Порошковий дріт для наплавлення під флюсом
Номер патенту: 88686
Опубліковано: 10.11.2009
Автори: Кусков Юрій Михайлович, Рябцев Ігор Ігорович, Міщенко Дмитро Дмитрович, Жданов Леонід Альбертович, Рябцев Ігор Олександрович, Токарев Володимир Сергійович, Сокольський Володимир Емануїлович
Формула / Реферат
Порошковий дріт для наплавлення під флюсом переважно деталей, що працюють при терті металу по металу без змащення, який складається зі сталевої оболонки й порошкоподібної шихти, що містить ферохром, феромарганець, феросиліцій, залізний порошок, який відрізняється тим, що до складу шихти порошкового дроту додають діоксид цирконію ZrO2 та кремнефтористий натрій Na2SiF6, причому компоненти дроту взяті у такому співвідношенні (мас. частка, %):
ферохром
0,3-1,5
феромарганець
0,8-1,5
феросиліцій
0,5-1,5
залізний порошок
5,0-10,0
кремнефтористий натрій + діоксид цирконію
6,0-10,0
сталева оболонка
решта.
Текст
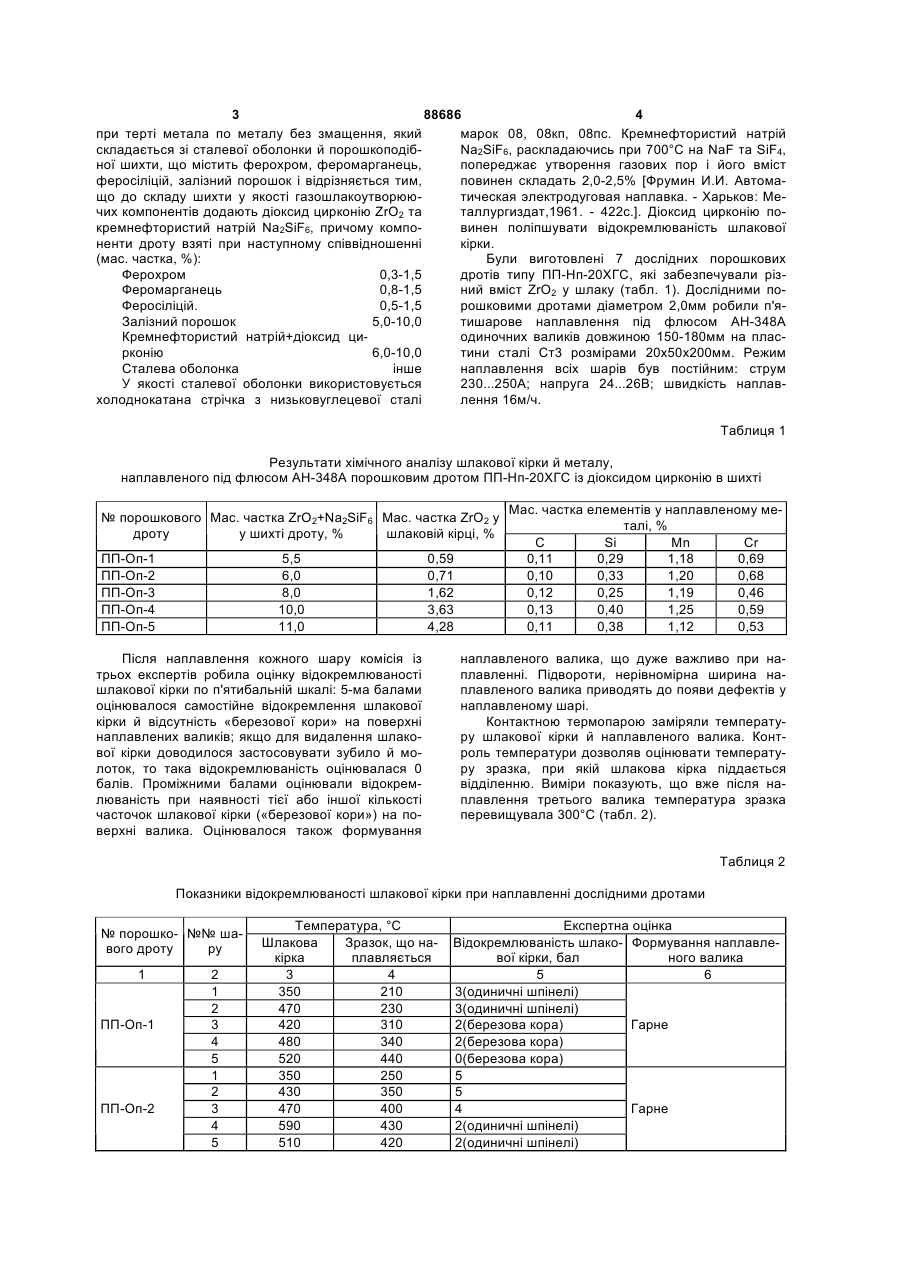
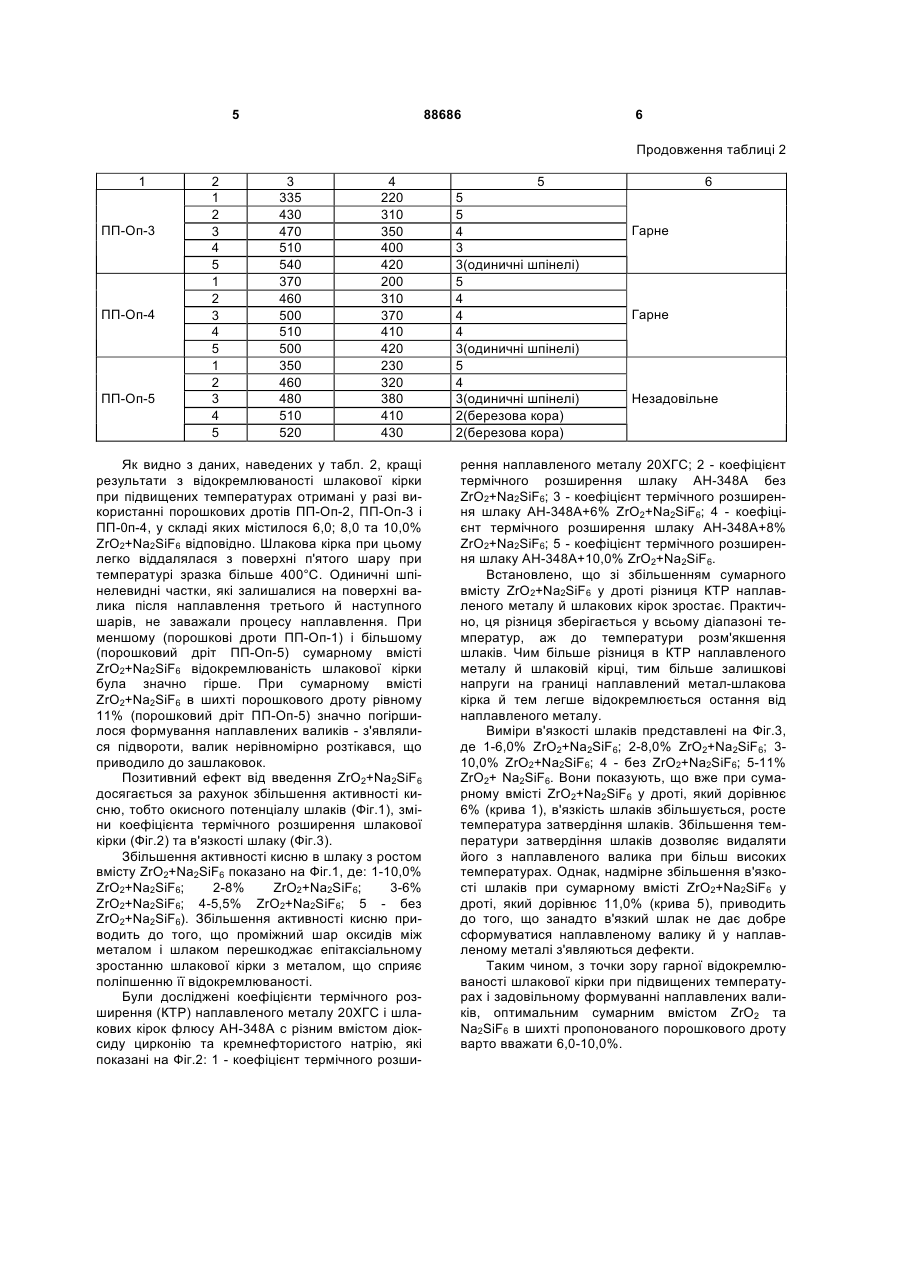
Порошковий дріт для наплавлення під флюсом переважно деталей, що працюють при терті металу по металу без змащення, який складається зі сталевої оболонки й порошкоподібної шихти, що містить ферохром, феромарганець, феросиліцій, залізний порошок, який відрізняється тим, що до складу шихти порошкового дроту додають діоксид цирконію ZrO2 та кремнефтористий натрій Na2SiF6, причому компоненти дроту взяті у такому співвідношенні (мас. частка, %): ферохром 0,3-1,5 феромарганець 0,8-1,5 феросиліцій 0,5-1,5 залізний порошок 5,0-10,0 кремнефтористий натрій + діок6,0-10,0 сид цирконію сталева оболонка решта. (19) (21) a200711210 (22) 10.10.2007 (24) 10.11.2009 (46) 10.11.2009, Бюл.№ 21, 2009 р. (72) РЯБЦЕВ ІГОР ІГОРОВИЧ, МІЩЕНКО ДМИТРО ДМИТРОВИЧ, РЯБЦЕВ ІГОР ОЛЕКСАНДРОВИЧ, ТОКАРЕВ ВОЛОДИМИР СЕРГІЙОВИЧ, КУСКОВ ЮРІЙ МИХАЙЛОВИЧ, ЖДАНОВ ЛЕОНІД АЛЬБЕРТОВИЧ, СОКОЛЬСЬКИЙ ВОЛОДИМИР ЕМАНУЇЛОВИЧ (73) ІНСТИТУТ ЕЛЕКТРОЗВАРЮВАННЯ ІМ. Є.