Апарат і спосіб безперервного виробництва трубної секції з мінеральної вати, призначеної для ізоляційних цілей
Номер патенту: 89838
Опубліковано: 10.03.2010
Автори: Скіппарі Самі, Булут Піркко, Куукка Оссі, Карьялайнєн Ерккі, Маннінен Юкка, Ніккінен Матті
Формула / Реферат
1. Апарат для виробництва безперервним способом трубної секції з мінеральної вати, призначеної для ізоляційних цілей, який містить сердечник і зовнішню роликову збірку, що оточує його щонайменше частково, причому вказана роликова збірка містить щонайменше два ролики, встановлені з можливістю їх регулювання, за допомогою яких мату з мінеральної вати заданої довжини накручують навколо сердечника між сердечником і роликовою збіркою для формування преформи трубної секції, причому один кінець сердечника вільний, щоб знімати з нього трубну секцію; а також засоби затвердіння, призначені для затвердіння преформи трубної секції перед зняттям з сердечника з боку вільного кінця сердечника, який відрізняється тим, що щонайменше частина сердечника виконана гвинтоподібною, завдяки чому просування сформованої частини трубної секції уздовж сердечника і зрештою зняття з сердечника відбувається у відповідь на обертальні рухи як гвинтоподібної частини сердечника, так і роликів з роликової збірки.
2. Апарат за п. 1, який відрізняється тим, що затвердіння виконують нагріванням або за допомогою мікрохвиль.
3. Апарат за п. 1 або 2, який відрізняється тим, що містить один або більше роликів, розміщених уздовж гвинта або під кутом щодо гвинта.
4. Апарат за будь-яким із пп. 1-3, який відрізняється тим, що містить поперечні ріжучі засоби і/або подовжні розтинаючі і/або ріжучі засоби.
5. Апарат за будь-яким із пп. 1-4, який відрізняється тим, що містить один або більше отворів для подачі мати навколо сердечника.
6. Апарат за будь-яким із пп. 1-5, який відрізняється тим, що мінеральна вата є кам'яною ватою.
7. Спосіб формування безперервним способом трубної секції з мінеральної вати для ізоляційних цілей, що включає кроки:
подачу мати з мінеральної вати навколо вільного з одного кінця сердечника таким чином, що подальший оборот мати щонайменше частково перекриває попередній оборот мати;
стиснення мати з мінеральної вати, поданої навколо сердечника, у напрямі сердечника за допомогою зовнішньої роликової збірки, що складається з щонайменше двох роликів, встановлених з можливістю їх регулювання, для виробництва преформи трубної секції;
затвердіння сформованої преформи трубної секції,
який відрізняється тим, що для просування сформованої частини трубної секції і зрештою для зняття її з сердечника з боку вільного кінця як зовнішні поверхні, так і внутрішні поверхні преформи трубної секції піддають обертальним рухам за допомогою сердечника, щонайменше частина якого виконана гвинтоподібною, і вищезгаданої роликової збірки, що складається з щонайменше двох роликів, встановлених з можливістю їх регулювання, причому вказана роликова збірка щонайменше частково оточує сердечник.
8. Спосіб за п. 7, який відрізняється тим, що сформовану преформу трубної секції піддають затвердінню за допомогою гарячого повітря і/або мікрохвиль.
9. Спосіб за п. 8, який відрізняється тим, що кожен ролик апарата розташований паралельно або під кутом щодо гвинта.
10. Спосіб за будь-яким із пп. 7-9, який відрізняється тим, що преформу трубної секції відрізують після її затвердіння.
11. Спосіб за будь-яким із пп. 7-10, який відрізняється тим, що після затвердіння преформу трубної секції розрізають в подовжньому напрямі і/або забезпечують подовжнім внутрішнім прорізом.
12. Спосіб за п. 11, який відрізняється тим, що на трубну секцію наносять покриття.
