Пристрій для левітаційного точіння конічних нежорстких деталей
Формула / Реферат
Пристрій для левітаційного точіння конічних нежорстких деталей, що містить фланцевий корпус з трубчастою віссю, магнітопроводи з осердями і фазними котушками, обмотки яких підключені до джерела трифазної напруги з послідовною круговою і лінійною перестановкою фаз, а також аеростатичні опори, який відрізняється тим, що магнітопроводи виконані у вигляді зубчастих кілець, що закріплені на однаковій відстані одне від одного та з симетричним розташуванням зубчастих радіальних осердь на трубчастій осі, між осьовими рядами яких розташовані дугоподібні пластинчасті аеростатичні опори, кожна з яких жорстко пов'язана одним кінцем з кільцевим пружним елементом, що закріплений на фланцевому корпусі, а іншим кінцем, забезпеченим сферичним упором, контактує з конічною частиною штока, що розташований в отворі трубчастої осі і зв'язаний з поршнем привідного механізму, який розміщено всередині корпусу.
Текст
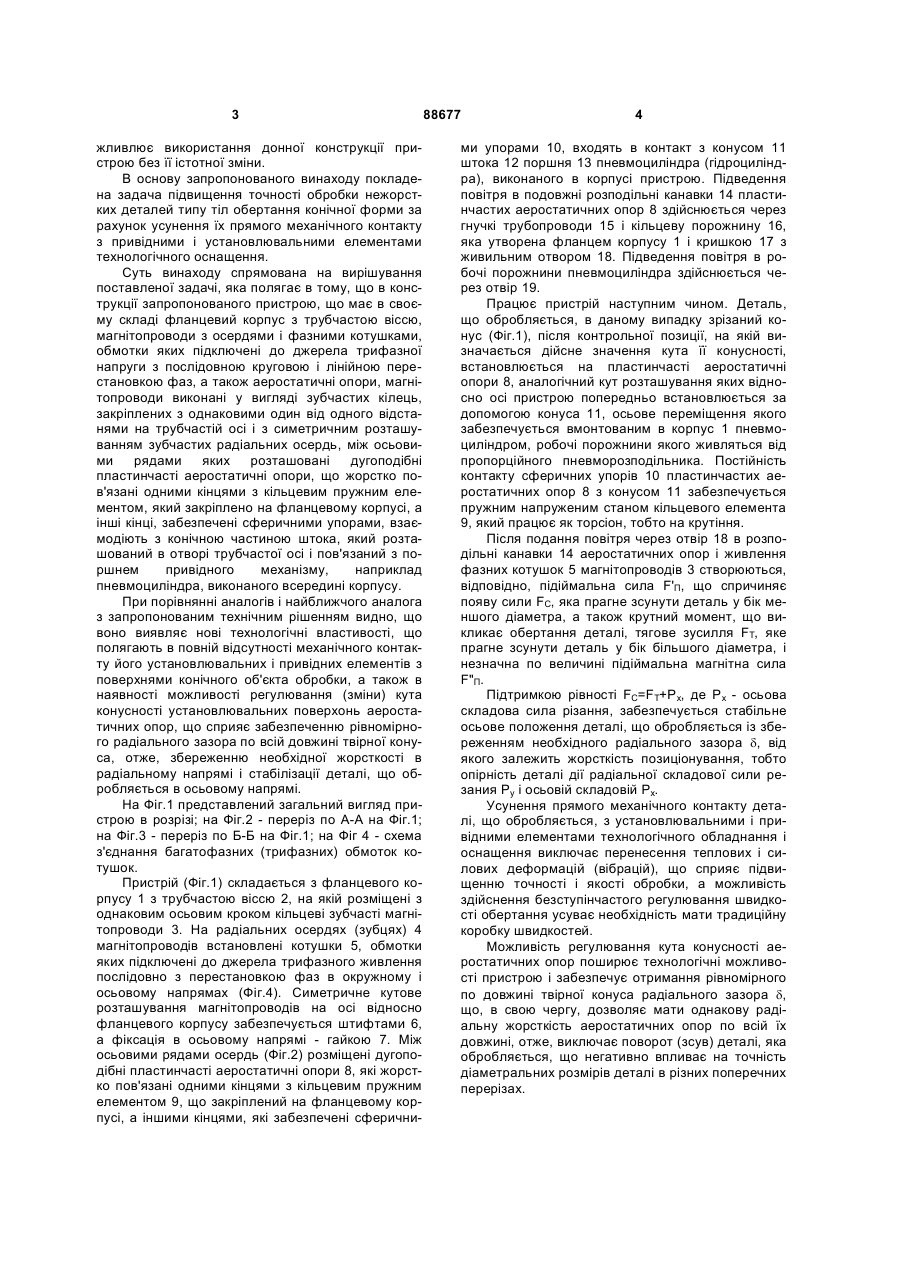
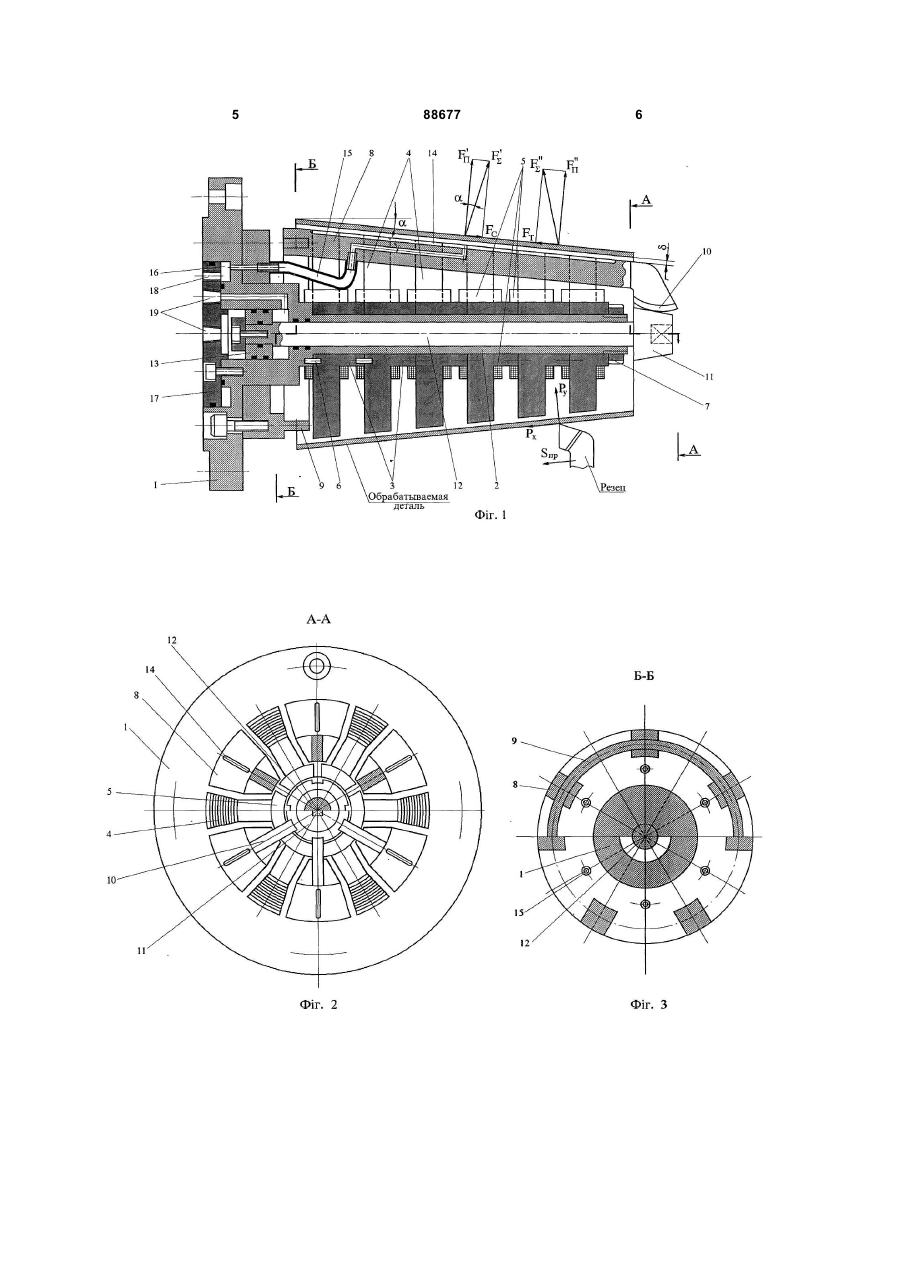
Пристрій для левітаційного точіння конічних нежорстких деталей, що містить фланцевий корпус з трубчастою віссю, магнітопроводи з осердями і фазними котушками, обмотки яких підключені до джерела трифазної напруги з послідовною кру 3 жливлює використання донної конструкції пристрою без її істотної зміни. В основу запропонованого винаходу покладена задача підвищення точності обробки нежорстких деталей типу тіл обертання конічної форми за рахунок усунення їх прямого механічного контакту з привідними і установлювальними елементами технологічного оснащення. Суть винаходу спрямована на вирішування поставленої задачі, яка полягає в тому, що в конструкції запропонованого пристрою, що має в своєму складі фланцевий корпус з трубчастою віссю, магнітопроводи з осердями і фазними котушками, обмотки яких підключені до джерела трифазної напруги з послідовною круговою і лінійною перестановкою фаз, а також аеростатичні опори, магнітопроводи виконані у вигляді зубчастих кілець, закріплених з однаковими