Спосіб сортування прокатних заготівок за методом “транзиту” та пристрій для його здійснення
Номер патенту: 89421
Опубліковано: 25.01.2010
Автори: Куракін Юрій Миколайович, Запара Євген Викторович, Лакін Артем Олександрович, Омельяненко Микола Іванович, Василенко Валентин Сергійович, Негрій Сергій Дмитрович, Моргуліс Валерій Петрович, Доренський Володимир Миколайович, Келій Микола Анатолійович, Огей Віктор Іванович
Формула / Реферат
1. Спосіб сортування прокатних заготівок за методом "транзиту", що включає вимірювання розмірів перерізу заготівок, вимірювання енерговитрат на порізку при кожному розрізі розкату на заготівки та порівняння виміряних енерговитрат із допустимими, який відрізняється тим, що при визначенні розміру допустимих енерговитрат на відріз з розкату кожної наступної заготівки враховують попередньо виміряні енерговитрати на прокатку на сортовому або листопрокатному стані попередньо відрізаної на ножицях заготівки, при цьому збільшують чи зменшують енерговитрати на відріз з розкату заготівок при їх сортуванні.
2. Пристрій для сортування прокатних заготівок за методом "транзиту", що містить пристрій обчислювальний, до першого входу якого через вимірювач енерговитрат приводу ножиць на розріз розкату підключений вихід приводу ножиць, а до другого та третього входів пристрою обчислювального підключені відповідно виходи вимірювачів товщини та ширини заготівки, який відрізняється тим, що в нього додатково введений вимірювач енерговитрат на прокатку на сортовому або листопрокатному стані, який приєднаний до четвертого входу пристрою обчислювального, при цьому до вимірювача енерговитрат на прокатку підключений вихід електроприводу валків прокатного стану.
Текст
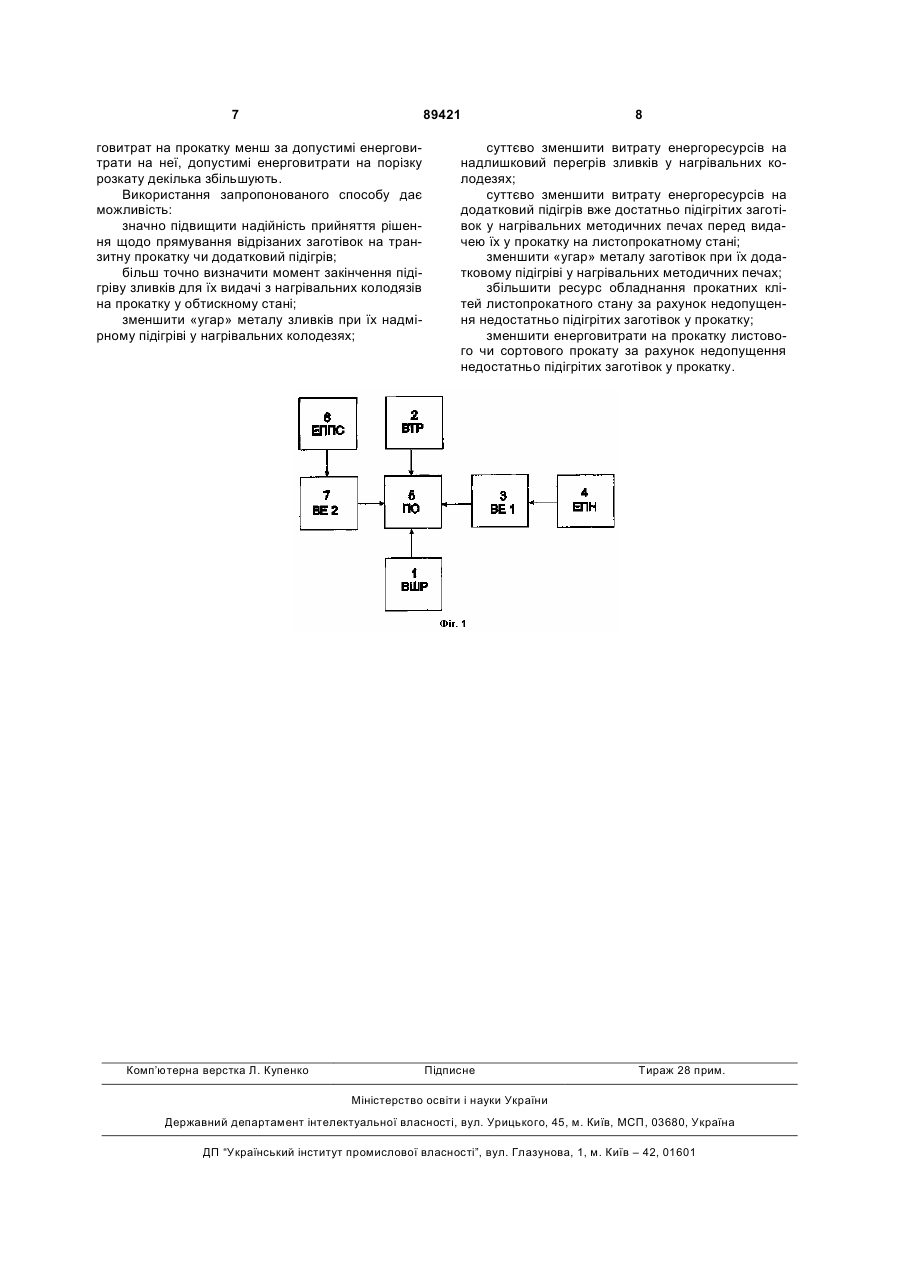
1. Спосіб сортування прокатних заготівок за методом "транзиту", що включає вимірювання розмірів перерізу заготівок, вимірювання енерго C2 2 (19) 1 3 пластичні властивості металу, фактично залишається невідомою. Як правило, температура поверхні значно нижче температури тіла заготівки, в наслідок чого металурги зазнають додаткові витрати на іноді непотрібний підігрів металу заготівок. Відомий також спосіб сортування прокатних заготівок на прокатку за методом "транзиту" за яким одночасно при прокатці на обтискному стані розкатів зі зливків вимірюють об’єм деформації тиском зливків та кількість енергії яку витратили на цю деформацію зливків, а потім порівнюють її з заданою. Якщо виміряна енергія менш заданої то заготівку прямують на прокат за методом "транзиту". Якщо витрачена на прокатку енергія більш заданої то заготівку прямують на додатковий підігрів (Д.П.Кукуй та ін. «Анализ энергозатарат на деформацию при производстве слябов», журнал "Металлы и литьё Украины", №5, 1999г. стр. 6-8). Суттєвим недоліком цього способу сортування прокатних заготівок на прокатку за методом "транзиту" являється те, що при його реалізації сортування прокатних заготівок проводять по кількісним даним, які одержані на момент закінчення прокатки розкату зі зливка, а до моменту прийняття рішення о напрямку передачі заготівки ще пройде достатньо багато часу на транспортування розкатів від обтискного стану до ножиць для порізки їх на заготівки, чекання порізки та на саму порізку. За цей час температура заготівок значно знизиться та стає недостатньою для транзитної прокатки. Найбільш близьким за технічною суттю до запропонованого винаходу, та прийнято за прототип, є спосіб сортування прокатних заготівок на прокатку за методом "транзиту" по патенту України № 49258 А «Спосіб сортування прокатних заготівок на прокатку за методом «транзиту) та система для його реалізації), за яким при порізці на