Текст
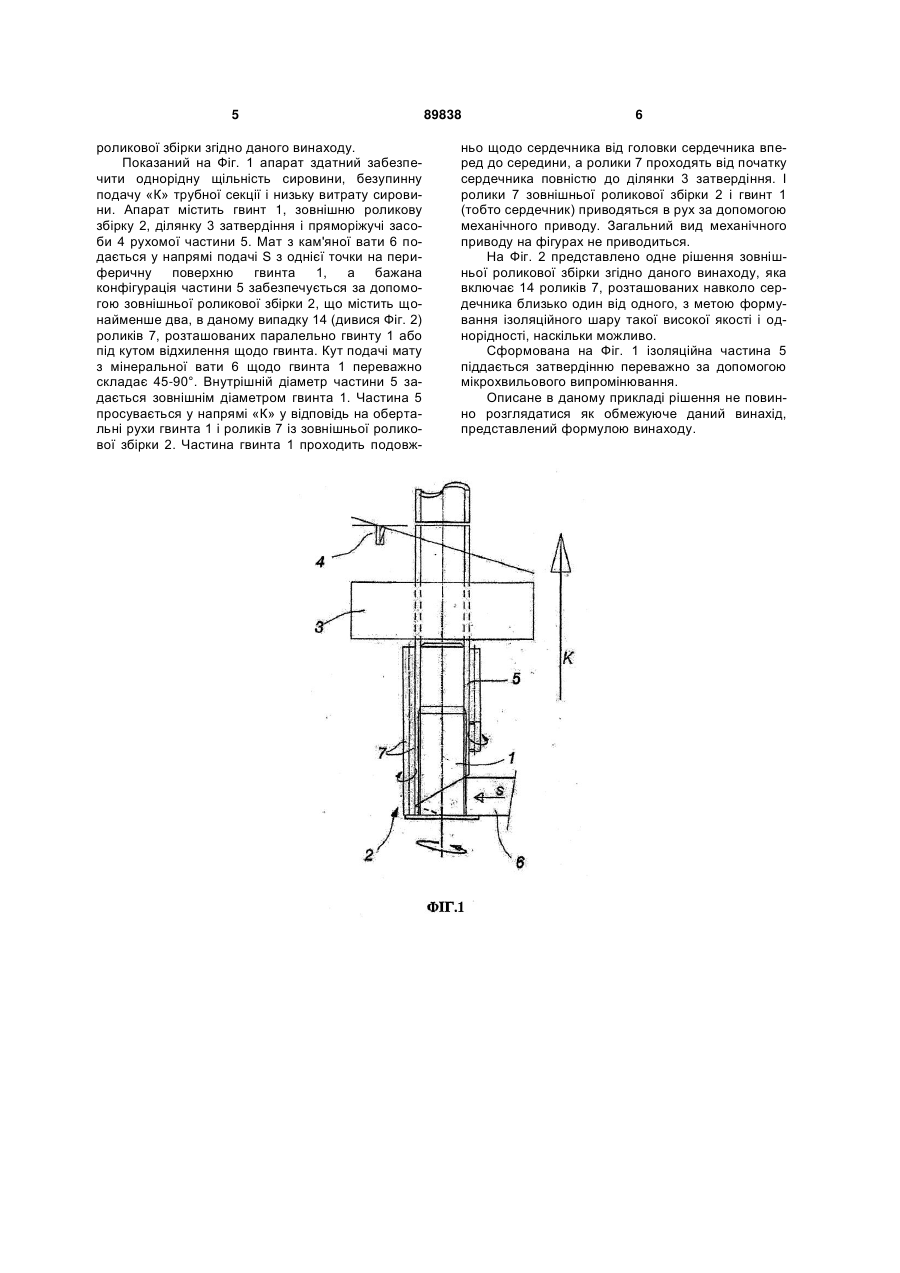
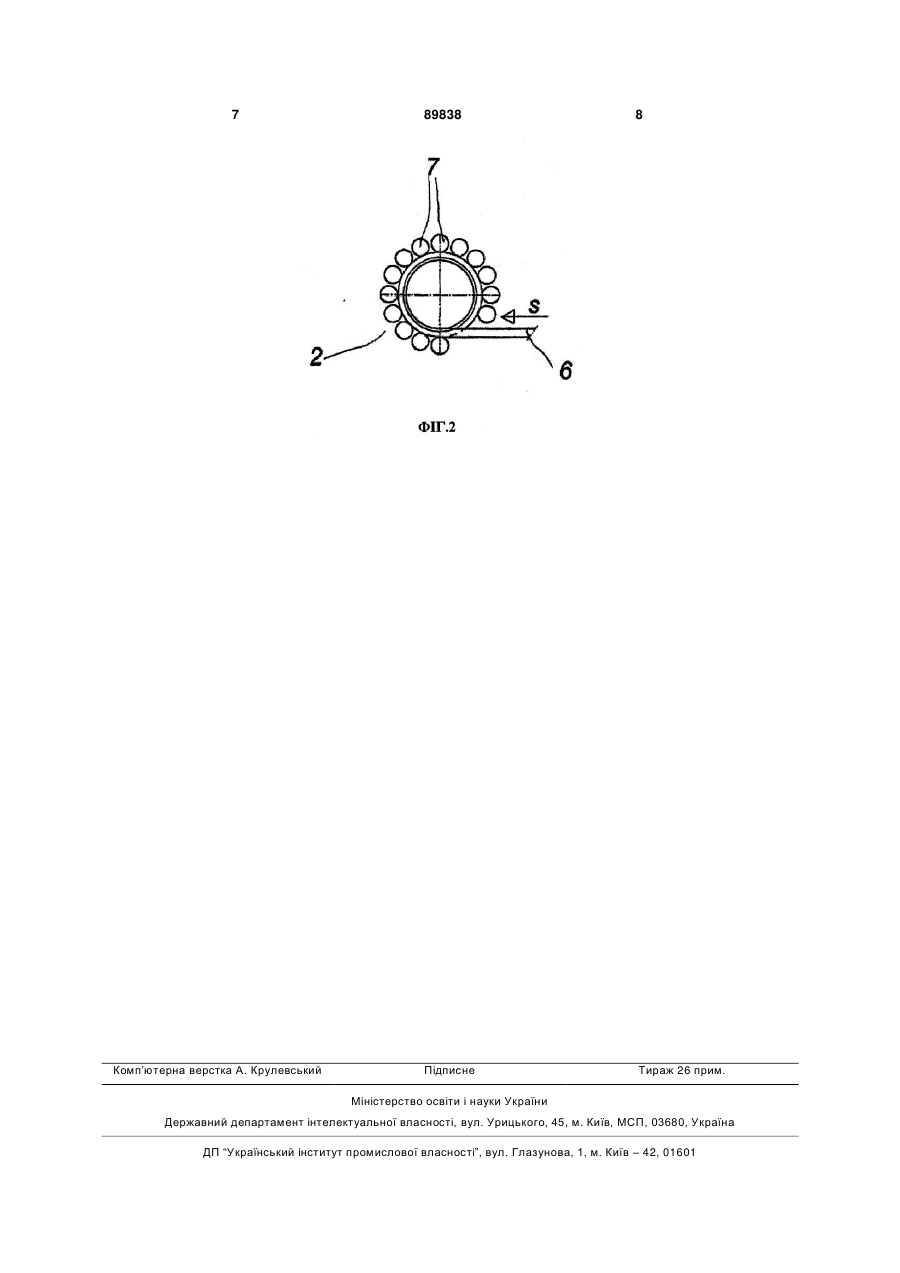
1. Апарат для виробництва безперервним способом трубної секції з мінеральної вати, призначеної для ізоляційних цілей, який містить сердечник і зовнішню роликову збірку, що оточує його щонайменше частково, причому вказана роликова збірка містить щонайменше два ролики, встановлені з можливістю їх регулювання, за допомогою яких мату з мінеральної вати заданої довжини накручують навколо сердечника між сердечником і роликовою збіркою для формування преформи трубної секції, причому один кінець сердечника вільний, щоб знімати з нього трубну секцію; а також засоби затвердіння, призначені для затвердіння преформи трубної секції перед зняттям з сердечника з боку вільного кінця сердечника, який відрізняється тим, що щонайменше частина сердечника виконана гвинтоподібною, завдяки чому просування сформованої частини трубної секції уздовж сердечника і зрештою зняття з сердечника відбувається у відповідь на обертальні рухи як гвинтоподібної частини сердечника, так і роликів з роликової збірки. 2. Апарат за п. 1, який відрізняється тим, що затвердіння виконують нагріванням або за допомогою мікрохвиль. 3. Апарат за п. 1 або 2, який відрізняється тим, що містить один або більше роликів, розміщених уздовж гвинта або під кутом щодо гвинта. 4. Апарат за будь-яким із пп. 1-3, який відрізняється тим, що містить поперечні ріжучі засоби і/або подовжні розтинаючі і/або ріжучі засоби. 2 (19) 1 3 Предметом даного винаходу є апарат для виробництва безперервним способом трубної секції з мінеральної вати, призначеної для ізоляційних цілей, причому вказаний апарат містить сердечник і зовнішню роликову збірку, що оточує його щонайменше частково, причому вказана роликова збірка містить щонайменше два ролики, за допомогою яких мат з мінеральної вати заданої довжини накручують навколо сердечника між сердечником і роликовою збіркою для формування преформи трубної секції, причому один кінець сердечника вільний, щоб знімати з нього трубну секцію, апарат також містить засоби затвердіння, призначені для затвердіння преформи трубної секції перед зняттям з сердечника з боку вільного кінця сердечника. Інший предмет даного винаходу відноситься до способу формування безперервним способом трубної секції з мінеральної вати для ізоляційних цілей, що включає кроки: подачу мату з мінеральної вати навколо сердечника, один кінець якого вільний, у такий спосіб, що подальший оборот мату, щонайменше частково, перекриває попередній оборот мату; стиснення мату з мінеральної вати, що подається навколо