів і найближчого аналога з запропонованим технічним рішенням видно, що воно проявляє нову технологічну властивість, що полягає в повній відсутності механічного контакту установлювальних елементів з базовою поверхнею конічного об'єкта обробки, що сприяє підвищенню точності і якості обробки. На Фіг.1 представлений загальний вигляд пристрою в розрізі; на Фіг.2 - вигляд по стрілці А на Фіг.1; на Фіг.3 - вигляд по стрілці Б на Фіг.1; на Фіг.4 - схема підключення фазних котушок; на Фіг.5 - схема дії сил і моментів на об'єкт обробки (деталь). Пристрій (Фіг.1, 2) містить корпус з фланцем 1, на трубчастій частині 2 якого з однаковим кроком розміщені зубчасті дискові магнітопроводи 3, 4, 5, на зубцях яких, що є осердями, встановлені фазні котушки 6. Обмотки котушок підключені до джерела трифазної напруги (Фіг.4) з послідовною круговою і лінійною перестановкою фаз. Відносне роз 86466 4 ташування магнітопроводів забезпечується штифтами 7, а фіксація в осьовому напрямі - за допомогою різьбової пробки 8. Екран 9 захищає крайні фазні котушки від пошкодження деталями, що встановлюються. Між осердями магнітопроводів 3 і 4 розміщена радіальна аеростатична опора 10 шириною В у вигляді зрізаного конуса, яка забезпечена кільцевою центральною розподільною канавкою 11 і з'єднана отворами 12 з внутрішньою порожниною трубчастої частини корпусу, що навперемінно підключається за допомогою отвору 13 до джерела тиску або вакууму. Радіальна аеростатична опора 10 має консольні осьові площинки 141 15 (Фіг.3), розміщені між осьовими рядами зубців - осердь магнітопроводів (Фіг.2) і забезпечені центральними закритими в осьовому напрямі розподільними канавками 16, які перетинаються з кільцевою розподільною канавкою 11 в зоні живильних отворів 12. Консольні площинки 14 і 15 - це незамкнені криволінійні аеростатичні опори, які утворюють разом з радіальною замкненою конічною опорою 10 комбіновану газову (аеростатичну) опору, зовнішня поверхня якої разом з поверхнями 17, 18 і 19 полюсних наконечників осердь магнітопроводів 3, 4 і 5 утворюють конічну установлювальну поверхню для деталі, що обробляється та характеризується максимальним Dd.max і мінімальним Dd.min діаметрами. Працює пристрій наступним чином. Деталь, що обробляється (Фіг.1, 2), розміщується, наприклад, за допомогою промислового робота на установлювальній поверхні і притискується до неї атмосферним тиском при підключенні внутрішньої порожнини трубчастої частини корпусу через отвір 13 до вакуум-насосу або ежектора. Потім заживлюються обмотки котушок 6, наприклад трифазною напругою, внаслідок чого в магнітопроводах збуджуються магнітні поля, що біжать по колу (що обертаються) і що біжать в осьовому напрямі (лінійні). Під дією цих полів в деталі наводяться ЕДС і протікають трифазні вихрові струми, що взаємодіють з магнітними полями магнітопроводів (за аналогією з асинхронним двигуном з порожнистим ротором і лінійним двигуном з смуговим або циліндричним тонкостінним трубчастим ротором). В результаті утворюються: сили обертання, що створюють крутячий момент М (Фіг.5), що викликає обертання деталі навколо осі О-О; сили Fт, що створюються осьовими рядами осердь з котушками, які прагнуть насунути деталь на установлювальну поверхню, притиснути деталь; сили Fпм, відштовхування деталі від полюсних наконечників, тобто підіймальна магнітна сила, що приводить до утворення осьової магнітної сили Fом, яка прагне зсунути деталь в бік протилежний дії тягового зусилля Fт. Підключенням тиску живлення до отвору 13 забезпечується підведення стислого повітря до комбінованої аеростатичної опори (газовому підшипнику), що приводить до утворення підіймальної пневматичної сили Fпп, що створює осьову пневматичну силу Fоп, яка прагне зсунути деталь у бік меншого діаметра Dd.min і сприяє утворенню радіального зазора d (Фіг.1), тобто відриву деталі від установлювальної поверхні. 5 Підтримкою рівності діючих на деталь сил Fом+Fоп=Fт+Рx де Рx - осьова складова сили різання в напрямі подачі snp, при заданій величині радіального зазора d, що впливає на жорсткість позиціонування деталі в радіальному напрямі, тобто в напрямі дії сили різання Ру, забезпечується левітація деталі, що обробляється відносно установлювальної поверхні і її обертання без зсуву в осьовому напрямі. Таким чином, усуненням прямого механічного контакту деталі, що обробляється з установлюва 86466 6 льними і привідними елементами технологічного обладнання і оснащення, виключається перенесення теплових і силових деформацій, що сприяє підвищенню точності і якості обробки. Крім того, використання даного пристрою виключає необхідність наявності коробки швидкостей з електромеханічним приводом, так як його конструкція дозволяє здійснювати безступінчасте регулювання швидкості обертання деталі, а це дає можливість суттєво спростити конструкцію верстата. 7 Комп’ютерна верстка М. Ломалова 86466 8 Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for levitation working by turning of thin-walled conic parts
Автори англійськоюPashkov Yevhenii Valentynovych
Назва патенту російськоюУстройство для левитационной обработки точением тонкостенных конических деталей
Автори російськоюПашков Евгений Валентинович
МПК / Мітки
МПК: B23B 1/00
Мітки: левітаційної, точінням, пристрій, конічних, тонкостінних, деталей, обробки
Код посилання
<a href="https://ua.patents.su/4-86466-pristrijj-dlya-levitacijjno-obrobki-tochinnyam-tonkostinnikh-konichnikh-detalejj.html" target="_blank" rel="follow" title="База патентів України">Пристрій для левітаційної обробки точінням тонкостінних конічних деталей</a>
Пристрій для левітаційної обробки точінням тонкостінних деталей
Номер патенту: 71021
Опубліковано: 15.11.2004
Автори: Пашков Євген Валентинович, Вожжов Андрій Анатолійович, Бохонський Олександр Іванович, Потеряхін Валерій Борисович
МПК: B23B 1/00, H02K 7/00, B23Q 3/15
Мітки: точінням, левітаційної, пристрій, тонкостінних, деталей, обробки
Формула / Реферат:
Пристрій для левітаційної обробки точінням тонкостінних деталей, який містить планшайбу, зовнішній статор з осердями і багатофазними обмотками, радіальну газову опору для оброблюваної деталі, яка утворена полюсними наконечниками статора, а також осьовий левітуючий газомагнітний упор у вигляді стакана, який відрізняється тим, що донна тонкостінна частина осьового упору, що має подвійні бокові стінки, розташована з зазором відносно полюсних...
