Спосіб газотермічного нанесення покриттів на внутрішні поверхні отворів
Номер патенту: 90417
Опубліковано: 26.04.2010
Автори: Данько Костянтин Анатолійович, Долматов Анатолій Іванович
Формула / Реферат
Спосіб газотермічного нанесення покриття на внутрішні поверхні отворів, при якому оброблювану поверхню піддають впливу утвореного нагрітим газом струменя часток матеріалу, що напилюють, перед пальником, яким розпилюють частки, розташовують елемент із похилою поверхнею у вигляді конуса, розташованого усередині отвору на одній осі з ним, струмінь нагрітих часток направляють на конус, між внутрішньою поверхнею оброблюваного отвору і основою конуса встановлюють проміжок, у процесі нанесення покриття конус обертають і разом з пальником переміщують уздовж оброблюваної поверхні, витримуючи при цьому постійну відстань між пальником і конусом, причому застосовують конус з кутом при вершині 60-70°, виконаний з термостійкого матеріалу, що характеризується низькою адгезійною здатністю, або виконаний з металу, на поверхню якого нанесене покриття з термостійкого матеріалу, що характеризується низькою адгезійною здатністю, причому концентрично струменю нагрітих часток матеріалу, що напилюють, подають під тиском додатковий струмінь газу, який відрізняється тим, що використовують пустотілий конус, з розміщеною в його основі турбіною, встановлений на трубці для подачі повітря за допомогою підшипника, у порожнину конуса подають стиснуте повітря для створення перепаду тиску в місці контакту потоку продуктів згоряння із пальника з потоком повітря із турбіни пустотілого конуса.
Текст
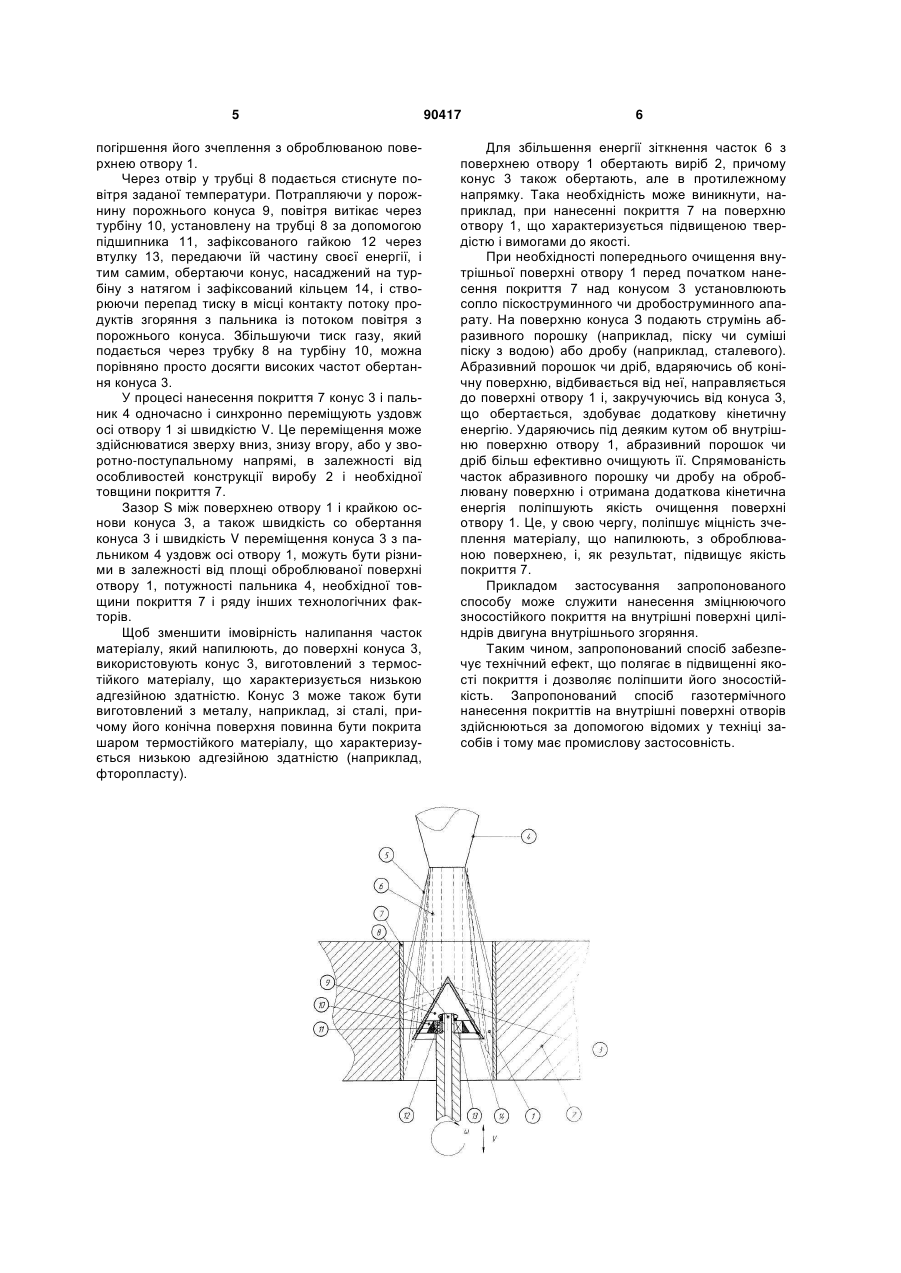
Спосіб газотермічного нанесення покриття на внутрішні поверхні отворів, при якому оброблювану поверхню піддають впливу утвореного нагрітим газом струменя часток матеріалу, що напилюють, перед пальником, яким розпилюють частки, розташовують елемент із похилою поверхнею у вигляді конуса, розташованого усередині отвору на одній осі з ним, струмінь нагрітих часток направ C2 1 3 матеріалу, що характеризується низькою адгезійною здатністю, розташованого усередині отвору на одній осі з ним, струмінь нагрітих часток направляють на конус, причому концентрично цьому струменю подають під тиском додатковий струмінь газу, між внутрішньою поверхнею оброблюваного отвору і основою конуса встановлюють зазор, у процесі нанесення покриття конус разом з пальником переміщують уздовж оброблюваної поверхні, оброблювану деталь обертають відносно конуса, а конус одночасно обертають у протилежному напрямку, при необхідності попереднього очищення оброблюваної поверхні перед початком нанесення покриття над конусом установлюють сопло піскоструминного чи дробоструминного апарату, направляють струмінь абразивного порошку чи дробу на поверхню конуса, конус обертають і разом із соплом переміщують уздовж оброблюваної поверхні. Спосіб, обраний в якості прототипу, забезпечує можливість нанесення покриттів на внутрішні поверхні отворів навіть при відносно малих їхніх діаметрах. Однак у цьому способі не вказується ефективне рішення питання обертання конуса. Крім того, при нанесенні покриттів по прототипу частина часток матеріалу, що напилюється, які мають низьку енергію, потрапляє через зазор між основою конусу і поверхнею