Прокатний стан

Формула / Реферат
1. Прокатний стан, який має:
вхідну секцію, сконфігуровану та налаштовану для підігріву та неперервного прокатування заготовок з одержанням проміжних виробів з першою продуктивністю;
по-різному сконфігуровані вихідні секції, сконструйовані та налаштовані для додаткового прокатування зазначених проміжних виробів з одержанням кінцевих продуктів, які обробляються та пакуються з другими продуктивностями, які менші за вказану першу продуктивність, причому форми упаковок, одержаних принаймні деякими із зазначених вихідних секцій, відрізняються від форм упаковок, одержаних іншими зі згаданих вихідних секцій;
накопичувачі, розташовані між кожною із зазначених вихідних секцій та згаданою вхідною секцію, при цьому кожен із згаданих накопичувачів сконфігурований та налаштований для приймання проміжних виробів зі згаданою першою продуктивністю та для подачі згаданих проміжних виробів до відповідної вихідної секції з відповідною їй другою продуктивністю, при цьому надлишкові проміжні вироби, що одержані внаслідок відмінності між першою та другою продуктивностями, тимчасово накопичуються у накопичувачах; і
перемикачі для приймання послідовних згаданих проміжних виробів від згаданої вхідної секції і для вибіркового спрямовування згаданих проміжних виробів до вибраних вихідних секцій за допомогою відповідних накопичувачів для одночасної обробки їх з одержанням кінцевих продуктів.
2. Прокатний стан за п. 1, який відрізняється тим, що зазначені вихідні секції виконані зі здатністю експлуатації одночасно з другими продуктивностями, які разом дорівнюють першій продуктивності.
Текст
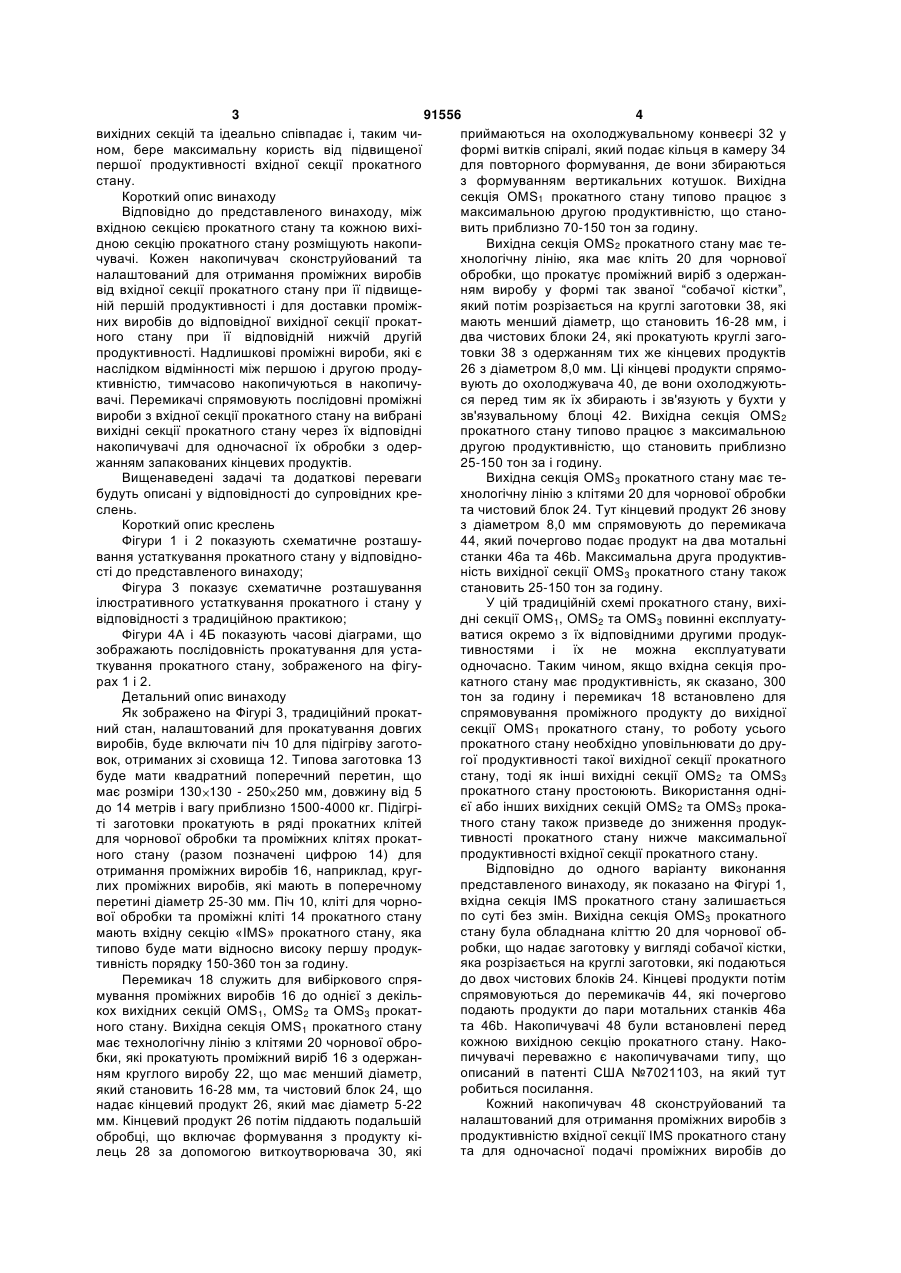
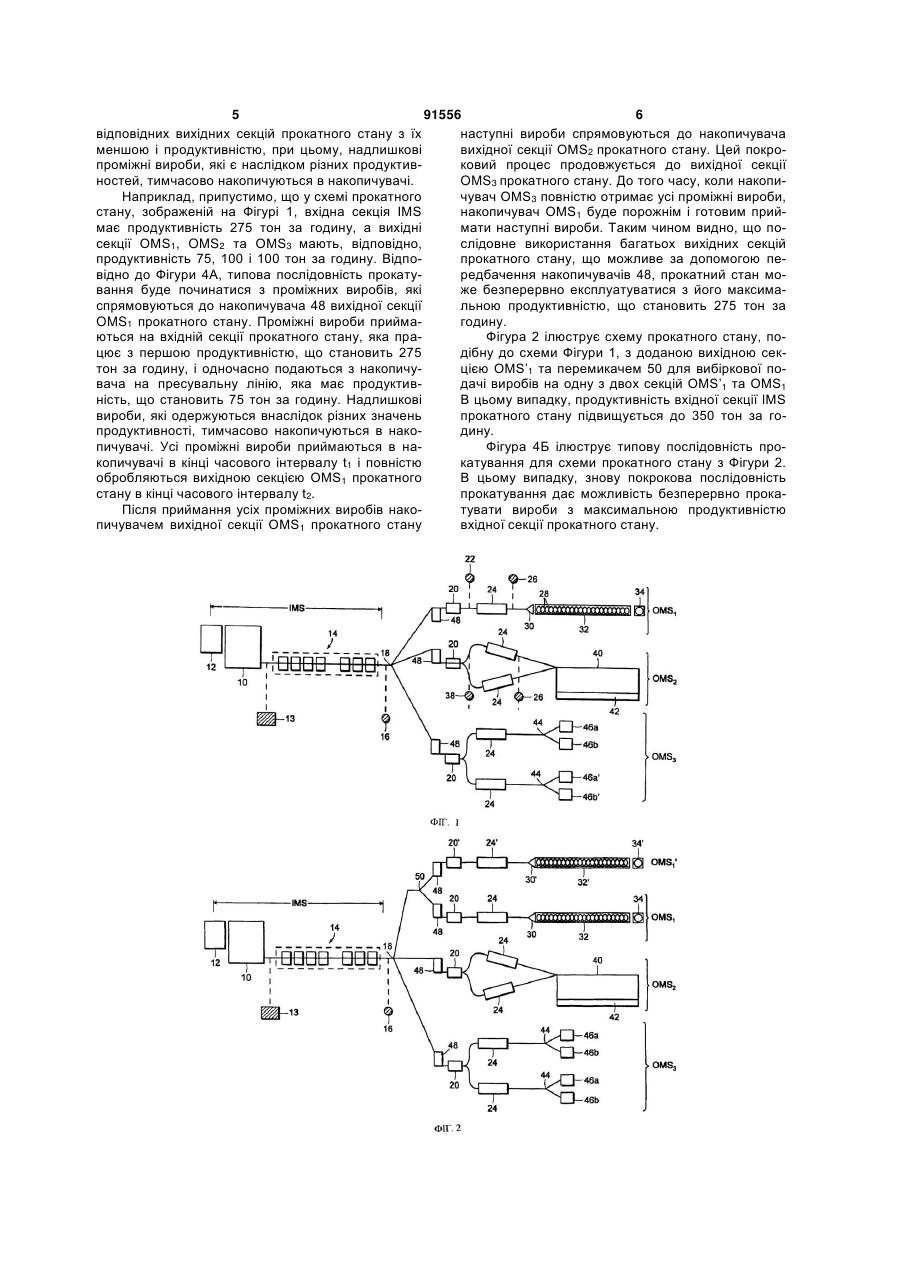
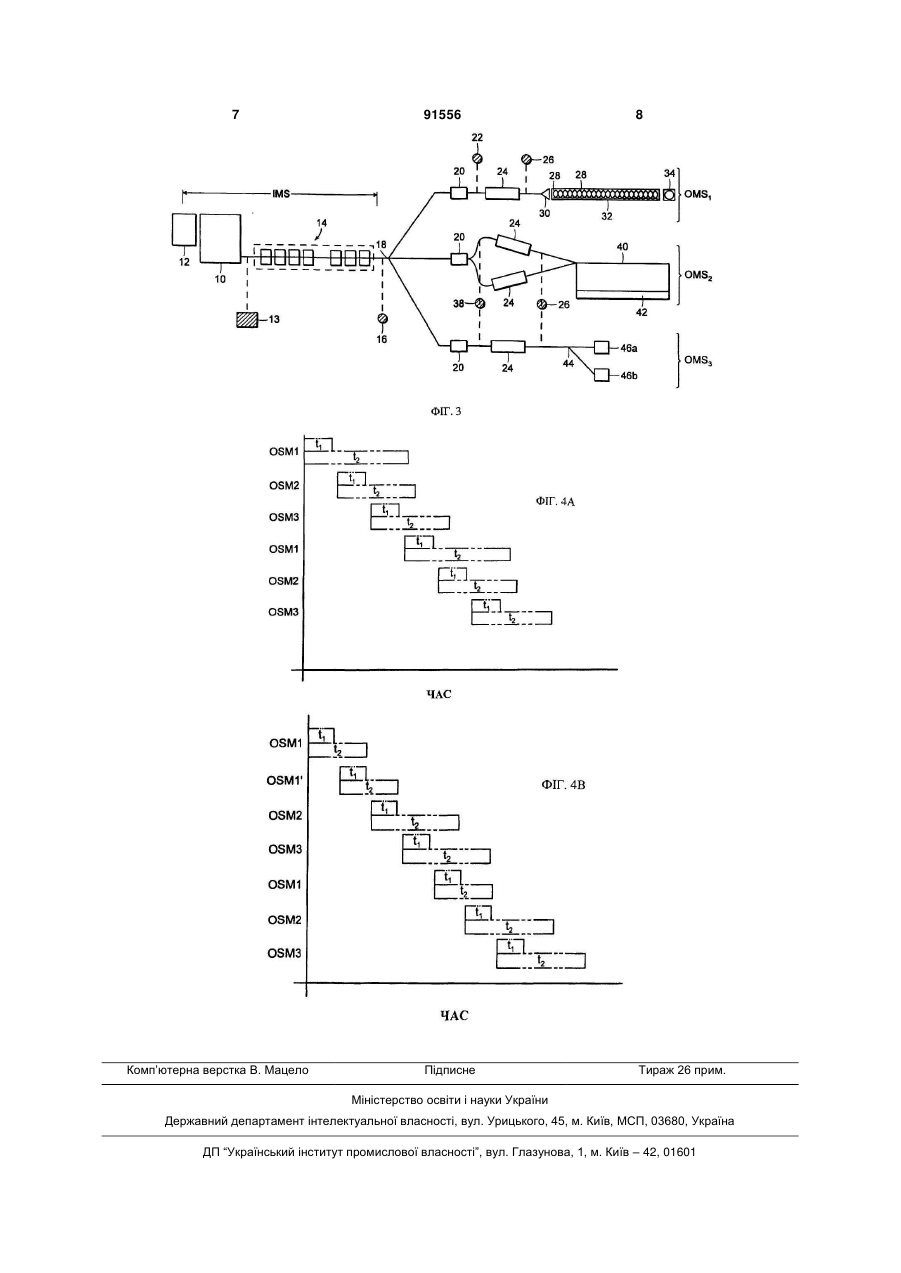
