Витратний електрод для одержання зливка складнолегованого сплаву методом переплавлення в кристалізаторі
Номер патенту: 90377
Опубліковано: 26.04.2010
Автори: Гладков Андрій Сергійович, Чернявський Вадим Борисович, Кравчук Леонід Адріанович, Шмігідін Віктор Григорович, Лапшук Тамара Володимирівна, Ладохін Сергій Васильович
Формула / Реферат
1. Витратний електрод для одержання зливка складнолегованого сплаву методом переплавлення в кристалізаторі, що включає циліндричну заготовку з металу-основи сплаву з діаметром, що дорівнює діаметру витратного електрода, який відрізняється тим, що у циліндричній заготовці виконані некрізні отвори, в які вкладено чисті легуючі елементи або їх лігатури, і загальний об'єм цих отворів перевищує об'єм легуючих елементів або їх лігатур, причому на частині довжини заготовки L, при переплавленні якої в кристалізаторі підтримана стаціонарна глибина ванни розплаву H, некрізні отвори в витратному електроді виконано рівномірно по його висоті і колу горизонтальними рядами, число яких вибрано з співвідношення L/H, а на частині довжини циліндричної заготовки, при переплавленні якої в кристалізаторі глибина ванни розплаву не стаціонарна, некрізні отвори у витратному електроді виконано рівномірно розміщеними в один або декілька рядів по вертикальній твірній і відстань між отворами вибрана експериментально з умови забезпечення рівномірного розподілу легуючого елемента або лігатури по об'єму частини зливка, що формований з цієї частини довжини циліндричної заготовки.
2. Витратний електрод за п. 1, який відрізняється тим, що некрізні отвори заповнено легуючими елементами або їх лігатурами і закупорено пробками з металу-основи сплаву, які містять канали для виходу повітря при його вакуумуванні.
3. Витратний електрод за п. 1 або 2, який відрізняється тим, що некрізні отвори нахилені у бік нижньої частини циліндричної заготовки.
4. Витратний електрод за п. 1 або 2, який відрізняється тим, що некрізні отвори рівномірно розміщені по гвинтовій твірній на поверхні циліндричної заготовки.
Текст
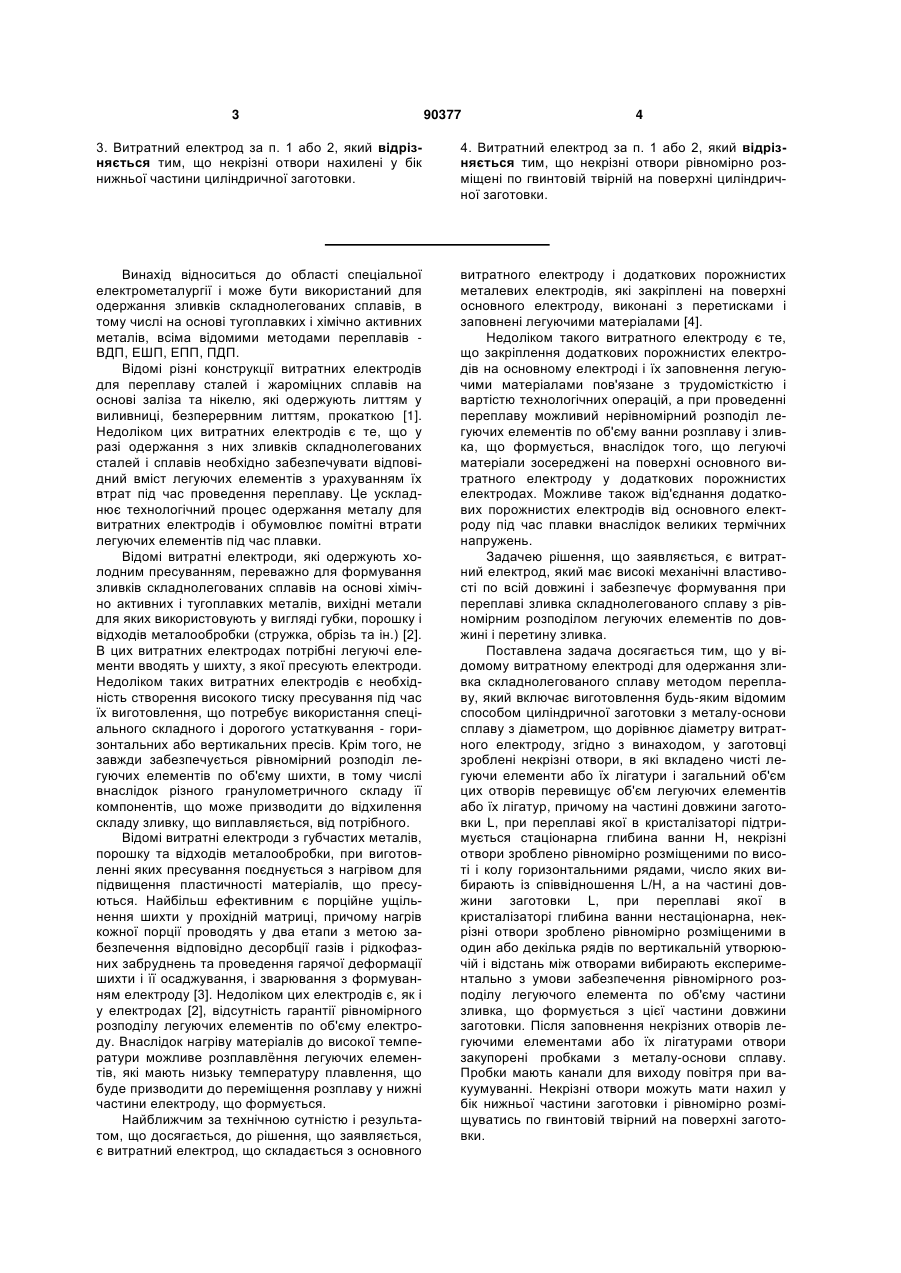
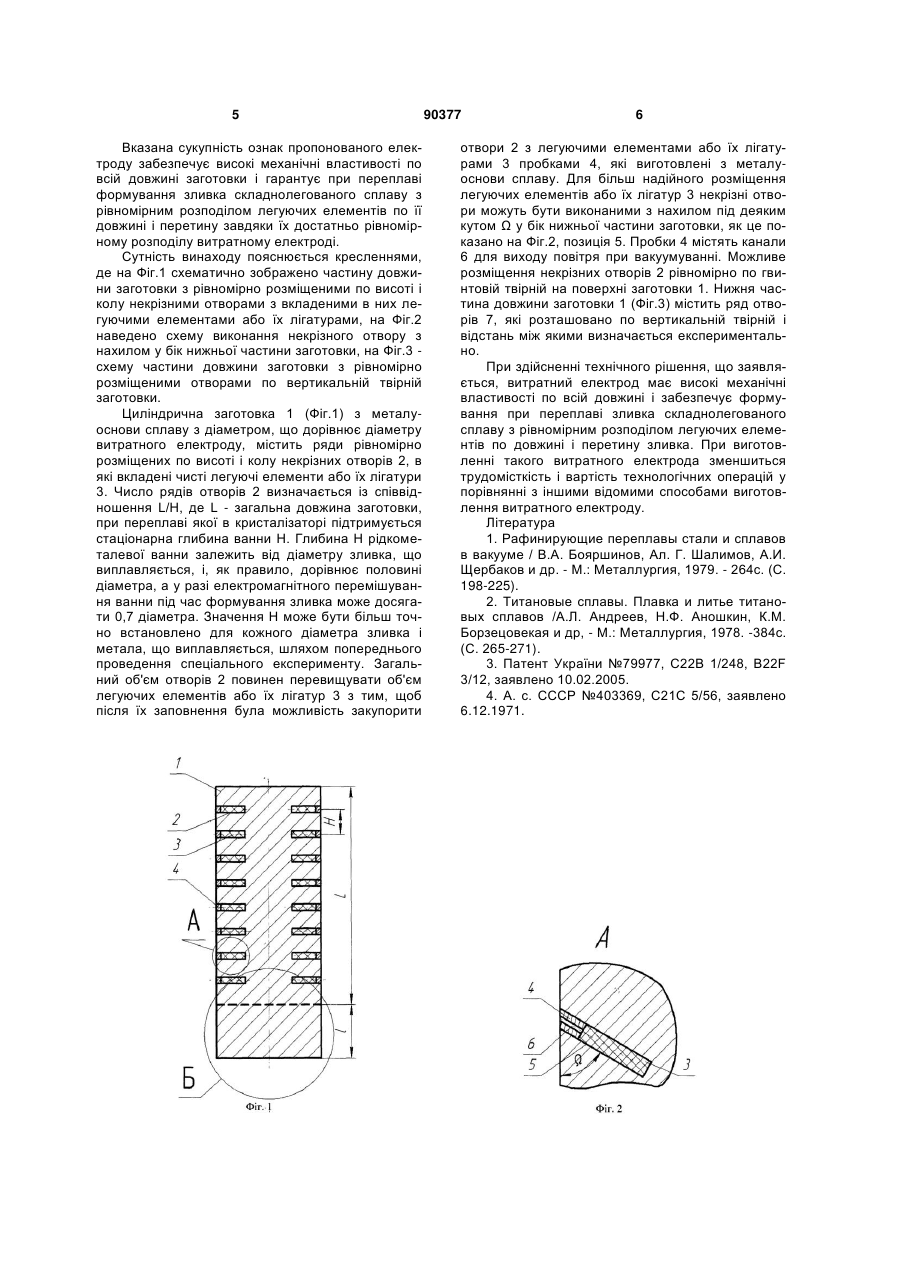
1. Витратний електрод для одержання зливка складнолегованого сплаву методом переплавлення в кристалізаторі, що включає циліндричну заго 2 (19) 1 3 90377 4 3. Витратний електрод за п. 1 або 2, який відрізняється тим, що некрізні отвори нахилені у бік нижньої частини циліндричної заготовки. 