Спосіб одержання литтям-прокаткою листів (штаб) шириною, більшою від довжини бочки обтискуючих валків
Номер патенту: 67475
Опубліковано: 15.06.2004
Формула / Реферат
Спосіб одержання литтям-прокаткою листів (штаб) шириною, більшою від довжини бочки обтискуючих валків, при якому одержують литтям заготовки з окремих зливків або після машин безперервного лиття заготовок, пропускають заготовки через профільовані обтискуючі робочі валки клітей прокатного стана, де зменшують товщину заготовки, який відрізняється тим, що заготовку відливають однакової товщини з криволінійною по ширині формою, з гофрами, обтискують по товщині послідовним пропусканням через кліті стана з обтискуючими робочими валками, які мають відповідну з заготовкою криволінійну форму по довжині бочки, потім пропускають заготовку в послідовній кліті між гладкими по довжині бочки валками і вирівнюють (виправляють) криволінійність, гофри, після чого правлять листи (штаби) послідовним згинанням в правильних роликах або розтягуванням.
Текст
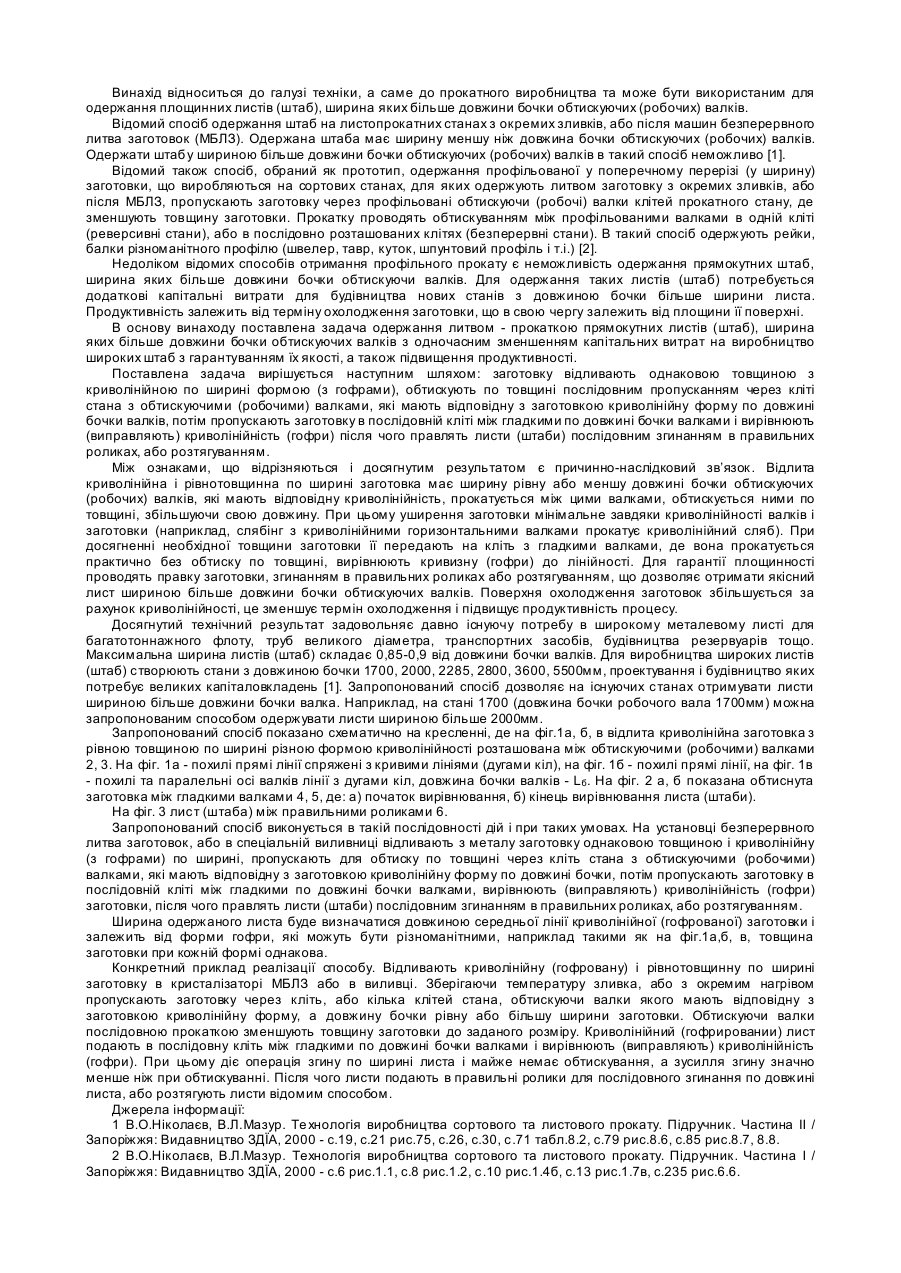
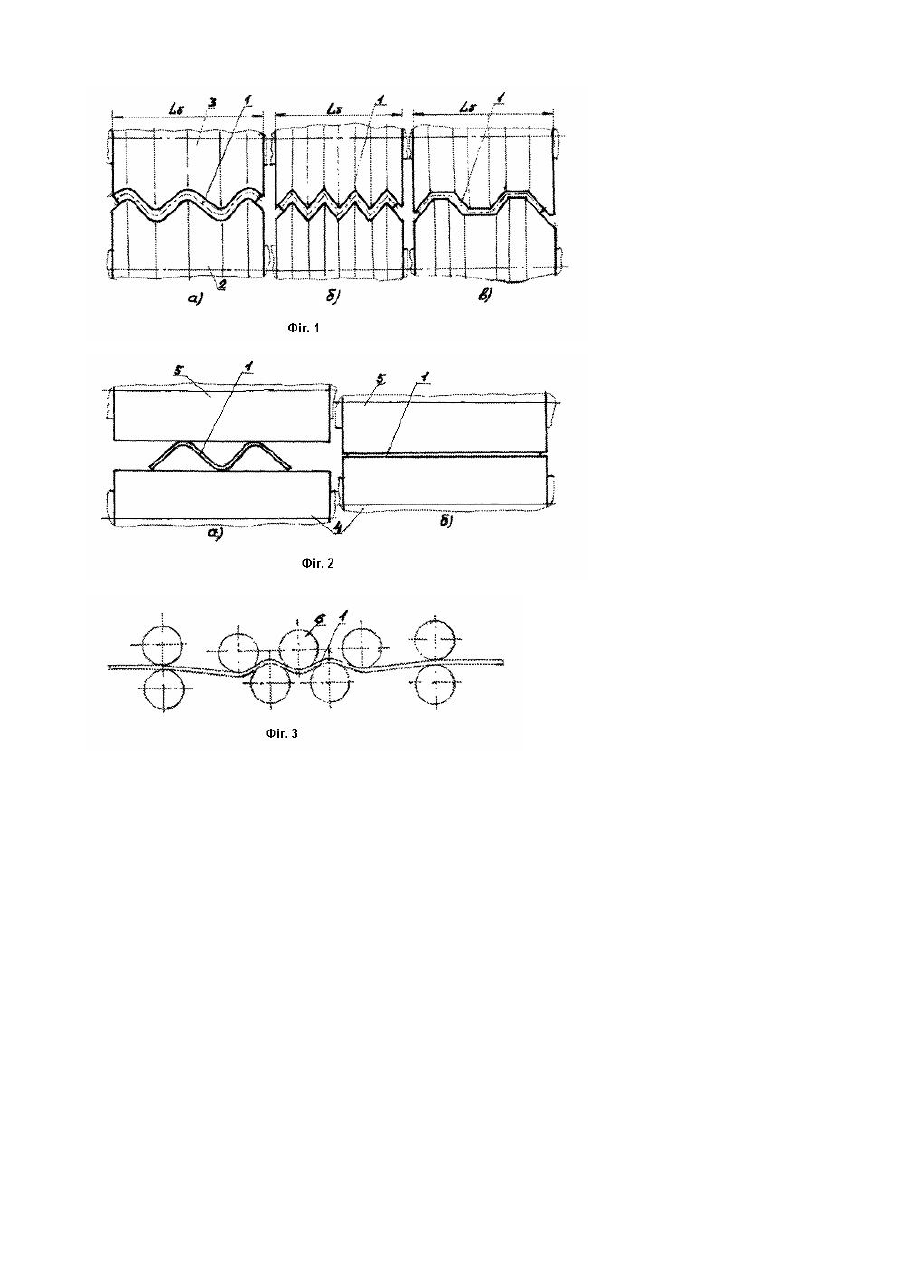
Винахід відноситься до галузі техніки, а саме до прокатного виробництва та може бути використаним для одержання площинних листів (штаб), ширина яких більше довжини бочки обтискуючих (робочих) валків. Відомий спосіб одержання штаб на листопрокатних станах з окремих зливків, або після машин безперервного литва заготовок (МБЛЗ). Одержана штаба має ширину меншу ніж довжина бочки обтискуючих (робочих) валків. Одержати штабу шириною більше довжини бочки обтискуючих (робочих) валків в такий спосіб неможливо [1]. Відомий також спосіб, обраний як прототип, одержання профільованої у поперечному перерізі (у ширину) заготовки, що виробляються на сортових станах, для яких одержують литвом заготовку з окремих зливків, або після МБЛЗ, пропускають заготовку через профільовані обтискуючи (робочі) валки клітей прокатного стану, де зменшують товщину заготовки. Прокатку проводять обтискуванням між профільованими валками в одній кліті (реверсивні стани), або в послідовно розташованих клітях (безперервні стани). В такий спосіб одержують рейки, балки різноманітного профілю (швелер, тавр, куток, шпунтовий профіль і т.