Спосіб термічної обробки виробів
Номер патенту: 90378
Опубліковано: 26.04.2010
Автори: Головенко Сергій Іванович, Дуда Ірина Михайлівна, Тюрін Юрій Миколайович


Формула / Реферат
1. Спосіб термічної обробки виробів, що включає термоциклічні зміни поверхні металічної деталі, що нагрівається плазмовим шаром, який утворюється між електролітом та поверхнею металічної деталі, шляхом підвищення і зниження електричного потенціалу між виробом й електролітом; який відрізняється тим, що електричний потенціал подають по затоплених струменях електроліту від електрода до виробу, його знижують при випромінюванні від поверхні виробу, що відповідає температурі сплаву вище температури фазових перетворень, і підвищують при випромінюванні, що відповідає температурі сплаву, що нижче температури фазових перетворень, кількість циклів зниження й підвищення потенціалу повторюють до досягнення необхідної глибини нагрітого шару, а загартування здійснюють відключенням підвищеного потенціалу.
2. Спосіб за п. 1, який відрізняється тим, що електричний потенціал подають по затоплених струменях електроліту, які мають сумарний переріз на електроді вище ніж на виробі в 5...10 разів.
3. Спосіб за п. 1, який відрізняється тим, що максимальний потенціал електричної енергії між виробом й електролітом 260....340 В, мінімальний потенціал 180...220 В.
4. Спосіб за п. 1, який відрізняється тим, що кількість циклів включення зниження й підвищення потенціалу електричної енергії повторюють до нагрівання шару глибиною 1...10 мм.
5. Спосіб за п. 1, який відрізняється тим, що загартування здійснюють включенням потенціалу електричної енергії 10...40 В.
6. Спосіб за п. 1, який відрізняється тим, що потенціал електричної енергії знижують при випромінюванні від поверхні виробу, що відповідає температурі сплаву на 100..200 °С вище температури фазових перетворень, і підвищують при випромінюванні, що відповідає температурі сплаву, що на 100...200 °С нижче температури фазових перетворень.
7. Спосіб за п. 1, який відрізняється тим, що електричний потенціал знижують при випромінюванні від поверхні виробу, що відповідає температурі плавлення сплаву, й підвищують при випромінюванні, що відповідає температурі сплаву, рівній точці Кюрі.
Текст
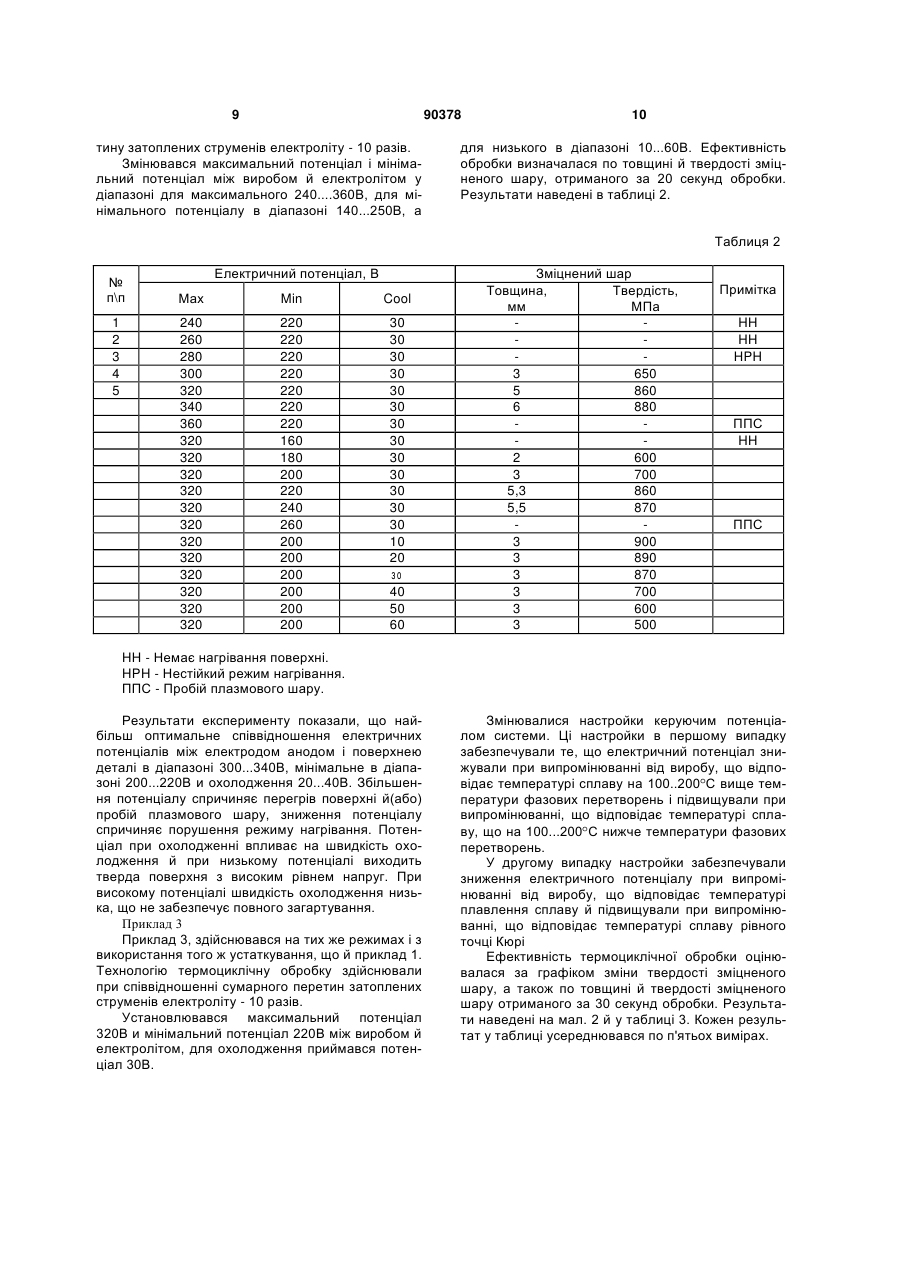
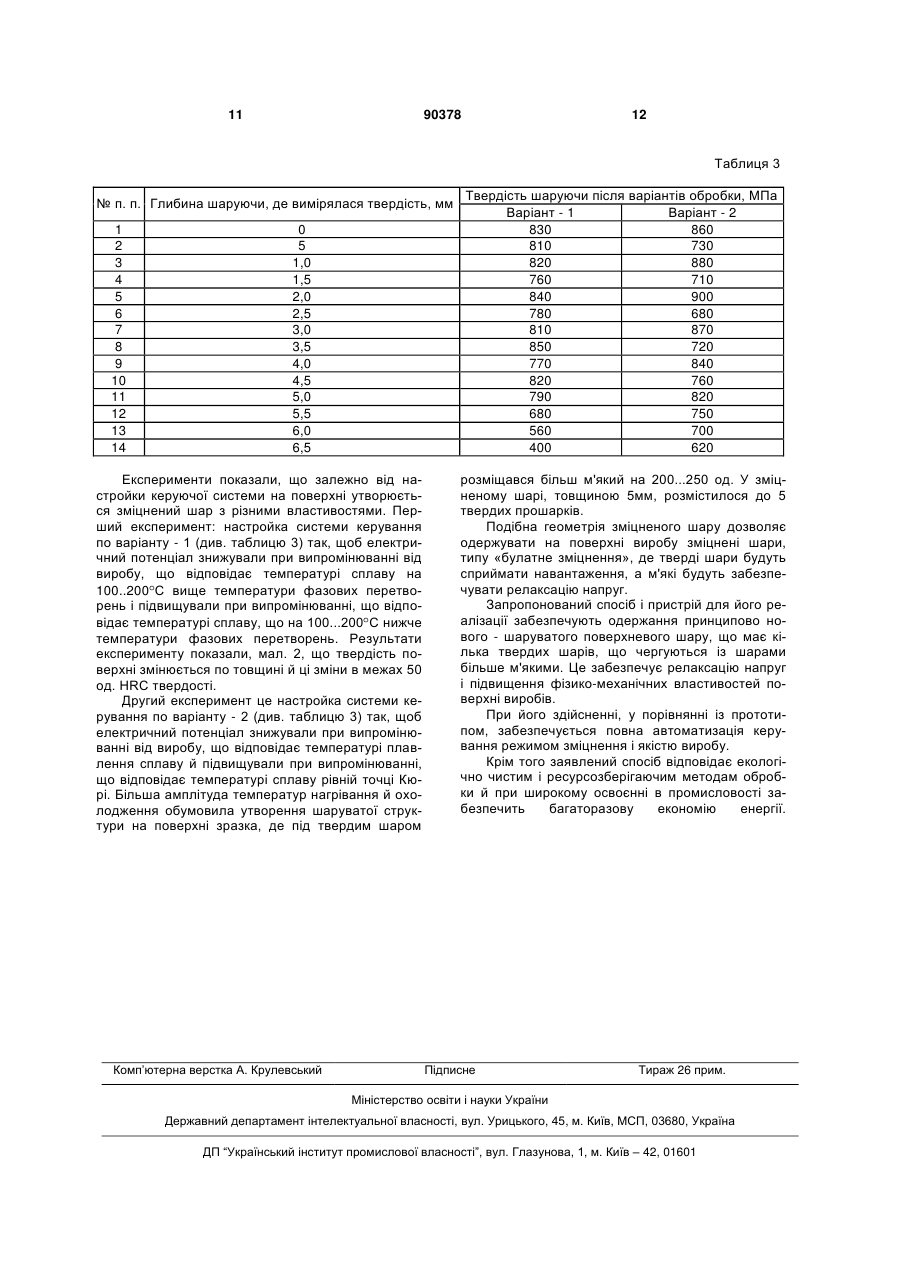
1. Спосіб термічної обробки виробів, що включає термоциклічні зміни поверхні металічної деталі, що нагрівається плазмовим шаром, який утворюється між електролітом та поверхнею металічної деталі, шляхом підвищення і зниження електричного потенціалу між виробом й електролітом; який відрізняється тим, що електричний потенціал подають по затоплених струменях електроліту від електрода до виробу, його знижують при випромінюванні від поверхні виробу, що відповідає температурі сплаву вище температури фазових перетворень, і підвищують при випромінюванні, що відповідає температурі сплаву, що нижче тем C2 2 (19) 1 3 електроліту до виникнення плазмової дуги й нагрівання нею деталі до гартівної температури з наступним відключенням напруги на момент занурення оброблюваної деталі в гартівне середовище. Пристрій для реалізації способу термічної обробки містить нерухомий неплавкий анод, що розміщений у глибині електроліту, залитого у ванну. Оброблювана деталь - інструмент є катодом. У зазорі між катодом-деталлю й анодом створюється напруженість електричного поля в об'ємі електроліту. Зіткнення деталі з поверхнею електроліту збуджує плазмову дугу, що формує парогазовий шар, що розділяє поверхню деталі катода та поверхню електроліту (водяного розчину солі). Після нагрівання, охолодження робочих частин інструментів здійснювалося