Різальний інструмент з тришаровим покриттям
Номер патенту: 89923
Опубліковано: 10.03.2010
Автори: Погребняк Олександр Дмитрович, Гриценко Валерій Іванович, Азарєнков Микола Олексійович, Литовченко Сергій Володимирович, Фареник Володимир Іванович, Турбін Петро Васильович, Клименко Сергій Анатолійович, Маліков Леонід Васильович, Копєйкіна Марина Юріївна, Береснєв Вячеслав Мартинович
Формула / Реферат
1. Різальний інструмент з тришаровим покриттям, котрий містить інструментальну основу з твердого сплаву і зносостійке іонно-плазмове покриття, в якому проміжний шар виконано з нітриду титану, який відрізняється тим, що верхній шар покриття виконано з оксиду алюмінію, а нижній його шар - з титану.
2. Різальний інструмент за п. 1, який відрізняється тим, що верхній шар покриття виконано товщиною 2,0 мкм.
3. Різальний інструмент за п. 1, який відрізняється тим, що проміжний шар покриття виконано товщиною 3,5 мкм.
4. Різальний інструмент за п. 1, який відрізняється тим, що нижній шар покриття виконано товщиною 0,5 мкм.
5. Різальний інструмент за п. 1, який відрізняється тим, що інструментальна основа включає полікристалічні надтверді матеріали на основі кубічного нітриду бору.
Текст
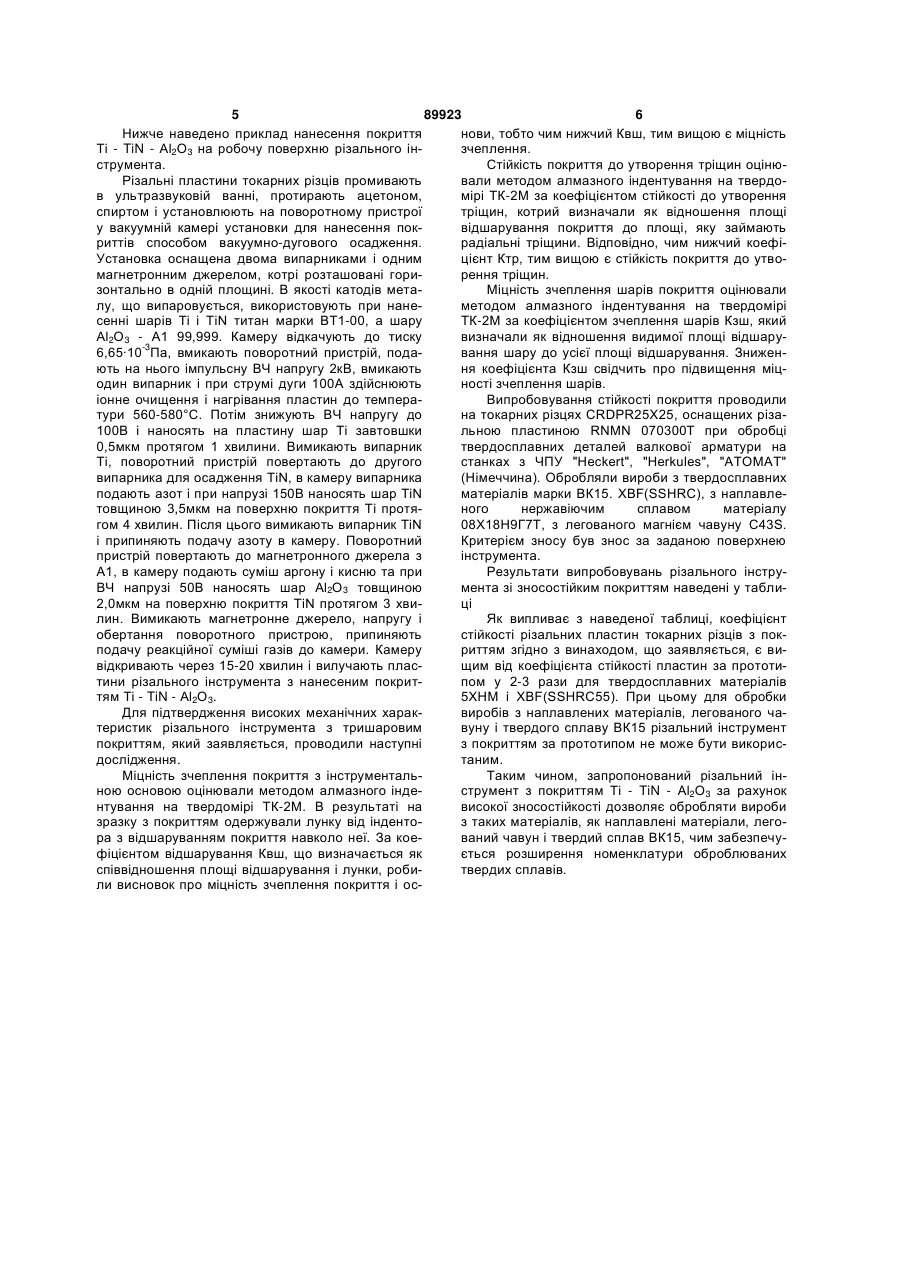
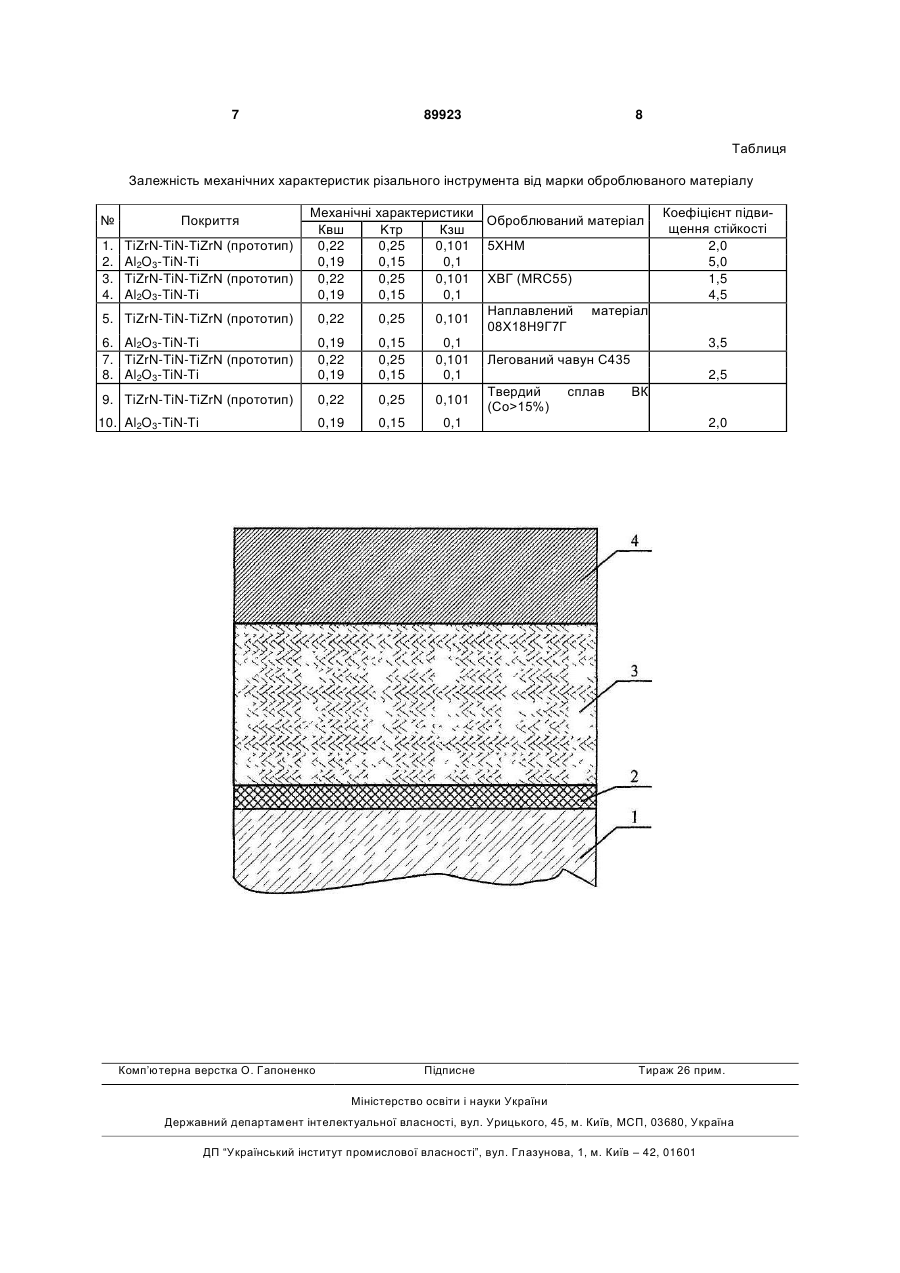
1. Різальний інструмент з тришаровим покриттям, котрий містить інструментальну основу з твердого сплаву і зносостійке іонно-плазмове покриття, в якому проміжний шар виконано з нітриду титану, який відрізняється тим, що верхній шар покриття виконано з оксиду алюмінію, а нижній його шар - з титану. 2. Різальний інструмент за п. 1, який відрізняється тим, що верхній шар покриття виконано товщиною 2,0 мкм. 3. Різальний інструмент за п. 1, який відрізняється тим, що проміжний шар покриття виконано товщиною 3,5 мкм. 4. Різальний інструмент за п. 1, який відрізняється тим, що нижній шар покриття виконано товщиною 0,5 мкм. 5. Різальний інструмент за п. 1, який відрізняється тим, що інструментальна основа включає полікристалічні надтверді матеріали на основі кубічного нітриду бору. UA (21) a200903770 (22) 17.04.2009 (24) 10.03.2010 (46) 10.03.2010, Бюл.№ 5, 2010 р. (72) АЗАРЄНКОВ МИКОЛА ОЛЕКСІЙОВИЧ, БЕРЕСНЄВ В'ЯЧЕСЛАВ МАРТИНОВИЧ, КЛИМЕНКО СЕРГІЙ АНАТОЛІЙОВИЧ, КОПЄЙКІНА МАРИНА ЮРІЇВНА, ЛИТОВЧЕНКО СЕРГІЙ ВОЛОДИМИРОВИЧ, ПОГРЕБНЯК ОЛЕКСАНДР ДМИТРОВИЧ, ГРИЦЕНКО ВАЛЕРІЙ ІВАНОВИЧ, МАЛІКОВ ЛЕОНІД ВАСИЛЬОВИЧ, ТУРБІН ПЕТРО ВАСИЛЬОВИЧ, ФАРЕНІК ВОЛОДИМИР ІВАНОВИЧ (73) ХАРКІВСЬКИЙ НАЦІОНАЛЬНИЙ УНІВЕРСИТЕТ ІМ. В.