1. Прокатний стан, який має: вхідну секцію, сконфігуровану та налаштовану для підігріву та неперервного прокатування заготовок з одержанням проміжних виробів з першою продуктивністю; по-різному сконфігуровані вихідні секції, сконструйовані та налаштовані для додаткового прокатування зазначених проміжних виробів з одержанням кінцевих продуктів, які обробляються та пакуються з другими продуктивностями, які менші за вказану першу продуктивність, причому форми упаковок, одержаних принаймні деякими із зазна C2 2 (19) 1 3 91556 4 вихідних секцій та ідеально співпадає і, таким чиприймаються на охолоджувальному конвеєрі 32 у ном, бере максимальну користь від підвищеної формі витків спіралі, який подає кільця в камеру 34 першої продуктивності вхідної секції прокатного для повторного формування, де вони збираються стану. з формуванням вертикальних котушок. Вихідна Короткий опис винаходу секція OMS1 прокатного стану типово працює з Відповідно до представленого винаходу, між максимальною другою продуктивністю, що становхідною секцією прокатного стану та кожною вихівить приблизно 70-150 тон за годину. дною секцію прокатного стану розміщують накопиВихідна секція OMS2 прокатного стану має течувачі. Кожен накопичувач сконструйований та хнологічну лінію, яка має кліть 20 для чорнової налаштований для отримання проміжних виробів обробки, що прокатує проміжний виріб з одержанвід вхідної секції прокатного стану при її підвищеням виробу у формі так званої “собачої кістки”, ній першій продуктивності і для доставки проміжякий потім розрізається на круглі заготовки 38, які них виробів до відповідної вихідної секції прокатмають менший діаметр, що становить 16-28 мм, і ного стану при її відповідній нижчій другій два чистових блоки 24, які прокатують круглі загопродуктивності. Надлишкові проміжні вироби, які є товки 38 з одержанням тих же кінцевих продуктів наслідком відмінності між першою і другою проду26 з діаметром 8,0 мм. Ці кінцеві продукти спрямоктивністю, тимчасово накопичуються в накопичувують до охолоджувача 40, де вони охолоджуютьвачі. Перемикачі спрямовують послідовні проміжні ся перед тим як їх збирають і