в електроліті. Пропонований спосіб плазмово-дугового зміцнення різального інструменту простий по своїй сутності, економічний. Недоліком цього відомого способу є високі напруги в загартованому шарі, низька ударна міцність, що обумовлено труднощами керування температурою нагрівання, високою швидкістю нагрівання й охолодження. Цей спосіб термічної обробки має обмежене застосування для обробки високовуглецевих сталей, тому що високі градієнти температур спричиняють утворення високих напруг. Відомий також спосіб обробки поверхонь і пристрій для його здійснення RU № 2077611 від 1997.04.20 МПК: C25D5/00, що включає розміщення виробів в електропровідному середовищі - електроліті на деякій відстані від електроду-аноду, і подальший вплив на його поверхню за допомогою електричних розрядів. На поверхні виробу створюють шар електророзрядної плазми, для чого анод встановлюють еквідистантно оброблюваній поверхні. При цьому в аноді рівномірно по всій площі виконують канали для примусової подачі електроліту в зону обробки, а в міжлектродному просторі додатково встановлюють елемент для рівномірного розподілу потоку електроліту на оброблюваній поверхні. Анод виготовляють із хімічно-інертного матеріалу, наприклад вуглецю, а значні по площі плоскі об'єкти обробляють із двох сторін одночасно, для чого даний об'єкт розміщають між двома паралельно встановленими анодами. Цей спосіб, так само як і попередній застосовується для обробки поверхні виробів з вуглецевих сплавів. Він характеризуються високою швидкістю нагрівання, відсутністю контролю й керування температурою нагрівання поверхні, що ускладнює дотримання технологічних режимів. Недоліком цього відомого способу, також як і попереднього, є високі напруги в загартованому шарі через високу швидкість нагрівання й охолодження. Найбільш близьким до запропонованого винаходу є спосіб термічної обробки виробів, що включає термоциклічний вплив шляхом підвищення і зниження електричної напруги на електродах на 50-100В А.С. №.1312974 пріоритет від 11.04.84 МПК: B21D 1/78, C21D 1/74. Цей спосіб припускає істотне поліпшення фі 90378 4 зико-механічних властивостей сплавів за рахунок періодичного нагрівання й охолодження поверхні виробу електричною напругою між електролітом і поверхнею виробу. Зміна напруги на 50... 100В забезпечує зміни режиму нагрівання поверхні. При низькій напрузі знижується щільність енергії в електричних розрядах. Нагрівання поверхні зменшується, плазмовий шар вироджується. Підвищення напруги збільшує щільність енергії в електричних розрядах й, відповідно, збільшується нагрівання поверхні. До недоліків цього відомого способу - прототипу відноситься те, що він не передбачає можливості керування температурою поверхневого шару. Відсутність у способі істотних ознак, які забезпечують автоматизацію процесу термоциклювання, а також керування й контроль температури сплаву обмежує його область застосування. Крім того, у способі немає ознак, які регламентували би режим термоциклювання й метод керування термоциклювання. Спосіб-прототип не має також ознак, які служили би для інтенсифікації процесу нагрівання, шляхом збільшення гідродинамічної складової провідності електроліту. Задача, що розв'язує винахід є створення системи керування й контролю термоциклюванням, а також збільшення ефективності нагрівання. Для реалізації запропонованого способу розроблений пристрій для термічної обробки, що має безконтактний датчик для виміру температури поверхні виробу й систему керування нагріванням. Поставлена задача вирішується тим, що спосіб термічної обробки виробів, містить у собі відомі за прототипом ознаки - це термоциклювання в електроліті шляхом