Порошковий дріт для наплавлення
Номер патенту: 87466
Опубліковано: 27.07.2009
Автори: Павлов Ніколай Васільєвіч, Коротков Владімір Алєксандровіч, Орлов Леонід Миколайович, Упирь Віктор Миколайович, Гіюк Сергій Петрович, Голякевич Андрій Антонович, Головізнін Боріс Лєонідовіч, Струнєц Владімір Константіновіч
Формула / Реферат
1. Порошковий дріт для наплавлення стальних виробів, що складається із стальної оболонки і порошкової шихти, в яку входять хромовмісний і марганцевмісний компоненти, плавиковий шпат та мармур, який відрізняється тим, що до складу шихти додатково введено кремнієвмісний компонент, вуглецевмісний компонент і рутил, при цьому компоненти взято в такому співвідношенні (мас. %):
хромовмісний компонент
9-15
марганцевмісний компонент
1-7
кремнієвмісний компонент
0,6-2,0
вуглецевмісний компонент
0,1-3,0
рутил
1,5-5
плавиковий шпат
1,5-5
мармур
0,5-2,0
стальна оболонка
решта.
2. Порошковий дріт за п. 1, який відрізняється тим, що як хромовмісний компонент взято порошок хрому в кількості 9-15 %.
3. Порошковий дріт за п. 1, який відрізняється тим, що кремнієвмісний компонент введений у вигляді феросиліцію в кількості 0,6-2,0 %.
4. Порошковий дріт за п. 1, який відрізняється тим, що вуглецевмісний компонент введений у вигляді ферохрому в кількості 1-3 % або у вигляді графіту в кількості 0,1-0,3 %.
5. Порошковий дріт за п. 1, який відрізняється тим, що марганцевмісний компонент введений у вигляді порошку марганцю металічного в кількості 1-7 %.
Текст
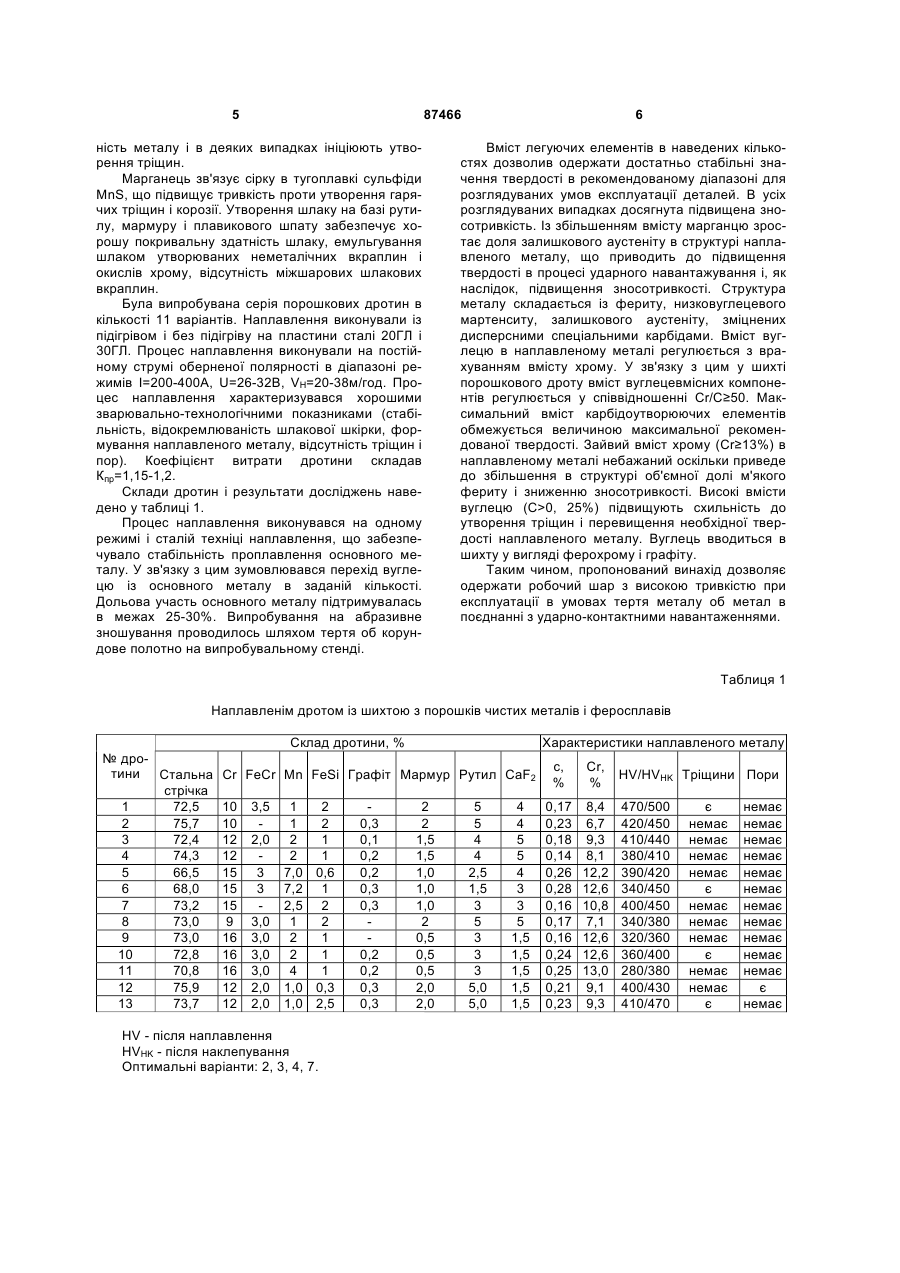
1. Порошковий дріт для наплавлення стальних виробів, що складається із стальної оболонки і порошкової шихти, в яку входять хромовмісний і марганцевмісний компоненти, плавиковий шпат та мармур, який відрізняється тим, що до складу шихти додатково введено кремнієвмісний компо C2 2 (19) 1 3 ня молібденом, при якому реалізується виділення проміжних карбідів типу М2С і потрійних карбідів (Mo,Fe)3C і (Мо,Fe)6C, які утворюються в температурній області перлітного перетворення. Враховуючи велику здатність цементитних карбідів до коагуляції, в зонах повторного нагрівання при наплавлюванні наступних валиків спостерігається зниження твердості металу цих зон внаслідок утворення δ-фериту. Рекомендовані вмісти феромарганцю в шихті забезпечують такі концентрації марганцю у наплавленому металі, за яких не досягається потрібна пластичність і ударна в'язкість наплавленого металу. Це пов'язано з недостатньою тривкістю аустеніту, який визначає наступне формування мартенситно-феритної структури, що забезпечує твердість наплавленого металу в межах 390-500HV. Розподіл і морфологія карбідної фази впливає на експлуатаційні властивості наплавленого металу - зносотривкість в умовах тертя металу об метал в сполученні з ударами. Для більшості деталей відновлювальне і виготовлювальне наплавлення виконується в один шар з наступною термообробкою або без неї. В таких випадках при розрахунку складу системи легування порошкового дроту враховується дольова участь основного металу у наплавленому шарі. Основною задачею винаходу є вдосконалення відомого складу порошкового дроту за рахунок додаткового введення