Пристрій для вакуумного пресування виробів з армованих пластиків
Номер патенту: 8934
Опубліковано: 30.09.1996
Автори: Павлов Геннадій Олексійович, Поспелов Михайло Володимирович

Формула / Реферат
Устройство для вакуумного прессования изделий из армированных пластиков, содержащее жесткую матрицу с соединительным фланцем и эластичный пуансон в виде чехла и расположенного по его периметру каркаса из уголка, одна полка которого герметично приклеена к чехлу, а другая образует соединительный фланец, отогнутый в противоположную от фланца матрицы сторону, с получением из них соединительного пояса, на который наклеена герметизирующая лента, отличающееся тем, что, с целью повышения технологичности устройства, каркас выполнен из отдельных секций с торцовыми фланцами на смежных концах и крепежными элементами, а эластичный чехол имеет периметр, превышающий периметр каркаса, свободная часть которого равномерно распределена в промежутках между секциями каркаса с образованием складок в местах их стыков, причем эластичный пуансон снабжен герметизирующими накладками в виде трапеции, прикрепленными в местах стыков секций каркаса большим основанием к чехлу, а меньшим - к соединительному фланцу каркаса.
Текст
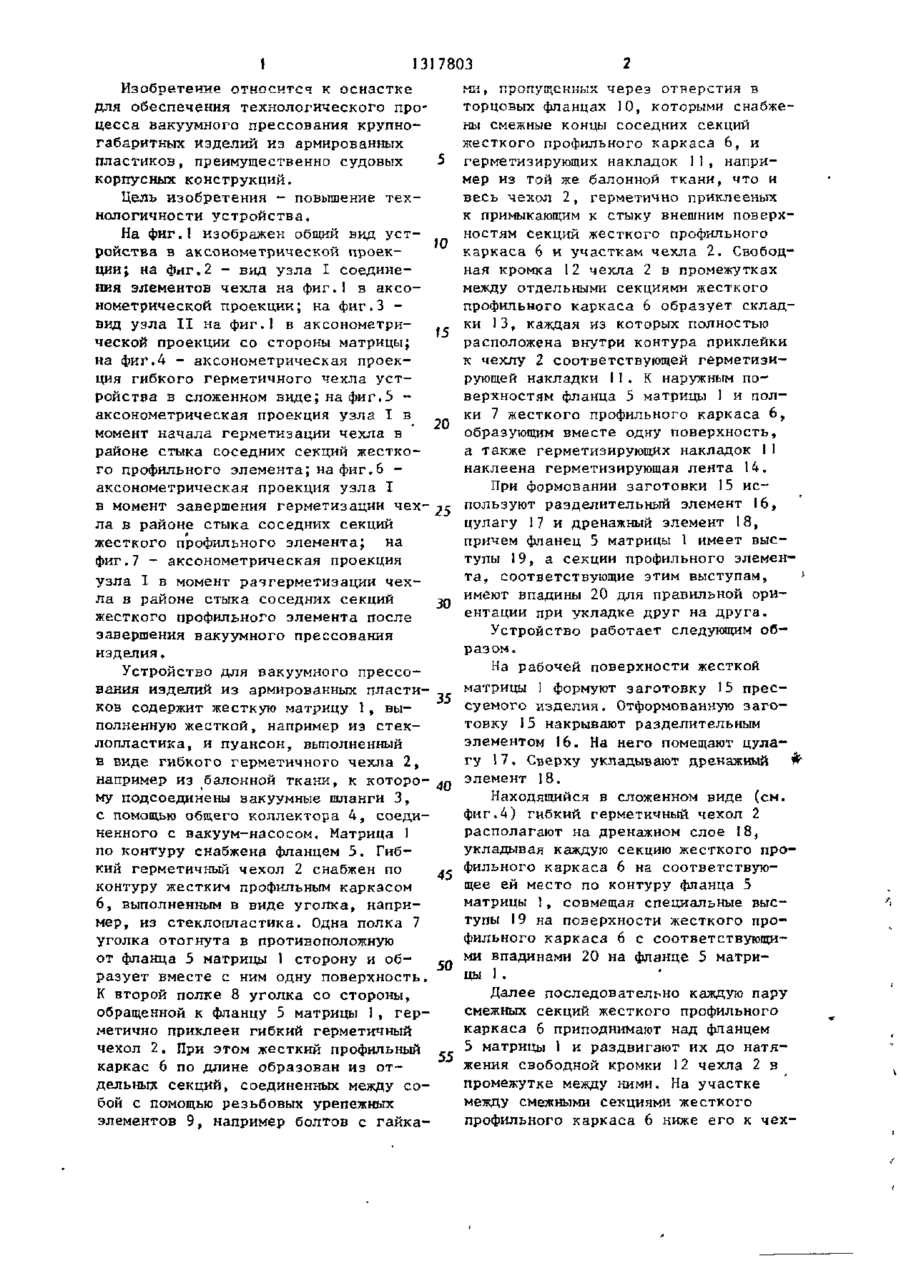
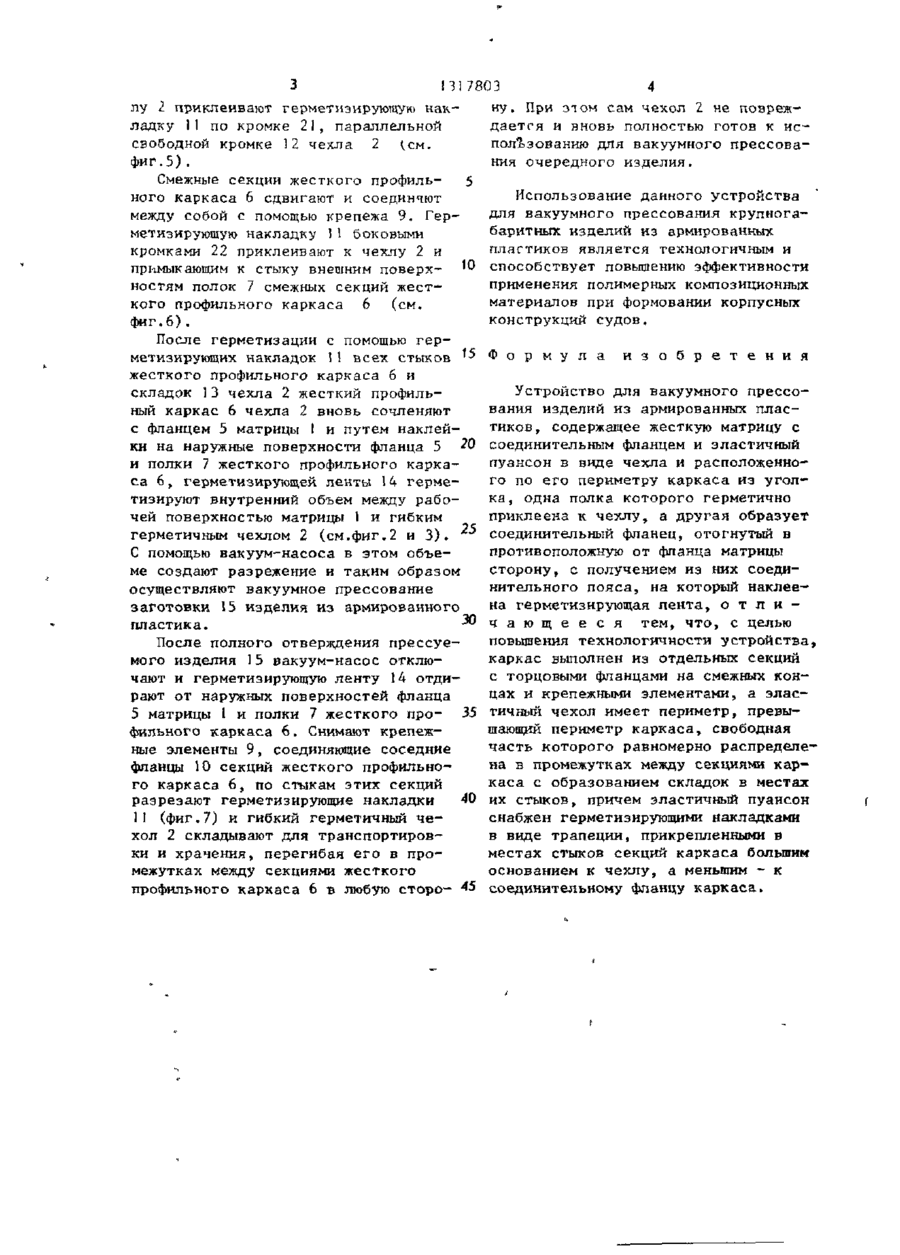
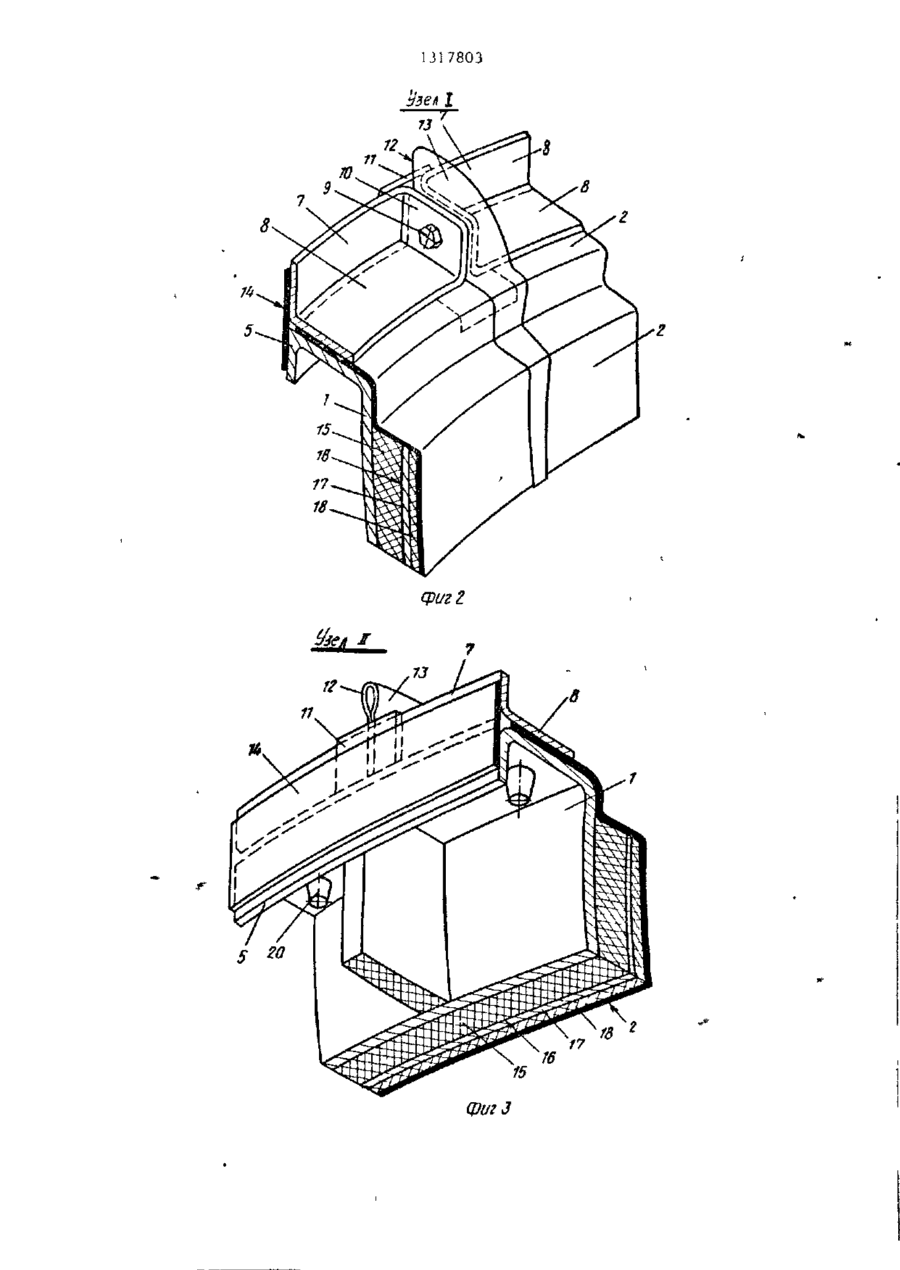
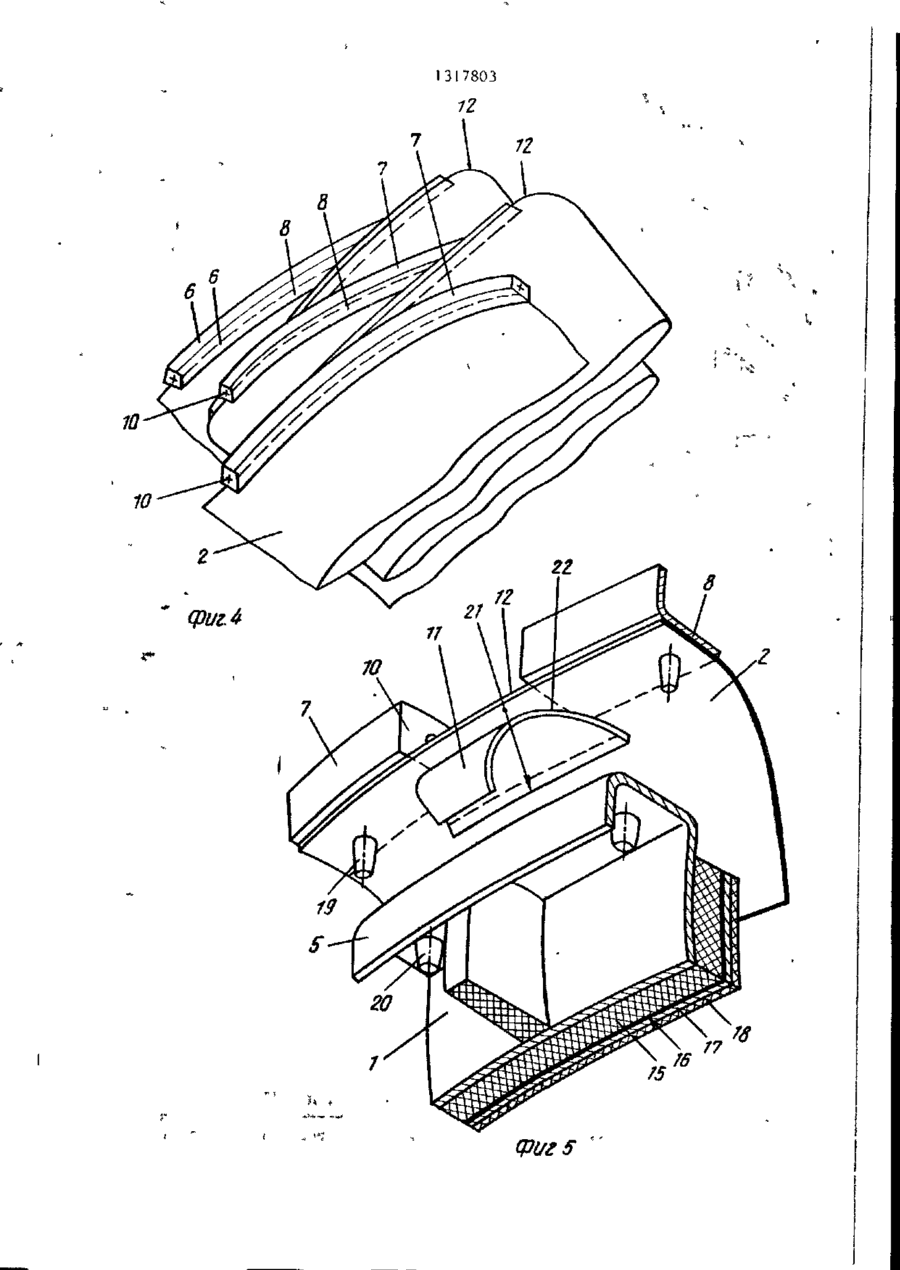
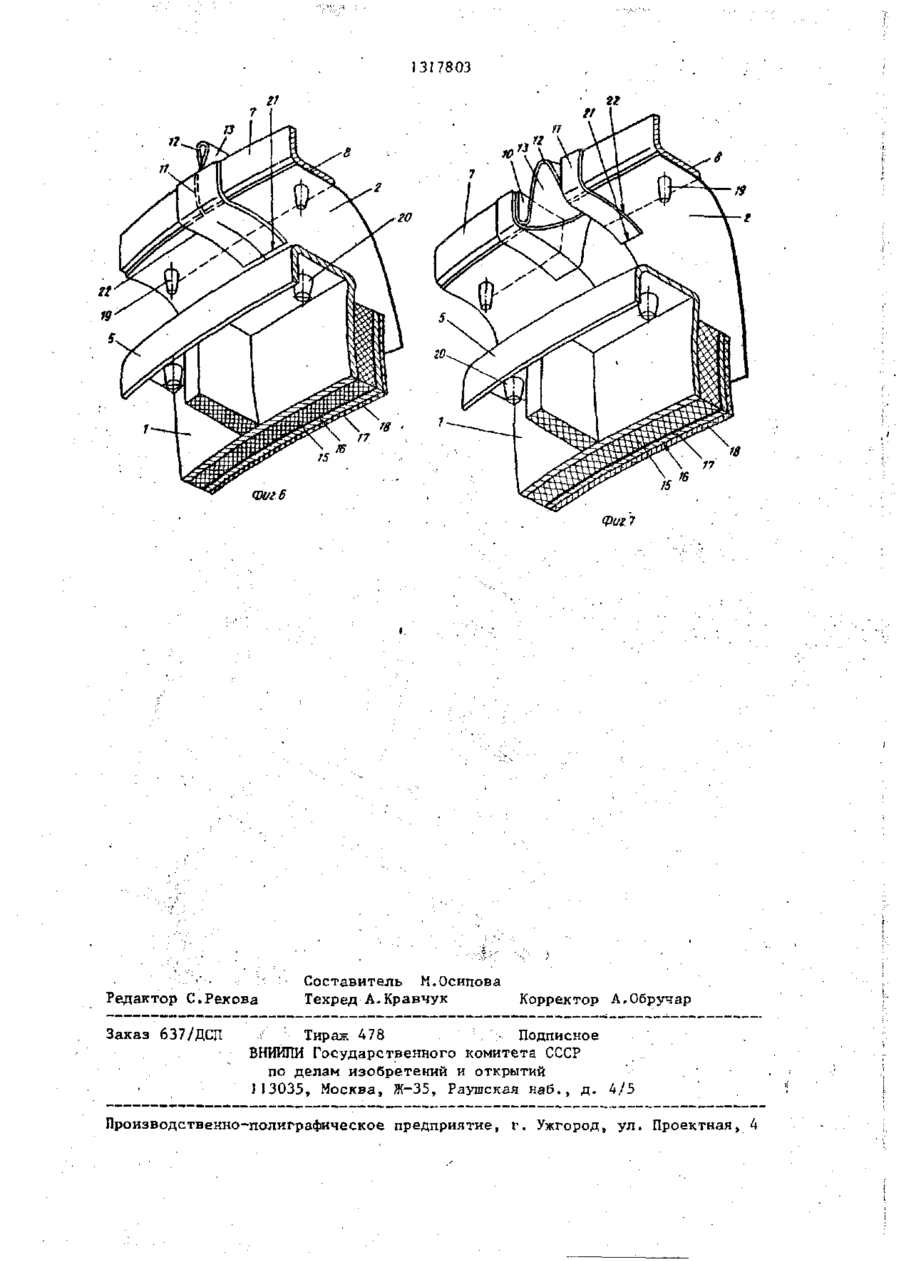
Изобретение относится к остнастке для вакуумного прессования армированных изделий. Целью изобретения является повышение технологичности устройства. Устройство для вакуумного прессования имеет жесткую матрицу 1 и эластичный пуансон в виде чехла 2 и расположенного по его периметру каркаса 6 из уголка, который выполнен из отдельных секций с крепежными элементами, приклеенными одной полкой 8 к чехлу 2, а другая полка 7 образует фланец, лежащий в одной плоскости с фланцем матрицы 1 и образующий с ним соединительный