Пристрій сортування прокатних заготівок на прокатку за методом “транзит”
Номер патенту: 38499
Опубліковано: 12.01.2009
Автори: Моргуліс Валерій Петрович, Куракін Юрій Миколайович, Василенко Валентин Сергійович, Келій Микола Анатолійович, Лакін Артем Олександрович, Огей Віктор Іванович, Омельяненко Микола Іванович, Запара Євген Викторович, Доренський Володимир Миколайович, Негрій Сергій Дмитрович
Формула / Реферат
Пристрій сортування прокатних заготівок на прокатку за методом "транзит", який містить пристрій обчислювальний та включений до його першого входу через вимірювач енерговитрат на різ розкату вихід приводу ножиць, а до другого та третього входів пристрою обчислювального підключено, відповідно, виходи вимірювачів товщини та ширини заготівки, який відрізняється тим, що додатково встановлено вимірювач енерговитрат на прокатку на сортовому або листопрокатному стані, вихід якого приєднано до четвертого входу пристрою обчислювального.
Текст
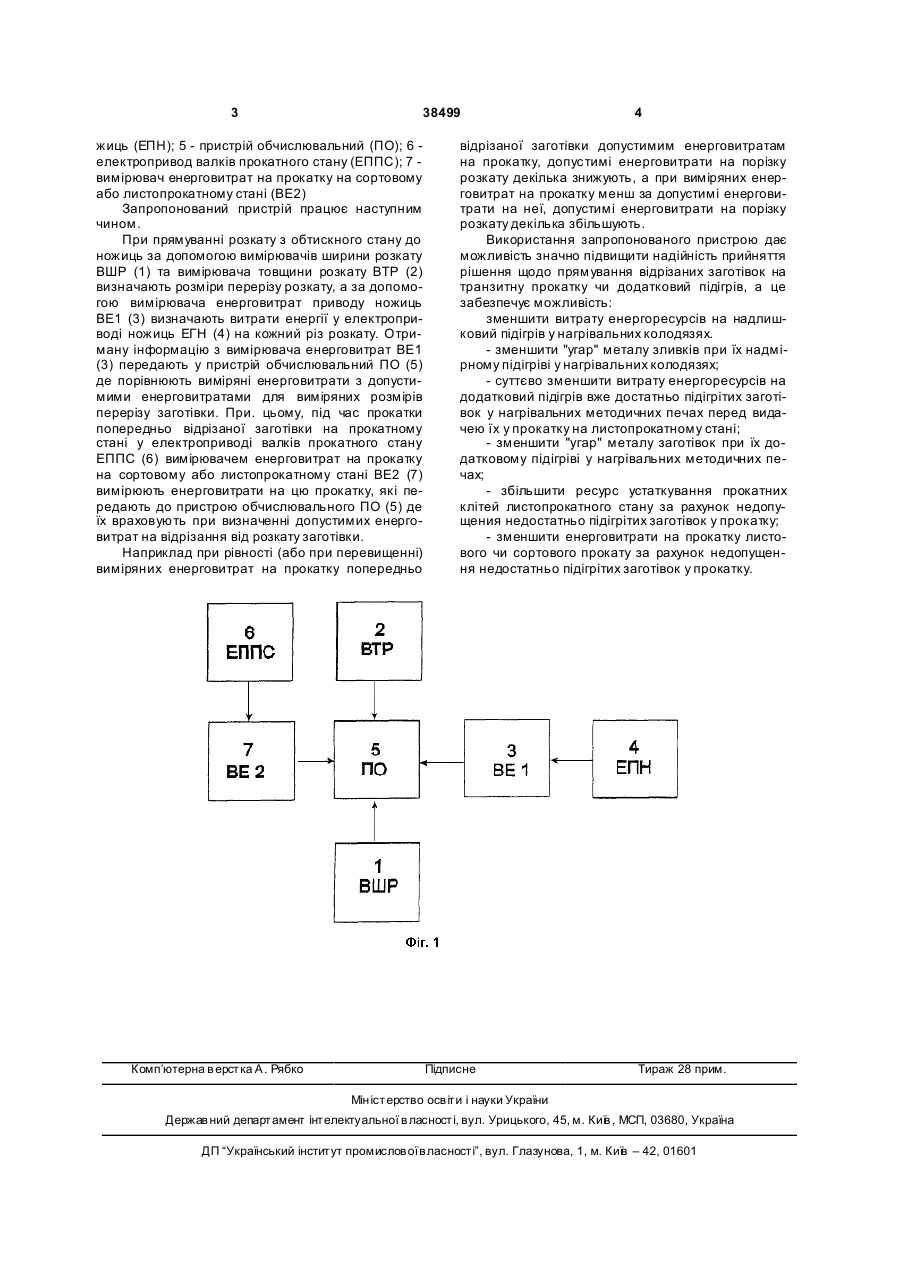
Пристрій сортування прокатних заготівок на прокатку за методом "транзит", який містить пристрій обчислювальний та включений до його першого входу через вимірювач енерговитрат на різ розкату вихід приводу ножиць, а до другого та третього входів пристрою обчислювального підключено, відповідно, виходи вимірювачів товщини та ширини заготівки, який відрізняється тим, що додатково встановлено вимірювач енерговитрат на прокатку на сортовому або листопрокатному стані, вихід якого приєднано до четвертого входу пристрою обчислювального. (19) (21) u200810085 (22) 04.03.2008 (24) 12.01.2009 (62) U200802845, 04.03.2008 (46) 12.01.2009, Бюл.№ 1, 2009 р. (72) ОМЕЛЬЯНЕНКО МИКОЛА ІВАНОВИЧ, U A, КУРАКІН ЮРІЙ МИКОЛАЙОВИЧ, UA, НЕГРІЙ СЕРГІЙ ДМИТРОВИЧ, UA, ОГЕЙ ВІКТОР ІВАНОВИЧ, UA, КЕЛІЙ МИКОЛА АНАТОЛІЙОВИЧ, U A, ВАСИЛЕНКО ВАЛЕНТИН СЕРГІЙОВИЧ, UA, ДОРЕНСЬКИЙ ВОЛОДИМИР МИКОЛАЙОВИЧ, U A, ЛАКІН АРТЕМ ОЛЕКСАНДРОВИЧ, U A, ЗАПАРА ЄВГЕН ВИКТОРОВИЧ, UA, МОРГУЛІС ВАЛЕРІЙ ПЕТРОВИЧ, UA 3 38499 жиць (ЕПН); 5 - пристрій обчислювальний (ПО); 6 електропривод валків прокатного стану (ЕППС); 7 вимірювач енерговитрат на прокатку на сортовому або листопрокатному стані (ВЕ2) Запропонований пристрій працює наступним чином. При прямуванні розкату з обтискного стану до ножиць за допомогою вимірювачів ширини розкату ВШР (1) та вимірювача товщини розкату ВТР (2) визначають розміри перерізу розкату, а за допомогою вимірювача енерговитрат приводу ножиць ВЕ1 (3) визначають витрати енергії у електроприводі