і.) [2]. Недоліком відомих способів отримання профільного прокату є неможливість одержання прямокутних штаб, ширина яких більше довжини бочки обтискуючи валків. Для одержання таких листів (штаб) потребується додаткові капітальні витрати для будівництва нових станів з довжиною бочки більше ширини листа. Продуктивність залежить від терміну охолодження заготовки, що в свою чергу залежить від площини її поверхні. В основу винаходу поставлена задача одержання литвом - прокаткою прямокутних листів (штаб), ширина яких більше довжини бочки обтискуючих валків з одночасним зменшенням капітальних витрат на виробництво широких штаб з гарантуванням їх якості, а також підвищення продуктивності. Поставлена задача вирішується наступним шляхом: заготовку відливають однаковою товщиною з криволінійною по ширині формою (з гофрами), обтискують по товщині послідовним пропусканням через кліті стана з обтискуючими (робочими) валками, які мають відповідну з заготовкою криволінійну форму по довжині бочки валків, потім пропускають заготовку в послідовній кліті між гладкими по довжині бочки валками і вирівнюють (виправляють) криволінійність (гофри) після чого правлять листи (штаби) послідовним згинанням в правильних роликах, або розтягуванням. Між ознаками, що відрізняються і досягнутим результатом є причинно-наслідковий зв’язок . Відлита криволінійна і рівнотовщинна по ширині заготовка має ширину рівну або меншу довжині бочки обтискуючих (робочих) валків, які мають відповідну криволінійність, прокатується між цими валками, обтискується ними по товщині, збільшуючи свою довжину. При цьому уширення заготовки мінімальне завдяки криволінійності валків і заготовки (наприклад, слябінг з криволінійними горизонтальними валками прокатує криволінійний сляб). При досягненні необхідної товщини заготовки її передають на кліть з гладкими валками, де вона прокатується практично без обтиску по товщині, вирівнюють кривизну (гофри) до лінійності. Для гарантії площинності проводять правку заготовки, згинанням в правильних роликах або розтягуванням, що дозволяє отримати якісний лист шириною більше довжини бочки обтискуючих валків. Поверхня охолодження заготовок збільшується за рахунок криволінійності, це зменшує термін охолодження і підвищує продуктивність процесу. Досягнутий технічний результат задовольняє давно існуючу потребу в широкому металевому листі для багатотоннажного флоту, труб великого діаметра, транспортних засобів, будівництва резервуарів тощо. Максимальна ширина листів (штаб) складає 0,85-0,9 від довжини бочки валків. Для виробництва широких листів (штаб) створюють стани з довжиною бочки 1700, 2000, 2285, 2800, 3600, 5500мм, проектування