Н. КАРАЗІНА (56) Заявка UA 200800789, 11.08.2008 EP 2000236 A1, 10.12.2008 JP 2095502 A, 06.04.1990 JP 61091354 A, 09.05.1986 JP 2001328006 A, 27.11.2001 JP 2002028803 A, 29.01.2002 JP 2002137103 A, 14.05.2002 C2 2 (19) 1 3 89923 4 A.P. Tool wear and machining performance of CBN-Ti В різальному інструменті з тришаровим покcoated carbide inserts PCBN compact inserts in риттям, що заявляється, технічний результат доturning AISI4340 hardened steel // J. Mater. Proc. сягається завдяки використанню верхнього шару Techology. - 2006. - №180. - P. 253-262). оксиду алюмінію, що сприяє зниженню окислюОсновним недоліком покриття TiN, отриманого вання робочих поверхонь інструментального маметодом ХОП, є високий ступінь окислення поктеріалу при високих температурах. Нітрид титану, риття (Т=500°С), що призводить до зниження пращо використовується в якості проміжного шару, цездатності різального інструмента з таким покпри взаємодії з залізом (Fe) і нікелем (Ni) (основою риттям і не дозволяє використовувати відомий оброблюваних конструкційних матеріалів) може в різальний інструмент для високошвидкісної обробшироких діапазонах концентрацій і температур ки твердих сплавів. забезпечити протікання хімічних реакцій з утвоВідомий метод ХОП має інші недоліки: неможренням сполук типу ТіМех (TiFe2, ТіNi3) і вивільливість нанесення покриття на інструмент, що має ненням азоту N2. Наявність у зоні різання вільного гострі ріжучі краї, а також вибухонебезпечність азоту мінімізує хімічну взаємодію матеріалу КНБ з методу і токсичність для оточуючого середовища. елементами складу оброблюваного матеріалу, при Найбільш близьким за сукупністю ознак до вицьому азотне середовище також мінімізує окиснаходу, що заявляється, є різальний інструмент з лення матеріалу інструмента. Титан, що використришаровим покриттям, який містить інструментатовується в якості нижнього шару покриття, забезльну основу з твердого сплаву і нанесене на неї печує якісну адгезію багатошарового тришарового зносостійке іонно-плазмове покриття, яке складапокриття до інструментальної основи - ПНТМ на ється з нижнього і верхнього шарів завтовшки основі КНБ. 2мкм, виконаних з нітриду титану і цирконію Таким чином, чергування шарів покриття різа(TiZrN) при співвідношенні металевих компонентів, льного інструмента в зазначеній послідовності, а мас.