Спосіб сортування прокатних заготівок на прокатку за методом “транзиту”
Номер патенту: 36249
Опубліковано: 27.10.2008
Автори: Запара Євген Викторович, Негрій Сергій Дмитрович, Куракін Юрій Миколайович, Лакін Артем Олександрович, Василенко Валентин Сергійович, Омельяненко Микола Іванович, Келій Микола Анатолійович, Моргуліс Валерій Петрович, Доренський Володимир Миколайович, Огей Віктор Іванович
Формула / Реферат
Спосіб сортування прокатних заготівок на прокатку за методом "транзиту", що включає вимірювання розмірів перерізу заготівок, вимірювання енерговитрат на порізку при кожному різі розкату на заготівки, порівняння виміряних енерговитрат із допустимими, який відрізняється тим, що при визначенні розміру допустимих енерговитрат на різ з розкату кожної наступної заготівки враховують попередньо виміряні енерговитрати на прокатку на сортовому або листопрокатному стані попередньо відрізаної на ножицях заготівки.
Текст
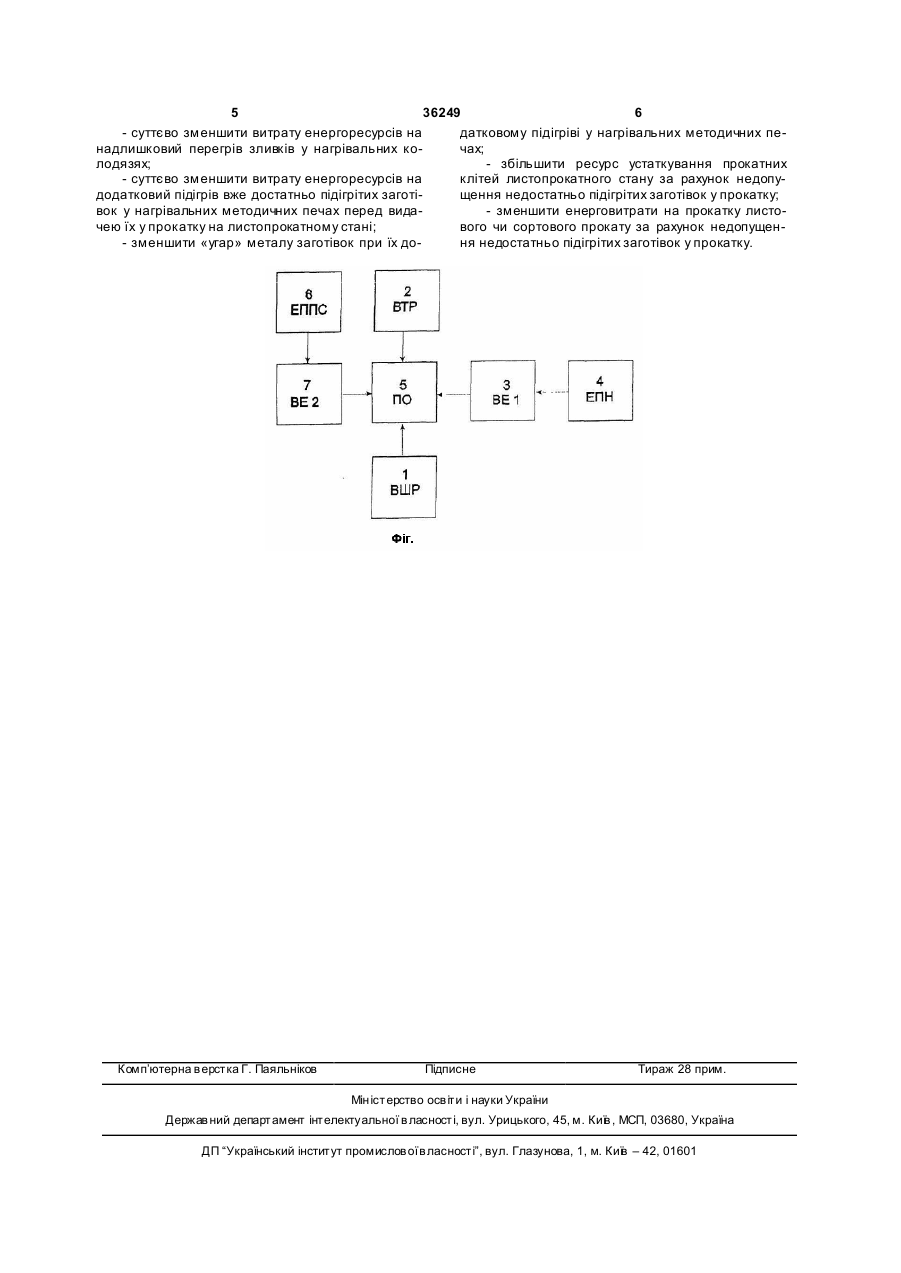
Спосіб сортування прокатних заготівок на прокатку за методом "транзиту", що включає вимірювання розмірів перерізу заготівок, вимірювання енерговитрат на порізку при кожному різі розкату на заготівки, порівняння виміряних енерговитрат із допустимими, який відрізняється тим, що при визначенні розміру допустимих енерговитрат на різ з розкату кожної наступної заготівки враховують попередньо виміряні енерговитрати на прокатку на сортовому або листопрокатному стані попередньо відрізаної на ножицях заготівки. (19) (21) u200802845 (22) 04.03.2008 (24) 27.10.2008 (46) 27.10.2008, Бюл.№ 20, 2008 р. (72) ОМЕЛЬ'ЯНЕНКО МИКОЛА ІВАНОВИЧ, UA, КУРАКІН ЮРІЙ МИКОЛАЙОВИЧ, UA, НЕГРІЙ СЕРГІЙ ДМИТРОВИЧ, UA, ОГЕЙ ВІКТОР ІВАНОВИЧ, UA, КЕЛІЙ МИКОЛА АНАТОЛІЙОВИЧ, U A, ВАСИЛЕНКО ВАЛЕНТИН СЕРГІЙОВИЧ, UA, ДОРЕНСЬКИЙ ВОЛОДИМИР МИКОЛАЙОВИЧ, U A, ЛАКІН АРТЕМ ОЛЕКСАНДРОВИЧ, U A, ЗАПАРА ЄВГЕН ВИКТОРОВИЧ, UA, МОРГУЛІС ВАЛЕРІЙ ПЕТРОВИЧ, UA 3 36249 4 тів від обтискного стану до ножиць для порізки їх складно визначити величину допустимих енергона заготівки, чекання порізки та на саму порізку. За витрат . При цьому помилки з її визначенням моцей час