О. ПАТОНА НАН УКРАЇНИ (56) SU 338336, 15.05.1972 SU 406679, 21.11.1973 RU 95106113 A1, 20.12.1996 RU 2083341 C1, 10.07.1997 3 88686 4 при терті метала по металу без змащення, який марок 08, 08кп, 08пс. Кремнефтористий натрій складається зі сталевої оболонки й порошкоподібNa2SiF6, раскладаючись при 700°С на NaF та SіF4, ної шихти, що містить ферохром, феромарганець, попереджає утворення газових пор і його вміст феросіліцій, залізний порошок і відрізняється тим, повинен складать 2,0-2,5% [Фрумин И.И. Автомащо до складу шихти у якості газошлакоутворюютическая электродуговая наплавка. - Харьков: Мечих компонентів додають діоксид цирконію ZrО2 та таллургиздат,1961. - 422с.]. Діоксид цирконію повинен поліпшувати відокремлюваність шлакової кремнефтористий натрій Na2SiF6, причому компоненти дроту взяті при наступному співвідношенні кірки. (мас. частка, %): Були виготовлені 7 дослідних порошкових Ферохром 0,3-1,5 дротів типу ПП-Нп-20ХГС, які забезпечували різФеромарганець 0,8-1,5 ний вміст ΖrО2 у шлаку (табл. 1). Дослідними порошковими дротами діаметром 2,0мм робили п'яФеросіліцій. 0,5-1,5 тишарове наплавлення під флюсом АН-348А Залізний порошок 5,0-10,0 одиночних валиків довжиною 150-180мм на пласКремнефтористий натрій+діоксид цитини сталі Ст3 розмірами 20x50x200мм. Режим рконію 6,0-10,0 наплавлення всіх шарів був постійним: струм Сталева оболонка інше 230...250А; напруга 24...26В; швидкість наплавУ якості сталевої оболонки використовується лення 16м/ч. холоднокатана стрічка з низьковуглецевої сталі Таблиця 1 Результати хімічного аналізу шлакової кірки й металу, наплавленого під флюсом АН-348А порошковим дротом ПП-Нп-20ХГС із діоксидом цирконію в шихті № порошкового Мас. частка ΖrО2+Na2SiF6 Мас. частка ΖrО2 у дроту у шихті дроту, % шлаковій кірці, % ПП-Оп-1 ПП-Оп-2 ПП-Оп-3 ПП-Оп-4 ПП-Оп-5 5,5 6,0 8,0 10,0 11,0 0,59 0,71 1,62 3,63 4,28 Після наплавлення кожного шару комісія із трьох експертів робила оцінку відокремлюваності шлакової кірки по п'ятибальній шкалі: 5-ма балами оцінювалося самостійне відокремлення шлакової кірки й відсутність «березової кори» на поверхні наплавлених валиків; якщо для видалення шлакової кірки доводилося застосовувати зубило й молоток, то така відокремлюваність оцінювалася 0 балів. Проміжними балами оцінювали відокремлюваність при наявності тієї або іншої кількості часточок шлакової кірки («березової кори») на поверхні валика. Оцінювалося