Модульний прокатний стан
Формула / Реферат
1. Модульний прокатний стан, який має у своєму складі:
множину окремих прокатних елементів, розміщених вздовж лінії проходу прокатного стана, причому кожен прокатний елемент має принаймні дві пари робочих валків, встановлених на осях валків, проміжні приводи трансмісії, які містяться всередині згаданих прокатних елементів, призначених для механічного приєднання згаданих осей валків до вхідних осей, причому вхідні осі згаданих прокатних елементів паралельні одна до одної і виступають до першої сторони згаданої лінії проходу з їх відповідних прокатних елементів;
лінійну вісь, розміщену на першій стороні згаданої лінії проходу та паралельну до неї;
засіб для приведення в рух згаданої лінійної осі;
паралельні вихідні осі, механічно прикріплені за допомогою скошених зубчастих передач до згаданої лінійної осі, причому згадані вихідні осі виступають збоку від згаданої лінійної осі у напрямі до згаданої лінії проходу; і
з'єднувальні засоби для приєднання кожної із згаданих вихідних осей до відповідно однієї із згаданих вхідних осей, причому згадані з'єднувальні засоби здатні відокремлюватись, щоб прилаштувати вибіркове видалення згаданих прокатних елементів до другої сторони згаданої лінії проходу протилежно до першої сторони.
2. Модульний прокатний стан за п. 1, який відрізняється тим, що згадана лінійна вісь розподілена на сегменти, механічно приєднані до згаданих вихідних осей за допомогою згаданих скошених зубчастих передач, і містить ще захвати, які з'єднують згадані сегменти лінійної осі, причому згадані захвати альтернативно можна регулювати, щоб механічно з'єднувати чи роз'єднувати таким чином з'єднані сегменти лінійної осі.
3. Модульний прокатний стан за п. 1 або 2, який містить ще мережу колій на другій стороні згаданої лінії проходу, призначену для одержання і перевезення прокатних елементів, видалених зі згаданої лінії проходу.
4. Модульний прокатний стан за п. 1, який відрізняється тим, що згаданий засіб для приведення в дію містить двигун, приєднаний безпосередньо до згаданої лінійної осі.
Текст
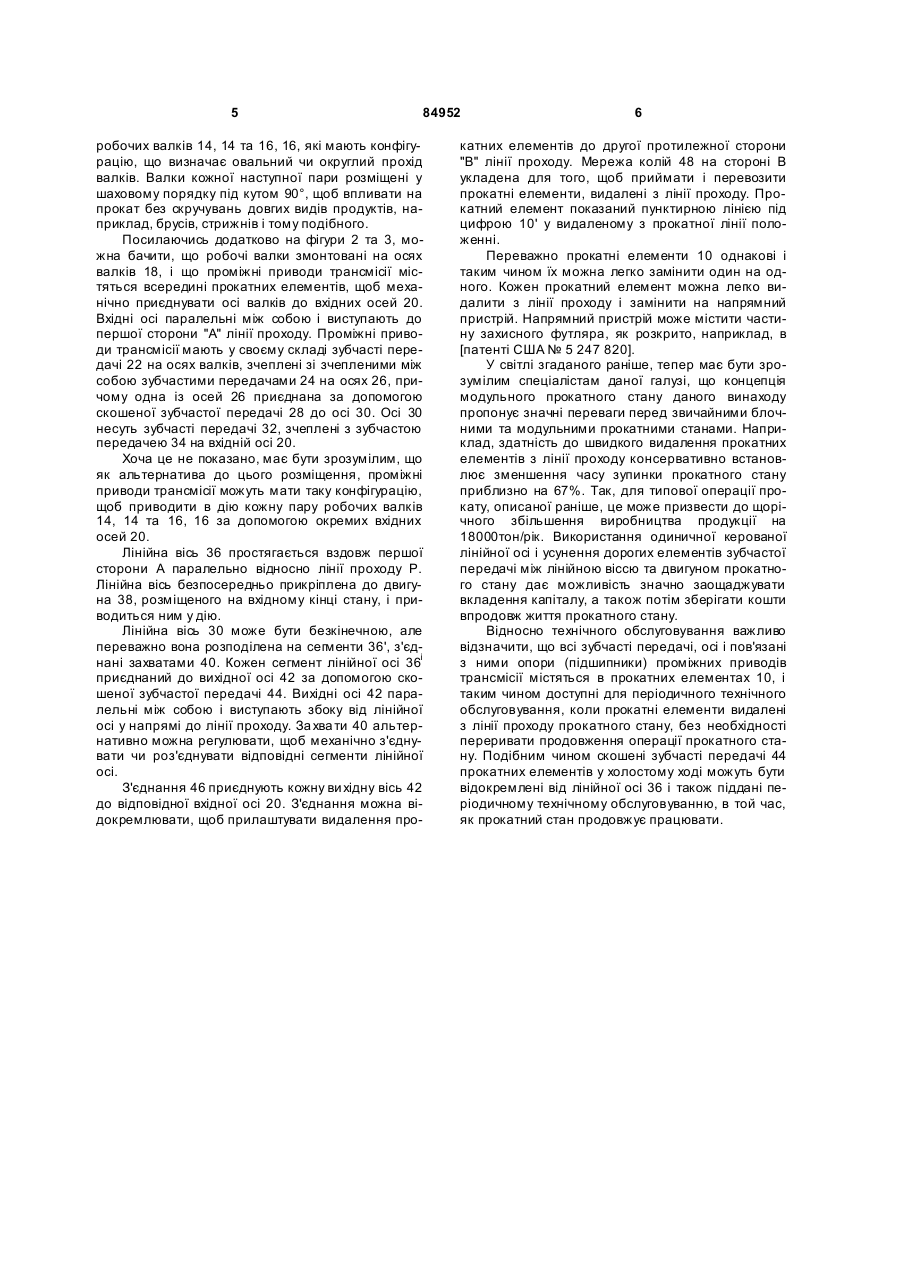
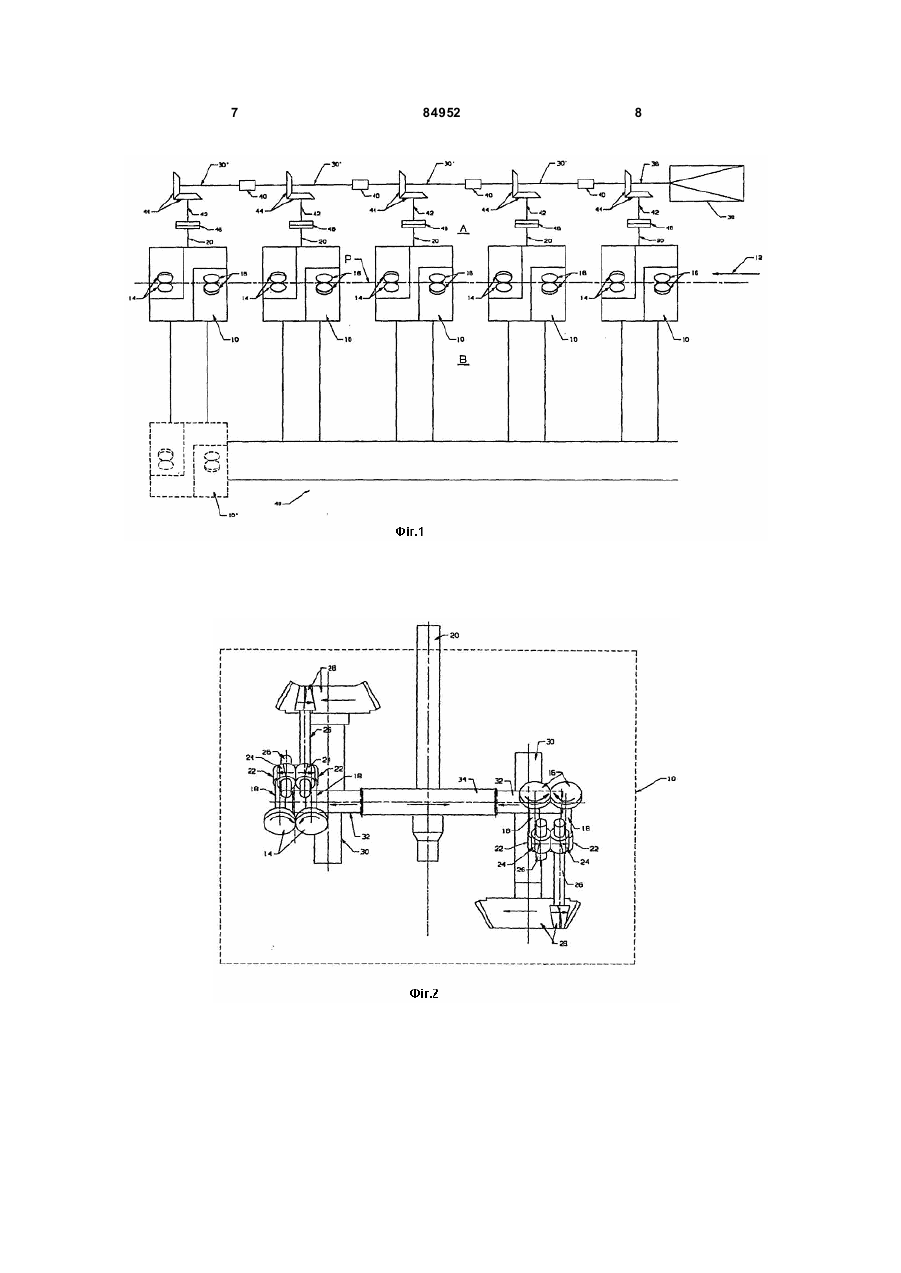
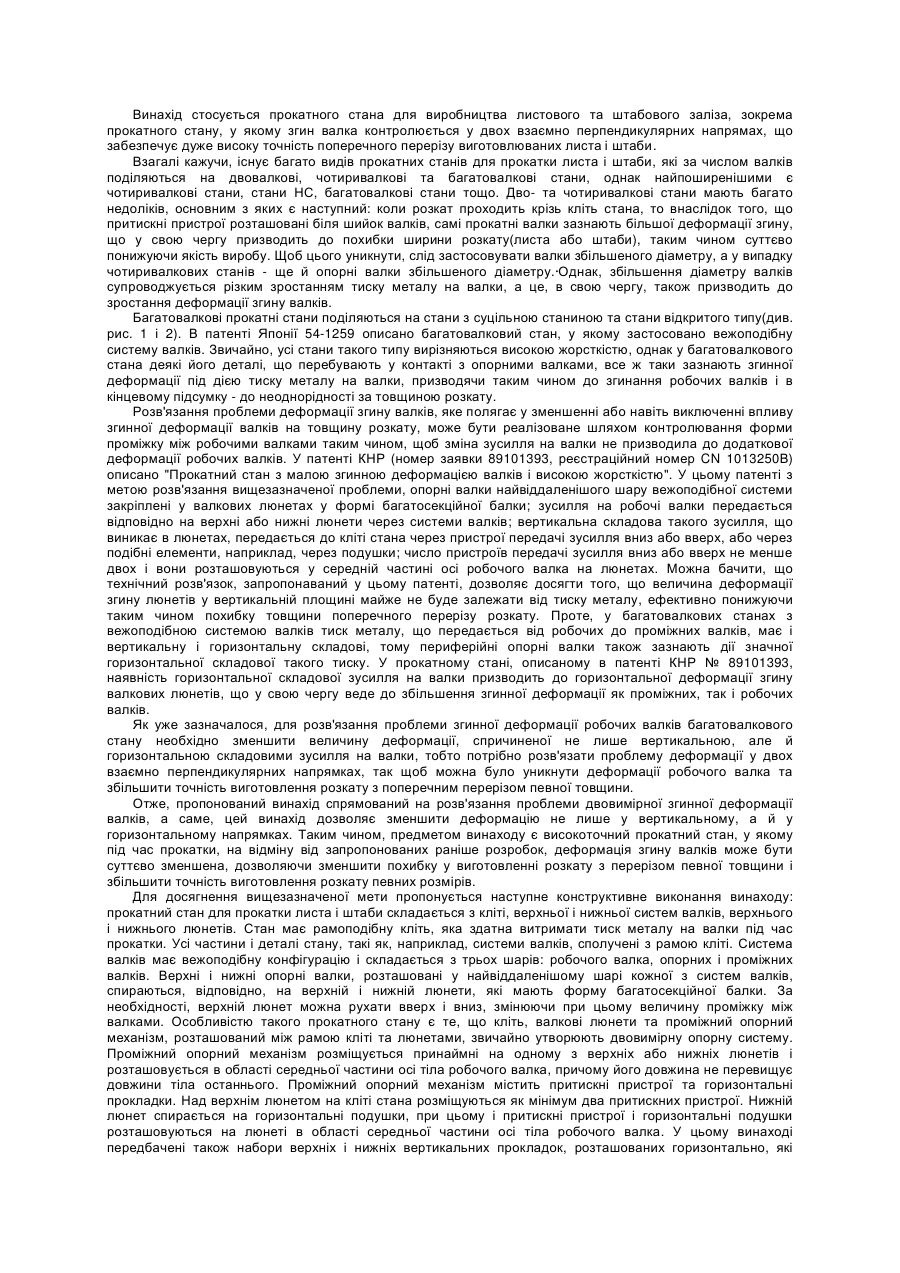