температура заготівок може значно знизижуть привести до того, що на транзитну прокатку тись та стати недостатньою для транзитної прокабуде подано не догріта заготівка, або на подальтки. ший підігрів буде спрямована заготівка пластичні Найбільш близьким за технічною суттю до завластивості якої будуть достатні для її безпосерепропонованої корисної моделі, та прийнят за продньої подальшої прокатки. тотип, є спосіб сортування прокатних заготівок на В основу корисної моделі поставлено задачу прокатку за методом "транзит" по патенту України підвищення надійності сортування металу на тра№ 49258 А «Спосіб сортування прокатних заготінзитну прокатку, за рахунок того, що у способі сорвок на прокатку за методом «транзит» та система тування за методом «транзит» враховують попедля його реалізації», за яким при порізці на ножиредньо виміряні енерговитрати на прокатку. цях на обтискному стані гарячого розкату на загоПоставлена задача вирішується тим, що в тівки (наприклад, сляби, або блюми) послідовно способі сортування прокатних заготівок на прокатвиконують різ головної та хвостової частини загоку за методом "транзит", який включає вимірювантівки, при цьому одночасно вимірюють енерговитня розмірів перерізу заготівок, вимірювання енеррати при кожному різі розкату на ножицях, запаговитрат на порізку при кожному різі розкату на м'ятовують їх, та визначають розміри перерізу заготівку, порівняння виміряних енерговитрат із заготівки, після чого порівнюють їх із допустимими допустимими, згідно з корисною моделлю, при вивитратами енергії на різ для даних розмірів перезначенні розміру допустимих енерговитрат на різ з різу заготівки. При витратах енергії менш за допурозкату кожної наступної заготівки враховують стимі заготівку «транзитом» прямують на подальпопередньо виміряні енерговитрати на прокатку на шу прокатку, а при витратах, які перевищують сортовому або листопрокатному стані попередньо допустимі - заготівку прямують на додатковий підівідрізаної на ножицях заготівки. грів. Запропонована корисна модель, характеризуГоловним недоліком цього способу сортування ється наступною