також формування Мас. частка елементів у наплавленому металі, % С Si Mn Cr 0,11 0,29 1,18 0,69 0,10 0,33 1,20 0,68 0,12 0,25 1,19 0,46 0,13 0,40 1,25 0,59 0,11 0,38 1,12 0,53 наплавленого валика, що дуже важливо при наплавленні. Підвороти, нерівномірна ширина наплавленого валика приводять до появи дефектів у наплавленому шарі. Контактною термопарою заміряли температуру шлакової кірки й наплавленого валика. Контроль температури дозволяв оцінювати температуру зразка, при якій шлакова кірка піддається відділенню. Виміри показують, що вже після наплавлення третього валика температура зразка перевищувала 300°С (табл. 2). Таблиця 2 Показники відокремлюваності шлакової кірки при наплавленні дослідними дротами № порошко- №№ шавого дроту ру 1 ПП-Оп-1 ПП-Оп-2 2 1 2 3 4 5 1 2 3 4 5 Температура, °С Шлакова Зразок, що накірка плавляється 3 4 350 210 470 230 420 310 480 340 520 440 350 250 430 350 470 400 590 430 510 420 Експертна оцінка Відокремлюваність шлако- Формування наплавлевої кірки, бал ного валика 5 6 3(одиничні шпінелі) 3(одиничні шпінелі) Гарне 2(березова кора) 2(березова кора) 0(березова кора) 5 5 Гарне 4 2(одиничні шпінелі) 2(одиничні шпінелі) 5 88686 6 Продовження таблиці 2 1 ПП-Оп-3 ПП-Оп-4 ПП-Оп-5 2 1 2 3 4 5 1 2 3 4 5 1 2 3 4 5 3 335 430 470 510 540 370 460 500 510 500 350 460 480 510 520 4 220 310 350 400 420 200 310 370 410 420 230 320 380 410 430 Як видно з даних, наведених у табл. 2, кращі результати з відокремлюваності шлакової кірки при підвищених температурах отримані у разі використанні порошкових дротів ПП-Оп-2, ПП-Оп-3 і ПП-0п-4, у складі яких містилося 6,0; 8,0 та 10,0% ZrO2+Na2SiF6 відповідно. Шлакова кірка при цьому легко віддалялася з поверхні п'ятого шару при температурі зразка більше 400°С. Одиничні шпінелевидні частки, які залишалися на поверхні валика після наплавлення третього й наступного шарів, не заважали процесу наплавлення. При меншому (порошкові дроти ПП-Оп-1) і більшому (порошковий дріт ПП-Оп-5) сумарному вмісті ZrO2+Na2SiF6 відокремлюваність шлакової кірки була значно гірше. При сумарному вмісті ZrO2+Na2SiF6 в шихті порошкового дроту рівному 11% (порошковий дріт ПП-Оп-5) значно