ножицях на обтискному стані гарячого розкату на заготівки (наприклад, сляби, або блюми) послідовно виконують різ головної та хвостової частини заготівки, при цьому одночасно вимірюють енерговитрати при кожному різі розкату на ножицях, запам'ятовують їх, та визначають розміри перерізу заготівки, після чого порівнюють їх із допустимими витратами енергії на різ для даних розмірів перерізу заготівки. При витратах енергії менш за допустимі заготівку «транзитом) прямують на подальшу прокатку, а при витратах, які перевищують допустимі - заготівку прямують на додатковий підігрів. Головним недоліком цього способу сортування прокатних заготівок на прокатку за методом "транзиту" являється те, що при його реалізації досить 89421 4 складно визначити величину допустимих енерговитрат . При цьому помилки з її визначенням можуть привести до того, що на транзитну прокатку буде подано не догріта заготівка, або на подальший підігрів буде спрямована заготівка пластичні властивості якої будуть достатні для її безпосередньої подальшої прокатки. Відомий пристрій для сортування прокатних заготівок на прокатку за методом «транзиту), по патенту України № 49258 А. Цей пристрій реалізує (Спосіб сортування прокатних заготівок на прокатку за методом «транзиту) за цим же патентом і вибраний як прототип, він містить пристрій обчислювальний, який підключено до його першого входу через вимірювач енерговитрат на різ розкату вихід приводу ножиць, а до другого та третього входів пристрою обчислювального підключені відповідно, входи вимірювачів товщини та ширини заготівки. Недоліком цьому пристрою є те що, не реалізовано зворотний зв'язок до пристрою обчислювального з виходу електроприводу кліті прокатного стану через вимірювач енерговитрат. В основу першого із групи винаходів поставлено задачу підвищення надійності сортування металу на транзитну прокатку, за рахунок того, що у способі сортування за методом «транзиту) враховують попередньо виміряні енерговитрати на прокатку. В основу другого із групи винаходів поставлено задачу удосконалення пристрою для сортування прокатних заготівок на прокатку за методом «транзиту), шляхом підключення до пристрою обчислювального додаткових пристроїв, а саме електричного виходу приводу кліті прокатного стану через додатковий вимірювач енерговитрат. Перша поставлена задача досягається за рахунок того, що у способі сортування прокатних заготівок на прокатку за методом "транзиту", який включає вимірювання розмірів перерізу заготівок, вимірювання енерговитрат на порізку при кожному різі розкату на заготівку, порівняння виміряних енерговитрат із допустимими. Згідно з винаходом, при визначенні розміру допустимих енерговитрат на різ з розкату кожної наступної заготівки враховують попередньо виміряні енерговитрати на прокатку на сортовому або листопрокатному стані попередньо відрізаної на ножицях заготівки. Запропонований винахід, як «спосіб), характеризується наступною сукупністю суттєвих ознак, що дозволяє досягти ефект при його реалізації (див. Табл. 1). 5 89421 6 Таблиця 1 № пп 1 2 3 4 Наявність даної ознаки у Ознака, яка характеризує об’єкт винаходу прототипі "спосіб" «...вимірюють розміри перерізу Характеризує умови виконання дії над ма+ заготовки..." теріальним об'єктом. Виконують дію над матеріальними об'єкта«... вимірюють енерговитрати на ми (наприклад, током та напругою) з вико+ порізку при кожному різі розкаристанням пристрою (вимірювача енерготу,..» витрат). «..