сердечника, у напрямі сердечника за допомогою зовнішньої роликової збірки, що складається з щонайменше двох роликів, для виробництва преформи трубної секції; затвердіння сформованої преформи трубної секції. В даний час виготовлення трубних секцій на технологічній лінії трубної секції звичайно організовано наступним способом: мат заданої довжини намотують навколо сердечника, а потім одержаний проміжний виріб піддають технологічній обробці, формуючи закінчену трубну секцію по мірі виконання процесу. Проблема подібних систем полягає в тому, що процес виробництва є циклічним, і у виробах спостерігаються коливання щільності, а також в тому, що вироби завжди мають стандартну довжину. Крім того, споживання сировини досить значне через подальшу обробку проміжного виробу. Також подібна система не дозволяє скоротити час на виріб без серйозної реструктуризації. З іншого боку, рівень техніки включає Фінську публікацію Fl 50898, що розкриває апарат для виробництва безперервним способом трубної секції, але цей апарат, проте, конструктивно надмірно складний, маючи безліч рухомих частин і громіздку конструкцію. Особливості, відмічені як особливо складні, включають затвердіння ізоляційної частини трубоподібної преформи трубної секції, що виконується за допомогою гарячого газу, а також протягуючий пристрій, призначений для просування трубоподібного ізоляційного виробу по і, зрештою, із сердечника. Просування трубоподібного ізоляційного виробу по сердечнику, як і контроль його щільності, в цьому рішенні-прототипі також здається не 89838 4 стійким і ненадійним. Об'єктом даного винаходу є створення апарату і способу, що дозволяє уникнути вищеперелічених недоліків. Щоб добитися цього, апарат згідно даного винаходу характеризується тим, що щонайменше частина сердечника є гвинтоподібною, причому просування сформованої частини трубної секції уздовж сердечника і зрештою зняття з сердечника відбувається у відповідь на обертальні рухи як гвинтоподібної частини сердечника, так і роликової збірки. Щоб уникнути вищеперелічених недоліків, спосіб згідно даного винаходу в свою чергу характеризується тим, що для того, щоб просунути вздовж і зрештою зняти сформовану частину трубної секції з сердечника з боку його вільного кінця, обидві поверхні преформи трубної секції - і зовнішню і внутрішню - піддають обертальним рухам, використовуючи сердечник, щонайменше частина якого є гвинтоподібною, і роликову збірку, подібну описаній раніше, яка оточує щонайменше частину сердечника. Ролики роликової збірки проходять подовжньо щодо сердечника по сердечнику переважно від головки сердечника (тобто від початку гвинтової частини) повністю до ділянки затвердіння. Щоб змінювати товщину ізоляції, а також щільність трубної секції можна використовувати різні швидкості обертання компонентів, тобто сердечника і роликів з роликової збірки. Ролики, будучи встановленими з можливістю регулювання, тим самим здатні забезпечити різну товщину ізоляції (товщина стінки в трубній секції) для трубних секцій. Крім того, можна регулювати кут подачі мату, тим самим також добиваючись відмінностей в товщині ізоляції і щільності. Таким чином, даний винахід забезпечує апарат для виробництва безперервним способом ізоляційних трубних секцій, цей апарат конструктивно набагато простіший, ніж апарати-прототипи, надійніший і кращий за параметрами контролю щільності, а також він менш громіздкий, оскільки відсутня необхідність в протягуючому пристрої для преформи трубної секції. Крім того, використовуючи як спосіб затвердіння мікрохвильове випромінювання, можна зробити апарат ще простішим і надійнішим. Навіть при тому, що виготовлення безперервним способом трубної секції для ізоляційних цілей було до деякої міри відомо вже з 1960-х років, нам не відомий ніхто, хто б придумав замінити протягуючий пристрій гвинтоподібним сердечником. Переважні втілення даного винаходу розкриті в подальших залежних пунктах. Тепер опишемо даний винахід конкретніше за допомогою прикладу, з посиланнями на супроводжуючі малюнки, в яких: на Фіг. 1 представлено втілення апарату згідно даного винаходу і на Фіг. 2 представлено втілення зовнішньої 5 роликової збірки згідно даного винаходу. Показаний на Фіг. 1 апарат здатний забезпечити однорідну щільність сировини, безупинну подачу «К» трубної секції і низьку витрату сировини. Апарат містить гвинт 1, зовнішню роликову збірку 2, ділянку 3 затвердіння і пряморіжучі засоби 4 рухомої частини 5. Мат з кам'яної вати 6 подається у напрямі подачі S з однієї точки на периферичну поверхню гвинта 1, а бажана конфігурація частини 5 забезпечується за допомогою зовнішньої роликової збірки 2, що містить щонайменше два, в даному випадку 14 (дивися Фіг. 2) роликів 7, розташованих паралельно гвинту 1 або під кутом відхилення щодо гвинта. Кут подачі мату з мінеральної вати 6 щодо гвинта 1 переважно складає 45-90°. Внутрішній діаметр частини 5 задається зовнішнім діаметром гвинта 1. Частина 5 просувається у напрямі «К» у відповідь на обертальні рухи гвинта 1 і роликів 7 із зовнішньої роликової збірки 2. Частина гвинта 1 проходить подовж 89838 6 ньо щодо сердечника від головки сердечника вперед до середини, а ролики 7 проходять від початку сердечника