Спосіб виготовлення листів, штаб і стрічок зі свинцевих латуней
Номер патенту: 8968
Опубліковано: 15.08.2005
Автори: Шпаковскій Вадім, Клюєв Андрій Петрович, Клюєв Сергій Петрович
Формула / Реферат
1. Спосіб виготовлення листів, штаб і стрічок зі свинцевих латуней, що включає виплавку металу, розливання в плоскі зливки, нагрівання зливків у печі, гарячу прокатку зливка, холодну прокатку в кілька проходів і циклів, проміжні відпали між циклами, остаточну холодну прокатку, який відрізняється тим, що при виплавці здійснюють легування металевого розплаву лігатурою, що містить нікель, кремній і марганець, яку подають в кількості 19-21 кілограм на тонну металу, а остаточну холодну прокатку в останньому проході ведуть з відносним обтисненням 10 - 11 %.
2. Спосіб за п.1, який відрізняється тим, що лігатуру подають у вигляді чушки, відлитої в землю.
3. Спосіб за пп.1 і 2, який відрізняється тим, що нікель, кремній і марганець вводять у кількості, що забезпечує їхній вміст у зливку, мас. %: нікель 0,2-0,5; кремній 0,1-0,2; марганець 0,2-0,3.
Текст
1. Спосіб виготовлення листів, штаб і стрічок зі свинцевих л ату ней, що включає виплавку металу, розливання в плоскі зливки, нагрівання зливків у печі, гарячу прокатку зливка, холодну прокатку в кілька проходів і циклів, проміжні відпали між цик Корисна модель відноситься до галузі виробництва прокату, а саме до виготовлення листів, штаб і стрічок зі свинцевих латуней, переважно марки ЛС59-1, які використовують для виробництва корпусів годинників і дрібних деталей. Відомий спосіб виготовлення штаб зі спеціальних багатокомпонентних латуней, що у своєму складі, крім цинку, містять свинець. Для одержання штаб заготовки латуней (ЛС74-3, ЛС63-3) піддають гарячій прокатці, холодній прокатці з проміжним відпалом [Осинцев О.Е., Федоров В.Н. Медь и медные сплавы. Отечественные и зарубежные марки: Справочник. М.: Машиностроение, 2004. с.61-69]. Одержання штаб відомим способом утруднене через те, що при гарячій прокатці зливків свинцевих латуней дуже вузький діапазон пластичності, уже на четвертому пропуску прокатки штаба попадає в зону крихкості, спостерігається її руйнування і неможливість подальшої її обробки. Найбільш близьким аналогом пропонованої корисної моделі є спосіб виготовлення стрічки з міді, нікелю або сплавів на основі міді і/або нікелю, що включає плавку металу, розливання в плоскі зливки, нагрівання зливків у печі, гарячу прокатку зливка в штабу, холодну прокатку в кілька проходів і циклів, поздовжнє різання в проміжку між циклами, наступну прокатку стрічок після поздовжнього різання одночасно в кілька ниток, проміжні між циклами і наступний, після холодної прокатки, від лами, остаточну холодну прокатку, який відрізняється тим, що при виплавці здійснюють легування металевого розплаву лігатурою, що містить нікель, кремній і марганець, яку подають в кількості 19-21 кілограм на тонну металу, а остаточну холодну прокатку в останньому проході ведуть з відносним обтисненням 10-11 %. 