порівнюють енерговитрати у Характеризує умови виконання дій над мапристрої обчислювальному з з + теріальним об’єктом з використуванням допустимими (для виміряних пристрою обчислювального. розмірів перерізу розкату)." «... при визначені розміру допустимих енерговитрат на різ з розкату кожної наступної заготівки Характеризує умови виконання дії над мавраховують попередньо виміряні теріальним об’єктом з використуванням енерговитрати на прокатку на пристрою обчислювального. сортовому чи листопрокатному стані попередньо відрізаної на ножицях заготівки» Суттєві ознаки З перелічених у таблиці суттєвих ознак, ознака що наведена у п. 4 є відмітною, а її наявність при реалізації способу достатня в усіх випадках, на які поширюється обсяг правової охорони. Використання запропонованого способу дає можливість значно зменшити «угар» металу зливків при їх надмірному підігріві у нагрівальних колодязях, суттєво зменшити витрату енергоресурсів на надлишковий перегрів зливків у нагрівальних колодязях, зменшити витрату енергоресурсів на додатковий підігрів вже достатньо відігрітих заготівок у нагрівальних методичних печах перед видачею їх у прокатку на листопрокатному стані. Друга поставлена задача вирішується тим, що пристрій для сортування прокатних заготівок на прокатку за методом «транзиту», який обладнано пристроєм обчислювальнім та підключеним до його першого входу через вимірювач енерговитрат на різ розкату вихід приводу ножиць, а до другого та третього входів пристрою обчислювального підключені відповідно, виходи вимірювачів товщини та ширини заготівки. Згідно з винаходом додатково встановлено вимірювач енерговитрат по прокату на сортовому або листопрокатному стані, який приєднано до четвертого входу пристрою обчислювального через вимірювач енерговитрат на прокатку із заготівки сортового або листового прокату підключено вихід електроприводу кліті прокатного стану. Застосування у пристрої для сортування прокатних заготівок на прокатку за методом « транзиту» крім вимірювача енерговитрат приводу ножиць також вимірювача енерговитрат на прокатку на сортовому або листопрокатному стані, на який потрапляє заготівка після порізки розкату на ножицях дає можливість значно підвищити надійність прийняття рішення щодо прямування відрізаних заготівок на транзитну прокатку чи додатковий підігрів. більш точно визначити момент закінчення підігріву зливків для їх видачі з нагрівальних колодязів на прокатку у обтискному стані. Суть винаходу пояснюється кресленням фіг.1, де зображено структурну схему яка реалізує запропонований спосіб та пристрій. На ній позначені: 1 - вимірювач ширини розкату (ВШР); 2 - вимірювач товщини розкату (ВТР); 3 - вимірювач енерговитрат приводу ножиць (ВЕ1); 4 - електропривід ножиць (ЕПН); 5 - пристрій обчислювальний (ПО); 6- електропривід валків прокатного стану (ЕППС); 7- вимірювач енерговитрат на прокатку на сортовому або листопрокатному стані (ВЕ2) Запропонований пристрій працює наступним чином. При прямуванні розкату з обтискного стану до ножиць за допомогою вимірювачів ширини розкату ВШР (1) та вимірювача товщини розкату ВТР (2) визначають розміри перерізу розкату, а за допомогою вимірювача енерговитрат приводу ножиць ВЕ1 (3) визначають витрати енергії у електроприводі ножиць ЕПН(4) на кожний різ розкату. Отриману інформацію з вимірювача енерговитпат ВЕ1 (3) передають у пристрій обчислювальний ПО (5) де порівнюють виміряні енерговитрати з допустимими енерговитратами для виміряних розмірів перерізу заготівки. При цьому, під час прокатки попередньо відрізаної заготівки на прокатному стані у електроприводі валків прокатного стану ЕППС (6) вимірювачем енерговитрат на прокатку на сортовому аба листовопрокатному стані ВЕ2 (7) вимірюють енерговитрати на цю прокатку, які передають до пристрою обчислювального ПО (5) де їх враховують при визначенні допустимих енерговитрат на