підвищення, що чергується, із зниженням електричного потенціалу між виробом й електролітом, а також істотні відмінні ознаки: це те, що електричний потенціал подають по затоплених струменях електроліту від електрода до виробу, його знижують при випромінюванні від поверхні виробу, що відповідає температурі сплаву вище температури фазових перетворень, і підвищують при випромінюванні, що відповідає температурі сплаву, що нижче температури фазових перетворень, а кількість циклів включення зниження й підвищення потенціалу повторюють до досягнення необхідної товщини нагрітого шару, загартування здійснюють відключенням підвищеного потенціалу при випромінюванні поверхні відповідної максимальної температури сплаву. Крім того до істотних відмінних ознак відноситься те, що електричний потенціал подають по затоплених струменях електроліту, які мають сумарний перетин на електроді вище чим на виробі в 5...10 разів, а максимальний потенціал між виробом й електролітом становить 260....340В, мінімальний потенціал становить 180...220В. До істотних відмінних ознак відноситься також те, що кількість циклів включення зниження й підвищення потенціалу повторюють до нагрівання поверхневого шару товщиною 1...10мм, а загартування здійснюють включенням електричного потенціалу 10...40В. При виконанні способу істотною ознакою є також те, що електричний потенціал знижують при 5 випромінюванні від поверхні виробу, що відповідає температурі сплаву на 100..200 C вище температури фазових перетворень і підвищують при випромінюванні, що відповідає температурі поверхні сплаву, що на 100...200 C нижче температури фазових перетворень. При обробці низьковуглецевих сталей максимальний ефект зміцнення досягається тоді, коли електричний потенціал знижують при випромінюванні від поверхні виробу, що відповідає температурі плавлення сплаву й підвищують при випромінюванні, що відповідає температурі сплаву рівного крапці Кюрі. Запропонований винахід містить у собі істотні ознаки відомі раніше по сукупності з іншими ознаками, що забезпечують інший ефект. Це наступні ознаки: нагрівання здійснюють електричними розрядами через шар плазми в зазорі між поверхнею електроліту й оброблюваною поверхнею й те, що кількість імпульсів періодичного зниження й підвищення напруги електричного потенціалу в міжелектродному зазорі багаторазово повторюють, а охолодження здійснюють електролітом на водній основі. Для підвищення якості обробки поверхні термоциклюванням були введені у винахід нові істотні ознаки: електричний потенціал подають по затоплених струменях електроліту від електроду до виробу, потенціал знижують при випромінюванні від поверхні виробу, що відповідає температурі сплаву вище температури фазових перетворень, і підвищують потенціал при випромінюванні, що відповідає температурі сплаву, що нижче температури фазових перетворень; кількість циклів включення зниження й підвищення потенціалу повторюють до досягнення необхідної товщини нагрітого шару; загартування здійснюють відключенням підвищеного потенціалу при випромінюванні поверхні відповідної максимальної температури сплаву. Сукупність відомих і невідомих відмінних ознак, що включають подачу електричного потенціалу по затоплених струменях електроліту, зниження потенціалу при випромінюванні від виробу, що відповідає температурі сплаву вище температури фазових перетворень, і підвищення потенціалу при випромінюванні, що відповідає температурі сплаву, що нижче температури фазових перетворень, а також повторення кількості циклів зниження й підвищення потенціалу до досягнення необхідної товщини нагрітого шару й здійснення загартування, шляхом відключення підвищеного потенціалу при