повністю до ділянки 3 затвердіння. І ролики 7 зовнішньої роликової збірки 2 і гвинт 1 (тобто сердечник) приводяться в рух за допомогою механічного приводу. Загальний вид механічного приводу на фігурах не приводиться. На Фіг. 2 представлено одне рішення зовнішньої роликової збірки згідно даного винаходу, яка включає 14 роликів 7, розташованих навколо сердечника близько один від одного, з метою формування ізоляційного шару такої високої якості і однорідності, наскільки можливо. Сформована на Фіг. 1 ізоляційна частина 5 піддається затвердінню переважно за допомогою мікрохвильового випромінювання. Описане в даному прикладі рішення не повинно розглядатися як обмежуюче даний винахід, представлений формулою винаходу. 7 Комп’ютерна верстка А. Крулевський 89838 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюApparatus and method for continuous manufacture of mineral wool pipe section for insulating purposes
Автори англійськоюKarjalainen Erkki, Nikkinen Matti, Skippari Sami, Bulut Pirkko, Manninen Jukka, Kuukka Ossi
Назва патенту російськоюАппарат и способ непрерывного производства трубной секции из минеральной ваты, предназначенной для изоляционных целей
Автори російськоюКарьялайнен Эркки, Никкинен Матти, Скиппари Сами, Булут Пиркко, Маннинен Юкка, Куукка Осси
МПК / Мітки
МПК: B29C 53/00
Мітки: вати, трубної, спосіб, апарат, цілей, безперервного, мінеральної, секції, виробництва, ізоляційних, призначеної
Код посилання
<a href="https://ua.patents.su/4-89838-aparat-i-sposib-bezperervnogo-virobnictva-trubno-sekci-z-mineralno-vati-priznacheno-dlya-izolyacijjnikh-cilejj.html" target="_blank" rel="follow" title="База патентів України">Апарат і спосіб безперервного виробництва трубної секції з мінеральної вати, призначеної для ізоляційних цілей</a>
Спосіб і пристрій для виготовлення ізоляційної трубної секції з мінеральної вати
Номер патенту: 88199
Опубліковано: 25.09.2009
Автори: Ніккінен Матті, Маннінен Юкка, Куукка Оссі, Булут Піркко, Карьялайнєн Ерккі, Скіппарі Самі
МПК: F16L 59/02, D04H 1/00, F16L 59/00
Мітки: ізоляційної, вати, пристрій, спосіб, трубної, секції, мінеральної, виготовлення
Формула / Реферат:
1. Спосіб виготовлення ізоляційної трубної секції з мінеральної вати, в якому, для формування, по суті, циліндрової ізоляційної заготівки, вату (4) у вигляді пухкого матеріалу подають в проміжок між серцевиною (5) і, по суті, циліндровою зовнішньою формою (6), що оточує її, який відрізняється тим, що, для фіксації форми заготівки (7) трубної секції, її внутрішні і зовнішні поверхні (7а і 7b) піддають термообробці за допомогою нагрівання...