один від одного відстанями на трубчастій осі і з симетричним розташуванням зубчастих радіальних осердь, між осьовими рядами яких розташовані дугоподібні пластинчасті аеростатичні опори, що жорстко пов'язані одними кінцями з кільцевим пружним елементом, який закріплено на фланцевому корпусі, а інші кінці, забезпечені сферичними упорами, взаємодіють з конічною частиною штока, який розташований в отворі трубчастої осі і пов'язаний з поршнем привідного механізму, наприклад пневмоциліндра, виконаного всередині корпусу. При порівнянні аналогів і найближчого аналога з запропонованим технічним рішенням видно, що воно виявляє нові технологічні властивості, що полягають в повній відсутності механічного контакту його установлювальних і привідних елементів з поверхнями конічного об'єкта обробки, а також в наявності можливості регулювання (зміни) кута конусності установлювальних поверхонь аеростатичних опор, що сприяє забезпеченню рівномірного радіального зазора по всій довжині твірної конуса, отже, збереженню необхідної жорсткості в радіальному напрямі і стабілізації деталі, що обробляється в осьовому напрямі. На Фіг.1 представлений загальний вигляд пристрою в розрізі; на Фіг.2 - переріз по А-А на Фіг.1; на Фіг.3 - переріз по Б-Б на Фіг.1; на Фіг 4 - схема з'єднання багатофазних (трифазних) обмоток котушок. Пристрій (Фіг.1) складається з фланцевого корпусу 1 з трубчастою віссю 2, на якій розміщені з однаковим осьовим кроком кільцеві зубчасті магнітопроводи 3. На радіальних осердях (зубцях) 4 магнітопроводів встановлені котушки 5, обмотки яких підключені до джерела трифазного живлення послідовно з перестановкою фаз в окружному і осьовому напрямах (Фіг.4). Симетричне кутове розташування магнітопроводів на осі відносно фланцевого корпусу забезпечується штифтами 6, а фіксація в осьовому напрямі - гайкою 7. Між осьовими рядами осердь (Фіг.2) розміщені дугоподібні пластинчасті аеростатичні опори 8, які жорстко пов'язані одними кінцями з кільцевим пружним елементом 9, що закріплений на фланцевому корпусі, а іншими кінцями, які забезпечені сферични 88677 