випромінюванні поверхні відповідної максимальної температури сплаву забезпечує формування на поверхні виробу шару з підвищеною твердістю й пластичністю. Для підвищення ефективності обробки, шляхом збільшення провідності струменю електроліту, у способі застосована також істотна ознака, що регламентує геометричні співвідношення затоплених струменів електроліту - сумарний перетин струменів на електроді повинне бути вище ніж на виробі в 5...10 разів, а величини електричного потенціалу змінюються в діапазоні максимального 260...340В й мінімального 180...220В. 90378 6 Підвищення ефективності термоциклічної обробки забезпечується також тим, що у винахід введені такі відмітні ознаки, як те, що кількість циклів включення зниження й підвищення потенціалу повторюють до нагрівання шару, товщиною - 1... 10мм, а загартування здійснюють включенням електричного потенціалу 10...40В. Високовуглецеві сплави ефективно обробляються при виконанні наступних істотних ознак електричний потенціал знижують при випромінюванні від поверхні виробу, що відповідає температурі сплаву на 100..200 C вище температури фазових перетворень і підвищують при випромінюванні, що відповідає температурі сплаву, що на 100...200 C нижче температури фазових перетворень. При обробці низьковуглецевих сталей максимальний ефект зміцнення досягається тоді, коли електричний потенціал знижують при випромінюванні від поверхні виробу, що відповідає температурі плавлення сплаву й підвищують при випромінюванні, що відповідає температурі сплаву рівного крапки Кюрі. Дотримання цих істотних ознак забезпечує ефект багаторазового здрібнювання зерна аустеніту й гомогенізацію аустеніту перед загартуванням, що збільшує ударну в'язкість зміцненого шару. Висока швидкість нагрівання й охолодження забезпечується нагріванням за допомогою електричних розрядів при напрузі між поверхнею електроліту на водній основі й виробу 280...320В й 180...220В. Для одержання товщини зміцненого шару до 10мм, що відповідає допуску на зношування виробу, кількість циклів нагрівання й охолодження повторюють 5...20 разів, а остаточне охолодження здійснюють електролітом на водній основі при напрузі між поверхнею електроліту на водній основі й виробу 20...40В. Це забезпечує охолодження з досить низькою швидкістю, щоб уникнути одержання гартівних тріщин. Крім того, обробка поверхні виробу термічними циклами забезпечує пошарову зміну твердості поверхні або чергування твердих шарів і шарів зі зниженою твердістю. Подібна будова поверхневого шару по властивостях міцності наближається до характеристик «булатної» сталі. Особливістю пропонованого способу є гнучкість керування режимом термоциклювання. Залежно від вимог технології можливе перемикання напруги з режиму нагрівання в режим охолодження при формуванні потоку випромінювання від поверхні виробу, що має довжину хвилі, характерну для випромінювання сплаву що має температуру вище температури фазових перетворень сплаву на 200...300 C, а перемикання в режим нагрівання з режиму охолодження, при формуванні випромінювання від поверхні виробу, що має довжину хвилі, характерну для випромінюванню сплаву при температурі нижче температури перетворень на 50..60°С. Можливо також зміна завдання й здійснення перемикання напруги при інших режимах перегріву або охолодження поверхневого шару. Для зміцнення високовуглецевих сталей, де необхідно жорстко регламентувати швидкість охо 7 90378 лодження нагрітого шару, охолодження виробу здійснюють електролітом на водній основі при напрузі між електродами 20...40В з максимальної й(або) мінімальної температури поверхні виробу. Керування процесом охолодження, згідно винаходу пропонується