кремнієвмісного компонента, вуглецевмісного компонента і рутилу та вибраного співвідношення всіх інгредієнтів, що забезпечує легування наплавленого металу хромом, марганцем, кремнієм із структурою, яка містить в собі мартенсит, аустеніт і ферит, при цьому вибір вмісту легуючих елементів орієнтовано на формування пластичної матриці, зміцненої дисперсними карбідами хрому (Сr23С6), а також забезпечує газошлаковий захист в умовах наплавлення відкритою дугою і як наслідок відсутність поруватості наплавленого металу. Для досягнення поставленої задачі в порошковий дріт, що складається із стальної оболонки і порошкової шихти, в яку входять хромовмісний і марганцевмісний компоненти, плавиковий шпат і мармур, додатково введено кремнієвмісний компонент, вуглецевмісний компонент і рутил, при цьому компоненти взято в такому співвідношенні (мас.%): Хромовмістнии компонент 9-15 Марганцевмісний компонент 1-7 Кремнієвмісний компонент 0,6-2,0 Вуглецевмісний компонент 0,1-3,0 Рутил 1,5-5 Плавиковий шпат 1,5-5 Мармур 0,5-2,0 Стальна оболонка решта. Окрім того, порошковий дріт в якості хромовмісного компонента може містити порошок хрому в кількості 9-15%. В порошковий дріт кремнієвмісний компонент може бути введений у вигляді феросиліцію в кількості 0,6-2,0%. 87466 4 В порошковий дріт вуглецевмісний компонент може бути введений у вигляді ферохрому, що містить 10% вуглецю в кількості 1-3% або у вигляді графіту в кількості 0,1-0,3%. В порошковий дріт марганцевмісний компонент може бути введений у вигляді порошку марганцю металічного в кількості 1-7%. Як матеріали шихти використовують порошки хрому, марганцю, кремнію і порошки феросплавів, що містять ці легувальні елементи. Як стальну оболонку застосовують холодновальцьовану стрічку із низьковуглецевої сталі марок 08кп, 08пс, 08ю (ГОСТ 19851-74). Під час наплавлювання пропонованого порошкового дроту хром утворює переважно дисперсні карбіди Сr23С6, які менш схильні до коагуляції на межах зернин. Введення марганцю підвищує об'ємну долю карбідної фази. Хром, зв'язуючи частину вуглецю, приводить до зниження його концентрації в аустеніті, що сприяє формуванню низьковуглецевого мартенситу, зміцненого складними дисперсними карбідами. Метал з такою структурою має підвищену зносотривкість при експлуатації в умовах поєднання з ударними навантаженнями. При вмісті хрому в наплавленому металі менше 9% формується недостатня кількість карбідів, що приводить до зниження витривалості проти стирання. Перевищення вмісту хрому більше 15% приводить до збільшення кількості фериту в структурі наплавленого металу, а це приводить до зниження твердості наплавленого металу нижче необхідного значення. Вміст ферохрому менше 1% приводить до зниження твердості нижче потрібного рівня, а перевищення вмісту більше 3% приводить до перевищення твердості. Аналогічна дія графіту. Уведення хрому більше 9% в поєднанні з марганцем більше 1%підвищує стабільність аустеніту аж до формування в структурі залишкового метастабільного аустеніту. Така структура характеризується більш високими значеннями пластичності і ударної в'язкості наплавленого металу. При контактно-ударному