4. Витратний електрод за п. 1 або 2, який відрізняється тим, що некрізні отвори рівномірно розміщені по гвинтовій твірній на поверхні циліндричної заготовки. Винахід відноситься до області спеціальної електрометалургії і може бути використаний для одержання зливків складнолегованих сплавів, в тому числі на основі тугоплавких і хімічно активних металів, всіма відомими методами переплавів ВДП, ЕШП, ЕПП, ПДП. Відомі різні конструкції витратних електродів для переплаву сталей і жароміцних сплавів на основі заліза та нікелю, які одержують литтям у виливниці, безперервним литтям, прокаткою [1]. Недоліком цих витратних електродів є те, що у разі одержання з них зливків складнолегованих сталей і сплавів необхідно забезпечувати відповідний вміст легуючих елементів з урахуванням їх втрат під час проведення переплаву. Це ускладнює технологічний процес одержання металу для витратних електродів і обумовлює помітні втрати легуючих елементів під час плавки. Відомі витратні електроди, які одержують холодним пресуванням, переважно для формування зливків складнолегованих сплавів на основі хімічно активних і тугоплавких металів, вихідні метали для яких використовують у вигляді губки, порошку і відходів металообробки (стружка, обрізь та ін.) [2]. В цих витратних електродах потрібні легуючі елементи вводять у шихту, з якої пресують електроди. Недоліком таких витратних електродів є необхідність створення високого тиску пресування під час їх виготовлення, що потребує використання спеціального складного і дорогого устаткування - горизонтальних або вертикальних пресів. Крім того, не завжди забезпечується рівномірний розподіл легуючих елементів по об'єму шихти, в тому числі внаслідок різного гранулометричного складу її компонентів, що може призводити до відхилення складу зливку, що виплавляється, від потрібного. Відомі витратні електроди з губчастих металів, порошку та відходів металообробки, при виготовленні яких пресування поєднується з нагрівом для підвищення пластичності матеріалів, що пресуються. Найбільш ефективним є порційне ущільнення шихти у прохідній матриці, причому нагрів кожної порції проводять у два етапи з метою забезпечення відповідно десорбції газів і рідкофазних забруднень та проведення гарячої деформації шихти і її осаджування, і зварювання з формуванням електроду [3]. Недоліком цих електродів є, як і у електродах [2], відсутність гарантії рівномірного розподілу легуючих елементів по об'єму електроду. Внаслідок нагріву матеріалів до високої температури можливе розплавлѐння легуючих елементів, які мають низьку температуру плавлення, що буде призводити до переміщення розплаву у нижні частини електроду, що формується. Найближчим за технічною сутністю і результатом, що досягається, до рішення, що заявляється, є витратний