здійснювати за допомогою аналізу потоку випромінювання від нагрітої поверхні й формування керуючого сигналу в автоматизованій системі керування. Наприклад, при довжині хвилі, характерної для випромінювання сплаву що має температуру вище температури фазових перетворень сплаву на 200...300 C, напруга перемикається на режим охолодження після виконання заданої кількості циклів нагрівання й охолодження. Високовуглецеві інструментальні сталі можливо охолоджувати також електролітом на водній основі при напрузі між електродами 20...40В з мінімальної температури поверхні виробу, при формуванні потоку випромінювання що має довжину хвилі, характерну для випромінювання сплаву що має температуру нижче температури фазових перетворень сплаву на 50...60 C. Електричні розряди формують у шарі плазми, що утвориться між хвилеподібною поверхнею електрода з електроліту на водній основі й гладкій оброблюваній поверхні. Амплітуда хвиль на поверхні рідкого електрода змінюється залежно від витрати електроліту й досягає 1...2мм. Формування рідкого електролітного електрода із системи затоплених струменів забезпечує хвилеподібність поверхні й коливання величини зазору в межах 0,1-2мм. Це забезпечує створення змінної напруженості електричного струму в між електродному зазорі (100 000-150 000В/м) й пробої шару плазми електричними розрядами з дифузійною прив'язкою до поверхні рідкого електрода. Застосування способу в повному обсязі забезпечує високу якість термоциклічної обробки й надійність виконання технології обробки виробів з різних сплавів. Установка містила датчик, встановлений в корпусі нагрівача, який уловлював випромінювання від нагрітої поверхні. Інтенсивність нагріву визначається за допомогою спеціальної аналогової сис 8 теми, яка видає керуючий сигнал на автоматизовану систему керування перетворювачем електричного струму. Залежно від температури поверхні, датчик перетворить зміну у відповідний сигнал, а аналогова система виробляє керуючий сигнал на перетворювач електричного струму, забезпечуючи відповідний режим термоциклічної обробки. Перетворювач електричного струму, залежно від керуючого сигналу, видавав на нагрівач різний, заздалегідь установлений потенціал. Високий електричний потенціал установлювався в діапазоні 280-320В, знижений потенціал установлювався 180-220В, а низький установлювався 20-40В. Автоматизована система керування забезпечувала сигнал на перемикання потенціалу при характерному випромінювання поверхні, що відповідало б заданим параметрам керування технологією. Приклад 1 Наприклад, зразки зі сплаву на основі заліза (0,4% C) піддавали термоциклічній обробці по заявленому способу. Пристрій для термоциклічної обробки відповідав вище наведеному опису. Міжелектродний зазор установлювався H - 35мм. На перетворювачі електричної енергії встановлювався високий електричний потенціал - 320В, знижений потенціал встановлювався 200В, а низький встановлювався 30В. Автоматизована система програмувалася на перемикання з високого на низький потенціал при досягненні рівня випромінювання, що відповідає температурі поверхні, що відповідає температурі сплаву на 100..200 C вище температури фазових перетворень і підвищують при випромінюванні, що відповідає температурі сплаву, що на 100...200 C нижче температури фазових перетворень. Змінювалося співвідношення перетинів затоплених струменів електроліту на аноді й поверхні виробу. Термоциклічна обробка проводилася, при сумарному перетині на електроді вище чим на виробі в 1; 3; 5; 10 й 15 разів. Ефективність термоциклічної обробки визначалася по товщині зміцненого шару, отриманого за 20 секунд обробки. Результати наведені в таблиці 1. Таблиця 1 № п\п 1 2 3 4 5 6 Співвідношення між сумарними перетинами затоплених струменів електроліту на електродах 1 3 5 10 15 20 Результати експерименту показали, що найбільш оптимальне співвідношення сумарного перетину затоплених струменів електроліту на електродах, по яких подають електричний потенціал вище ніж на виробі в 5... 