зв'язують у бухти у вироби з вхідної секції прокатного стану на вибрані зв'язувальному блоці 42. Вихідна секція OMS2 вихідні секції прокатного стану через їх відповідні прокатного стану типово працює з максимальною накопичувачі для одночасної їх обробки з одердругою продуктивністю, що становить приблизно жанням запакованих кінцевих продуктів. 25-150 тон за і годину. Вищенаведені задачі та додаткові переваги Вихідна секція OMS3 прокатного стану має тебудуть описані у відповідності до супровідних крехнологічну лінію з клітями 20 для чорнової обробки слень. та чистовий блок 24. Тут кінцевий продукт 26 знову Короткий опис креслень з діаметром 8,0 мм спрямовують до перемикача Фігури 1 і 2 показують схематичне розташу44, який почергово подає продукт на два мотальні вання устаткування прокатного стану у відповідностанки 46а та 46b. Максимальна друга продуктивсті до представленого винаходу; ність вихідної секції OMS3 прокатного стану також Фігура 3 показує схематичне розташування становить 25-150 тон за годину. ілюстративного устаткування прокатного і стану у У цій традиційній схемі прокатного стану, вихівідповідності з традиційною практикою; дні секції OMS1, OMS2 та OMS3 повинні експлуатуФігури 4А і 4Б показують часові діаграми, що ватися окремо з їх відповідними другими продукзображають послідовність прокатування для устативностями і їх не можна експлуатувати ткування прокатного стану, зображеного на фігуодночасно. Таким чином, якщо вхідна секція прорах 1 і 2. катного стану має продуктивність, як сказано, 300 Детальний опис винаходу тон за годину і перемикач 18 встановлено для Як зображено на Фігурі 3, традиційний прокатспрямовування проміжного продукту до вихідної ний стан, налаштований для прокатування довгих секції OMS1 прокатного стану, то роботу усього виробів, буде включати піч 10 для підігріву заготопрокатного стану необхідно уповільнювати до друвок, отриманих зі сховища 12. Типова заготовка 13 гої