2. Спосіб за п.1, який відрізняється тим, що лігатуру подають у вигляді чушки, відлитої в землю. 3. Спосіб за пп.1 і 2, який відрізняється тим, що нікель, кремній і марганець вводять у кількості, що забезпечує їхній вміст у зливку, мас. %: нікель 0,20,5; кремній 0,1-0,2; марганець 0,2-0,3. пали, змотування стрічки в рулон, причому холодну прокатку ведуть з відносними обтисненнями від 45% до 13,6% за прохід [RU №2052914 С1, кл. В21В 1/46, 3/00, опубл. 20.01.1996р.]. Ознаки відомого способу, що збігаються з суттєвими ознаками корисної моделі, що заявляється: плавка металу; розливання в плоскі зливки; нагрівання зливків у печі; гаряча прокатка зливка; холодна прокатка в кілька проходів і циклів; проміжні відпали між циклами; остаточна холодна прокатка. Виготовлення штаб відомим способом приводить до одержання штаб і стрічок з нестабільними механічними властивостями, особливо низькою пластичністю. У латунях ЛС59-1 у зоні середніх температур при 200-600°С спостерігається явище крихкості, що відбувається, головним чином, під впливом свинцю, що утворює у цих умовах крихкі міжкристалеві прошарки. З підвищенням температури пластичність латуней знову різко зростає, що «о* 00 CO 00 ВКазуЄ На РОЗЧИННІСТЬ ЦИХ ДОМІШОК При ВИСОКИХ температурах. Тому при гарячій прокатці зливків ЛС59-1 уже на четвертому пропуску прокатки при температурі 600°С и нижче латунь стає крихкою, штаба і стрічка руйнуються і до подальшої обробки не придатні. У зв'язку з тим, що холодну прокатку ведуть з відносними обтисненнями від 45% до 13,6% за прохід, спостерігається збільшення нестабільності механічних властивостей через різке падіння пластичності, що вимагає проведення рекристаліза ST 8968 ційного відпалу після остаточної холодної прокатки, що не цілком усуває нестабільність структури і відповідно механічних властивостей. При наявності зазначених технологічних параметрів, одержання штаб і стрічок відомим способом утруднено, тому що необхідно строго регламентувати гарячу і холодну прокатку, однак це не дозволяє одержувати штаби і стрічки з підвищеними і стабільними механічними властивостями. В основу корисної моделі поставлена задача удосконалення способу виготовлення листів, штаб і стрічок зі свинцевих латуней, у якому за рахунок зміни технологічних параметрів поліпшується оброблюваність тиском у гарячому і холодному