%: титан (Ті) 47-53, цирконій (Zr) 53-47, і протакож оптимізація товщини шарів забезпечують міжного шару, виконаного з нітриду титану (TiΝ). підвищення стійкості покриття до утворення тріПри цьому загальна товщина покриття становить щин і міцності зчеплення його з інструментальною 6мкм (патент Російської Федерації №2270270; кл. основою, в результаті чого досягається підвищенС23С14/06, 14/48; опубл. 2006p.). ня стійкості різального інструмента. Відомий різальний інструмент не дозволяє обВинахід, який заявляється, проілюстровано робляти тверді сплави, наприклад, сплави ВК15, кресленням, де зображено різальний інструмент з сплави нікелю, легованого чавуну при швидкостях тришаровим покриттям. обробки вищих від 0,2м/с, оскільки температуросРізальний інструмент з тришаровим покриттям тійкість покриття TiZrN становить 550-600°С, тоді містить інструментальну основу як температура обробки твердих сплавів при шви1 з ПНТМ на основі КНБ і нанесене на неї знодкостях понад 0,2м/с є вищою від 1000°С, що состійке іонно-плазмове покриття, що складається спричиняє руйнування різального інструмента. з нижнього, проміжного і верхнього шарів 2, 3 і 4 Крім того, тришарове покриття відомого різального відповідно. Нижній шар 2 покриття завтовшки інструмента має недостатньо високу стійкість до 0,5мкм виконаний з титану, проміжний шар 3 заутворення тріщин, а також міцність зчеплення його втовшки 3,5мкм - з нітриду титану, а верхній шар 4 з твердосплавною інструментальною основою і завтовшки 2мкм - з оксиду алюмінію. Загальна шарів покриття між собою, в результаті чого на товщина покриття становить 6мкм. етапі припрацьовування різальний інструмент Покриття наносили способом ваккумноруйнується внаслідок процесів утворення тріщин в дугового осадження на робочу частину токарних його поверхневих шарах і втрачає працездатність. різців, виконану з ПНТМ на основі КНБ, у вакуумВ основу винаходу поставлено задачу ствоній камері установки для нанесення покриттів, вірення різального інструмента з тришаровим покдомої, наприклад, з патенту Російської Федерації риттям, яке складається з нижнього шару титану, №1757249; кл. С23С14/40; опубл. 1994p. Установсереднього - нітриду титану і верхнього - оксиду ка оснащена двома вакуумно-дуговими випарниалюмінію, що за рахунок високого коефіцієнта ками і одним магнетронним джерелом. В якості стійкості дозволяло б розширити номенклатуру катодів матеріалу, що випаровується, при нанеоброблюваних твердих сплавів. сенні шару титану і нітриду титану використовуваДля вирішення поставленої задачі в різальноли титан марки ВТ1-00, при нанесенні шару оксиду му інструменті з тришаровим