пояс с наклеенной герметизирующей лентой 14. Чехол 2 имеет между секциями превышение периметра, которое образует складки, герметизируемые накладками в виде трапеции, наклеенной на чехол 2 большим основанием, а меньшим - на полку 7 каркаса 6, 7 ил. 7 qn/s t 2 3 8 1317803 ИЄ ОТНОСИТСЯ К QCK3CTKG для обеспечения технологического процесса вакуумного прессования крупногабаритных изделий из армированных 5 пластиков, преимущественно судовых корпусных конструкций. Цель изобретения - повышение технологичности устройства. На фиг.1 изображен общий вид уст10 ройства в аксонометрической проекции; на фиг.2 - вид узла I соединения элементов чехла на фиг.1 в аксонометрической проекции; на фиг.З вид узла II на фиг.1 в аксонометрической проекции со стороны матрицы; на фиг.4 - аксонометрическая проекция гибкого герметичного чехла устройства в сложенном виде;нафиг,5 аксонометрическая проекция узла І в 20 момент начала герметизации чехла в районе стыка соседних секций жесткого профильного элемента; на фиг.6 аксонометрическая проекция узла I в момент завершения герметизации чех- рг ла в районе стыка соседних секций жесткого профильного элемента; на фиг.7 - аксонометрическая проекция узла І в момент разгерметизации чехла в районе стыка соседних секций 30 жесткого профильного элемента после завершения вакуумного прессования изделия. ми, пропущенных через отверстия в торцовых фланцах 10, которыми снабжены смежные концы соседних секций жесткого профильного каркаса 6, и герметизирующих накладок 11, например из той же балонной ткани, что и весь чехол 2, герметично приклееных к примыкающим к стыку внешним поверхностям секций жесткого профильного каркаса 6 и участкам чехла 2. Свободная кромка 12 чехла 2 в промежутках между отдельными секциями жесткого профильного каркаса 6 образует складки 13, каждая из которых полностью расположена внутри контура приклейки к чехлу 2 соответствующей герметизирующей накладки 11. К наружным