отвору на оброблювану поверхню, створюючи дірчатість в покритті і погано зчіплюючись із підкладкою. Це погіршує експлуатаційні характеристики покриття і знижує ресурс виробу який напилюють. Технічною задачею, яку вирішує винахід, є підвищення якості покриттів, які наносять на внутрішні поверхні деталей у порожнинах, що мають форму тіл обертання. Поставлена технічна задача вирішується у відомому способі тим, що оброблювану поверхню піддають впливу струменя нагрітих часток матеріалу, який напилюють, утвореного нагрітим газом, перед пальником, що розпорошує частки, розташовують елемент із похилою поверхнею у виді конуса, розташованого всередині отвору на одній осі з ним, струмінь нагрітих часток направляють на конус, між пальником і конусом витримують постійну відстань, між внутрішньою поверхнею оброблюваного отвору і основою конуса встановлюють зазор, у процесі нанесення покриття конус обертають і разом із пальником переміщають уздовж оброблюваної поверхні, причому застосовують конус з кутом при вершині 60...70°, виконаний з термостійкого матеріалу, що характеризується низькою адгезійною здатністю, або виконаний з металу, на поверхню якого нанесене покриття з термостійкого матеріалу, що характеризується низькою адгезійною здатністю, причому концентрично струменю нагрітих часток матеріалу, подають під тиском додатковий струмінь газу. Відповідно до винаходу використовують встановлений на трубці для подачі повітря за допомогою підшипника пустотілий конус з розміщеною в його основі турбіною, у який подають повітря для створення перепаду тиску в місці контакту потоку продуктів згоряння з пальника з потоком повітря із порожнього конуса. Крім того, змінюючи температуру 90417 4 повітря, яке подають в порожнистий конус, можна змінювати властивості покриттів. Сутність винаходу полягає в тому, що обертання конуса здійснюється за рахунок турбіни, розміщеної в його основі, через яку витікає стиснуте повітря з порожнини конуса. При цьому, витікаючи із турбіни, стиснуте повітря створює перепад тиску в місці контакту потоку продуктів згоряння з пальника з потоком повітря із порожнього конуса. Така сукупність ознак запропонованого способу дозволяє підвищити якість покриття за рахунок можливості керування параметрами процесу напилювання. Пропонований спосіб ілюструється кресленням, де показана технологічна схема його здійснення. По запропонованому способу процес нанесення покриттів здійснюють наступним чином. В оброблюваний отвір 1 виробу 2 вводять конус 3 і установлюють його так, щоб осі конуса 3 і отвору 1 співпадали, а між поверхнею отвору 1 і пругом основи конуса 3 існував зазор S. Над конусом 3 зі сторони його вершини встановлюють пальник 4. Конус 3 у процесі обробки поверхні отвору 1 обертають зі швидкістю со. У пальник 4 подають порошок або дріт з матеріалу, який напилюють,котрий розплавляється під дією тепла електричної дуги, газокисневого полум'я, або будьякого іншого джерела тепла. Розплавлений матеріал розпорошується і видувається із сопла пальника 4 потоком газу 5 (наприклад, повітря чи іншого активного, або інертного газу), утворюючи струмінь нагрітих часток 6, спрямований уздовж осі оброблюваного отвору 1. Потік газу 5 і струмінь нагрітих часток 6 зіштовхуються із конічною поверхню