електрод, що складається з основного витратного електроду і додаткових порожнистих металевих електродів, які закріплені на поверхні основного електроду, виконані з перетисками і заповнені легуючими матеріалами [4]. Недоліком такого витратного електроду є те, що закріплення додаткових порожнистих електродів на основному електроді і їх заповнення легуючими матеріалами пов'язане з трудомісткістю і вартістю технологічних операцій, а при проведенні переплаву можливий нерівномірний розподіл легуючих елементів по об'єму ванни розплаву і зливка, що формується, внаслідок того, що легуючі матеріали зосереджені на поверхні основного витратного електроду у додаткових порожнистих електродах. Можливе також від'єднання додаткових порожнистих електродів від основного електроду під час плавки внаслідок великих термічних напружень. Задачею рішення, що заявляється, є витратний електрод, який має високі механічні властивості по всій довжині і забезпечує формування при переплаві зливка складнолегованого сплаву з рівномірним розподілом легуючих елементів по довжині і перетину зливка. Поставлена задача досягається тим, що у відомому витратному електроді для одержання зливка складнолегованого сплаву методом переплаву, який включає виготовлення будь-яким відомим способом циліндричної заготовки з металу-основи сплаву з діаметром, що дорівнює діаметру витратного електроду, згідно з винаходом, у заготовці зроблені некрізні отвори, в які вкладено чисті легуючи елементи або їх лігатури і загальний об'єм цих отворів перевищує об'єм легуючих елементів або їх лігатур, причому на частині довжини заготовки L, при переплаві якої в кристалізаторі підтримується стаціонарна глибина ванни Н, некрізні отвори зроблено рівномірно розміщеними по висоті і колу горизонтальними рядами, число яких вибирають із співвідношення L/H, а на частині довжини заготовки L, при переплаві якої в кристалізаторі глибина ванни нестаціонарна, некрізні отвори зроблено рівномірно розміщеними в один або декілька рядів по вертикальній утворюючій і відстань між отворами вибирають експериментально з умови забезпечення рівномірного розподілу легуючого елемента по об'єму частини зливка, що формується з цієї частини довжини заготовки. Після заповнення некрізних отворів легуючими елементами або їх лігатурами отвори закупорені пробками з металу-основи сплаву. Пробки мають канали для виходу повітря при вакуумуванні. Некрізні отвори можуть мати нахил у бік нижньої частини заготовки і рівномірно розміщуватись по гвинтовій твірний на поверхні заготовки. 