10 разів. Зменшення співвідношення веде до втрат енергії й ерозії електрода-анода. Збільшення співвідношення понад 10 не Товщина зміцненого шару, мм 3 4 5 5 5 5 Примітка Ерозія аноду Ерозія аноду дає технічного ефекту, але ускладнює конструкцію нагрівача. Приклад 2 Приклад 2, здійснювався на тих самих режимах і з використання того ж устаткування, що й приклад 1. Технологію термоциклічної обробки здійснювали при співвідношенні сумарного пере 9 90378 тину затоплених струменів електроліту - 10 разів. Змінювався максимальний потенціал і мінімальний потенціал між виробом й електролітом у діапазоні для максимального 240....360В, для мінімального потенціалу в діапазоні 140...250В, а 10 для низького в діапазоні 10...60В. Ефективність обробки визначалася по товщині й твердості зміцненого шару, отриманого за 20 секунд обробки. Результати наведені в таблиці 2. Таблиця 2 № п\п 1 2 3 4 5 Електричний потенціал, В Мах Min Cool 240 260 280 300 320 340 360 320 320 320 320 320 320 320 320 320 320 320 320 220 220 220 220 220 220 220 160 180 200 220 240 260 200 200 200 200 200 200 30 30 30 30 30 30 30 30 30 30 30 30 30 10 20 зо 40 50 60 Зміцнений шар Товщина, Твердість, мм МПа 3 650 5 860 6 880 2 600 3 700 5,3 860 5,5 870 3 900 3 890 3 870 3 700 3 600 3 500 Примітка HH HH HPH ППС HH ППС HH - Немає нагрівання поверхні. HPH - Нестійкий режим нагрівання. ППС - Пробій плазмового шару. Результати експерименту показали, що найбільш оптимальне співвідношення електричних потенціалів між електродом анодом і поверхнею деталі в діапазоні 300...340В, мінімальне в діапазоні 200...220В и охолодження 20...40В. Збільшення потенціалу спричиняє перегрів поверхні й(або) пробій плазмового шару, зниження потенціалу спричиняє порушення режиму нагрівання. Потенціал при охолодженні впливає на швидкість охолодження й при низькому потенціалі виходить тверда поверхня з високим рівнем напруг. При високому потенціалі швидкість охолодження низька, що не забезпечує повного загартування. Приклад 3 Приклад 3, здійснювався на тих же режимах і з використання того ж устаткування, що й приклад 1. Технологію термоциклічну обробку здійснювали при співвідношенні сумарного перетин затоплених струменів електроліту - 10 разів. Установлювався максимальний потенціал 320В и мінімальний потенціал 220В між виробом й електролітом, для охолодження приймався потенціал 30В. Змінювалися настройки керуючим потенціалом системи. Ці настройки в першому випадку забезпечували те, що електричний потенціал знижували при випромінюванні від виробу, що відповідає температурі сплаву на 100..200 C вище температури фазових перетворень і підвищували при випромінюванні, що відповідає температурі сплаву, що на 100...200 C нижче температури фазових перетворень. У другому випадку настройки забезпечували зниження електричного потенціалу при випромінюванні від виробу, що відповідає температурі плавлення сплаву й підвищували при випромінюванні, що відповідає температурі сплаву рівного точці Кюрі Ефективність термоциклічної обробки оцінювалася за графіком зміни твердості зміцненого шару, а також по товщині й твердості зміцненого шару отриманого за 30 секунд обробки. Результати наведені на мал. 2 й у таблиці 3. Кожен результат у таблиці усереднювався по п'ятьох вимірах. 