ножиць ЕГН (4) на кожний різ розкату. Отриману інформацію з вимірювача енерговитрат ВЕ1 (3) передають у пристрій обчислювальний ПО (5) де порівнюють виміряні енерговитрати з допустимими енерговитратами для виміряних розмірів перерізу заготівки. При. цьому, під час прокатки попередньо відрізаної заготівки на прокатному стані у електроприводі валків прокатного стану ЕППС (6) вимірювачем енерговитрат на прокатку на сортовому або листопрокатному стані ВЕ2 (7) вимірюють енерговитрати на цю прокатку, які передають до пристрою обчислювального ПО (5) де їх враховують при визначенні допустимих енерговитрат на відрізання від розкату заготівки. Наприклад при рівності (або при перевищенні) виміряних енерговитрат на прокатку попередньо Комп’ютерна в ерстка А. Рябко 4 відрізаної заготівки допустимим енерговитратам на прокатку, допустимі енерговитрати на порізку розкату декілька знижують, а при виміряних енерговитрат на прокатку менш за допустимі енерговитрати на неї, допустимі енерговитрати на порізку розкату декілька збільшують. Використання запропонованого пристрою дає можливість значно підвищити надійність прийняття рішення щодо прямування відрізаних заготівок на транзитну прокатку чи додатковий підігрів, а це забезпечує можливість: зменшити витрату енергоресурсів на надлишковий підігрів у нагрівальних колодязях. - зменшити "угар" металу зливків при їх надмірному підігріві у нагрівальних колодязях; - суттєво зменшити витрату енергоресурсів на додатковий підігрів вже достатньо підігрітих заготівок у нагрівальних методичних печах перед видачею їх у прокатку на листопрокатному стані; - зменшити "угар" металу заготівок при їх додатковому підігріві у нагрівальних методичних печах; - збільшити ресурс устаткування прокатних клітей листопрокатного стану за рахунок недопущения недостатньо підігрітих заготівок у прокатку; - зменшити енерговитрати на прокатку листового чи сортового прокату за рахунок недопущення недостатньо підігрітих заготівок у прокатку. Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюSorter of rolling billets for rolling by transit method
Автори англійськоюOmelianenko Mykola Ivanovych, Kurakin Yurii Mykolaiovych, Nehrii Serhii Dmytrovych, Ohei Viktor Ivanovych, Kelii Mykola Anatoliiovych, Vasylenko Valentyn Serhiiovych, Dorenskyi Volodymyr Mykolaiovych, Lakin Artem Oleksandrovych, Zapara Yevhen Vyktorovych, Morhulis Valerii Petrovych
Назва патенту російськоюУстройство сортировки прокатных заготовок на прокатку по методу «транзит»