поверхностям фланца 5 матрицы 1 и полки 7 жесткого профильного каркаса 6, образующим вместе одну поверхность, а также герметизирующих накладок 11 наклеена герметизирующая лента 14. При формовании заготовки 15 используют разделительный элемент 16, цулагу 17 и дренажный элемент 18, причем фланец 5 матрицы 1 имеет выступы 19, а секции профильного элемента, соответствующие этим выступам, имеют впадины 20 для правильной ориентации при укладке друг на друга. Устройство работает следующим образом. На рабочей поверхности жесткой Устройство для вакуумного прессоматрицы 1 формуют заготовку 15 пресвания изделий из армированных пласти35 суемого изделия. Отформованную загоков содержит жесткую матрицу 1, вытовку 15 накрывают разделительным полненную жесткой, например из стекэлементом 16. На него помещают цулалопластика, и пуансон, выполненный гу 17. Сверху укладывают дренажный в виде гибкого герметичного чехла 2, элемент 18. например из балонной ткани, к которо40 му подсоединены вакуумные шланги 3, Находящийся в сложенном виде (см. с помощью общего коллектора 4, соедифиг.4) гибкий герметичный чехол 2 ненного с вакуум-насосом. Матрица 1 располагают на дренажном слое 18, по контуру снабжена фланцем 5. Гибукладывая каждую секцию жесткого прокий герметичный чехол 2 снабжен по фильного каркаса 6 на соответствуюконтуру жестким профильным каркасом щее ей место по контуру фланца 5 6, выполненным в виде уголка, наприматрицы 1, совмещая специальные высмер, из стеклопластика. Одна полка 7 тупы 19 на поверхности жесткого проуголка отогнута в противоположную фильного каркаса 6 с соответствующиот фланца 5 матрицы 1 сторону и обми впадинами 20 на фланце 5 матриразует вместе с ним одну поверхность. 