11 90378 12 Таблиця 3 № п. п. Глибина шаруючи, де вимірялася твердість, мм 1 2 3 4 5 6 7 8 9 10 11 12 13 14 0 5 1,0 1,5 2,0 2,5 3,0 3,5 4,0 4,5 5,0 5,5 6,0 6,5 Експерименти показали, що залежно від настройки керуючої системи на поверхні утворюється зміцнений шар з різними властивостями. Перший експеримент: настройка системи керування по варіанту - 1 (див. таблицю 3) так, щоб електричний потенціал знижували при випромінюванні від виробу, що відповідає температурі сплаву на 100..200 C вище температури фазових перетворень і підвищували при випромінюванні, що відповідає температурі сплаву, що на 100...200 C нижче температури фазових перетворень. Результати експерименту показали, мал. 2, що твердість поверхні змінюється по товщині й ці зміни в межах 50 од. HRC твердості. Другий експеримент це настройка системи керування по варіанту - 2 (див. таблицю 3) так, щоб електричний потенціал знижували при випромінюванні від виробу, що відповідає температурі плавлення сплаву й підвищували при випромінюванні, що відповідає температурі сплаву рівній точці Кюрі. Більша амплітуда температур нагрівання й охолодження обумовила утворення шаруватої структури на поверхні зразка, де під твердим шаром Комп’ютерна верстка А. Крулевський Твердість шаруючи після варіантів обробки, МПа Варіант - 1 Варіант - 2 830 860 810 730 820 880 760 710 840 900 780 680 810 870 850 720 770 840 820 760 790 820 680 750 560 700 400 620 розміщався більш м'який на 200...250 од. У зміцненому шарі, товщиною 5мм, розмістилося до 5 твердих прошарків. Подібна геометрія зміцненого шару дозволяє одержувати на поверхні виробу зміцнені шари, типу «булатне зміцнення», де тверді шари будуть сприймати навантаження, а м'які будуть забезпечувати релаксацію напруг. Запропонований спосіб і пристрій для його реалізації забезпечують одержання принципово нового - шаруватого поверхневого шару, що має кілька твердих шарів, що чергуються із шарами більше м'якими. Це забезпечує релаксацію напруг і підвищення фізико-механічних властивостей поверхні виробів. При його здійсненні, у порівнянні із прототипом, забезпечується повна автоматизація керування режимом зміцнення і якістю виробу. Крім того заявлений спосіб відповідає екологічно чистим і ресурсозберігаючим методам обробки й при широкому освоєнні в промисловості забезпечить багаторазову економію енергії. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for heat treatment of articles
Автори англійськоюTiurin Yurii Mykolaiovych, Holovenko Serhii Ivanovych, Duda Iryna Mykhailivna
Назва патенту російськоюСпособ термической обработки изделий
Автори російськоюТюрин Юрий Николаевич, Головенко Сергей Иванович, Дуда Ирина Михайловна
МПК / Мітки
МПК: C21D 1/00
Мітки: виробів, спосіб, обробки, термічної
Код посилання
<a href="https://ua.patents.su/6-90378-sposib-termichno-obrobki-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб термічної обробки виробів</a>
Спосіб термічної обробки виробів з залізовуглецевих сплавів
Номер патенту: 83965
Опубліковано: 26.08.2008
Автори: Левченко Геннадій Васильович, Бобирь Сергій Володимирович, Бобирь Світлана Андріївна, Нестеренко Анатолій Михайлович
МПК: C21D 9/38, C21D 1/18, B22D 27/20, C21D 5/00, C21D 8/02
Мітки: виробів, сплавів, спосіб, залізовуглецевих, обробки, термічної
Формула / Реферат:
Спосіб термічної обробки виробів з залізовуглецевих сплавів, який включає їх нагрівання до температури аустенізації 850-1000 °С, витримку при цій температурі, гартування та відпуск, який відрізняється тим, що витримку при температурі аустенізації проводять протягом 30-60 хвилин, гартування виконують диспергованою повітряно-водяною сумішшю з регламентованою швидкістю охолодження 3,0-6,0 °С/с до температури поверхні виробу 80-250 °С, а відпуск...