Автори російськоюОмельяненко Николай Иванович, Куракин Юрий Николаевич, Негрий Сергей Дмитриевич, Огей Виктор Иванович, Келий Николай Анатольевич, Василенко Валентин Сергеевич, Доренский Владимир Николаевич, Лакин Артем Александрович, Запара Евгений Викторович, Моргулис Валерий Петрович
МПК / Мітки
МПК: B21B 1/00
Мітки: сортування, заготівок, прокатних, прокатку, пристрій, методом, транзит
Код посилання
<a href="https://ua.patents.su/2-38499-pristrijj-sortuvannya-prokatnikh-zagotivok-na-prokatku-za-metodom-tranzit.html" target="_blank" rel="follow" title="База патентів України">Пристрій сортування прокатних заготівок на прокатку за методом “транзит”</a>
Спосіб сортування прокатних заготівок на прокатку за методом “транзиту”
Номер патенту: 36249
Опубліковано: 27.10.2008
Автори: Омельяненко Микола Іванович, Негрій Сергій Дмитрович, Огей Віктор Іванович, Лакін Артем Олександрович, Келій Микола Анатолійович, Моргуліс Валерій Петрович, Запара Євген Викторович, Василенко Валентин Сергійович, Доренський Володимир Миколайович, Куракін Юрій Миколайович
МПК: B21B 1/00
Мітки: заготівок, прокатку, прокатних, спосіб, методом, сортування, транзиту
Формула / Реферат:
Спосіб сортування прокатних заготівок на прокатку за методом "транзиту", що включає вимірювання розмірів перерізу заготівок, вимірювання енерговитрат на порізку при кожному різі розкату на заготівки, порівняння виміряних енерговитрат із допустимими, який відрізняється тим, що при визначенні розміру допустимих енерговитрат на різ з розкату кожної наступної заготівки враховують попередньо виміряні енерговитрати на прокатку на...
Спосіб сортування прокатних заготівок на прокатку за методом “транзиту” та система для його реалізації
Номер патенту: 49258
Опубліковано: 16.09.2002
Автори: Кашков Генадій Алимович, Дригін Олександр Іванович, Огей Віктор Іванович, Ощепков Анатолій Миколайович, Доренський Володимир Миколайович, Саркіц Ігор Генадійович, Зеленський Віктор Євгенович, Омельяненко Микола Іванович, Безлюдько Генадій Яковлевич
МПК: B21B 1/06
Мітки: система, реалізації, прокатку, спосіб, заготівок, транзиту, сортування, прокатних, методом
Формула / Реферат:
1.Спосіб сортування прокатних заготівок на прокатку за методом "транзиту", що включає деформацію тиском металу злитку у розкат та одночасне вимірювання енерговитрат на цю деформацію, порівняння виміряних енерговитрат з заданими, який відрізняється тим, що послідовно виконують на ножицях розріз головної та хвостової частин заготівки, при цьому одночасно при кожному різанні розкату вимірюють енерговитрати на деформацію зсуву металу на...