продуктивності такої вихідної секції прокатного буде мати квадратний поперечний перетин, що стану, тоді як інші вихідні секції OMS2 та OMS3 прокатного стану простоюють. Використання однімає розміри 130 130 - 250 250 мм, довжину від 5 єї або інших вихідних секцій OMS2 та OMS3 прокадо 14 метрів і вагу приблизно 1500-4000 кг. Підігрітного стану також призведе до зниження продукті заготовки прокатують в ряді прокатних клітей тивності прокатногостану нижче максимальної для чорнової обробки та проміжних клітях прокатпродуктивності вхідної секції прокатного стану. ного стану (разом позначені цифрою 14) для Відповідно до одного варіанту виконання отримання проміжних виробів 16, наприклад, кругпредставленого винаходу, як показано на Фігурі 1, лих проміжних виробів, які мають в поперечному вхідна секція IMS прокатного стану залишається перетині діаметр 25-30 мм. Піч 10, кліті для чорнопо суті без змін. Вихідна секція OMS3 прокатного вої обробки та проміжні кліті 14 прокатного стану стану була обладнана кліттю 20 для чорнової обмають вхідну секцію «IMS» прокатного стану, яка робки, що надає заготовку у вигляді собачої кістки, типово буде мати відносно високу першу продукяка розрізається на круглі заготовки, які подаються тивність порядку 150-360 тон за годину. до двох чистових блоків 24. Кінцеві продукти потім Перемикач 18 служить для вибіркового спряспрямовуються до перемикачів 44, які почергово мування проміжних виробів 16 до однієї з декільподають продукти до пари мотальних станків 46а кох вихідних секцій OMS1, OMS2 та OMS3 прокатта 46b. Накопичувачі 48 були встановлені перед ного стану. Вихідна секція OMS1 прокатного стану кожною вихідною секцію прокатного стану. Накомає технологічну лінію з клітями 20 чорнової обропичувачі переважно є накопичувачами типу, що бки, які прокатують проміжний виріб 16 з одержанописаний в патенті США №7021103, на який тут ням круглого виробу 22, що має менший діаметр, робиться посилання. який