конуса 3. Нагріті частки 6 відбиваються від поверхні конуса 3 і спрямовуються до оброблюваної поверхні отвору 1. При ударі об поверхню конуса 3 частки 6 гальмуються і втрачають частину кінетичної енергії. Однак поверхня конуса З, обертаючись, передає часткам 6 частину своєї кінетичної енергії, компенсуючи її утрати внаслідок гальмування. Частки 6 закручуються і вдаряються об поверхню отвору 1, рухаючись після зіткнення з поверхнею конуса 3 по спіралі і під деяким кутом до поверхні отвору 1. Це поліпшує міцність зчеплення часток 6 з поверхнею отвору 1, частки 6 немов би намазуються на оброблювану поверхню й утворюють на ній покриття 7. Концентрично струменю нагрітих часток 6 матеріалу, який напилюється, подають під тиском додатковий струмінь газу 5. Цей газ, обтікаючи поверхню конуса 3, виходить з великою швидкістю з отвору 1 через зазор S між поверхнею отвору 1 і пругом основи конуса З, перетинаючи траєкторії часток 6, відбитих від поверхні конуса 3. При цьому енергетично слабкі частки, що не мають достатньої для утворення якісного зчеплення з оброблюваною поверхнею кінетичної енергії, видуваються додатковим потоком газу 5, не долітаючи до цієї поверхні. Це підвищує міцність зчеплення покриття 7 з поверхнею отвору 1, тому що наявність у складі покриття 7 енергетично слабких часток привело б до виникнення дірчастостей і місцевих знеміцнювань шару покриття 7, а також 5 погіршення його зчеплення з оброблюваною поверхнею отвору 1. Через отвір у трубці 8 подається стиснуте повітря заданої температури. Потрапляючи у порожнину порожнього конуса 9, повітря витікає через турбіну 10, установлену на трубці 8 за допомогою підшипника 11, зафіксованого гайкою 12 через втулку 13, передаючи їй частину своєї енергії, і тим самим, обертаючи конус, насаджений на турбіну з натягом і зафіксований кільцем 14, і створюючи перепад тиску в місці контакту потоку продуктів згоряння з пальника із потоком повітря з порожнього конуса. Збільшуючи тиск газу, який подається через трубку 8 на турбіну 10, можна порівняно просто досягти високих частот обертання конуса 3. У процесі нанесення покриття 7 конус 3 і пальник 4 одночасно і синхронно переміщують уздовж осі отвору 1 зі швидкістю V. Це переміщення може здійснюватися зверху вниз, знизу вгору, або у зворотно-поступальному напрямі, в залежності від особливостей конструкції виробу 2 і необхідної товщини покриття 7. Зазор S між поверхнею отвору 1 і крайкою основи конуса 3, а також швидкість со обертання конуса 3 і швидкість V переміщення конуса 3 з пальником 4 уздовж осі отвору 1, можуть бути різними в залежності від площі оброблюваної поверхні отвору 1, потужності пальника 4, необхідної товщини покриття 7 і ряду інших технологічних факторів. Щоб зменшити імовірність налипання часток матеріалу, який напилюють, до поверхні конуса 3, використовують конус 3, виготовлений з термостійкого матеріалу, що характеризується низькою адгезійною здатністю. Конус 3 може також бути виготовлений з металу, наприклад, зі сталі, причому його конічна поверхня повинна бути покрита шаром термостійкого матеріалу, що характеризується низькою адгезійною здатністю (наприклад, фторопласту). 