50 цы 1 . К второй полке 8 уголка со стороны, Далее последовательно каждую пару обращенной к фланцу 5 матрицы 1, герсмежных секций жесткого профильного метично приклеен гибкий герметичный каркаса 6 приподнимают над фланцем чехол 2. При этом жесткий профильный 5 матрицы 1 и раздвигают их до натя55 жения свободной кромки 12 чехла 2 в каркас 6 по длине образован из отдельных секций, соединенных между сопромежутке между ними. На участке бой с помощью резьбовых урепежных между смежными секциями жесткого элементов 9, например болтов с гайкапрофильного каркаса 6 ниже его к чех 317803 ну. При этом сам чехол 2 не поврежлу 2 приклеивают герметизирующую накладку 11 по кромке 21, параллельной дается и вновь полностью готов к иссвободной кромке 12 чехла 2 (см. пользованию для вакуумного прессовафиг.5). ния очередного изделия. Смежные секции жесткого профиль- 5 Использование данного устройства ного каркаса 6 сдвигают и соединяют для вакуумного прессования крупногамежду собой с помощью крепежа 9. Гербаритных изделий из армированных метизирующую накладку 11 боковыми пластиков является технологичным и кромками 22 приклеивают к чехлу 2 и 10 способствует повышению эффективности примыкающим к стыку внешним поверхприменения полимерных композиционных ностям полок 7 смежных секций жестматериалов при формовании корпусных кого профильного каркаса 6 (см. конструкций судов. фиг.6). После герметизации с помощью гери з о б р е т е н и я метизирующих накладок 11 всех стыков 15 Ф о р м у л а жесткого профильного каркаса 6 и Устройство для вакуумного прессоскладок 13 чехла 2 жесткий профильвания изделий из армированных пласный каркас 6 чехла 2 вновь сочленяют тиков, содержащее жесткую матрицу с с фланцем 5 матрицы 1 и путем наклей20 соединительным фланцем и эластичный ки на наружные поверхности фланца 5 пуансон в виде чехла и расположеннои полки 7 жесткого профильного каркаго по его периметру каркаса из уголса 6, герметизирующей ленты 14 гермека , одна полка которого герметично тизируют внутренний объем между рабоприклеена к чехлу, а другая образует чей поверхностью матрицы 1 и гибким герметичным чехлом 2 (см.