навантажуванні метал в зоні контакту зміцнюється за рахунок перетворення залишкового аустеніту в мартенсит під дією наклепування. Марганець і кремній, що входять до складу осердя порошкового дроту, розкислюють зварочну ванну, а утворювані продукти розкислення добре емульгуються утвореним шлаком, що сприяє низькому вмісту неметалічних вкраплин у наплавленому металі. Вміст марганцю менше 1% підвищує ймовірність появи в наплавленому металі гарячих тріщин. Перевищення вмісту марганцю більше 7% приводить до збільшення долі аустеніту в металі і до зниження твердості та абразивної тривкості наплавленого металу. Зниження вмісту кремнієвмісного компонента менше 0,6% викликає підвищення схильності до утворення тріщин внаслідок формування в металі оксидних прошарків по межам зернин, а перевищення більше 2,0% - до формування в металі крупних комплексних силікатів, що знижують пластич 5 87466 ність металу і в деяких випадках ініціюють утворення тріщин. Марганець зв'язує сірку в тугоплавкі сульфіди MnS, що підвищує тривкість проти утворення гарячих тріщин і корозії. Утворення шлаку на базі рутилу, мармуру і плавикового шпату забезпечує хорошу покривальну здатність шлаку, емульгування шлаком утворюваних неметалічних вкраплин і окислів хрому, відсутність міжшарових шлакових вкраплин. Була випробувана серія порошкових дротин в кількості 11 варіантів. Наплавлення виконували із підігрівом і без підігріву на пластини сталі 20ГЛ і 30ГЛ. Процес наплавлення виконували на постійному струмі оберненої полярності в діапазоні режимів І=200-400А, U=26-32В, VH=20-38м/год. Процес наплавлення характеризувався хорошими зварювально-технологічними показниками (стабільність, відокремлюваність шлакової шкірки, формування наплавленого металу, відсутність тріщин і пор). Коефіцієнт витрати дротини складав Кпр=1,15-1,2. Склади дротин і результати досліджень наведено у таблиці 1. Процес наплавлення виконувався на одному режимі і сталій техніці наплавлення, що забезпечувало стабільність проплавлення основного металу. У зв'язку з цим зумовлювався перехід вуглецю із основного металу в заданій кількості. Дольова участь основного металу підтримувалась в межах 25-30%. Випробування на абразивне зношування проводилось шляхом тертя об корундове полотно на випробувальному стенді. 6 Вміст легуючих елементів в наведених кількостях дозволив одержати достатньо стабільні значення твердості в рекомендованому діапазоні для розглядуваних умов експлуатації деталей. В усіх розглядуваних випадках досягнута підвищена зносотривкість. Із збільшенням вмісту марганцю зростає доля залишкового аустеніту в структурі наплавленого металу, що приводить до підвищення твердості в процесі ударного навантажування і, як наслідок, підвищення зносотривкості. Структура металу складається із фериту, низковуглецевого мартенситу, залишкового аустеніту, зміцнених дисперсними спеціальними карбідами. Вміст вуглецю в наплавленому металі регулюється з врахуванням вмісту хрому. У зв'язку з цим у шихті порошкового дроту вміст вуглецевмісних компонентів регулюється у співвідношенні Сr/С≥50. Максимальний вміст карбідоутворюючих елементів обмежується величиною