90417 6 Для збільшення енергії зіткнення часток 6 з поверхнею отвору 1 обертають виріб 2, причому конус 3 також обертають, але в протилежному напрямку. Така необхідність може виникнути, наприклад, при нанесенні покриття 7 на поверхню отвору 1, що характеризується підвищеною твердістю і вимогами до якості. При необхідності попереднього очищення внутрішньої поверхні отвору 1 перед початком нанесення покриття 7 над конусом 3 установлюють сопло піскоструминного чи дробоструминного апарату. На поверхню конуса З подають струмінь абразивного порошку (наприклад, піску чи суміші піску з водою) або дробу (наприклад, сталевого). Абразивний порошок чи дріб, вдаряючись об конічну поверхню, відбивається від неї, направляється до поверхні отвору 1 і, закручуючись від конуса 3, що обертається, здобуває додаткову кінетичну енергію. Ударяючись під деяким кутом об внутрішню поверхню отвору 1, абразивний порошок чи дріб більш ефективно очищують її. Спрямованість часток абразивного порошку чи дробу на оброблювану поверхню і отримана додаткова кінетична енергія поліпшують якість очищення поверхні отвору 1. Це, у свою чергу, поліпшує міцність зчеплення матеріалу, що напилюють, з оброблюваною поверхнею, і, як результат, підвищує якість покриття 7. Прикладом застосування запропонованого способу може служити нанесення зміцнюючого зносостійкого покриття на внутрішні поверхні циліндрів двигуна внутрішнього згоряння. Таким чином, запропонований спосіб забезпечує технічний ефект, що полягає в підвищенні якості покриття і дозволяє поліпшити його зносостійкість. Запропонований спосіб газотермічного нанесення покриттів на внутрішні поверхні отворів здійснюються за допомогою відомих у техніці засобів і тому має промислову застосовність. 7 Комп’ютерна верстка Д. Шеверун 90417 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for gas-thermal coating application on the inner surfaces of the holes
Автори англійськоюDolmatov Anatolii Ivanovych, Danko Konstiantyn Anatoliiovych
Назва патенту російськоюСпособ газотермического нанесения покрытий на внутренние поверхности отверстий
Автори російськоюДолматов Анатолий Иванович, Данько Константин Анатольевич
МПК / Мітки
МПК: C23C 4/12
Мітки: отворів, внутрішні, спосіб, газотермічного, нанесення, поверхні, покриттів
Код посилання
<a href="https://ua.patents.su/4-90417-sposib-gazotermichnogo-nanesennya-pokrittiv-na-vnutrishni-poverkhni-otvoriv.html" target="_blank" rel="follow" title="База патентів України">Спосіб газотермічного нанесення покриттів на внутрішні поверхні отворів</a>
Спосіб нанесення вакуумних іонно-плазмових покриттів на внутрішні циліндричні поверхні виробів
Номер патенту: 87935
Опубліковано: 25.08.2009
Автори: Малишко Іван Олександрович, Михайлова Олена Олександрівна
МПК: C23C 14/46, C23C 14/00
Мітки: нанесення, внутрішні, покриттів, іонно-плазмових, вакуумних, спосіб, поверхні, циліндричні, виробів
Формула / Реферат:
1. Спосіб нанесення вакуумних іонно-плазмових покриттів на внутрішні циліндричні поверхні групи виробів, при якому вироби встановлюють на позиції робочого стола вакуумної камери й за допомогою плазмового потоку матеріалів наносять покриття, при цьому і робочому столу, і кожному виробу відносно робочого стола надають рівномірні, забезпечуючі рівномірну товщину поверхневого шару покриття, обертові рухи, який відрізняється тим, що плазмовий...