1. Модульний прокатний стан, який має у своєму складі: множину окремих прокатних елементів, розміщених вздовж лінії проходу прокатного стана, причому кожен прокатний елемент має принаймні дві пари робочих валків, встановлених на осях валків, проміжні приводи трансмісії, які містяться всередині згаданих прокатних елементів, призначених для механічного приєднання згаданих осей валків до вхідних осей, причому вхідні осі згаданих прокатних елементів паралельні одна до одної і виступають до першої сторони згаданої лінії проходу з їх відповідних прокатних елементів; лінійну вісь, розміщену на першій стороні згаданої лінії проходу та паралельну до неї; C2 2 (11) 1 3 84952 валкових установок для того, щоб здійснювати прокат продуктів без скручування. Типово валкові установки, які мають округлий та овальний ходи прокату, розміщені у шаховому порядку на протилежних сторонах лінії ходу стану і механічно прикріплені до відповідних паралельних лінійних осей, які приводяться в рух при різних швидкостях за допомогою звичайного двигуна прокатного стану, приєднаного до лінійних осей за допомогою диференційної коробки передач. Інші відомі розміщення двигуна для прокатних станів блочного типу використовують одиничну лінійну вісь, як розкрито, наприклад, в [патентах США номери 3 578 277 та 6 161 412], і ланцюгові двигуни, як розкрито в [патенті США номер 4 129 023]. Хоча прокатні стани блочного типу здатні прокатувати продукти при високих швидкостях подачі, наприклад, 5,5мм стрижень при 120м/сек., їх загальна ефективність є компромісною через недостатню гнучкість при переході від одного розміру продукту до іншого. Наприклад, як показано на фігурі 4, в типовій прокатній програмі для прокатного стану типу блоку з десятьма установками, коли всі установки перебувають в роботі, поданий розмір, що має діаметр 17мм, має бути прокатаний в кінцевий продукт, що має діаметр 5,5мм. Для того, щоб прокатати кінцевий продукт, який має діаметр 7,0мм, прокатні установки 9 та 10 змінюють положення на не діюче (процедура, яку зазвичай називають "холосте, неробоче положення"). Поступово продукти більших розмірів можна прокатати за допомогою поступового приведення в холосте (в неробоче) положення додаткових прокатних установок, наприклад, установок 7 та 8, щоб прокатати 8,5мм круглого прокату, установки 5 та 6, щоб прокатати 10,5мм круглого прокату, і так далі. Через те, що прокатні установки, які слідують одна за одною, інтегрально