покриттям, котрий алюмінію - А1 99,999. містить інструментальну основу з твердого сплаву Покриття наносили після попереднього іонного і зносостійке іонно-плазмове покриття, в якому очищення робочої поверхні різального інструменпроміжний шар виконано з нітриду титану (TiN), та. Шар Ті осаджували при імпульсній високочасзгідно з винаходом, верхній шар покриття виконатотній (ВЧ) напрузі 100В. Шар TiN осаджували в но з оксиду алюмінію (Аl2О3), а нижній його шар - з середовищі реакційного газу - азоту при напрузі на титану (Ті). підкладинці 150В. Шар Аl2О3 осаджували в реакДоцільно, щоб верхній шар покриття було виційній суміші газів аргону і кисню при напрузі на конано товщиною 2,0мкм, проміжний шар - товщипідкладинці 40-50В. Струм дуги для нанесення ною 3,5мкм, а нижній шар - товщиною 0,5мкм. покриття Ті дорівнював 90A, TiN - 100А. Струм Інструментальна основа різального інструменмагнетрону для нанесення покриття Аl 2О3 дорівта може бути оснащена полікристалічними наднював 5А. твердими матеріалами на основі кубічного нітриду бору. 5 89923 6 Нижче наведено приклад нанесення покриття нови, тобто чим нижчий Квш, тим вищою є міцність Ті - TiN - Аl2О3 на робочу поверхню різального інзчеплення. струмента. Стійкість покриття до утворення тріщин оцінюРізальні пластини токарних різців промивають вали методом алмазного індентування на твердов ультразвуковій ванні, протирають ацетоном, мірі ТК-2М за коефіцієнтом стійкості до утворення спиртом і установлюють на поворотному пристрої тріщин, котрий визначали як відношення площі у вакуумній камері установки для нанесення поквідшарування покриття до площі, яку займають риттів способом вакуумно-дугового осадження. радіальні тріщини. Відповідно, чим нижчий коефіУстановка оснащена двома випарниками і одним цієнт Ктр, тим вищою є стійкість покриття до утвомагнетронним джерелом, котрі розташовані горирення тріщин. зонтально в одній площині. В якості катодів метаМіцність зчеплення шарів покриття оцінювали лу, що випаровується, використовують при нанеметодом алмазного індентування на твердомірі сенні шарів Ті і TiN титан марки ВТ1-00, а шару ТК-2М за коефіцієнтом зчеплення шарів Кзш, який Аl2О3 - А1 99,999. Камеру відкачують до тиску визначали як відношення видимої площі відшару-3 6,65·10 Па, вмикають поворотний пристрій, подавання шару до усієї площі відшарування. Зниженють на нього імпульсну ВЧ напругу 2кВ, вмикають ня коефіцієнта Кзш свідчить про підвищення міцодин випарник і при струмі дуги 100А здійснюють