5 Вказана сукупність ознак пропонованого електроду забезпечує високі механічні властивості по всій довжині заготовки і гарантує при переплаві формування зливка складнолегованого сплаву з рівномірним розподілом легуючих елементів по її довжині і перетину завдяки їх достатньо рівномірному розподілу витратному електроді. Сутність винаходу пояснюється кресленнями, де на Фіг.1 схематично зображено частину довжини заготовки з рівномірно розміщеними по висоті і колу некрізними отворами з вкладеними в них легуючими елементами або їх лігатурами, на Фіг.2 наведено схему виконання некрізного отвору з нахилом у бік нижньої частини заготовки, на Фіг.3 схему частини довжини заготовки з рівномірно розміщеними отворами по вертикальній твірній заготовки. Циліндрична заготовка 1 (Фіг.1) з металуоснови сплаву з діаметром, що дорівнює діаметру витратного електроду, містить ряди рівномірно розміщених по висоті і колу некрізних отворів 2, в які вкладені чисті легуючі елементи або їх лігатури 3. Число рядів отворів 2 визначається із співвідношення L/H, де L - загальна довжина заготовки, при переплаві якої в кристалізаторі підтримується стаціонарна глибина ванни Н. Глибина Η рідкометалевої ванни залежить від діаметру зливка, що виплавляється, і, як правило, дорівнює половині діаметра, а у разі електромагнітного перемішування ванни під час формування зливка може досягати 0,7 діаметра. Значення Η може бути більш точно встановлено для кожного діаметра зливка і метала, що виплавляється, шляхом попереднього проведення спеціального експерименту. Загальний об'єм отворів 2 повинен перевищувати об'єм легуючих елементів або їх лігатур 3 з тим, щоб після їх заповнення була можливість закупорити 90377 6 отвори 2 з легуючими елементами або їх лігатурами 3 пробками 4, які виготовлені з металуоснови сплаву. Для більш надійного розміщення легуючих елементів або їх лігатур 3 некрізні отвори можуть бути виконаними з нахилом під деяким кутом Ω у бік нижньої частини заготовки, як це показано на Фіг.2, позиція 5. Пробки 4 містять канали 6 для виходу повітря при вакуумуванні. Можливе розміщення некрізних отворів 2 рівномірно по гвинтовій твірній на поверхні заготовки 1. Нижня частина довжини заготовки 1 (Фіг.3) містить ряд отворів 7, які розташовано по вертикальній твірній і відстань між якими визначається експериментально. При здійсненні технічного рішення, що заявляється, витратний електрод має високі механічні властивості по всій довжині і забезпечує формування при переплаві зливка складнолегованого сплаву з рівномірним розподілом легуючих елементів по довжині і перетину зливка. При виготовленні такого витратного електрода зменшиться трудомісткість і вартість технологічних операцій у порівнянні з іншими відомими способами виготовлення витратного електроду. Література 1. Рафинирующие переплавы стали и сплавов в вакууме / В.