з'єднані разом, для того, щоб впливати на холостий хід, робочі прокатні валки мають бути видалені і замінені на напрямний пристрій. Це є трудомістка процедура, яка потребує для свого здійснення типово від 20 до 60 хвилин, і відбувається кожні 8 годин. Якщо, грубо кажучи, припустити середню втрату часу в 30 хвилин для кожної операції холостого ходу, при тому, що прокатний стан працює 300 днів на рік при швидкості 60тон/год., то втрата продукції може становити більше, ніж 27000тон/рік. Для того, щоб досягти покращену ефективність, були розроблені модульні прокатні стани, як розкрито, наприклад, в [патентах США №№ 5 595 083 та 6 053 022]. Ці прокатні стани використовують коробки передач, які приводять у дію множину двигунів, приєднаних так, що їх можна від'єднати, до пар послідовних прокатних елементів. Кожен з прокатних елементів має у своєму складі прокатні установки з овальним і округлим проходами валу, і є взаємозамінними і такими, що їх можна швидко замінити в та із технологічної лінії проходу прокатного стану, щоб при цьому прилаштувати прокатку, продуктів різних розмірів. Хоча вони механічно гучні і переважно гнучкі, порівняно з прокатними станами блочного типу, такі модульні установки є 4 відносно складними і дорогими як для купівлі, так і для наступного технічного обслуговування. Об'єктом даного винаходу є забезпечення покращеного модульного прокатного стану, який долає або принаймні суттєво зменшує недоліки, пов'язані зі звичайними модульними прокатними станами або станами блочного типу. Відповідно до даного винаходу, модульний прокатний стан має у своєму складі множину окремих прокатних елементів, розміщених вздовж лінії проходу прокатного стану. Кожен прокатний елемент має у своєму складі принаймні дві пари робочих валків, які визначають овальний або округлий проходи валка, які встановлені на осях валків, розміщених в ша ховому порядку під кутом 90° відносно один до одного. Прокатні елементи містять проміжний привід трансмісії, який має таку конфігурацію, щоб приєднати осі валків до паралельно розміщених вхідних осей, які виступають до першої сторони лінії проходу із відповідних прокатних елементів. Одинична лінійна вісь, яку приводять у рух, паралельна до першої сторони лінії проходу. Ви хідні осі механічно прикріплені до лінійної осі за допомогою скошених