і будівництво яких потребує великих капіталовкладень [1]. Запропонований спосіб дозволяє на існуючих станах отримувати листи шириною більше довжини бочки валка. Наприклад, на стані 1700 (довжина бочки робочого вала 1700мм) можна запропонованим способом одержувати листи шириною більше 2000мм. Запропонований спосіб показано схематично на кресленні, де на фіг.1a, б, в відлита криволінійна заготовка з рівною товщиною по ширині різною формою криволінійності розташована між обтискуючими (робочими) валками 2, 3. На фіг. 1а - похилі прямі лінії спряжені з кривими лініями (дугами кіл), на фіг. 1б - похилі прямі лінії, на фіг. 1в - похилі та паралельні осі валків лінії з дугами кіл, довжина бочки валків - Lб . На фіг. 2 а, б показана обтиснута заготовка між гладкими валками 4, 5, де: а) початок вирівнювання, б) кінець вирівнювання листа (штаби). На фіг. 3 лист (штаба) між правильними роликами 6. Запропонований спосіб виконується в такій послідовності дій і при таких умовах. На установці безперервного литва заготовок, або в спеціальній виливниці відливають з металу заготовку однаковою товщиною і криволінійну (з гофрами) по ширині, пропускають для обтиску по товщині через кліть стана з обтискуючими (робочими) валками, які мають відповідну з заготовкою криволінійну форму по довжині бочки, потім пропускають заготовку в послідовній кліті між гладкими по довжині бочки валками, вирівнюють (виправляють) криволінійність (гофри) заготовки, після чого правлять листи (штаби) послідовним згинанням в правильних роликах, або розтягуванням. Ширина одержаного листа буде визначатися довжиною середньої лінії криволінійної (гофрованої) заготовки і залежить від форми гофри, які можуть бути різноманітними, наприклад такими як на фіг.1а,б, в, товщина заготовки при кожній формі однакова. Конкретний приклад реалізації способу. Відливають криволінійну (гофровану) і рівнотовщинну по ширині заготовку в кристалізаторі МБЛЗ або в виливці. Зберігаючи температуру зливка, або з окремим нагрівом пропускають заготовку через кліть, або кілька клітей стана, обтискуючи валки якого мають відповідну з заготовкою криволінійну форму, а довжину бочки рівну або більшу ширини заготовки. Обтискуючи валки послідовною прокаткою зменшують товщину заготовки до заданого розміру. Криволінійний (гофрировании) лист подають в послідовну кліть між гладкими по довжині бочки валками і вирівнюють (виправляють) криволінійність (гофри). При цьому діє операція згину по ширині листа і майже немає обтискування, а зусилля згину значно менше ніж при обтискуванні. Після чого листи подають в правильні ролики для послідовного згинання по довжині листа, або розтягують листи відомим способом. Джерела інформації: 1 В.