ності зчеплення шарів. іонне очищення і нагрівання пластин до темпераВипробовування стійкості покриття проводили тури 560-580°С. Потім знижують ВЧ напругу до на токарних різцях CRDPR25X25, оснащених різа100В і наносять на пластину шар Ті завтовшки льною пластиною RNMN 070300T при обробці 0,5мкм протягом 1 хвилини. Вимикають випарник твердосплавних деталей валкової арматури на Ті, поворотний пристрій повертають до другого станках з ЧПУ "Heckert", "Herkules", "АТОМАТ" випарника для осадження TiN, в камеру випарника (Німеччина). Обробляли вироби з твердосплавних подають азот і при напрузі 150В наносять шар TiN матеріалів марки ВК15. XBF(SSHRC), з наплавлетовщиною 3,5мкм на поверхню покриття Ті протяного нержавіючим сплавом матеріалу гом 4 хвилин. Після цього вимикають випарник TiN 08Х18Н9Г7Т, з легованого магнієм чавуну C43S. і припиняють подачу азоту в камеру. Поворотний Критерієм зносу був знос за заданою поверхнею пристрій повертають до магнетронного джерела з інструмента. А1, в камеру подають суміш аргону і кисню та при Результати випробовувань різального інструВЧ напрузі 50В наносять шар Аl2О3 товщиною мента зі зносостійким покриттям наведені у табли2,0мкм на поверхню покриття TiN протягом 3 хвиці лин. Вимикають магнетронне джерело, напругу і Як випливає з наведеної таблиці, коефіцієнт обертання поворотного пристрою, припиняють стійкості різальних пластин токарних різців з покподачу реакційної суміші газів до камери. Камеру риттям згідно з винаходом, що заявляється, є вивідкривають через 15-20 хвилин і вилучають пласщим від коефіцієнта стійкості пластин за прототитини різального інструмента з нанесеним покритпом у 2-3 рази для твердосплавних матеріалів тям Ті - TiN - Аl2О3. 5ХНМ і XBF(SSHRC55). При цьому для обробки Для підтвердження високих механічних хараквиробів з наплавлених матеріалів, легованого чатеристик різального інструмента з тришаровим вуну і твердого сплаву ВК15 різальний інструмент покриттям, який заявляється, проводили наступні з покриттям за прототипом не може бути викорисдослідження. таним. Міцність зчеплення покриття з інструментальТаким чином, запропонований різальний інною основою оцінювали методом алмазного індеструмент з покриттям Ті - TiN - Аl2О3 за рахунок нтування на твердомірі ТК-2М. В результаті на високої зносостійкості дозволяє обробляти вироби зразку з покриттям одержували лунку від індентоз таких матеріалів, як наплавлені матеріали, легора з відшаруванням покриття навколо неї. За коеваний чавун і твердий сплав ВК15, чим забезпечуфіцієнтом відшарування Квш, що визначається як ється розширення номенклатури оброблюваних співвідношення площі відшарування і лунки, робитвердих сплавів. ли висновок про міцність зчеплення покриття і ос 7 89923 8 Таблиця Залежність механічних характеристик різального інструмента від марки оброблюваного матеріалу № Покриття 1. 