Спосіб термічної обробки виробів
Номер патенту: 34291
Опубліковано: 15.02.2001
Автор: Зелікович Олександр Якович
МПК: B21H 1/00, C21D 1/18, C21D 9/36
Мітки: виробів, спосіб, обробки, термічної
Формула / Реферат:
Спосіб термічної обробки молольних куль зі сталі, що містить прокатування, післядеформаційне підстуджування на повітрі, гартування і самовідпуск, який відрізняється тим, що гартування починають виконувати після підстуджування на повітрі доевтектоїдної сталі при температурі від Аr3 до температури нижче Аr3 на 30°С, заевтектоїдної сталі - при температурі від Аr1 до температури нижче Аr1 на 30°С .
Спосіб термічної обробки сталевих виробів з окалиною
Номер патенту: 80077
Опубліковано: 10.08.2007
Автори: Зазимко Оксана Володимирівна, Афтанділянц Євген Григорович, Лопатько Костянтин Георгійович
Мітки: спосіб, термічної, окалиною, сталевих, виробів, обробки
Формула / Реферат:
Спосіб термічної обробки сталевих виробів з окалиною, який включає нагрів виробу до необхідної температури, витримку у відновній атмосфері та охолодження, який відрізняється тим, що перед термічною обробкою визначають мінімальний розмір максимального перерізу виробу та максимальну товщину окалини, нагрів проводять у відновній атмосфері, час, потрібний для нагріву і витримки виробу та відновлення окалини визначають, виходячи з рівняння...
Спосіб хіміко-термічної обробки твердосплавних виробів
Номер патенту: 28839
Опубліковано: 25.12.2007
Автори: Каплун Віталій Григорович, Косіюк Артем Миколайович, Косіюк Микола Миколайович
МПК: C23C 8/06
Мітки: обробки, хіміко-термічної, спосіб, твердосплавних, виробів
Формула / Реферат:
Спосіб хіміко-термічної обробки твердосплавних виробів, переважно з отворами, що включає нагрівання і витримування в азото-аргоновому середовищі, який відрізняється тим, що вироби попередньо очищені від забруднення і обезжирені за допомогою спеціального оснащення монтують у вакуумній камері, з орієнтацією отворів відносно корпусу при відстані між виробами не менше 20 мм і після іонного очищення поверхні виробів проводять хіміко-термічну...
Спосіб термічної обробки протяжних виробів
Номер патенту: 21311
Опубліковано: 02.12.1997
Автори: Корольов Володимир Миколайович, Євдокимов Геннадій Григорович, Калєгов Валерій Васильович, Шустов Борис Миколайович, Дворецький Олександр Анатолійович, Ганзуленко Сергій Михайлович
МПК: C21D 9/52
Мітки: термічної, протяжних, спосіб, обробки, виробів
Формула / Реферат:
1. Спосіб термічної обробки протяжних виробів, який містить нагрів до температури аустені-зації, ізотермічну витримку у захисній атмосфері, інтенсивне охолодження до температури стабілізації структури, остаточне охолодження до температури навколишнього середовища, який відрізняється тим, що ізотермічну витримку у захисній атмосфері здійснюють після інтенсивного охолодження, що виконують східчасте у потоці охолоджуючої рідини, при цьому...