стані, що дозволяє одержати листи, штаби і стрічки з високими механічними і технологічними властивостями. Поставлена задача вирішується тим, що в способі виготовлення листів, штаб і стрічок зі свинцевих латуней, що включає виплавку металу, розливання в плоскі зливки, нагрівання зливків у печі, гарячу прокатку зливка, холодну прокатку в кілька проходів і циклів, проміжні відпали між циклами, остаточну холодну прокатку, згідно корисної моделі при виплавці здійснюють легування металевого розплаву лігатурою, що містить нікель, кремній і марганець, яку подають в кількості 19-21 кілограм на тонну металу, а остаточну холодну прокатку в останньому проході ведуть з відносним обтисненням 10-11 %. Доцільно лігатуру подавати у виді чушки, відлитої в землю, а нікель, кремній і марганець вводити у кількості, що забезпечує їхній вміст у зливку, мас. %: нікель 0,2-0,5; кремній 0,1-0,2; марганець 0,2-0,3. Легуючі елементи, які розчиняються в основних фазах латуней ( - і -твердих розчинах) збільшують міцність, зменшуючи пластичність і в'язкість. Свинець, який присутній у складі латуні, приводить до зниження пластичності при підвищених температурах. Він підвищує гарячеламкість латуні, але разом з тим, поліпшує технологічні властивості, особливо, оброблюваність різанням. Найбільше зміцнення досягається при комплексному легуванні декількома елементами одночасно: нікелем, кремнієм і марганцем. Завдяки комплексному легуванню зберігається досить висока оброблюваність тиском при високих температурах і забезпечується одержання високої міцності і пластичності. Уведення нікелю в кількості, що забезпечує його вміст у зливку 0,2-0,5 мас. % підвищує механічні і технологічні властивості і корозійну стійкість. Це обумовлено тим, що нікель збільшує розчинність цинку в міді у твердому стані і розширює область існування - твердого розчину, поліпшуючи оброблюваність тиском у гарячому і холодному стані. Уведення кремнію в кількості, що забезпечує його вміст у зливку 0,1-0,2 мас. % приводить до підвищення механічних властивостей і корозійної стійкості. Уведення кремнію в кількості, що забезпечує його зміст у зливку більш 0,2 мас. % приводить до утворення в мідно-цинкових сплавах твердих і крихких інтерметалідних фаз, що негативно позначається на пластичності сплавів, погіршуючи прокатуваність у гарячому стані. Уведення марганцю в кількості, що забезпечує його вміст у зливку 0,2-0,3 мас. % поліпшує оброблюваність тиском у гарячому і холодному стані, що приводить до підвищення механічних і технологічних властивостей і корозійної стійкості. Приклад Холоднокатану стрічку товщиною 0,5мм виготовляли в такий спосіб. Виплавку свинцевої латуні марки