сукупністю суттєви х ознак, що прокатних заготівок на прокатку за методом "трандозволяє досягти ефект при його реалізації (див. зит" являється те, що при його реалізації досить Табл.1). Таблиця 1 №пп Суттєві ознаки 1 2 3 4 «... вимірюють розміри перерізу заготовки..." "... вимірюють енерговитрати на порізку при кожному різі розкату,...» «...порівнюють енерговитрати ^пристрої обчислювальному з з допустимими (для виміряних розмірів перерізу розкату)." «...при визначені розміру допустимих енерговитрат на різ з розкату кожної наступної заготівки враховують попередньо виміряні енерговитрати на прокатку на сортовому чи листопрокатному стані попередньо відрізаної на ножицях заготівки» З перелічених у таблиці суттєви х ознак, ознака що наведена у п. 4 є відмінною, а її наявність при реалізації способу достатня в усіх випадках, па які поширюється обсяг правової охорони. Використання запропонованого способу дає можливість значно зменшити « угар» металу зливків при їх надмірному підігріві у нагрівальних колодязях, суттєво зменшити витрату енергоресурсів на надлишковий перегрів зливків у нагрівальних колодязях, зменшити витрату енергоресурсів на додатковий підігрів вже достатньо розігрітих заготівок у нагрівальних методичних печах перед видачею їх у прокатку на листопрокатному стані. Суть корисної моделі пояснюється кресленням Фіг.1, де зображено структурну схему яка реалізує Наявність даної ознаки у прототипі + + + _ Ознака, яка характеризує об’єкт корисної моделі "спосіб" Характеризує умови виконання дії над матеріальним об'єктом. Виконують дію над матеріальними об'єктами (наприклад, током та напругою) з використанням пристрою (вимірювача енерговитрат). Характеризує умови виконання дії над матеріальним об’єктом з використанням пристрою обчислювального. Характеризує умови виконання дії над матеріальним об’єктом з використанням пристрою обчислювального. запропонований спосіб. На ній позначено: 1 - вимірювач ширили розкату (ВШР); 2 - вимірювач товщини розкату (BTP); З- вимірювач енерговитрат приводу ножиць (BEl); 4- електропривод ножиць (ЕПН); 5-пристрій обчислювальний (ПО); 