2. 3. 4. TiZrN-TiN-TiZrN (прототип) Al2O3-TiN-Ті TiZrN-TiN-TiZrN (прототип) Al2O3-TiN-Ті Механічні Квш 0,22 0,19 0,22 0,19 5. TiZrN-TiN-TiZrN (прототип) 0,22 6. Al2O3-TiN-Ti 7. TiZrN-TiN-TiZrN (прототип) 8. Al2O3-TiN-Ti 0,19 0,22 0,19 9. TiZrN-TiN-TiZrN (прототип) 0,22 10. Al2O3-TiN-Ti 0,19 Комп’ютерна верстка О. Гапоненко характеристики Оброблюваний матеріал Kтp Кзш 0,25 0,101 5ХНМ 0,15 0,1 0,25 0,101 ХВГ (MRC55) 0,15 0,1 Наплавлений матеріал 0,25 0,101 08Х18Н9Г7Г 0,15 0,1 0,25 0,101 Легований чавун С435 0,15 0,1 Твердий сплав ВК 0,25 0,101 (Со>15%) 0,15 0,1 Підписне Коефіцієнт підвищення стійкості 2,0 5,0 1,5 4,5 3,5 2,5 2,0 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюCutting tool with three-layer coating
Автори англійськоюAzarienkov Mykola Oleksiiovych, Beresniev Viacheslav Martynovych, Klymenko Serhii Anatoliiovych, Kopieikina Maryna Yuriivna, Lytovchenko Serhii Volodymyrovych, Pohrebniak Oleksandr Dmytrovych, Valerii Hrytsenko Ivanovych, Malikov Leonid Vasyliovych, Turbin Petro Vasyliovych, Farenik Volodymyr Ivanovych
Назва патенту російськоюРежущий инструмент с трехслойным покрытием
Автори російськоюАзаренков Николай Алексеевич, Береснев Вячеслав Мартынович, Клименко Сергей Анатольевич, Копейкина Марина Юрьевна, Литовченко Сергей Владимирович, Погребняк Александр Дмитриевич, Гриценко Валерий Иванович, Маликов Леонид Васильевич, Турбин Петр Васильевич, Фареник Владимир Иванович
МПК / Мітки
МПК: C23C 14/14, C23C 14/06, C23C 14/08, B23B 27/14
Мітки: інструмент, тришаровим, покриттям, різальний
Код посилання
<a href="https://ua.patents.su/4-89923-rizalnijj-instrument-z-trisharovim-pokrittyam.html" target="_blank" rel="follow" title="База патентів України">Різальний інструмент з тришаровим покриттям</a>
Різальний інструмент
Номер патенту: 16720
Опубліковано: 15.08.2006
Автори: Казакова Тетяна Валентинівна, Мироненко Євген Васильович, Соловйов Максим Георгійович
МПК: B26D 1/01
Мітки: різальний, інструмент
Формула / Реферат:
Різальний інструмент, що містить корпус, косу тягу, розрізну втулку, опорну пластину, різальну пластину та гвинт, який відрізняється тим, що додатково встановлено двосторонній прихоплювач з напаяними твердосплавними пластинам та кульку для контакту косої тяги з корпусом у точці.