ЛС59-1 здійснювали в індукційній печі типу ІЛК-1,6. У піч завантажували шихту: катодну мідь, цинк марки ЦО, оборотні відходи міді М1, оборотні відходи сплаву ЛС59-1, свинець марки С1. Плавку металу робили під покривом деревного вугілля і кріоліту зі скачуванням шлаку в міру накоплювання. У процесі розплавлювання шихти в металевий розплав уводили лігатуру у виді чушки в кількості 20кг на тонну металу. Лігатуру хімічного складу, мас. % нікель 14-16; марганець 14-16; кремній - 9-11; мідь 57-63 одержували шляхом змішування вихідних компонентів, розплавлювання і виливання в землю. Розливання металевого розплаву свинцевої латуні марки ЛС59-1 здійснювали в кристалізатор. Вміст легуючих компонентів у готовому зливку складав: нікелю - 0,3 мас. %; кремнію - 0,15 мас. %, марганцю - 0,25 мас. %. Отримані зливки розміром 176x595x1450мм нагрівали в методичній газовій печі при температурі 710-850°С протягом 2,5 години. Перед прокаткою температура зливка складала 680-720°С. Гарячу прокатку проводили на стані Дуо-800 до розмірів 6,0х635мм. Після обрізки кінців штабу розміром 6,0х635мм піддавали холодній прокатці в 8 циклів: 1-й цикл здійснювали на стані Тандем-1000 за З проходи до одержання штаби розміром 4,0 х 635мм; 2-й цикл - на стані Тандем-100 за 2 проходи до одержання штаби розміром 2,5 х 635мм; 3-й цикл - за 2 проходи до одержання штаби розміром 2,5х550мм; 4-й цикл - на стані Кварто-250 за 2 проходи до одержання штаби розміром 1,9 х 550мм; 5-й цикл на стані Кварто-250 за 2 проходи до одержання штаби розміром 1,Зх550мм; 6-й цикл - на стані Кварто-250 за 2 проходи до одержання штаби розміром 0,8х 550мм; 7-й цикл - на стані Кварто-250 за 1 прохід до одержання штаби розміром 0,56х550мм; 8-й цикл - на стані Кварто-250 за 1 прохід до одержання штаби розміром 0,5х 550мм. Після кожного циклу холодної прокатки здійснювали проміжний відпал у печі УКР-24 при температурі печі по зонах відповідно: І - 580-620°С; II - 640°С; III - 620°С; IV - 600°С протягом 5-ти годин з температурою видачі з печі 600°С. При цьому після 3-го, 4-го, 5-го, 6-го і 7-го циклів холодної прокатки й відпалу здійснювали травлення отриманих штаб, а остаточну холодну прокатку здійснювали з відносним обтисненням 10% до одержання штаби розміром 0,5х550мм. Штабу піддавали різанню на стрічки, які змотували в рулони. Проводили випробування по визначенню механічних властивостей на розривному пресі холо 8968 днокатаної стрічки зі сплаву марки ЛС59-1 легованої кремнієм, нікелем і марганцем, виготовленої по пропонованому способу і для порівняння, стрічки зі сплаву марки ЛС59-1, виготовленої по відомому способу. Стрічка, що отримана пропонованим способом