відрізання від розкату заготівки. Наприклад при рівності (або при перевищенні) виміряних енерговитрат на прокатку попередньо відрізаної заготівки допустимим енерговитратам на прокатку, допустимі енерговитрати на порізку розкату декілька знижують, а при виміряних енер 7 89421 говитрат на прокатку менш за допустимі енерговитрати на неї, допустимі енерговитрати на порізку розкату декілька збільшують. Використання запропонованого способу дає можливість: значно підвищити надійність прийняття рішення щодо прямування відрізаних заготівок на транзитну прокатку чи додатковий підігрів; більш точно визначити момент закінчення підігріву зливків для їх видачі з нагрівальних колодязів на прокатку у обтискному стані; зменшити «угар» металу зливків при їх надмірному підігріві у нагрівальних колодезях; Комп’ютерна верстка Л. Купенко 8 суттєво зменшити витрату енергоресурсів на надлишковий перегрів зливків у нагрівальних колодезях; суттєво зменшити витрату енергоресурсів на додатковий підігрів вже достатньо підігрітих заготівок у нагрівальних методичних печах перед видачею їх у прокатку на листопрокатному стані; зменшити «угар» металу заготівок при їх додатковому підігріві у нагрівальних методичних печах; збільшити ресурс обладнання прокатних клітей листопрокатного стану за рахунок недопущення недостатньо підігрітих заготівок у прокатку; зменшити енерговитрати на прокатку листового чи сортового прокату за рахунок недопущення недостатньо підігрітих заготівок у прокатку. Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for sorting roll ingots by transit method and device for its realization
Автори англійськоюOmelianenko Mykola Ivanovych, Kurakin Yurii Mykolaiovych, Nehrii Serhii Dmytrovych, Ohei Viktor Ivanovych, Kelii Mykola Anatoliiovych, Vasylenko Valentyn Serhiiovych, Dorenskyi Volodymyr Mykolaiovych, Lakin Artem Oleksandrovych, Zapara Yevhen Vyktorovych, Morhulis Valerii Petrovych
Назва патенту російськоюСпособ сортировки прокатных заготовок по методу "транзита" и устройство для его осуществления
Автори російськоюОмельяненко Николай Иванович, Куракин Юрий Николаевич, Негрий Сергей Дмитриевич, Огей Виктор Иванович, Келий Николай Анатольевич, Василенко Валентин Сергеевич, Доренский Владимир Николаевич, Лакин Артем Александрович, Запара Евгений Викторович, Моргулис Валерий Петрович
МПК / Мітки
МПК: B21C 51/00, G01D 3/00
Мітки: прокатних, сортування, транзиту, спосіб, заготівок, методом, здійснення, пристрій
Код посилання
<a href="https://ua.patents.su/4-89421-sposib-sortuvannya-prokatnikh-zagotivok-za-metodom-tranzitu-ta-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб сортування прокатних заготівок за методом “транзиту” та пристрій для його здійснення</a>
Спосіб сортування прокатних заготівок на прокатку за методом “транзиту”
Номер патенту: 36249
Опубліковано: 27.10.2008
Автори: Омельяненко Микола Іванович, Доренський Володимир Миколайович, Лакін Артем Олександрович, Келій Микола Анатолійович, Запара Євген Викторович, Василенко Валентин Сергійович, Куракін Юрій Миколайович, Моргуліс Валерій Петрович, Огей Віктор Іванович, Негрій Сергій Дмитрович
МПК: B21B 1/00
Мітки: заготівок, транзиту, сортування, прокатку, спосіб, прокатних, методом
Формула / Реферат:
Спосіб сортування прокатних заготівок на прокатку за методом "транзиту", що включає вимірювання розмірів перерізу заготівок, вимірювання енерговитрат на порізку при кожному різі розкату на заготівки, порівняння виміряних енерговитрат із допустимими, який відрізняється тим, що при визначенні розміру допустимих енерговитрат на різ з розкату кожної наступної заготівки враховують попередньо виміряні енерговитрати на прокатку на...