погіршилося формування наплавлених валиків - з'являлися підвороти, валик нерівномірно розтікався, що приводило до зашлаковок. Позитивний ефект від введення ZrO2+Na2SiF6 досягається за рахунок збільшення активності кисню, тобто окисного потенціалу шлаків (Фіг.1), зміни коефіцієнта термічного розширення шлакової кірки (Фіг.2) та в'язкості шлаку (Фіг.3). Збільшення активності кисню в шлаку з ростом вмісту ZrO2+Na2SiF6 показано на Фіг.1, де: 1-10,0% 2-8% ZrO2+Na2SiF6; 3-6% ZrO2+Na2SiF6; ZrO2+Na2SiF6; 4-5,5% ZrO2+Na2SiF6; 5 - без ZrO2+Na2SiF6). Збільшення активності кисню приводить до того, що проміжний шар оксидів між металом і шлаком перешкоджає епітаксіальному зростанню шлакової кірки з металом, що сприяє поліпшенню її відокремлюваності. Були досліджені коефіцієнти термічного розширення (КТР) наплавленого металу 20ХГС і шлакових кірок флюсу АН-348А с різним вмістом діоксиду цирконію та кремнефтористого натрію, які показані на Фіг.2: 1 - коефіцієнт термічного розши 5 5 5 4 3 3(одиничні шпінелі) 5 4 4 4 3(одиничні шпінелі) 5 4 3(одиничні шпінелі) 2(березова кора) 2(березова кора) 6 Гарне Гарне Незадовільне рення наплавленого металу 20ХГC; 2 - коефіцієнт термічного розширення шлаку АН-348А без ZrO2+Na2SiF6; 3 - коефіцієнт термічного розширення шлаку АН-348А+6% ZrO2+Na2SiF6; 4 - коефіцієнт термічного розширення шлаку АН-348А+8% ZrO2+Na2SiF6; 5 - коефіцієнт термічного розширення шлаку АН-348А+10,0% ZrO2+Na2SiF6. Встановлено, що зі збільшенням сумарного вмісту ZrO2+Na2SiF6 у дроті різниця КТР наплавленого металу й шлакових кірок зростає. Практично, ця різниця зберігається у всьому діапазоні температур, аж до температури розм'якшення шлаків. Чим більше різниця в КТР наплавленого металу й шлаковій кірці, тим більше залишкові напруги на границі наплавлений метал-шлакова кірка й тем легше відокремлюється остання від наплавленого металу. Виміри в'язкості шлаків представлені на Фіг.3, де 1-6,0% ZrO2+Na2SiF6; 2-8,0% ZrO2+Na2SiF6; 310,0% ZrO2+Na2SiF6; 4 - без ZrO2+Na2SiF6; 5-11% ZrO2+ Na2SiF6. Вони показують, що вже при сумарному вмісті ZrO2+Na2SiF6 у дроті, який дорівнює 6% (крива 1), в'язкість шлаків збільшується, росте температура