характеризується наступними властивостями г=450-540Мпа, =23-25%. Стрічка, що отримана відомим способом характеризується наступними властивостями у=340 Комп'ютерна верстка А. Крулевський 640Мпа, =3-5%. Пропонований спосіб виготовлення листів, штаб і стрічок дозволяє одержати прокат, що характеризується високими механічними і технологічними властивостями. Він добре обробляється різанням, має антифрикційні властивості і може бути застосований для виготовлення дрібних деталей і корпусів годинників. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул. Глазунова, 1, м. Київ - 4 2 , 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of sheets, strips and tapes of leaded brass
Автори англійськоюKliuiev Andrii Petrovych, Kliuiev Serhii Petrovych, Shpakovskiy Vadim
Назва патенту російськоюСпособ изготовления листов, полос и лент из свинцовых латуней
Автори російськоюКлюев Андрей Петрович, Клюев Сергей Петрович
МПК / Мітки
МПК: B21B 3/00
Мітки: виготовлення, латуней, листів, свинцевих, стрічок, штаб, спосіб
Код посилання
<a href="https://ua.patents.su/4-8968-sposib-vigotovlennya-listiv-shtab-i-strichok-zi-svincevikh-latunejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення листів, штаб і стрічок зі свинцевих латуней</a>
Спосіб виготовлення листів і штаб із сплаву на основі міді, переважно марки л63
Номер патенту: 8966
Опубліковано: 15.08.2005
Автори: Клюєв Андрій Петрович, Клюєв Сергій Петрович, Шпаковскій Вадім
Мітки: основі, марки, міді, виготовлення, штаб, спосіб, сплаву, переважно, листів
Формула / Реферат:
Спосіб виготовлення листів і штаб із сплаву на основі міді, переважно марки Л63, що включає гарячу прокатку зливка, багатостадійну холодну прокатку з регламентованим режимом обтиснень по проходах і проміжний відпал між стадіями холодної прокатки, який відрізняється тим, що гарячу прокатку здійснюють у перших трьох проходах із сумарним відносним обтисненням 76 - 77 %, холодну прокатку ведуть у валках, чистота обробки поверхні яких відповідає...
Спосіб одержання литтям-прокаткою листів (штаб) шириною, більшою від довжини бочки обтискуючих валків
Номер патенту: 67475
Опубліковано: 15.06.2004
Автори: Роганов Максим Львович, Роганов Лев Леонідович
Мітки: листів, більшою, валків, обтискуючих, литтям-прокаткою, штаб, спосіб, довжини, шириною, одержання, бочки
Формула / Реферат:
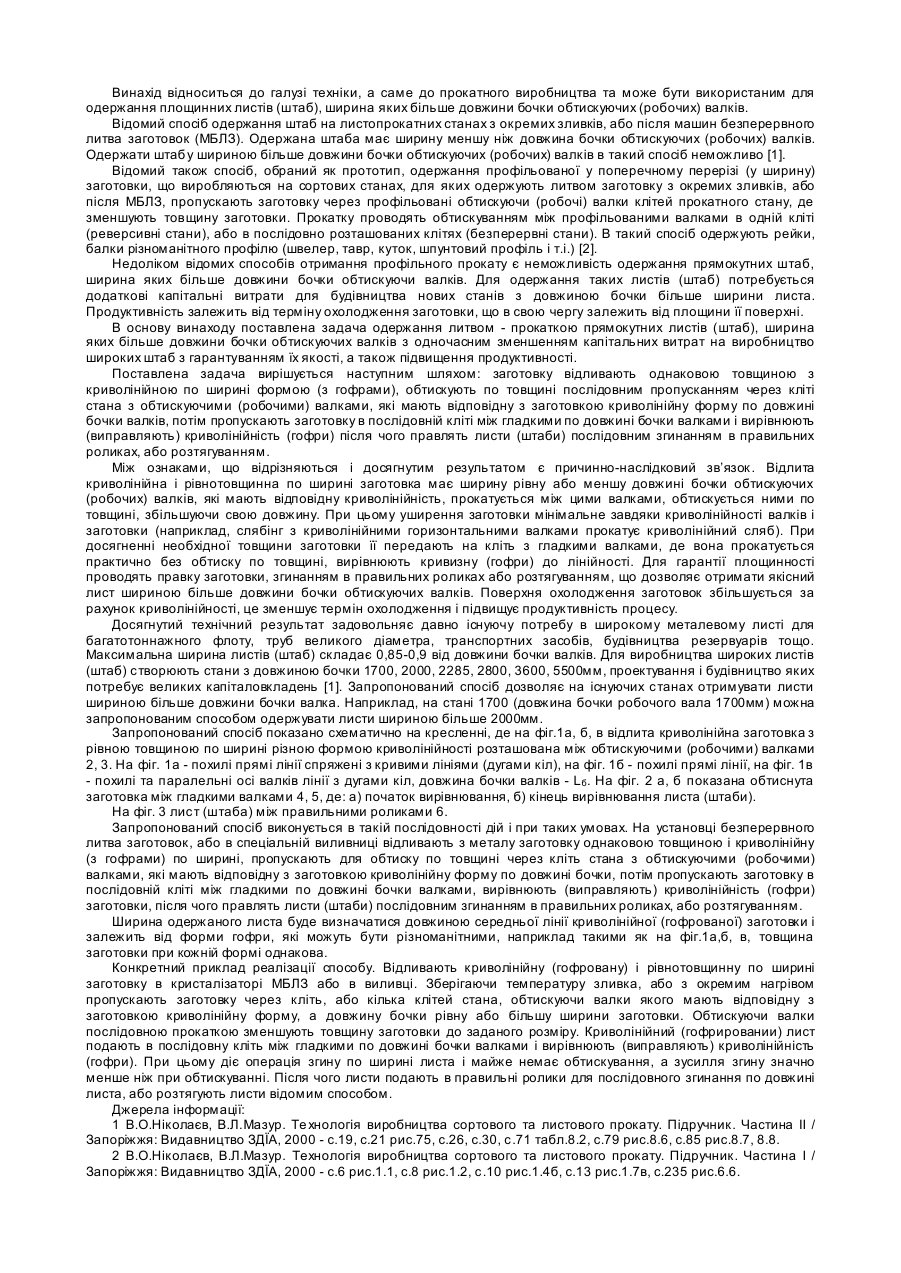
Спосіб одержання литтям-прокаткою листів (штаб) шириною, більшою від довжини бочки обтискуючих валків, при якому одержують литтям заготовки з окремих зливків або після машин безперервного лиття заготовок, пропускають заготовки через профільовані обтискуючі робочі валки клітей прокатного стана, де зменшують товщину заготовки, який відрізняється тим, що заготовку відливають однакової товщини з криволінійною по ширині формою, з гофрами,...