зубчастих передач. Вихідні осі виступають збоку з лінійної осі у напрямі до лінії проходу і приєднані за допомогою з'єднань до вхідних осей прокатних елементів. З'єднання є такими, що їх можна відокремити, щоб прилаштува ти підготовлені до переміщення прокатні елементи до протилежної другої сторони лінії проходу. Лінійна вісь переважно розподілена на сегменти, приєднані до вхідних осей за допомогою скошених зубчасти х передач, захватами, які з'єднують сегменти осі. Захвати альтернативно можна регулювати або на з'єднання, або на роз'єднання відповідно з'єднаних сегментів осі. Оскільки використовується тільки одна лінійна вісь, яка приводить в дію всі прокатні елементи, то вона може бути безпосередньо приєднана до двигуна прокатного стану без необхідності вставляти диференційну коробку передач. Ці та інші характерні особливості та переваги даного винаходу тепер будуть описані в подальших деталях з посиланням на супровідні креслення, в яких: Короткий опис креслень Фігура 1 є схематична ортогональна проекція модульного проікатного стану відповідно до даного винаходу; Фігура 2 є схематичною ілюстрацією проміжного приводу трансмісії, який міститься в прокатному елементі; Фігура 3 ілюструє співвідношення зубчастих передач в чотирьох вузлах зубчастих передач, уведених в проміжний привод трансмісії; та Фігура 4 є ілюстрацією типової прокатної програми. Детальний опис Посилаючись на фігур у 1, модульний прокатний стан відповідно до даного винаходу має у своєму складі множину окремих прокатних елементів 10, розміщених вздовж лінії проходу прокату "P". Напрям прокатки позначений стрілкою 12. Кожний прокатний елемент має принаймні дві пари 5 84952 робочих валків 14, 14 та 16, 16, які мають конфігурацію, що визначає овальний чи округлий прохід валків. Валки кожної наступної пари розміщені у шаховому порядку під кутом 90°, щоб впливати на прокат без скручувань довгих видів продуктів, наприклад, брусів, стрижнів і тому подібного. Посилаючись додатково на фігури 2 та 3, можна бачити, що робочі валки змонтовані на осях валків 18, і що проміжні приводи трансмісії містяться всередині прокатних елементів, щоб механічно приєднувати осі валків до вхідних осей 20. Вхідні осі паралельні між собою і виступають до першої сторони "А" лінії проходу. Проміжні приводи трансмісії мають у своєму складі зубчасті