6- електропривод валків прокатного стану (ЕППС); 7- вимірювач енерговитрат на прокатку на сортовому або листопрокатному стані (ВЕ2) Використання запропонованого способу дає можливість: - значно підвищити надійність прийняття рішення щодо прямування відрізаних заготівок на транзитну прокатку чи додатковий підігрів; - зменшити «угар» металу зливків при їх надмірному підігріві у нагрівальних колодязях; 5 36249 6 - суттєво зменшити витрату енергоресурсів на датковому підігріві у нагрівальних методичних пенадлишковий перегрів зливків у нагрівальних кочах; лодязях; - збільшити ресурс устаткування прокатних - суттєво зменшити витрату енергоресурсів на клітей листопрокатного стану за рахунок недопудодатковий підігрів вже достатньо підігрітих заготіщення недостатньо підігрітих заготівок у прокатку; вок у нагрівальних методичних печах перед вида- зменшити енерговитрати на прокатку листочею їх у прокатку на листопрокатному стані; вого чи сортового прокату за рахунок недопущен- зменшити «угар» металу заготівок при їх доня недостатньо підігрітих заготівок у прокатку. Комп’ютерна в ерстка Г. Паяльніков Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of sorting of rolling billets for rolling by transit method
Автори англійськоюOmelianenko Mykola Ivanovych, Kurakin Yurii Mykolaiovych, Nehrii Serhii Dmytrovych, Ohei Viktor Ivanovych, Kelii Mykola Anatoliiovych, Vasylenko Valentyn Serhiiovych, Dorenskyi Volodymyr Mykolaiovych, Lakin Artem Oleksandrovych, Zapara Yevhen Vyktorovych, Morhulis Valerii Petrovych
Назва патенту російськоюСпособ сортировки прокатных заготовок на прокатку по методу "транзита"
Автори російськоюОмельяненко Николай Иванович, Куракин Юрий Николаевич, Негрий Сергей Дмитриевич, Огей Виктор Иванович, Келий Николай Анатольевич, Василенко Валентин Сергеевич, Доренский Владимир Николаевич, Лакин Артем Александрович, Запара Евгений Викторович, Моргулис Валерий Петрович
МПК / Мітки
МПК: B21B 1/00
Мітки: сортування, транзиту, прокатних, методом, прокатку, спосіб, заготівок
Код посилання