О.Ніколаєв, В.Л.Мазур. Те хнологія виробництва сортового та листового прокату. Підручник. Частина ІІ / Запоріжжя: Видавництво ЗДЇА, 2000 - с.19, c.21 рис.75, с.26, с.30, с.71 табл.8.2, с.79 рис.8.6, с.85 рис.8.7, 8.8. 2 В.О.Ніколаєв, В.Л.Мазур. Технологія виробництва сортового та листового прокату. Підручник. Частина І / Запоріжжя: Видавництво ЗДЇА, 2000 - с.6 рис.1.1, c.8 рис.1.2, с.10 рис.1.4б, с.13 рис.1.7в, с.235 рис.6.6.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production by casting-rolling of sheets (strips) of the width which is greater than the length of the body of pressure rolls
Автори англійськоюRohanov Maksym Lvovych, Rohanov Lev Leonidovych
Назва патенту російськоюСпособ получения литьем-прокаткой листов (полос) шириной, которая больше длины бочки обжимных валков
Автори російськоюРоганов Максим Львович, Роганов Лев Леонидович
МПК / Мітки
Мітки: штаб, одержання, шириною, листів, довжини, більшою, валків, литтям-прокаткою, обтискуючих, бочки, спосіб
Код посилання
<a href="https://ua.patents.su/2-67475-sposib-oderzhannya-littyam-prokatkoyu-listiv-shtab-shirinoyu-bilshoyu-vid-dovzhini-bochki-obtiskuyuchikh-valkiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання литтям-прокаткою листів (штаб) шириною, більшою від довжини бочки обтискуючих валків</a>
Спосіб одержання прокату мірної довжини

Номер патенту: 44534
Опубліковано: 15.02.2002
Автори: Сокуренко Анатолій Валентинович, Довгаль Петро Григорович, Квашин Валерій Миколайович, Блохін Дмитро Порфирович, Худик Валеріан Тарасович, Білоус Геннадій Пилипович, Приходько Євгенія Валер'янівна, Костюченко Михайло Іванович
МПК: B23D 31/00, B21B 1/16
Мітки: прокату, довжини, мірної, спосіб, одержання
Формула / Реферат:
1. Спосіб одержання прокату мірної довжини, який включає прогнозування кількості одержаних із розкату готового профілю мірних прутків, порізку розкату летючими ножицями на штаби довжиною, кратною довжині мірних прутків, підрівнювання передніх кінців штаб та порізку їх пакетів на мірні прутки, який відрізняється тим, що момент відділення від розкату кратної штаби визначають по числу обертань валків чистової кліті після проходження його...