Спосіб виготовлення трубчастих рукавів з мінеральної вати і трубчастий рукав, виготовлений з мінеральної вати
Номер патенту: 85052
Опубліковано: 25.12.2008
Автори: Лігтенберг Харальд, Альбрехт Фолькер, Меєр Єнс, Цизік Антон
МПК: F16L 59/02, B29C 53/00, B32B 37/00
Мітки: мінеральної, рукавів, трубчастий, трубчастих, вати, виготовлення, спосіб, виготовлений, рукав
Формула / Реферат:
1. Спосіб виготовлення трубчастих рукавів (10; 20; 30; 50), виготовлених з мінеральної вати для ізоляції трубопроводів або для зменшення рівня звуку в трубопровідних системах, що містить наступні етапи:a) подавання стрічки (11; 21; 31; 51) нетканого матеріалу, виготовленої з мінеральної вати, на яку нанесений незатверділий зв'язувальний матеріал,b) намотування стрічки (11; 21; 31; 51) нетканого матеріалу на намотувальну...
Великий тюк виробів з ізоляційних матеріалів, зокрема виробів з мінеральної вати, у вигляді плит або рулонів (варіанти)
Номер патенту: 73592
Опубліковано: 15.08.2005
Автори: Беккер Міхаель, Бігі Лотар, Келлер Клеменс, Траппманн Юрген, Армбруст Манфред
МПК: B65D 71/00, B65D 75/52
Мітки: рулонів, варіанти, великий, плит, виробів, зокрема, тюк, мінеральної, ізоляційних, вати, вигляді, матеріалів
Формула / Реферат:
1. Великий тюк виробів з ізоляційних матеріалів, зокрема виробів з мінеральної вати, у вигляді плит або рулонів або тому подібного, причому великий тюк складається з принаймні двох стосів (1, 2) виробів з мінеральної вати, де кожен стос (1, 2) обгорнутий принаймні однією широкою смугою (6) високоміцної на розтяг тканини або високоміцної на розтяг плівки, котра оточує стос у вигляді оболонки (5), який відрізняється тим, що дві основні поверхні...
В’яжуче для продуктів з мінеральної вати, спосіб його одержання, продукт з мінеральної вати і спосіб його одержання
Номер патенту: 81597
Опубліковано: 25.01.2008
Автори: Хансен Ерлінг Леннарт, Ніссен Повл, Хюсемоен Тор
МПК: D04H 1/64, D06M 15/37, C08K 9/00, C08L 57/00
Мітки: мінеральної, в'яжуче, продуктів, одержання, продукт, вати, спосіб
Формула / Реферат:
1. Спосіб одержання в'яжучого для продуктів з мінеральної вати, в якому змішують карбонову кислоту, що є ди-, три- або тетракарбоновою кислотою з молекулярною масою близько 1000 або менше, з алканоламіном за умов проведення реакції, при яких карбонова кислота і алканоламін взаємодіють між собою з одержанням смоли, а потім реакцію переривають додаванням води до реакційної суміші.2. Спосіб за п. 1, у якому одержаний продукт змішують з...
Спосіб і пристрій (варіанти) для виробництва мінеральної вати і мінеральна вата, отримана цим способом
Номер патенту: 27362
Опубліковано: 15.09.2000
Автори: Фюртак Ханс, Батіжеллі Жан, Бертьє Гі, Бернар Жан-Люк
МПК: C03B 37/04, C03C 13/00
Мітки: пристрій, отримана, вата, спосіб, способом, цим, вати, варіанти, виробництва, мінеральна, мінеральної
Текст:
...армированной волокнами, также состоящими с карбида кремния /SiC-SiC / или углерода /SiC-C/ Например, обрабатываемая деталь изготавливается первоначально диспергированием газообразного исходного вещества, которое при его осаждении керамизируется в предварительно отформованной заготовке, изготовленной пропиткой стопы смежных слоев ткани из волокон карбида кремния или волокон углерода, с отверстиями в периферической перегородке, которые...
Попередній патент: Шина для лікування переломів нижньої щелепи та кондуктор для її виготовлення
Наступний патент: Пристрій для стабілізації та регулювання напруг трифазного приймача
Випадковий патент: Капсула для застосування у пристрої для приготування напоїв, яка містить поживні інгредієнти і спосіб одержання поживної рідини з капсули