максимальної рекомендованої твердості. Зайвий вміст хрому (Сr≥13%) в наплавленому металі небажаний оскільки приведе до збільшення в структурі об'ємної долі м'якого фериту і зниженню зносотривкості. Високі вмісти вуглецю (C>0, 25%) підвищують схильність до утворення тріщин і перевищення необхідної твердості наплавленого металу. Вуглець вводиться в шихту у вигляді ферохрому і графіту. Таким чином, пропонований винахід дозволяє одержати робочий шар з високою тривкістю при експлуатації в умовах тертя металу об метал в поєднанні з ударно-контактними навантаженнями. Таблиця 1 Наплавленім дротом із шихтою з порошків чистих металів і феросплавів Склад дротини, % № дротини Стальна стрічка 1 72,5 2 75,7 3 72,4 4 74,3 5 66,5 6 68,0 7 73,2 8 73,0 9 73,0 10 72,8 11 70,8 12 75,9 13 73,7 Характеристики наплавленого металу Сr FeCr Μn FeSi Графіт Мармур Рутил CaF2 10 10 12 12 15 15 15 9 16 16 16 12 12 3,5 2,0 3 3 3,0 3,0 3,0 3,0 2,0 2,0 1 2 1 2 2 1 2 1 7,0 0,6 7,2 1 2,5 2 1 2 2 1 2 1 4 1 1,0 0,3 1,0 2,5 HV - після наплавлення HVHK - після наклепування Оптимальні варіанти: 2, 3, 4, 7. 0,3 0,1 0,2 0,2 0,3 0,3 0,2 0,2 0,3 0,3 2 2 1,5 1,5 1,0 1,0 1,0 2 0,5 0,5 0,5 2,0 2,0 5 5 4 4 2,5 1,5 3 5 3 3 3 5,0 5,0 4 4 5 5 4 3 3 5 1,5 1,5 1,5 1,5 1,5 с, % Сr, % 0,17 0,23 0,18 0,14 0,26 0,28 0,16 0,17 0,16 0,24 0,25 0,21 0,23 8,4 6,7 9,3 8,1 12,2 12,6 10,8 7,1 12,6 12,6 13,0 9,1 9,3 HV/HVHK Тріщини Пори 470/500 420/450 410/440 380/410 390/420 340/450 400/450 340/380 320/360 360/400 280/380 400/430 410/470 є немає немає немає немає є немає немає немає є немає немає є немає немає немає немає немає немає немає немає немає немає немає є немає 7 Комп’ютерна верстка А. Рябко 87466 8 Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюPowder wire for hard-facing
Автори англійськоюPavlov Nikolai Vasilievich, Struniets Vladimir Konstantinovich, Holoviznin Boris Lieonidovich, Korotkov Vladimir Alieksandrovich, Holiakevych Andrii Antonovych, Orlov Leonid Mykolaiovych, Hiiuk Serhii Petrovych, Upyr Viktor Mykolaiovych
Назва патенту російськоюПорошковая проволока для наплавки
Автори російськоюПавлов Николай Васильевич, Струнец Владимир Константинович, Головизнин Борис Леонидович, Коротков Владимир Александрович, Голякевич Андрей Антонович, Орлов Леонид Николаевич, Гиюк Сергей Петрович, Упыр Виктор Николаевич
МПК / Мітки
МПК: B23K 35/00, B23K 35/368
Мітки: наплавлення, порошковий, дріт
Код посилання
<a href="https://ua.patents.su/4-87466-poroshkovijj-drit-dlya-naplavlennya.html" target="_blank" rel="follow" title="База патентів України">Порошковий дріт для наплавлення</a>
Порошковий дріт для наплавлення
Номер патенту: 22815
Опубліковано: 25.04.2007
Автори: Крехов Ігор Миколайович, Мацаренко Владислав Дмитрович
МПК: B23K 35/30
Мітки: порошковий, дріт, наплавлення
Формула / Реферат:
Порошковий дріт для наплавлення, що складається зі сталевої оболонки і порошкоподібної шихти, яка містить феробор і графіт, який відрізняється тим, що у порошкоподібну шихту введено хром металевий, при цьому компоненти взято в наступному співвідношенні, мас. %: феробор 15,00-39,00 хром металевий 1,00-20,00 графіт 0,15-0,25 ...