Спосіб виготовлення тонких металевих листів прокаткою у пакеті
Номер патенту: 553
Опубліковано: 15.12.1993
Автори: Скороход Микола Михайлович, Диордиця Сергій Васильович, Гребєнюков Анатолій Васильович, Гєрмашов Юрій Володимирович, Локтіонов Петро Якович, Хорошілов Микола Макарович, Міллєр Віктор Вікторович, Міронов Євген Костянтинович
МПК: B21B 1/38
Мітки: виготовлення, металевих, тонких, прокаткою, спосіб, пакети, листів
Формула / Реферат:
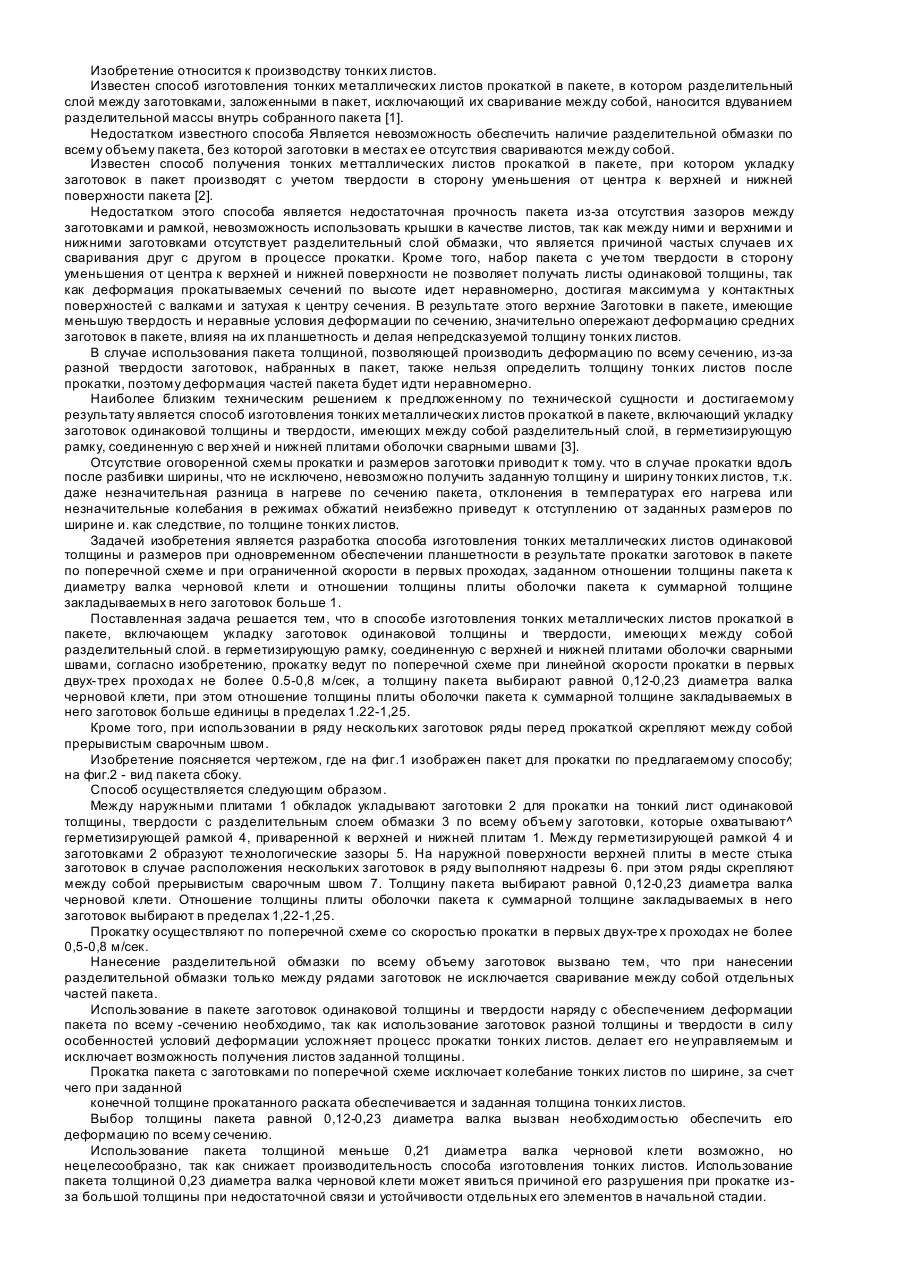
1. Способ изготовления тонких металлических листов прокаткой в пакете, включающий укладку заготовок одинаковой толщины и твердости, имеющих между собой разделительный слой, в герметизирующую рамку, соединенную с верхней и нижней плитами оболочки сварными швами, отличающийся тем, что прокатку ведут по поперечной схеме при линейной скорости прокатки в первых двух-трех проходах. не более 0,5-0,8 м/сек, а толщину пакета выбирают равной 0,12-0,23...