передачі 22 на осях валків, зчеплені зі зчепленими між собою зубчастими передачами 24 на осях 26, причому одна із осей 26 приєднана за допомогою скошеної зубчастої передачі 28 до осі 30. Осі 30 несуть зубчасті передачі 32, зчеплені з зубчастою передачею 34 на вхідній осі 20. Хоча це не показано, має бути зрозумілим, що як альтернатива до цього розміщення, проміжні приводи трансмісії можуть мати таку конфігурацію, щоб приводити в дію кожну пару робочих валків 14, 14 та 16, 16 за допомогою окремих вхідних осей 20. Лінійна вісь 36 простягається вздовж першої сторони А паралельно відносно лінії проходу P. Лінійна вісь безпосередньо прикріплена до двигуна 38, розміщеного на вхідному кінці стану, і приводиться ним у дію. Лінійна вісь 30 може бути безкінечною, але переважно вона розподілена на сегменти 36', з'єднані захватами 40. Кожен сегмент лінійної осі 36і приєднаний до вихідної осі 42 за допомогою скошеної зубчастої передачі 44. Вихідні осі 42 паралельні між собою і виступають збоку від лінійної осі у напрямі до лінії проходу. За хва ти 40 альтернативно можна регулювати, щоб механічно з'єднувати чи роз'єднувати відповідні сегменти лінійної осі. З'єднання 46 приєднують кожну ви хідну вісь 42 до відповідної вхідної осі 20. З'єднання можна відокремлювати, щоб прилаштувати видалення про 6 катних елементів до другої протилежної сторони "В" лінії проходу. Мережа колій 48 на стороні В укладена для того, щоб приймати і перевозити прокатні елементи, видалені з лінії проходу. Прокатний елемент показаний пунктирною лінією під цифрою 10' у видаленому з прокатної лінії положенні. Переважно прокатні елементи 10 однакові і таким чином їх можна легко замінити один на одного. Кожен прокатний елемент можна легко видалити з лінії проходу і замінити на напрямний пристрій. Напрямний пристрій може містити частину захисного футляра, як розкрито, наприклад, в [патенті США № 5 247 820]. У світлі згаданого раніше, тепер має бути зрозумілим спеціалістам даної галузі, що концепція модульного прокатного стану даного винаходу пропонує значні переваги перед звичайними блочними та модульними прокатними станами. Наприклад, здатність до швидкого видалення прокатних елементів з лінії проходу консервативно встановлює зменшення часу зупинки прокатного стану приблизно на 67%. Так, для типової операції