<a href="https://ua.patents.su/3-36249-sposib-sortuvannya-prokatnikh-zagotivok-na-prokatku-za-metodom-tranzitu.html" target="_blank" rel="follow" title="База патентів України">Спосіб сортування прокатних заготівок на прокатку за методом “транзиту”</a>
Спосіб сортування прокатних заготівок на прокатку за методом “транзиту” та система для його реалізації
Номер патенту: 49258
Опубліковано: 16.09.2002
Автори: Безлюдько Генадій Яковлевич, Саркіц Ігор Генадійович, Огей Віктор Іванович, Дригін Олександр Іванович, Кашков Генадій Алимович, Зеленський Віктор Євгенович, Ощепков Анатолій Миколайович, Омельяненко Микола Іванович, Доренський Володимир Миколайович
МПК: B21B 1/06
Мітки: сортування, прокатку, транзиту, прокатних, заготівок, реалізації, система, методом, спосіб
Формула / Реферат:
1.Спосіб сортування прокатних заготівок на прокатку за методом "транзиту", що включає деформацію тиском металу злитку у розкат та одночасне вимірювання енерговитрат на цю деформацію, порівняння виміряних енерговитрат з заданими, який відрізняється тим, що послідовно виконують на ножицях розріз головної та хвостової частин заготівки, при цьому одночасно при кожному різанні розкату вимірюють енерговитрати на деформацію зсуву металу на...
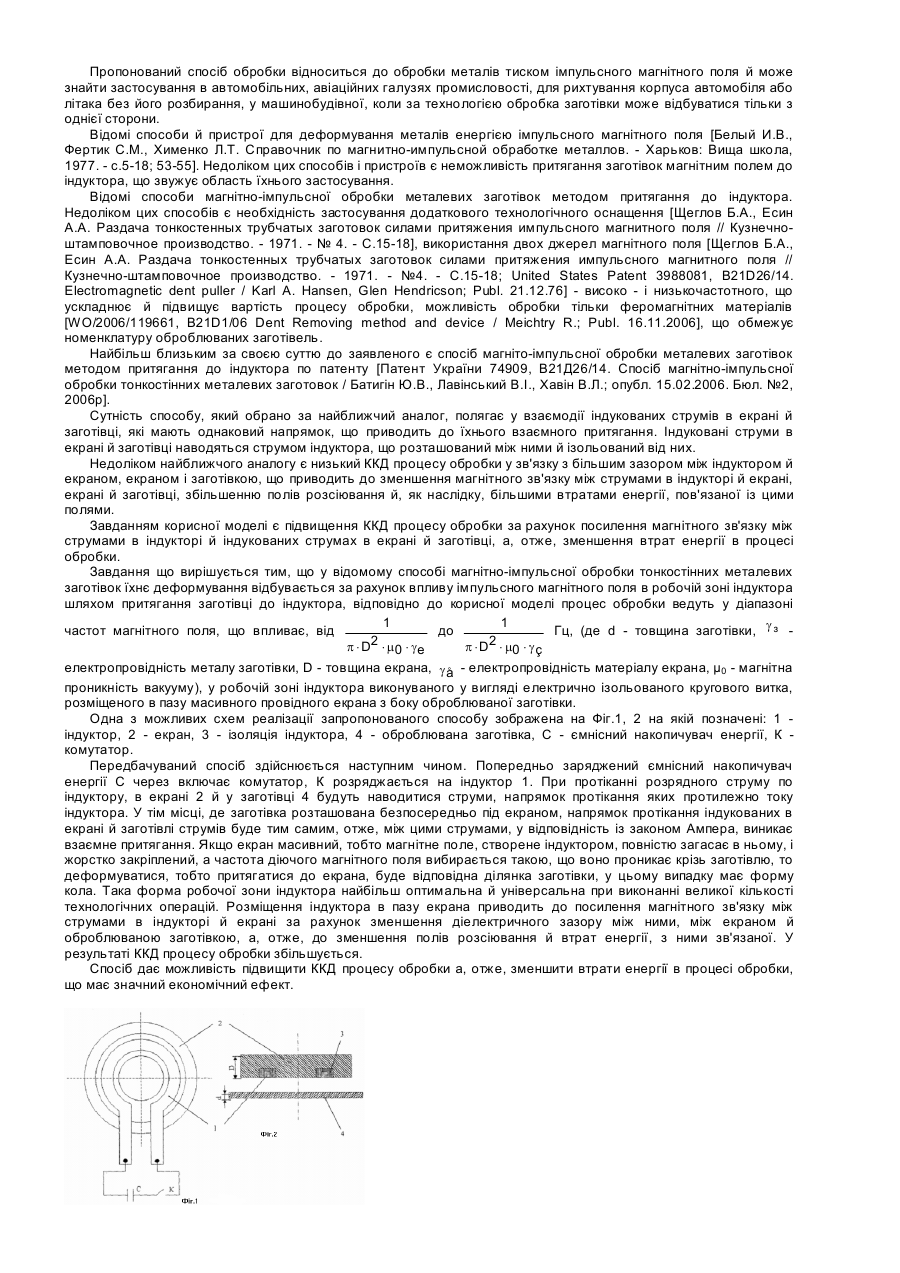
Спосіб магнітно-імпульсної обробки металевих заготівок методом притягання до індуктора
Номер патенту: 31751
Опубліковано: 25.04.2008
Автори: Чаплигін Євген Олександрович, Батигін Юрій Вікторович, Бондаренко Олександр Юрійович
МПК: B21D 26/14
Мітки: методом, заготівок, магнітно-імпульсної, індуктора, притягання, обробки, металевих, спосіб
Формула / Реферат:
Спосіб магнітно-імпульсної обробки металевих заготівок, що полягає в їхньому деформуванні за рахунок впливу імпульсного магнітного поля в робочій зоні індуктора шляхом притягання заготівки до індуктора, який відрізняється тим, що процес обробки ведуть у діапазоні частот магнітного поля, що впливає, від до
Спосіб виробництва прокатних заготівок
Номер патенту: 8079
Опубліковано: 26.12.1995
Автори: Кукуй Давид Пенхусович, Губайдулін Вячеслав Фуатович, Шульгін Григорій Митрофанович, Грєкін Роман Наумович, Овсій Едуард Вікторович
МПК: B21B 1/02