4 ми упорами 10, входять в контакт з конусом 11 штока 12 поршня 13 пневмоциліндра (гідроциліндра), виконаного в корпусі пристрою. Підведення повітря в подовжні розподільні канавки 14 пластинчастих аеростатичних опор 8 здійснюється через гнучкі трубопроводи 15 і кільцеву порожнину 16, яка утворена фланцем корпусу 1 і кришкою 17 з живильним отвором 18. Підведення повітря в робочі порожнини пневмоциліндра здійснюється через отвір 19. Працює пристрій наступним чином. Деталь, що обробляється, в даному випадку зрізаний конус (Фіг.1), після контрольної позиції, на якій визначається дійсне значення кута її конусності, встановлюється на пластинчасті аеростатичні опори 8, аналогічний кут розташування яких відносно осі пристрою попередньо встановлюється за допомогою конуса 11, осьове переміщення якого забезпечується вмонтованим в корпус 1 пневмоциліндром, робочі порожнини якого живляться від пропорційного пневморозподільника. Постійність контакту сферичних упорів 10 пластинчастих аеростатичних опор 8 з конусом 11 забезпечується пружним напруженим станом кільцевого елемента 9, який працює як торсіон, тобто на крутіння. Після подання повітря через отвір 18 в розподільні канавки 14 аеростатичних опор і живлення фазних котушок 5 магнітопроводів 3 створюються, відповідно, підіймальна сила F'П, що спричиняє появу сили FС, яка прагне зсунути деталь у бік меншого діаметра, а також крутний момент, що викликає обертання деталі, тягове зусилля FТ, яке прагне зсунути деталь у бік більшого діаметра, і незначна по величині підіймальна магнітна сила F"П. Підтримкою рівності FС=FТ+Рх, де Рх - осьова складова сила різання, забезпечується стабільне осьове положення деталі, що обробляється із збереженням необхідного радіального зазора d, від якого залежить жорсткість позиціонування, тобто опірність деталі дії радіальної складової сили резания Ру і осьовій складовій Рх. Усунення прямого механічного контакту деталі, що обробляється, з установлювальними і привідними елементами технологічного обладнання і оснащення виключає перенесення теплових і силових деформацій (вібрацій), що сприяє підвищенню точності і якості обробки, а можливість здійснення безступінчастого регулювання швидкості обертання усуває необхідність мати традиційну коробку швидкостей. Можливість регулювання кута конусності аеростатичних опор поширює технологічні можливості пристрою і забезпечує отримання рівномірного по довжині твірної конуса радіального зазора d, що, в свою чергу, дозволяє мати однакову радіальну жорсткість аеростатичних опор по всій їх довжині, отже, виключає поворот (зсув) деталі, яка обробляється, що негативно впливає на точність діаметральних розмірів деталі в різних поперечних перерізах. 5 88677 6 7 Комп’ютерна верстка М. Ломалова 88677 8 Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for levitation turning conical nonrigid components
Автори англійськоюPashkov Yevhenii Valentynovych
Назва патенту російськоюУстройство для левитационного точения конических нежестких деталей
Автори російськоюПашков Евгений Валентинович
МПК / Мітки
МПК: B23B 1/00, B23B 31/00
Мітки: деталей, точіння, левітаційного, нежорстких, пристрій, конічних
Код посилання
<a href="https://ua.patents.su/4-88677-pristrijj-dlya-levitacijjnogo-tochinnya-konichnikh-nezhorstkikh-detalejj.html" target="_blank" rel="follow" title="База патентів України">Пристрій для левітаційного точіння конічних нежорстких деталей</a>
Патрон для левітаційного точіння тонкостінних конічних деталей
Номер патенту: 86701
Опубліковано: 12.05.2009
Автори: Бохонський Олександр Іванович, Пашков Євгеній Валентинович
МПК: B23B 31/02, B23B 1/00
Мітки: точіння, патрон, тонкостінних, деталей, конічних, левітаційного
Формула / Реферат:
Патрон для левітаційного точіння конічних деталей, що містить корпус, статор з багатофазними котушками і аеростатичні опори, який відрізняється тим, що статор, який розміщено всередині чашкового корпусу, виконаний у вигляді пакета кільцевих зубчастих магнітопроводів з фазними котушками, обмотки яких підключені до джерела живлення з послідовною круговою і лінійною перестановкою фаз, а між осьовими рядами зубців, що є осердями, розташовані...