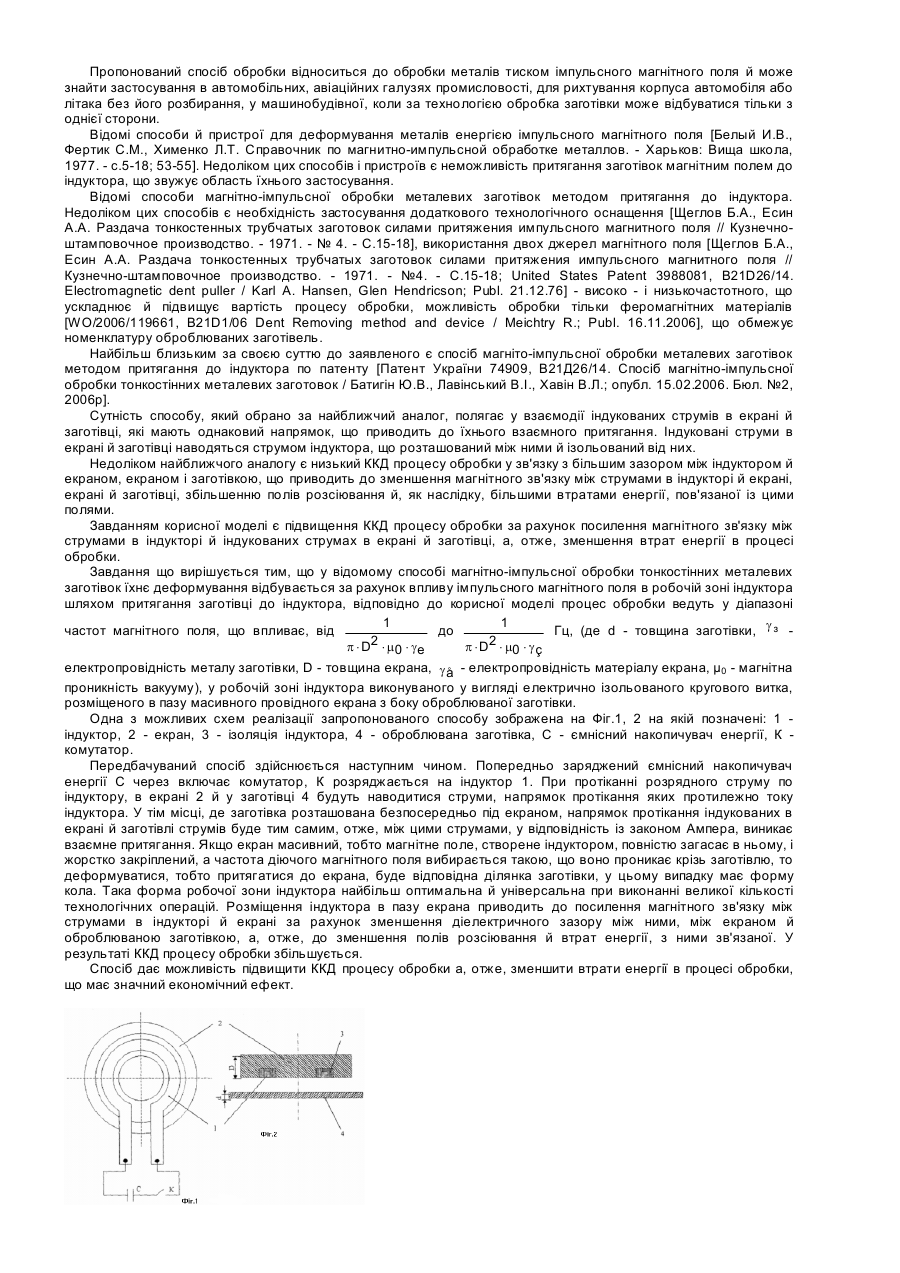
Спосіб магнітно-імпульсної обробки металевих заготівок методом притягання до індуктора
Номер патенту: 31751
Опубліковано: 25.04.2008
Автори: Чаплигін Євген Олександрович, Батигін Юрій Вікторович, Бондаренко Олександр Юрійович
МПК: B21D 26/14
Мітки: спосіб, притягання, магнітно-імпульсної, металевих, обробки, методом, індуктора, заготівок
Формула / Реферат:
Спосіб магнітно-імпульсної обробки металевих заготівок, що полягає в їхньому деформуванні за рахунок впливу імпульсного магнітного поля в робочій зоні індуктора шляхом притягання заготівки до індуктора, який відрізняється тим, що процес обробки ведуть у діапазоні частот магнітного поля, що впливає, від до
Пристрій для базування і подачі заготівок чотирибічного поздовжньо-фрезувального деревообробного верстата
Номер патенту: 81241
Опубліковано: 25.12.2007
Автор: Пилипчук Марія Іванівна
МПК: B27C 1/00
Мітки: верстата, заготівок, базування, чотирибічного, пристрій, поздовжньо-фрезувального, подачі, деревообробного
Формула / Реферат:
Пристрій для базування і подачі заготівок чотирибічного поздовжньо-фрезувального деревообробного верстата, що містить передній і задній столи з напрямними лінійками, верхні подавальні вальці, які розміщені розподілено і виконані складеними із дисковими ножами, який відрізняється тим, що додатково має нижні подавальні вальці, оснащені зовнішньою еластичною круговою камерою із феромагнітною рідиною та розміщені до і після бічних фрез вище...
Спосіб виробництва прокатних заготівок
Номер патенту: 8079
Опубліковано: 26.12.1995
Автори: Губайдулін Вячеслав Фуатович, Кукуй Давид Пенхусович, Грєкін Роман Наумович, Шульгін Григорій Митрофанович, Овсій Едуард Вікторович
МПК: B21B 1/02
Мітки: виробництва, прокатних, спосіб, заготівок
Формула / Реферат:
Способ производства прокатных заготовок, преимущественно сортовых и трубных, включающий формирование из слитка плоского сляба и последующее формирование из него в многоручьевых калибрах одновременно нескольких заготовок, соединенных перемычками по ширине с последующим отделением заготовок друг от друга и обрсзов переднего и заднего концов каждой заготовки, отличающийся тем, что с целью увеличения выхода годного металла заготовок, по мере...
Попередній патент: Сигнальний ліхтар
Наступний патент: Пристрій для формування ознак розпізнавання образів
Випадковий патент: Муфта еластична