Розпилювальна головка електрометалізатора для нанесення металевих покриттів на внутрішні циліндричні поверхні
Номер патенту: 46176
Опубліковано: 10.12.2009
Автори: Рябоволик Юрій Васильович, Мажейка Олександр Йосипович, Студент Михайло Михайлович, Похмурський Василь Іванович, Маркович Сергій Іванович
МПК: B05B 7/00
Мітки: розпилювальна, поверхні, головка, нанесення, внутрішні, циліндричні, металевих, покриттів, електрометалізатора
Формула / Реферат:
Розпилювальна головка електрометалізатора для нанесення металевих покриттів на внутрішні циліндричні поверхні, в конструкції якої є корпус з розміщеними в ньому струмопідвідними трубками з наконечниками для подачі електродного дроту та повітряною трубкою, яка відрізняється тим, що струмопідвідні трубки з наконечниками з'єднані між собою пластинами із електроізоляційного матеріалу, а наконечники зігнуті по дузі, при цьому повітряне сопло...
Спосіб нанесення покриттів з металевих порошків на внутрішні поверхні циліндричних деталей
Номер патенту: 5808
Опубліковано: 29.12.1994
Автори: Гладченко Олександр Миколайович, Сазонов Віктор Васильович
МПК: B22F 7/00
Мітки: металевих, циліндричних, внутрішні, деталей, спосіб, поверхні, покриттів, нанесення, порошків
Формула / Реферат:
Способ нанесення покрытий из металлических порошков на внутренние поверхности цилиндрических деталей, включающий загрузку порошка, вращение детали и нагрев порошка плазменно-дуговой горелкой до плавления с одновременным осевым перемещением горелки, отличающийся тем, что, с целью расширения технологических возможностей за счет нанесения покрытий сложных форм и снижения энергоемкости процесса, соосно с деталью осуществляют вращение горелки...
Спосіб нанесення покриттів з металевих порошків на внутрішні поверхні деталей
Номер патенту: 25516
Опубліковано: 30.10.1998
Автори: Лещинський Вольф Михайлович, Шевченко Олександр Володимирович, Бояршина Людмила Олександрівна, Харламов Юрій Олександрович, Сазанський Роман Євстафійович
Мітки: внутрішні, нанесення, покриттів, деталей, поверхні, спосіб, порошків, металевих
Формула / Реферат:
Способ нанесения покрытий из металлических порошков на внутренние поверхности деталей, включающий размещение технологической втулки в полости детали, использование порошков твердых сплавов для упрочнения внутренней полости детали, нагрев до температуры спекания и спекание, отличающийся тем, что покрытие напыляют на наружную поверхность технологической втулки, которая после напыления запрессовывают с натягом в полость детали, нагревают до...
Спосіб газотермічного нанесення покриттів з порошкових матеріалів
Номер патенту: 46929
Опубліковано: 11.01.2010
Автори: Кожевніков Михайло Володимирович, Долматов Анатолій Іванович
МПК: C23C 4/00
Мітки: газотермічного, нанесення, порошкових, спосіб, покриттів, матеріалів
Формула / Реферат:
Спосіб газотермічного нанесення покриттів з порошкових матеріалів, в якому формують несучий потік газопорошкової суміші, підігрівають його, прискорюють та спрямовують до деталі, який відрізняється тим, що деталь періодично нагрівають та охолоджують у такий спосіб, що потік газопорошкової суміші подають переривчасто, короткочасними циклами, тривалість яких визначають часом, необхідним для нагріву деталі до температури не більше ніж 0,75-0,85...
Попередній патент: Спосіб визначення барію у водному середовищі
Наступний патент: Плавильна піч
Випадковий патент: Хвильова енергетична установка