становить 16-28 мм, та чистовий блок 24, що Кожний накопичувач 48 сконструйований та надає кінцевий продукт 26, який має діаметр 5-22 налаштований для отримання проміжних виробів з мм. Кінцевий продукт 26 потім піддають подальшій продуктивністю вхідної секції IMS прокатного стану обробці, що включає формування з продукту кіта для одночасної подачі проміжних виробів до лець 28 за допомогою виткоутворювача 30, які 5 91556 6 відповідних вихідних секцій прокатного стану з їх наступні вироби спрямовуються до накопичувача меншою і продуктивністю, при цьому, надлишкові вихідної секції OMS2 прокатного стану. Цей покропроміжні вироби, які є наслідком різних продуктивковий процес продовжується до вихідної секції ностей, тимчасово накопичуються в накопичувачі. OMS3 прокатного стану. До того часу, коли накопиНаприклад, припустимо, що у схемі прокатного чувач OMS3 повністю отримає усі проміжні вироби, стану, зображеній на Фігурі 1, вхідна секція IMS накопичувач OMS1 буде порожнім і готовим приймає продуктивність 275 тон за годину, а вихідні мати наступні вироби. Таким чином видно, що посекції OMS1, OMS2 та OMS3 мають, відповідно, слідовне використання багатьох вихідних секцій продуктивність 75, 100 і 100 тон за годину. Відпопрокатного стану, що можливе за допомогою певідно до Фігури 4А, типова послідовність прокатуредбачення накопичувачів 48, прокатний стан мовання буде починатися з проміжних виробів, які же безперервно експлуатуватися з його максимаспрямовуються до накопичувача 48 вихідної секції льною продуктивністю, що становить 275 тон за OMS1 прокатного стану. Проміжні вироби приймагодину. ються на вхідній секції прокатного стану, яка праФігура 2 ілюструє схему прокатного стану, поцює з першою продуктивністю, що становить 275 дібну до схеми Фігури 1, з доданою вихідною сектон за годину, і одночасно подаються з накопичуцією OMS’1 та перемикачем 50 для вибіркової повача на пресувальну лінію, яка має продуктивдачі