Спосіб сортування прокатних заготівок на прокатку за методом “транзиту” та система для його реалізації
Номер патенту: 49258
Опубліковано: 16.09.2002
Автори: Дригін Олександр Іванович, Безлюдько Генадій Яковлевич, Ощепков Анатолій Миколайович, Огей Віктор Іванович, Доренський Володимир Миколайович, Кашков Генадій Алимович, Зеленський Віктор Євгенович, Саркіц Ігор Генадійович, Омельяненко Микола Іванович
МПК: B21B 1/06
Мітки: реалізації, заготівок, методом, сортування, спосіб, система, прокатку, прокатних, транзиту
Формула / Реферат:
1.Спосіб сортування прокатних заготівок на прокатку за методом "транзиту", що включає деформацію тиском металу злитку у розкат та одночасне вимірювання енерговитрат на цю деформацію, порівняння виміряних енерговитрат з заданими, який відрізняється тим, що послідовно виконують на ножицях розріз головної та хвостової частин заготівки, при цьому одночасно при кожному різанні розкату вимірюють енерговитрати на деформацію зсуву металу на...
Пристрій сортування прокатних заготівок на прокатку за методом “транзит”
Номер патенту: 38499
Опубліковано: 12.01.2009
Автори: Куракін Юрій Миколайович, Доренський Володимир Миколайович, Огей Віктор Іванович, Запара Євген Викторович, Негрій Сергій Дмитрович, Келій Микола Анатолійович, Омельяненко Микола Іванович, Моргуліс Валерій Петрович, Лакін Артем Олександрович, Василенко Валентин Сергійович
МПК: B21B 1/00
Мітки: сортування, прокатку, методом, заготівок, пристрій, транзит, прокатних
Формула / Реферат:
Пристрій сортування прокатних заготівок на прокатку за методом "транзит", який містить пристрій обчислювальний та включений до його першого входу через вимірювач енерговитрат на різ розкату вихід приводу ножиць, а до другого та третього входів пристрою обчислювального підключено, відповідно, виходи вимірювачів товщини та ширини заготівки, який відрізняється тим, що додатково встановлено вимірювач енерговитрат на прокатку на...
Спосіб перевірки і сортування відлитих ємностей та пристрій для його здійснення
Номер патенту: 89064
Опубліковано: 25.12.2009
Автор: Деніел Бенджамін Л.
МПК: B07C 5/00
Мітки: ємностей, пристрій, спосіб, сортування, відлитих, здійснення, перевірки
Формула / Реферат:
1. Спосіб контролю та сортування відлитих ємностей, який включає такі етапи:а) контроль відлитих ємностей на наявність технічних відхилень, що перевищують припустимі межі, при цьому технічні відхилення зв'язані з ливарними формами, у яких відливаються ці ємності;б) встановлення взаємозв'язку між ємністю, яка визначена як ємність, що має щонайменше одне неприйнятне технічне відхилення, і порожниною ливарної форми, у якій ця...
Спосіб магнітно-імпульсної обробки металевих заготівок методом притягання до індуктора
Номер патенту: 31751
Опубліковано: 25.04.2008
Автори: Чаплигін Євген Олександрович, Батигін Юрій Вікторович, Бондаренко Олександр Юрійович
МПК: B21D 26/14
Мітки: заготівок, притягання, індуктора, спосіб, методом, обробки, металевих, магнітно-імпульсної
Формула / Реферат:
Спосіб магнітно-імпульсної обробки металевих заготівок, що полягає в їхньому деформуванні за рахунок впливу імпульсного магнітного поля в робочій зоні індуктора шляхом притягання заготівки до індуктора, який відрізняється тим, що процес обробки ведуть у діапазоні частот магнітного поля, що впливає, від до
Попередній патент: Резонансний звукопоглинач
Наступний патент: Тривимірна голограма та спосіб її створення
Випадковий патент: Спосіб корекції антитоксичної функції печінки за умов гострого гепатиту