затвердіння шлаків. Збільшення температури затвердіння шлаків дозволяє видаляти його з наплавленого валика при більш високих температурах. Однак, надмірне збільшення в'язкості шлаків при сумарному вмісті ZrO2+Na2SiF6 у дроті, який дорівнює 11,0% (крива 5), приводить до того, що занадто в'язкий шлак не дає добре сформуватися наплавленому валику й у наплавленому металі з'являються дефекти. Таким чином, з точки зору гарної відокремлюваності шлакової кірки при підвищених температурах i задовільному формуванні наплавлених валиків, оптимальним сумарним вмістом ΖrО2 та Na2SiF6 в шихті пропонованого порошкового дроту варто вважати 6,0-10,0%. 7 Комп’ютерна верстка О. Гапоненко 88686 8 Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюPowder wire for hidden arc welding
Автори англійськоюRiabtsev Ihor Ihorevych, Mischenko Dmytro Dmytrovych, Riabtsev Ihor Oleksandrovych, Tokarev Volodymyr Serhiiovych, Kuskov Yurii Mykhailovych, Zhdanov Leonid Albertovych, Sokolskyi Volodymyr Emanuilovych
Назва патенту російськоюПорошковая проволока для наплавки под флюсом
Автори російськоюРябцев Игорь Игоревич, Мищенко Дмитрий Дмитриевич, Рябцев Игорь Александрович, Токарев Владимир Сергеевич, Кусков Юрий Михайлович, Жданов Леонид Альбертович, Сокольський Владимир Эммануилович
МПК / Мітки
МПК: B23K 35/368
Мітки: порошковий, флюсом, дріт, наплавлення
Код посилання
<a href="https://ua.patents.su/4-88686-poroshkovijj-drit-dlya-naplavlennya-pid-flyusom.html" target="_blank" rel="follow" title="База патентів України">Порошковий дріт для наплавлення під флюсом</a>
Порошковий дріт для наплавлення
Номер патенту: 44801
Опубліковано: 15.03.2002
Автори: Рябцев Ігор Олександрович, Мікаелян Генріх Суренович, Євтушенко Віктор Вікторович
МПК: B23K 35/368
Мітки: порошковий, наплавлення, дріт
Формула / Реферат:
Порошковий дріт для наплавлення, який складається з сталевої оболонки та порошкової шихти, яка містить феромарганець, феротитан, порошок заліза, який відрізняється тим, що склад шихти додатково має ферохром, феросиліцій, порошок алюмінію та флюс АН-348А, за наступним вмістом компонентів, мас. частка, %: сталева оболонка 75,0-78,0; ферохром 2,0-2,5; ...