виробів на одну з двох секцій OMS’1 та OMS1 ність, що становить 75 тон за годину. Надлишкові В цьому випадку, продуктивність вхідної секції IMS вироби, які одержуються внаслідок різних значень прокатного стану підвищується до 350 тон за гопродуктивності, тимчасово накопичуються в накодину. пичувачі. Усі проміжні вироби приймаються в наФігура 4Б ілюструє типову послідовність прокопичувачі в кінці часового інтервалу t1 і повністю катування для схеми прокатного стану з Фігури 2. обробляються вихідною секцією OMS1 прокатного В цьому випадку, знову покрокова послідовність стану в кінці часового інтервалу t2. прокатування дає можливість безперервно прокаПісля приймання усіх проміжних виробів накотувати вироби з максимальною продуктивністю пичувачем вихідної секції OMS1 прокатного стану вхідної секції прокатного стану. 7 Комп’ютерна верстка В. Мацело 91556 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюRolling mill
Автори англійськоюShore T. Michael
Назва патенту російськоюПрокатный стан
Автори російськоюШор Т. Майкл
МПК / Мітки
МПК: B21B 41/00, B21B 1/16
Код посилання
<a href="https://ua.patents.su/4-91556-prokatnijj-stan.html" target="_blank" rel="follow" title="База патентів України">Прокатний стан</a>
Прокатний стан, зокрема обтискний стан для гарячої прокатки
Номер патенту: 87978
Опубліковано: 10.09.2009
Автори: Хаберманн Андреас, Цизер Бернд, Артель Герхард
МПК: B21B 35/06, B21B 13/06
Мітки: стан, гарячої, зокрема, прокатній, прокатки, обтискній
Формула / Реферат:
1. Прокатний стан, зокрема обтискний стан для гарячої прокатки, який містить пару вертикально розташованих напроти один одного валків (3, 4) з центральними осями (5), при цьому валки за допомогою шарнірних валів (6, 7) з'єднані з обертальним приводом (8), який відрізняється тим, що обертальний привод (8) для обох валків (3, 4) розташований нерухомо нижче рівня підлоги (2) цеху і з'єднаний з відповідним нерухомим приводом (9) кожного...