А. Бояршинов, Ал. Г. Шалимов, А.И. Щербаков и др. - М.: Металлургия, 1979. - 264с. (С. 198-225). 2. Титановые сплавы. Плавка и литье титановых сплавов /А.Л. Андреев, Н.Ф. Аношкин, К.М. Борзецовекая и др, - М.: Металлургия, 1978. -384с. (С. 265-271). 3. Патент України №79977, С22В 1/248, B22F 3/12, заявлено 10.02.2005. 4. А. с. СССР №403369, С21С 5/56, заявлено 6.12.1971. 7 Комп’ютерна верстка Л. Купенко 90377 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDisposable electrode for obtaining an ingot of complex alloyed composition by method of meltdown in a casting mold
Автори англійськоюLadokhin Serhii Vasyliovych, Hladkov Andrii Serhiiovych, Lapshuk Tamara Volodymyrivna, Kravchyk Leonid Adrianovych, Cherniavskyi Vadym Borysovych, Shmihidin Viktor Hryhorovych
Назва патенту російськоюРасходный электрод для получения слитка сложнолегированного металла методом переплавки в кристаллизаторе
Автори російськоюЛадохин Сергей Васильевич, Гладков Андрей Сергеевич, Лапшук Тамара Владимировна, Кравчук Леонид Адрианович, Чернявский Вадим Борисович, Шмигидин Виктор Григорьевич
МПК / Мітки
МПК: H05B 7/07, C22C 1/03, H05B 3/02, H05H 1/26, H05B 3/12, C22C 1/10, H05B 7/20, H05B 3/42, H05B 3/10, H05B 7/06, C22B 9/16, C22B 4/00, C22C 1/02, H05B 3/40, C22B 9/18
Мітки: складнолегованого, методом, витратний, переплавлення, зливка, сплаву, одержання, електрод, кристалізаторі
Код посилання
<a href="https://ua.patents.su/4-90377-vitratnijj-elektrod-dlya-oderzhannya-zlivka-skladnolegovanogo-splavu-metodom-pereplavlennya-v-kristalizatori.html" target="_blank" rel="follow" title="База патентів України">Витратний електрод для одержання зливка складнолегованого сплаву методом переплавлення в кристалізаторі</a>
Установка для одержання товарного зливка сплаву
Номер патенту: 34638
Опубліковано: 11.08.2008
Автори: Богач Микола Борисович, Кондратій Микола Петрович
МПК: C22B 9/16
Мітки: установка, товарного, зливка, сплаву, одержання
Формула / Реферат:
Установка для одержання товарного зливка сплаву, що містить вакуумну плавильну камеру з електронними гарматами, пристрій для подання кускової шихти в зону плавлення, виливницю для формування зливка-напівпродукту, проміжну ємність і кристалізатор, яка відрізняється тим, що електронні гармати встановлені східчасто з можливістю забезпечення стійкої роботи електронних гармат, при цьому щонайменше одна електронна гармата встановлена над проміжною...