Спосіб безперервного прокатування штаб

Номер патенту: 36976
Опубліковано: 16.04.2001
Автори: Ніколаєв Віктор Олександрович, Телюк Віктор Григорович, Мовшович Вілорд Соломонович, Васильєв Олександр Геннадійович, Штехно Олег Миколайович, Тилик Василь Трохимович, Кудрин Володимир Іванович
МПК: B21B 1/22
Мітки: прокатування, безперервного, спосіб, штаб
Текст:
...що переміщення натискних гвинтів по продуктиметрах у кожній кліті для додаткового обтиснення потовщених ділянок установлюють відповідно до формули: h V Si = K i Δh i ( n0 + n1 + n2 ш + H0 V B dh + 0,8 n 4 + n5 ), (1) L h де Si - додаткове переміщення натискних гвинтів у кліті; Кі – коефіцієнт, який ураховує розташування потовщеної ділянки штаби (передній кінець - Кп; шов - К ш; задній кінець - Кз); Dhi - абсолютне обтиснення; Н0 та h -...
Спосіб стикування кінців штаб при розмотуванні рулонів
Номер патенту: 63059
Опубліковано: 15.01.2004
Автори: Лях Володимир Миколайович, Гуськов Олександр Миколайович, Котелевець Юрій Сергійович, Мануйленко Валентин Кирилович, Володін Олександр Валентинович
МПК: B21C 47/00
Мітки: рулонів, кінців, спосіб, розмотуванні, штаб, стикування
Формула / Реферат:
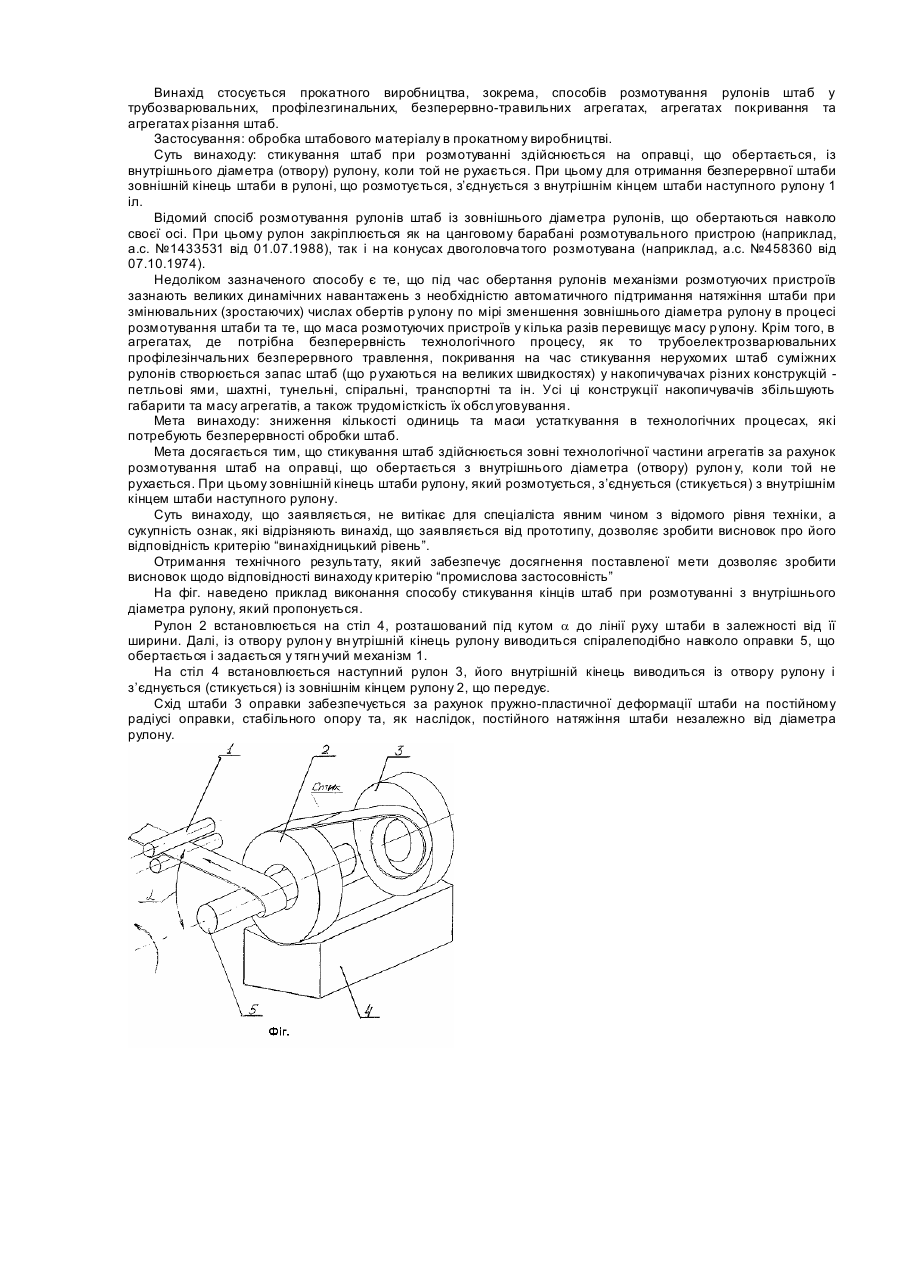
Спосіб стикування кінців штаб при розмотуванні рулонів, що включає послідовне з'єднання кінців штаб з наступним їх подаванням до лінії прокатки, який відрізняється тим, що стикування кінців штаб рулону здійснюється змінно відносно зовнішнього кінця рулону, що стоїть попереду, із внутрішнім кінцем наступного, який встановлюється на стіл з оправкою, що обертається під кутом до лінії прокатки, при цьому внутрішній кінець рулону, що стоїть...
Спосіб визначення температури в осередку деформації при холодному прокатуванні штаб
Номер патенту: 44033
Опубліковано: 15.01.2002
Автори: Человань Михайло Іванович, Грібач Юрій Федорович
МПК: G01K 7/12
Мітки: прокатуванні, осередку, штаб, деформації, холодному, визначення, температури, спосіб
Формула / Реферат:
Спосіб визначення температури в осередку деформації при холодному прокатуванні штаб, що включає розташування датчиків в зоні контролю, який відрізняється тим, що як датчики використовують сплави Вуда з різною температурою плавлення, розташовані в порядку зростання точок плавлення в отворах, виконаних уздовж контрольованої штаби.
Попередній патент: Відбивна піч
Наступний патент: Спосіб виробництва зливків із латуні та бронзи шляхом неперервного або напівнеперервного лиття
Випадковий патент: Склад для селективної ізоляції обводненого пласта