фиг.2 и 3 ) . соединительный фланец, отогнутый в противоположную от фланца матрицы С помощью вакуум-насоса в этом объесторону, с получением из них соедиме создают разрежение и таким образом нительного пояса, на который наклееосуществляют вакуумное прессование на герметизирующая лента, о т л и заготовки 15 изделия из армированного ч а ю щ е е с я тем, что, с целью пластика. повышения технологичности устройства, После полного отверждения прессуекаркас выполнен из отдельных секций мого изделия 15 вакуум-насос отклюс торцовыми фланцами на смежных кончают и герметизирующую ленту 1Д отдицах и крепежными элементами, а эласрают от наружных поверхностей фланца 5 матрицы 1 и полки 7 жесткого про- 35 тичньїй чехол имеет периметр, превышающий периметр каркаса, свободная фильного каркаса 6. Снимают крепежчасть которого равномерно распределеные элементы 9, соединяющие соседние на в промежутках между секциями карфланцы 10 секций жесткого профильнокаса с образованием складок в местах го каркаса 6, по стыкам этих секций 40 их стыков, причем эластичный пуансон разрезают герметизирующие накладки снабжен герметизирующими накладками 11 (фиг.7) и гибкий герметичный чев виде трапеции, прикрепленными в хол 2 складывают для транспортировместах стыков секций каркаса большим ки и хранения, перегибая его в прооснованием к чехлу, а меньшим - к межутках между секциями жесткого профильного каркаса 6 в любую сторо- 45 соединительному фланцу каркаса. 8 Фиг 2. 8 18 15 фиг З 16 Фиг 5 1 ЗІ 7803 /9 г? 18 Фиг. 7 і • . Редактор С.Рекова Заказ 637/ДСП Составитель М.Осипова Техред А.Кравчук Корректор А,0бручар ' Тираж 478 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д- 4/5 ' Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная» 4
ДивитисяДодаткова інформація
Назва патенту англійськоюStarwriterdevice for vacuum pressing articles made of reinforced plastics
Автори англійськоюPavlov Hennadii Oleksiiovych, Pospelov Mykhailo Volodymyrovych