Мітки: спосіб, заготівок, прокатних, виробництва
Формула / Реферат:
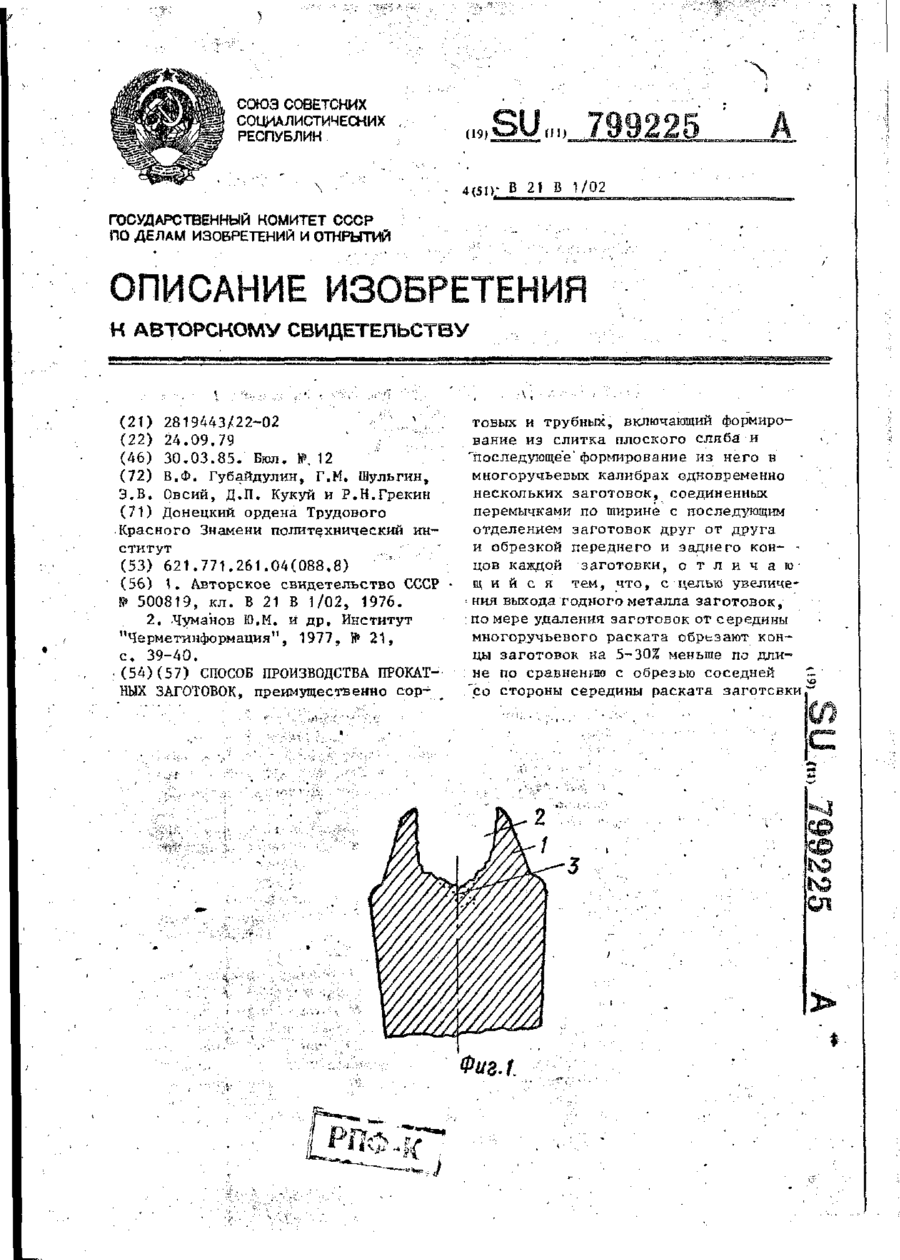
Способ производства прокатных заготовок, преимущественно сортовых и трубных, включающий формирование из слитка плоского сляба и последующее формирование из него в многоручьевых калибрах одновременно нескольких заготовок, соединенных перемычками по ширине с последующим отделением заготовок друг от друга и обрсзов переднего и заднего концов каждой заготовки, отличающийся тем, что с целью увеличения выхода годного металла заготовок, по мере...
Спосіб прокатування-розділяння сортових заготівок
Номер патенту: 52187
Опубліковано: 15.03.2005
Автори: Нечепоренко Володимир Андрійович, Нєфєдьєв Олександр Сергійович, Бенецький Олексій Геннадійович, Солод Володимир Сергійович, Нєфєдьєв Сергій Павлович
Мітки: сортових, прокатування-розділяння, заготівок, спосіб
Формула / Реферат:
Шахтна однобарабанна підйомна установка, що включає копрові шківи, установлені на одній геометричній осі, канати і однобарабанну піднімальну машину, яка відрізняється тим, що кріплення каната від правого копрового шківа виконано у лівого торця барабана піднімальної машини і відповідно кріплення каната від лівого копрового шківа - у правого торця барабана.
Спосіб нагрівання заготівок
Номер патенту: 76667
Опубліковано: 15.08.2006
Автори: Теряєв Олександр Митрофанович, Трухін Микола Олексійович, Северенчук Андрій Станіславович
МПК: F27B 13/00, B21B 1/02, C21D 1/34
Мітки: заготівок, спосіб, нагрівання
Формула / Реферат:
Спосіб нагрівання заготівок, переважно слябів, у багатозонній методичній печі, що включає переміщення заготівок через методичну та зварювальну зони, а також через томильну зону з монолітним подом, нагрівання по тризонному температурному режиму, який відрізняється тим, що температуру в нижній зварювальній зоні встановлюють такою, що дорівнює 1,04-1,08 температури в томильній зоні, при відношенні її до температури у верхній зварювальній зоні,...
Попередній патент: Дозиметричний пристрій
Наступний патент: Спосіб визначення ртуті у розчинах
Випадковий патент: Спосіб ідентифікації сигналів