Модульний прокатний стан
Номер патенту: 84952
Опубліковано: 10.12.2008
Автори: БОУЛЕР Мартін А., ШОР Т. Майкл
МПК: B21B 35/02, B21B 31/00, B21B 1/00
Мітки: прокатній, модульний, стан
Формула / Реферат:
1. Модульний прокатний стан, який має у своєму складі: множину окремих прокатних елементів, розміщених вздовж лінії проходу прокатного стана, причому кожен прокатний елемент має принаймні дві пари робочих валків, встановлених на осях валків, проміжні приводи трансмісії, які містяться всередині згаданих прокатних елементів, призначених для механічного приєднання згаданих осей валків до вхідних осей, причому вхідні осі згаданих...
Багатовалковий прокатний стан
Номер патенту: 2018
Опубліковано: 15.09.2003
Автор: Женг Хонгжуан
МПК: B21B 31/00
Мітки: прокатній, стан, багатовалковій
Формула / Реферат:
1. Прокатний стан, що містить кліть стана, верхню систему валків, нижню систему валків, причому до складу кожної з них входить робочий валок, та пристрій регулювання величини зазору між двома робочими валками, який відрізняється тим, що кожна з вищезгаданих систем валків включає кілька рядів зовнішніх опорних валків, розташованих з зовнішнього боку відповідного робочого валка, причому робочий валок і зовнішні опорні валки розміщені таким...
Прокатний стан

Номер патенту: 15846
Опубліковано: 30.06.1997
Автори: Нечепоренко Володимир Андрійович, Куцов Юрій Георгійович, Вільфрид Класк, Кауров Володимир Васильович, Хрустенко Юрій Михайлович, Клетцен Петер, Дишковець Генадій Анатольович, Тільга Степан Сергійович
МПК: B21B 1/16
Формула / Реферат:
Прокатный стан, включающий взаимно перпендикулярные пары прокатных валков, привод которых состоит из раздаточного редуктора и двух групповых трансмиссий, каждая из которых соединена с четными или нечетными парами прокатных валков и выполнена в виде общего, параллельного оси прокатки трансмиссионного вала, системы валов и зубчатых передач, выполненных со скрещивающимися осями, при этом каждое ведущее коническое колесо зубчатых передач...
Прокатний стан
Номер патенту: 15847
Опубліковано: 30.06.1997
Автори: Нечепоренко Володимир Андрійович, Кауров Володимир Васильович, Вільфрид Класк, Хрустенко Юрій Михайлович, Тільга Степан Сергійович, Куцов Юрій Георгійович, Клетцен Петер, Дишковець Генадій Анатольович
МПК: B21B 1/16
Формула / Реферат:
1. Прокатный стан, включающий взаимно перпендикулярные пары прокатных валков, привод которых состоит из раздаточного редуктора и двух групповых трансмиссий, каждая из которых соединена с четными или нечетными парами прокатных валков и выполнена в виде общего, параллельного оси прокатки раздаточного вала, системы валов и конических зубчатых передач, связывающих прокатные валки с раздаточным валом, выполненных со скрещивающимися осями, причем...
Попередній патент: Ароматична волокниста стрічка для пачки споживчого товару
Наступний патент: Модифікатор для обробки розплавів чавуну
Випадковий патент: Препарат для стимуляції росту рослин