Назва патенту російськоюУстройство для вакуумного прессования изделий из армированных пластиков
Автори російськоюПавлов Геннадий Алексеевич, Поспелов Михаил Владимирович
МПК / Мітки
МПК: B29C 43/20, B29L 9/00, B29C 43/32
Мітки: пластиків, виробів, армованих, вакуумного, пристрій, пресування
Код посилання
<a href="https://ua.patents.su/6-8934-pristrijj-dlya-vakuumnogo-presuvannya-virobiv-z-armovanikh-plastikiv.html" target="_blank" rel="follow" title="База патентів України">Пристрій для вакуумного пресування виробів з армованих пластиків</a>
Пристрій для вакуумного пресування корпусних панелей з армованих пластиків
Номер патенту: 8932
Опубліковано: 30.09.1996
Автори: Мишастий Олександр Анатолійович, Поспелов Михайло Володимирович, Павлов Геннадій Олексійович
МПК: B32B 37/10, B29L 9/00, B29C 43/32
Мітки: пресування, вакуумного, пристрій, корпусних, панелей, пластиків, армованих
Формула / Реферат:
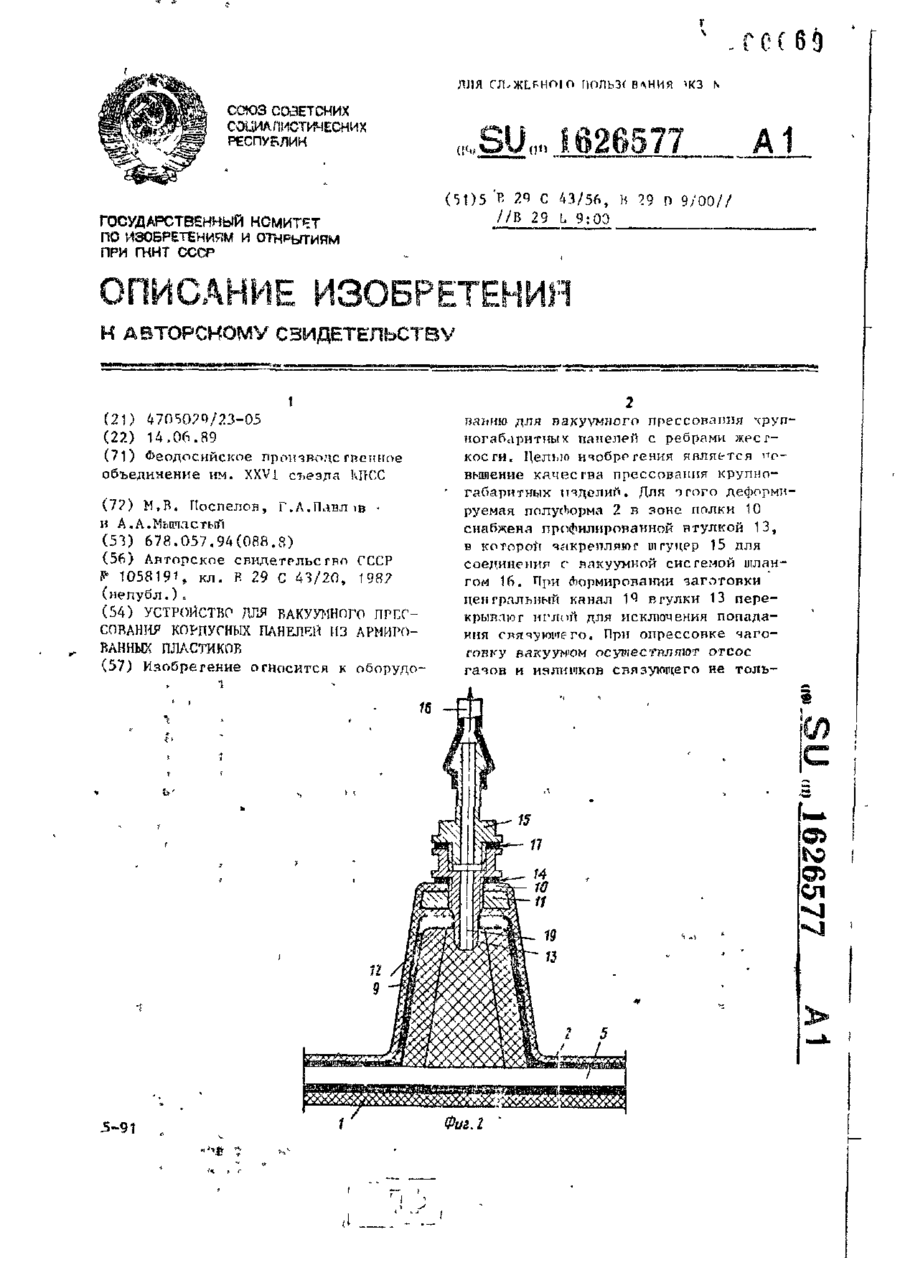
1. Устройство для вакуумного прессования корпусных панелей из армированных пластиков. содержащее пресс-форму из жесткой и деформируемой полуформ, последняя из которых выполнена с формообразующими П-образными элементами для получения ребер жесткости панели, средства герметизации контура полуформ и штуцеры для соединения полости пресс-формы с системой вакуумирования, отличающееся тем, что, с целью повышения качества панелей, оно снабжено...
Пристрій для вакуумного формування виробів з шаруватих пластиків
Номер патенту: 8933
Опубліковано: 30.09.1996
Автори: Павлов Геннадій Олексійович, Астахов Леонід Семенович, Поспелов Михайло Володимирович
МПК: B29C 43/10, B29L 9/00
Мітки: формування, виробів, пристрій, шаруватих, вакуумного, пластиків
Формула / Реферат:
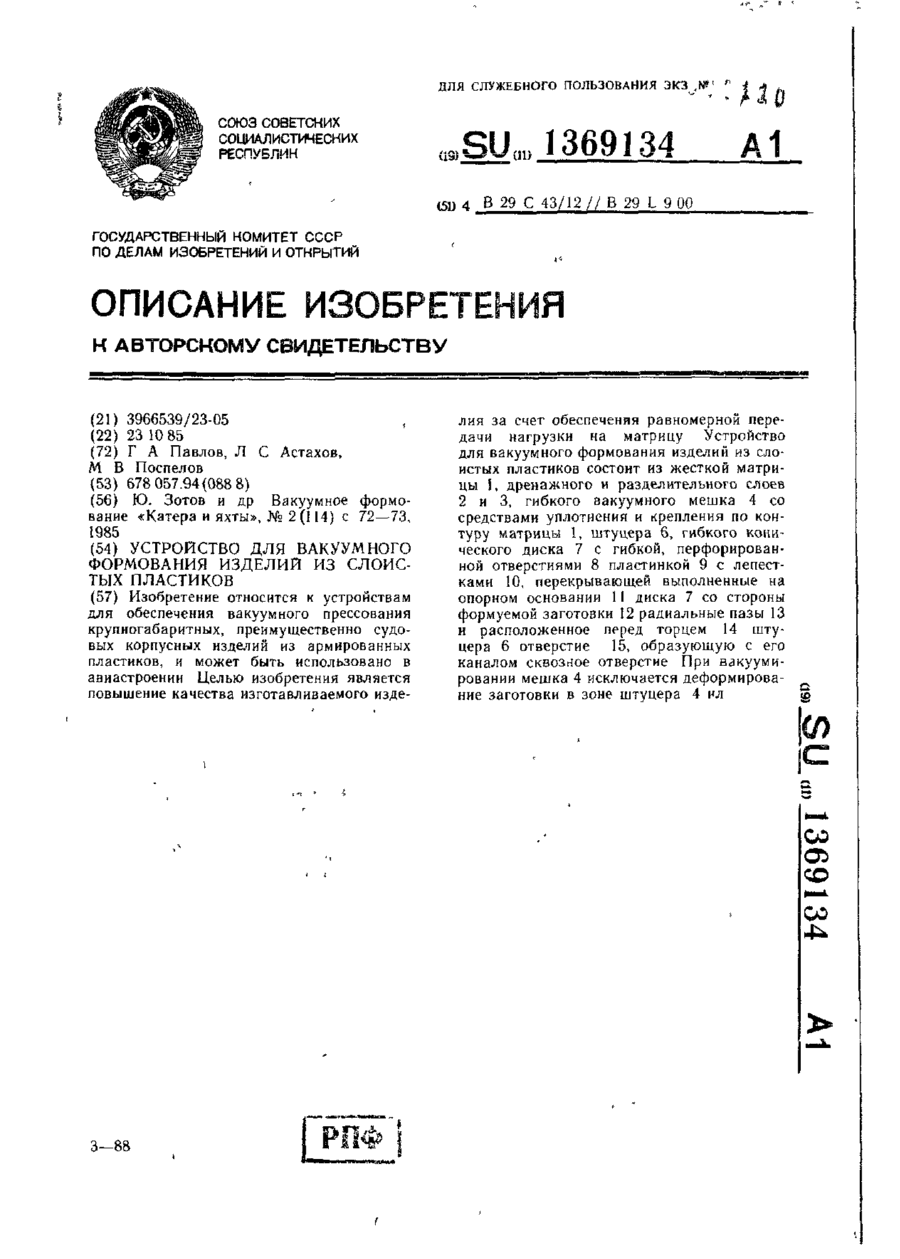
Устройство для вакуумного формования изделий из слоистых пластиков, содержащее жесткую матрицу, дренажный и разделительный слои, гибкий мешок со средствами уплотнения и крепления его по контуру матрицы и штуцер для соединения с системой вакуумирования, отличающееся тем, что, с целью повышения качества изготавливаемого изделия за счет обеспечения равномерной передачи нагрузки на матрицу, гибкий мешок снабжен соединенным с ним изнутри в...