Порошковий дріт для наплавлення
Номер патенту: 34778
Опубліковано: 15.03.2001
Автори: Пустовгар Олександр Володимирович, Любич Олександр Йосипович, Марченко Станіслав Вікторович
МПК: B23K 35/368
Мітки: наплавлення, порошковий, дріт
Формула / Реферат:
Порошковий дріт для наплавлення, переважно сталей і чавунів, що складається зі сталевої низьковуглецевої оболонки і порошкоподібної шихти, що містить графіт, силікокальцій, феротитан, феромарганець і залізний порошок, який відріз няеться тим, що шихта додатково містить карба мід при наступному співвідношенні компонєнтіе мас.%:при цьому коефіцієнт заповнення порошкового дроту складає 34-38%.
Порошковий дріт для наплавлення
Номер патенту: 44801
Опубліковано: 15.03.2002
Автори: Мікаелян Генріх Суренович, Рябцев Ігор Олександрович, Євтушенко Віктор Вікторович
МПК: B23K 35/368
Мітки: порошковий, дріт, наплавлення
Формула / Реферат:
Порошковий дріт для наплавлення, який складається з сталевої оболонки та порошкової шихти, яка містить феромарганець, феротитан, порошок заліза, який відрізняється тим, що склад шихти додатково має ферохром, феросиліцій, порошок алюмінію та флюс АН-348А, за наступним вмістом компонентів, мас. частка, %: сталева оболонка 75,0-78,0; ферохром 2,0-2,5; ...
Порошковий дріт для зварювання і наплавлення високоміцного чавуну
Номер патенту: 44111
Опубліковано: 15.01.2002
Автори: Любич Олександр Йосипович, Пустовгар Олександр Володимирович
МПК: B23K 35/368
Мітки: зварювання, дріт, порошковий, чавуну, наплавлення, високоміцного
Формула / Реферат:
Порошковий дріт для зварювання і наплавлення високоміцного чавуну, що складається зі сталевої низьковуглецевої оболонки і порошкоподібної шихти, до складу якої входять графіт, силікокальцій, феромарганець і залізний порошок, який відрізняється тим, що шихта додатково містить мармур при наступному співвідношенні компонентів, мас. %: Графіт 17,5-30,8 Силікокальцій 19,0 - 34,3 ...
Порошковий дріт для зварювання і наплавлення високоміцного чавуну
Номер патенту: 44122
Опубліковано: 15.01.2002
Автори: Пустовгар Олександр Володимирович, Любич Олександр Йосипович
МПК: B23K 35/368
Мітки: порошковий, чавуну, зварювання, наплавлення, дріт, високоміцного
Формула / Реферат:
Порошковий дріт для зварювання і наплавлення високоміцного чавуну, що складається зі сталевої низьковуглецевої оболонки і порошкоподібної шихти, до складу якої входять графіт, силікокальцій, феромарганець і залізний порошок, який відрізняється тим, що шихта додатково містить мармур і нікелевий порошок при наступному співвідношенні компонентів, мас. %: Графіт 17,5-30,6 Силікокальцій ...
Попередній патент: Кільце закупорювальної кришки для з’єднання з ємністю (варіанти)
Наступний патент: 4-((феноксіалкіл)тіо)феноксіоцтова кислота та її аналоги
Випадковий патент: Корпус плуга