Різальний інструмент
Номер патенту: 39574
Опубліковано: 15.06.2001
Автори: Кушніров Павло Васильович, Топорова Світлана Євгенівна
МПК: B23C 5/02
Мітки: різальний, інструмент
Формула / Реферат:
Різальний інструмент, що містить корпус, в отворах якого установлені циліндричні різальні вставки з центральними отворами, що закріплені за допомогою гвинтів, який відрізняється тим, що контактні ділянки різальних вставок iз корпусом інструмента виконано у вигляді тонкостінних втулок із гідропластмасою усередині.
Різальний інструмент
Номер патенту: 60810
Опубліковано: 15.10.2003
Автори: Гризунова Олена Олексіївна, Кушніров Павло Васильович
МПК: B23C 5/02
Мітки: різальний, інструмент
Формула / Реферат:
Різальний інструмент, що містить корпус, в отворах якого установлені циліндричні різальні вставки, що закріплені за допомогою гвинтів, які взаємодіють із гідропластмасою, що знаходиться у тонкостінних втулках, який відрізняється тим, що тонкостінні втулки виконано у корпусі різального інструмента на ділянках контакту із циліндричними різальними вставками.
Різальний інструмент
Номер патенту: 55886
Опубліковано: 15.04.2003
Автори: Гузенко Валерій Миколайович, Кривобок Олександр Григорович
МПК: A61B 17/3205
Мітки: різальний, інструмент
Формула / Реферат:
Різальний інструмент, що містить робочу частину з різальними кромками, який відрізняється тим, що робоча частина виконана у вигляді жолоба з трикутним вирізом на одній з його бічних сторін, а різальні кромки виконані по периметру зазначеного вирізу.
Різальний інструмент
Номер патенту: 19597
Опубліковано: 15.12.2006
Автори: Клочко Михайло Маркович, Усачев Петро Антонович
МПК: B23C 5/02
Мітки: інструмент, різальний
Формула / Реферат:
Різальний інструмент, який містить вузли різальних елементів, що розташовані в осьових пазах корпуса інструмента та закріплені в осьовому та радіальному напрямку, який відрізняється тим, що корпус виконаний з двох частин, а різальні елементи циліндричної форми мають циліндричні твердосплавні вставні елементи з необхідною геометрією різальної частини для знімання чорнового припуску та вставні елементи з надтвердих матеріалів для знімання...
Попередній патент: Тазостегновий шарнір
Наступний патент: Спосіб одержання засобу з антимікробною активністю з цинеоловмісної рослинної сировини
Випадковий патент: Пристрій для одержання світлового зображення