Спосіб пресування виробів із сумішів і пристрій для його здійснення
Номер патенту: 3796
Опубліковано: 27.12.1994
Автори: Старенко Констянтин Миколайович, Гончаров Володимир Васильович, Самусенко Всеволод Іванович, Олефиренко Віктор Никонович, Павленко Євгеній Антонович, Горбач Володимир Павлович
МПК: B28B 3/02
Мітки: виробів, здійснення, сумішів, пристрій, пресування, спосіб
Формула / Реферат:
1. Способ прессования изделий из смесей, включающий засыпку в многоместную пресс-форму, замыкание пресс-формы с последующим приложением к ней двухстороннего прессующего усилия, отличающийся тем, что приложение прессующего усилия на каждое изделие осуществляют поочередно циклами, при этом отношение суммарного прессующего усилия, приложенного за один цикл с одной из сторон к прессующему усилию с другой стороны равно не менее 2.2....
Пристрій для неперервного виготовлення труб з армованих пластмас
Номер патенту: 180
Опубліковано: 30.04.1993
Автори: Шопен Олександр Борисович, Голованевський Аркадій Ізрайлевич, Божко Борис Миколайович, Соловйов Валерій Борисович, Данільцев Володимир Григорович
МПК: B29C 53/00, B29K 105/08, B29L 23/20
Мітки: виготовлення, пристрій, пластмас, армованих, неперервного, труб
Формула / Реферат:
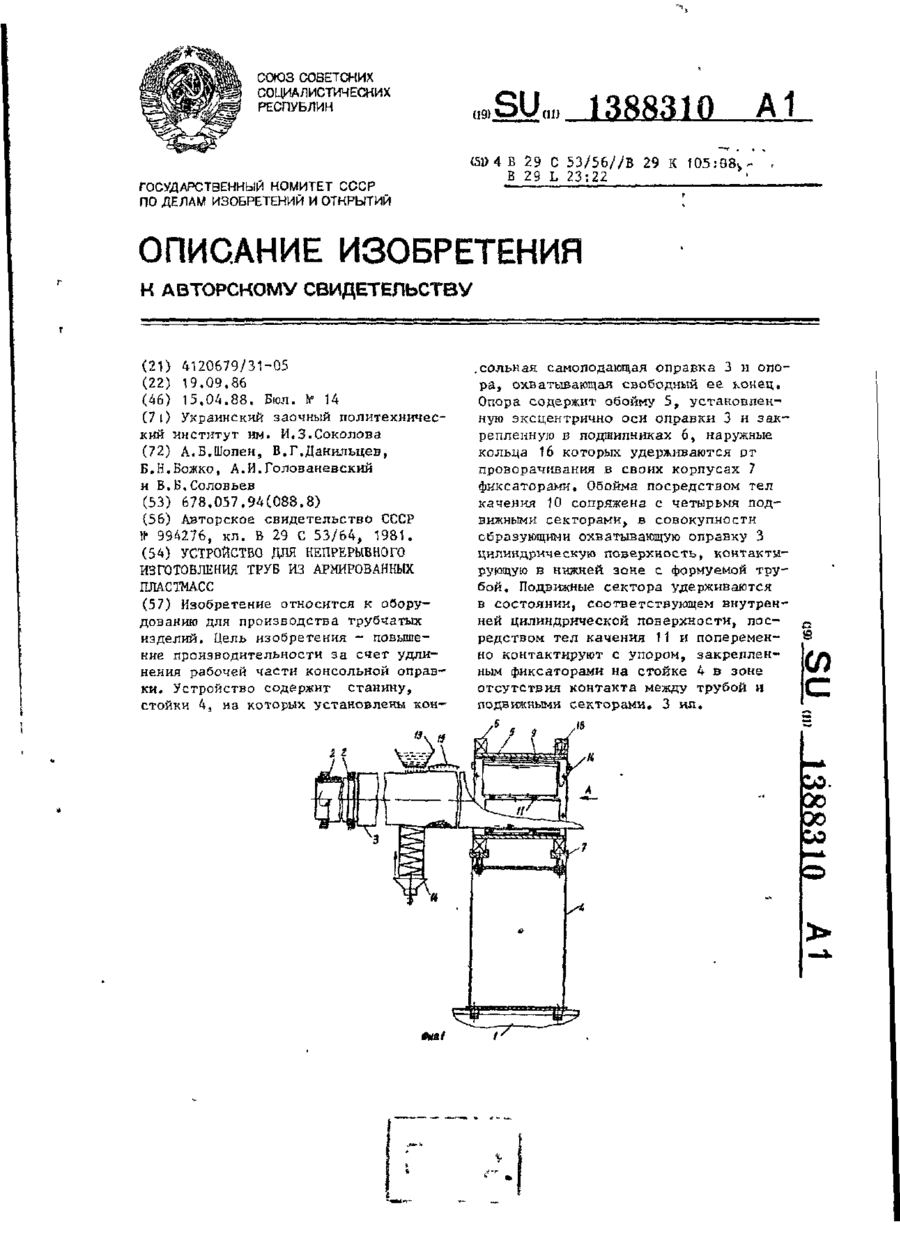
Формула изобретенияУстройство для непрерывного изготовления труб из армированных пластмасс, включающее смонтированные на станине консольную вращающуюся оправку со средствами транспортирования изделия, укладчик армирующего материала, узел подачи связующего и полимеризационные камеры, отличающееся тем, что, с целью повышения производительности за счет удлинения рабочей части консольной оправки, оно снабжено установленной на конце оправки...