Порошковий дріт для наплавлення
Номер патенту: 22815
Опубліковано: 25.04.2007
Автори: Мацаренко Владислав Дмитрович, Крехов Ігор Миколайович
МПК: B23K 35/30
Мітки: дріт, порошковий, наплавлення
Формула / Реферат:
Порошковий дріт для наплавлення, що складається зі сталевої оболонки і порошкоподібної шихти, яка містить феробор і графіт, який відрізняється тим, що у порошкоподібну шихту введено хром металевий, при цьому компоненти взято в наступному співвідношенні, мас. %: феробор 15,00-39,00 хром металевий 1,00-20,00 графіт 0,15-0,25 ...
Порошковий дріт для зварювання і наплавлення високоміцного чавуну
Номер патенту: 44111
Опубліковано: 15.01.2002
Автори: Пустовгар Олександр Володимирович, Любич Олександр Йосипович
МПК: B23K 35/368
Мітки: порошковий, зварювання, високоміцного, дріт, чавуну, наплавлення
Формула / Реферат:
Порошковий дріт для зварювання і наплавлення високоміцного чавуну, що складається зі сталевої низьковуглецевої оболонки і порошкоподібної шихти, до складу якої входять графіт, силікокальцій, феромарганець і залізний порошок, який відрізняється тим, що шихта додатково містить мармур при наступному співвідношенні компонентів, мас. %: Графіт 17,5-30,8 Силікокальцій 19,0 - 34,3 ...
Порошковий дріт для наплавлення
Номер патенту: 34778
Опубліковано: 15.03.2001
Автори: Пустовгар Олександр Володимирович, Любич Олександр Йосипович, Марченко Станіслав Вікторович
МПК: B23K 35/368
Мітки: наплавлення, дріт, порошковий
Формула / Реферат:
Порошковий дріт для наплавлення, переважно сталей і чавунів, що складається зі сталевої низьковуглецевої оболонки і порошкоподібної шихти, що містить графіт, силікокальцій, феротитан, феромарганець і залізний порошок, який відріз няеться тим, що шихта додатково містить карба мід при наступному співвідношенні компонєнтіе мас.%:при цьому коефіцієнт заповнення порошкового дроту складає 34-38%.
Порошковий дріт для зварювання і наплавлення високоміцного чавуну
Номер патенту: 34369
Опубліковано: 15.02.2001
Автори: Любич Олександр Йосипович, Пустовгар Олександр Володимирович, Марченко Станіслав Вікторович
МПК: B23K 35/368
Мітки: дріт, чавуну, порошковий, наплавлення, високоміцного, зварювання
Текст:
...частках більш як 60% маси об'єму. Перед звішуванням всі інгредієнти з вологістю більш як 0,1% просушують при температурі 200250°С, а потім просіюють крізь сито № 025 за ДСТ 3584-73. Дріт виготовляється на профілюючому стані шляхом безупинного згортання стрічки, що заповнюється шихтою, і наступним калібруванням і вальцюванням на необхідний діаметр дроту. Кінцевий діаметр порошкового дроту складає 2,6 мм, коефіцієнт заповнення 27,1-30,2%. Для...
Попередній патент: Спосіб скорочення часу затримки збору даних управління шляхом передачі даних управління пакетами, що розшифровуються індивідуально
Наступний патент: Бурова вишка та гідравлічний механізм подачі
Випадковий патент: Спосіб відбору тварин-реципієнтів