Пристрій для безконтактного базування нежорстких дисків в зоні обробки точінням
Номер патенту: 84885
Опубліковано: 10.12.2008
Автори: Пашков Євгеній Валентинович, Бохонський Олександр Іванович
МПК: B23B 1/00
Мітки: дисків, обробки, пристрій, безконтактного, базування, нежорстких, зони, точінням
Формула / Реферат:
Пристрій для безконтактного базування нежорстких дисків в зоні обробки точінням, що містить корпус у вигляді планшайби, яка виконує роль статора, кільцеві зубчасті магнітопроводи з фазними котушками, тримачі магнітопроводів у вигляді секторів з карманами на поверхнях, повернених до деталі, що обробляється, який відрізняється тим, що на периферії торцевої поверхні планшайби, концентрично магнітопроводам, виконана кільцева канавка під Г-подібні...
Пристрій для токарної обробки тонкостінних циліндричних деталей
Номер патенту: 61992
Опубліковано: 15.12.2003
Автори: Вожжов Андрій Анатолійович, Кравчук Владислав Віталійович, Бохонський Олександр Іванович, Пашков Євген Валентинович
МПК: B23B 1/00
Мітки: деталей, тонкостінних, пристрій, обробки, циліндричних, токарної
Формула / Реферат:
Пристрій для токарної обробки тонкостінних циліндричних деталей, що містить корпус у вигляді чаші, статор з багатофазними обмотками, радіальну та осьові аеростатичні опори, який відрізняється тим, що внутрішня поверхня корпусу утворює замкнену радіальну аеростатичну опору, статором є його донна частина, в якій розміщено концентрично кільцеві осердя з полюсними наконечниками у вигляді співвісних зубців, розташованих радіально відносно осі...
Пристрій для обробки точінням фланцевих нежорстких циліндрів
Номер патенту: 85611
Опубліковано: 10.02.2009
Автори: Пашков Євгеній Валентинович, Бохонський Олександр Іванович, Переходченко Сергій Олександрович
МПК: B23B 1/00
Мітки: пристрій, нежорстких, точінням, циліндрів, обробки, фланцевих
Формула / Реферат:
1. Пристрій для обробки точінням фланцевих нежорстких циліндрів, що містить чашоподібний статор з концентричними кільцевими канавками під магнітопроводи з осердями і фазними котушками, осьові вакуумні присмоктувачі, які розміщені між радіальними рядами осердь з котушками, а також радіальну аеростатичну опору, який відрізняється тим, що виконаний з немагнітного матеріалу статор забезпечений центральним циліндричним осьовим упором для...
Спосіб обробки точінням нежорстких деталей типу валів
Номер патенту: 69491
Опубліковано: 15.09.2004
Автори: Бохонський Олександр Іванович, Пашков Євген Валентинович, Шмидт Людміла Анатоліївна
МПК: B23B 1/00
Мітки: точінням, деталей, типу, обробки, валів, нежорстких, спосіб
Формула / Реферат:
Спосіб обробки точінням нежорстких деталей типу валів, що включає їх закріплення по кінцях, обертання, створення протидіючого радіальній складовій силі різання зусилля, а також переміщення уздовж оброблюваної поверхні різального інструмента, який відрізняється тим, що протидіюче зусилля реалізують у вигляді серії імпульсів сил одного знака, що прикладаються у перерізі деталі, рівновіддаленому від її кінців, величину яких змінюють в залежності...
Попередній патент: Спосіб лікування мінеральною водою захворювань поверхневих судин
Наступний патент: Похідні 2,6-діетил-4-метилфенілзаміщеної тетрамової кислоти та засіб для боротьби з шкідниками або небажаним ростом рослин
Випадковий патент: Сполуки для інгібування мітозу