Керамічна маса для виготовлення виробів способом напівсухого пресування
Номер патенту: 7266
Опубліковано: 30.06.1995
Автори: Чернікова Ірина Валеріївна, Бек Юрій Маркіянович, Дигдалович Андрій Михайлович, Бек Маркіян Васильович
МПК: C04B 18/10, C04B 33/00
Мітки: пресування, виробів, способом, маса, керамічна, напівсухого, виготовлення
Формула / Реферат:
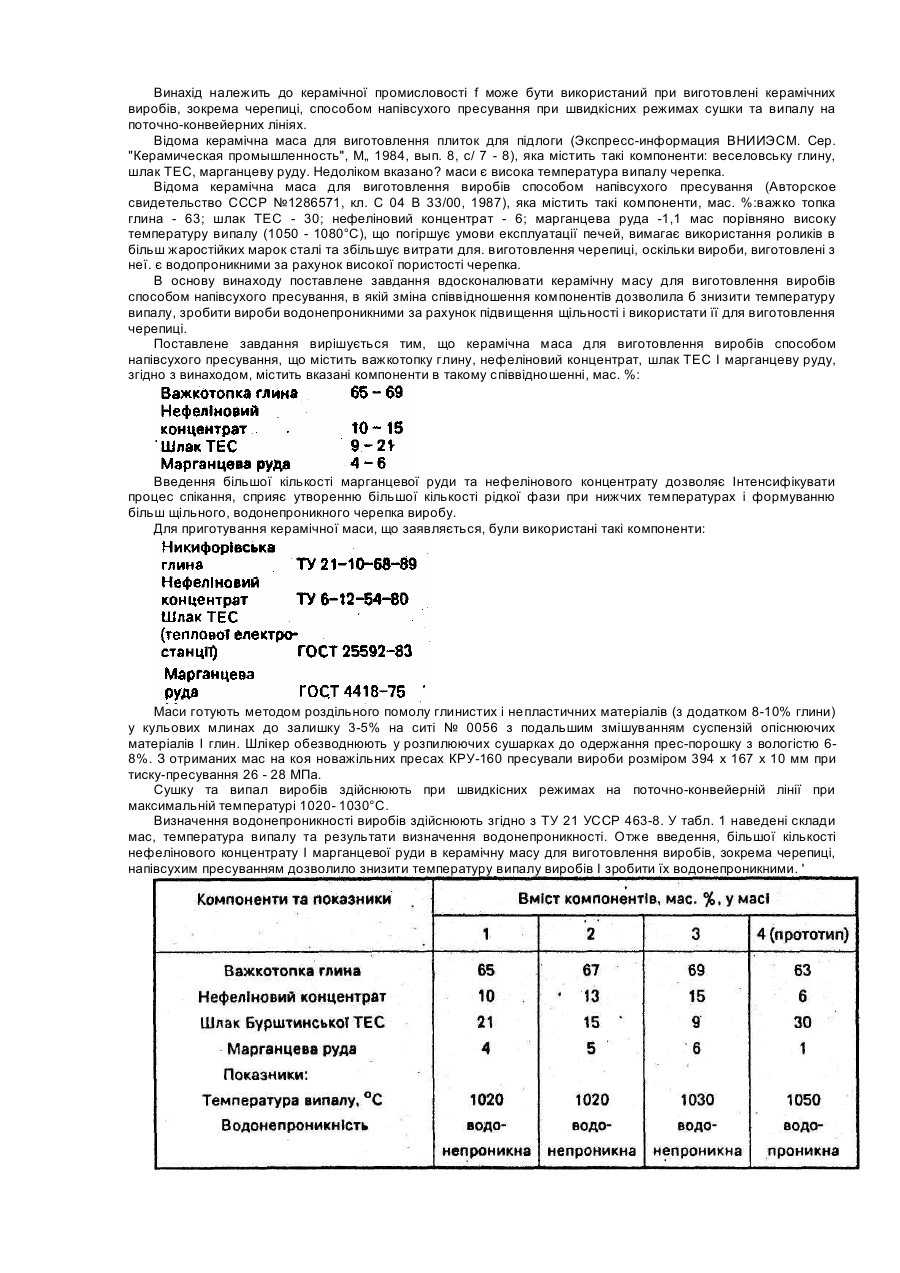
Керамічна маса для виготовлення виробів способом напівсухого пресування, що містить важ-котопку глину, нефеліновий концентрат, шлак ТЕС і марганцеву руду, яка відрізняється тим, що вона містить вказані компоненти в такому співвідношенні, мас.%:важкотопка глина 65-69 нефеліновий концентрат 10-15 шлак ТЕС 9-21 марганцева руда...
Попередній патент: Похідна установка для виробництва тіста
Наступний патент: Тістоокруглювальна машина
Випадковий патент: Привід круглов`язальної машини