Спосіб безперервного прокатування штаб

Номер патенту: 36976
Опубліковано: 16.04.2001
Автори: Васильєв Олександр Геннадійович, Телюк Віктор Григорович, Кудрин Володимир Іванович, Тилик Василь Трохимович, Штехно Олег Миколайович, Ніколаєв Віктор Олександрович, Мовшович Вілорд Соломонович
МПК: B21B 1/22
Мітки: прокатування, штаб, спосіб, безперервного
Текст:
...що переміщення натискних гвинтів по продуктиметрах у кожній кліті для додаткового обтиснення потовщених ділянок установлюють відповідно до формули: h V Si = K i Δh i ( n0 + n1 + n2 ш + H0 V B dh + 0,8 n 4 + n5 ), (1) L h де Si - додаткове переміщення натискних гвинтів у кліті; Кі – коефіцієнт, який ураховує розташування потовщеної ділянки штаби (передній кінець - Кп; шов - К ш; задній кінець - Кз); Dhi - абсолютне обтиснення; Н0 та h -...
Спосіб одержання товстих листів
Номер патенту: 59099
Опубліковано: 15.08.2003
Автори: Карнаушенко Ніл Андрійович, Дубінський Борис Євгенійович, Шебаніц Едуард Миколайович, Зеленський Віктор Євгенійович, Голі-Оглу Володимир Семенович, Бойко Володимир Семенович, Климанчук Владислав Владиславович
МПК: B21B 1/22
Мітки: листів, товстих, одержання, спосіб
Формула / Реферат:
Спосіб одержання товстих листів, який включає поперечну розрізку безперервно литих заготовок, нагрів заготовок у нагрівальних печах, поперечну і поздовжню прокатку, який відрізняється тим, що заготовки перед нагріванням піддають поздовжньому розрізуванню.
Спосіб гарячого прокатування штаб
Номер патенту: 36975
Опубліковано: 16.04.2001
Автори: Піховкін Микола Миколайович, Ніколаєв Віктор Олександрович, Пінчук Віталій Іосифович, Качан Олександр Михайлович, Васильєв Олександр Геннадійович, Лівшиц Леонід Аркадійович, Тилик Василь Трохимович, Путнокі Олександр Юліусович, Фішкін Ісаак Борисович, Клочков Володимир Васильович, Мовшович Вілорд Соломонович, Штехно Олег Миколайович, Трофімов Віталій Олександрович
МПК: B21B 1/22
Мітки: гарячого, прокатування, штаб, спосіб
Текст:
...датчика відповідно до формули: після виходу переднього кінця з останньої кліті чистової гр упи натискні гвинти піднімають у кожній кліті на величини DSі, продовжують процес прокатки у стабілізованому процесі при номінальному розчині валків, а після виходу заднього кінця штаби з останньої кліті чистової групи, натискні гвинти виставляють на величини Sі; для прийому переднього кінця наступної штаби, де h - товщина готової штаби , мм, n -...
Попередній патент: Спосіб описування та розпізнавання мовленнєвих сигналів і пристрій для його реалізації
Наступний патент: Пристрій для зменшення розгойдування вантажу при пуску та гальмуванні
Випадковий патент: Спосіб лікування псоріазу