Витратний порошковий електрод для електрошлакової технології

Номер патенту: 44547
Опубліковано: 12.10.2009
Автори: Попов Веніамін Степанович, Білоник Ігор Методійович, Капустян Олексій Євгенович, Петрашов Олександр Сергійович
МПК: B23K 35/00
Мітки: порошковий, електрошлакової, технології, витратний, електрод
Формула / Реферат:
Витратний порошковий електрод для електрошлакової технології, який складається з металевої оболонки та шихти з компонентів феросплавів, який відрізняється тим, що оболонка виконана у вигляді труби прямокутного профілю.
Витратний електрод

Номер патенту: 21646
Опубліковано: 15.03.2007
Автори: Галініч Володимир Іларіонович, Мельник Віталій Іванович, Карий Михайло Олександрович, Мельник Василь Іванович, Бурлика Євген Анатолійович, Бурлика Анатолій Пилипович, Богаченко Олексій Георгійович, Пак Валерій Михайлович, Жадкевич Михайло Львович
МПК: C21C 5/00, B23K 25/00
Формула / Реферат:
1. Витратний електрод для електрошлакової тигельної плавки і лиття металів та сплавів, набраний з відпрацьованого інструменту: бурових коронок, фрез, різців, що містить твердосплавні вставки, який відрізняється тим, що твердосплавні вставки розміщені щонайменше на одному горизонтальному рівні, причому торці інструменту з твердосплавними вставками орієнтовано у бік інвентарної головки і зварені між собою.2. Витратний електрод за...
Установка для одержання товарного зливка сплаву
Номер патенту: 568
Опубліковано: 15.09.2000
Автори: Богач Микола Борисович, Тур Олександр Олексійович
МПК: C22B 9/22
Мітки: одержання, товарного, зливка, сплаву, установка
Формула / Реферат:
1. Установка для одержання товарного зливка сплаву, що містить вакуумну плавильну камеру з електронними гарматами, пристрій подання кускової шихти в зону плавлення, виливницю для формування зливка-напівпродукту, проміжну ємність і кристалізатор, яка відрізняється тим, що виливниця для формування зливка-напівпродукту встановлена між пристроєм подання кускової шихти в зону плавлення і проміжною ємністю.2. Установка за п. 1, яка...
Витратний електрод для одержання високотитанового феросплаву електрошлаковим плавленням
Номер патенту: 77118
Опубліковано: 16.10.2006
Автори: Звездін Олександр Опанасович, Чепель Сергій Миколайович, Полетаєв Євгеній Борисович
МПК: C22B 9/18, C22B 9/187, C22B 34/10, C22B 34/12, C22C 14/00, C22B 9/193, C22B 4/00
Мітки: одержання, феросплаву, витратний, плавленням, електрод, електрошлаковим, високотитанового
Формула / Реферат:
1. Витратний електрод для одержання високотитанового феросплаву електрошлаковим плавленням, що містить як наповнювач витратного електрода попередньо ущільнений титановмісний матеріал, замкнений сталевою оболонкою, який відрізняється тим, що як титановмісний матеріал наповнювача витратного електрода використано суміш продукту плавлення ільменіту в електропечі з вмістом ТіO2 не менше 65 мас. %, відновлювача і зв'язуючого матеріалу, а відношення...
Попередній патент: Спосіб визначення свинцю у водному середовищі
Наступний патент: Спосіб термічної обробки виробів
Випадковий патент: Горілка "віва нова європа"