Пристрій для левітаційного точіння тонкостінних циліндричних деталей
Номер патенту: 71019
Опубліковано: 15.11.2004
Автори: Вожжов Андрій Анатолійович, Потеряхін Валерій Борисович, Пашков Євген Валентинович
МПК: F16C 32/04, B23Q 3/15, B23B 1/00
Мітки: деталей, тонкостінних, пристрій, циліндричних, точіння, левітаційного
Формула / Реферат:
Пристрій для левітаційного точіння тонкостінних циліндричних деталей, який містить планшайбу, зовнішній статор з осердями і багатофазними обмотками, полюсні наконечники якого створюють радіальну газову опору, а також осьовий левітуючий газомагнітний упор, який відрізняється тим, що зовнішній, встановлений на планшайбі, статор виконано з двома рядками розташованих по колу осердь, охоплених фазними обмотками з послідовною коловою перестановкою...
Пристрій для левітаційного точіння циліндричних оболонок
Номер патенту: 73407
Опубліковано: 15.07.2005
Автор: Пашков Євген Валентинович
МПК: B23B 1/00
Мітки: пристрій, оболонок, циліндричних, левітаційного, точіння
Формула / Реферат:
1. Пристрій для левітаційного точіння циліндричних оболонок, який містить фланцевий корпус, консольно встановлений внутрішній статор з радіальною опорою і осьовим левітуючим газомагнітним упором для оболонки, що обробляється, а також рухомі в осьовому напрямку зовнішні статори автономних дугоподібних асинхронних двигунів з осердями і багатофазними обмотками, який відрізняється тим, що в зазорах між осердями зовнішнього статора, через один,...
Пристрій для левітаційної обробки точінням тонкостінних конічних деталей
Номер патенту: 86466
Опубліковано: 27.04.2009
Автор: Пашков Євгеній Валентинович
МПК: B23B 1/00
Мітки: деталей, обробки, конічних, тонкостінних, пристрій, точінням, левітаційної
Формула / Реферат:
Пристрій для левітаційної обробки точінням тонкостінних конічних деталей, що містить фланцевий трубчастий корпус, магнітопроводи з осердями і фазними котушками, обмотки яких підключені до джерела трифазної напруги з послідовною круговою і лінійною перестановкою фаз, а також радіальну аеростатичну опору, який відрізняється тим, що магнітопроводи виконані у вигляді зубчастих дисків різного діаметра, співвісно і з однаковим кроком встановлених...
Віброупор для точіння тонкостінних циліндричних деталей
Номер патенту: 53657
Опубліковано: 17.02.2003
Автори: Голубєв Олексій Вадимович, Пашков Євген Валентинович, Бохонський Олександр Іванович
МПК: B23B 1/00, B23B 21/00, B23B 29/00
Мітки: деталей, точіння, циліндричних, тонкостінних, віброупор
Формула / Реферат:
Віброупор для точіння тонкостінних циліндричних деталей, що містить порожню штангу , на кінці якої з можливістю обертання встановлений ролик, який відрізняється тим, що ролик виконаний у вигляді багатошарового кільцевого п’єзоелектричного перетворювача, який встановлений з можливістю випромінювання у бік зовнішньої кільцевої накладки, яка контактує з деталлю, що обробляється, і закріплений на порожньому валу, який встановлений з можливістю...
Попередній патент: Спосіб очищення захищених олігонуклеотидів
Наступний патент: Засвоювана композиція, що містить сполуку зі зв’язаними гетероарильними фрагментами, для модифікування смако-аромату умамі
Випадковий патент: Пристрій для теплового маскування