прокату, описаної раніше, це може призвести до щорічного збільшення виробництва продукції на 18000тон/рік. Використання одиничної керованої лінійної осі і усунення дорогих елементів зубчастої передачі між лінійною віссю та двигуном прокатного стану дає можливість значно заощаджувати вкладення капіталу, а також потім зберігати кошти впродовж життя прокатного стану. Відносно технічного обслуговування важливо відзначити, що всі зубчасті передачі, осі і пов'язані з ними опори (підшипники) проміжних приводів трансмісії містяться в прокатних елементах 10, і таким чином доступні для періодичного технічного обслуговування, коли прокатні елементи видалені з лінії проходу прокатного стану, без необхідності переривати продовження операції прокатного стану. Подібним чином скошені зубчасті передачі 44 прокатних елементів у холостому ході можуть бути відокремлені від лінійної осі 36 і також піддані періодичному технічному обслуговуванню, в той час, як прокатний стан продовжує працювати. 7 84952 8 9 Комп’ютерна в ерстка В. Клюкін 84952 Підписне 10 Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюModular rolling mill
Автори англійськоюSHORE, T., Michael, Bowler Martyn A.
Назва патенту російськоюМодульный прокатный стан
Автори російськоюШор Т. Майкл, Боулер Мартин А.
МПК / Мітки
МПК: B21B 31/00, B21B 1/00, B21B 35/02
Мітки: прокатній, стан, модульний
Код посилання
<a href="https://ua.patents.su/5-84952-modulnijj-prokatnijj-stan.html" target="_blank" rel="follow" title="База патентів України">Модульний прокатний стан</a>
Прокатний стан з регулюванням валків по двох напрямках
Номер патенту: 66804
Опубліковано: 15.06.2004
Автори: Жао Лінжен, Женг Хонгжуан
МПК: B21B 31/16, B21B 13/14
Мітки: прокатній, регулюванням, стан, валків, двох, напрямках
Формула / Реферат:
1. Прокатний стан з регулюванням валків по двох напрямках для прокатки листа і штаби, який складається з таких основних елементів, як кліть стана, яка має форму рами (10), верхня система валків і нижня система валків, верхній люнет і нижній люнет, який відрізняється тим, що верхня і нижня системи валків сконструйовані таким чином, що мають вежоподібну конфігурацію, а рама, люнети і проміжний опорний механізм між рамою і люнетами прокатного...
Багатовалковий прокатний стан
Номер патенту: 2018
Опубліковано: 15.09.2003
Автор: Женг Хонгжуан
МПК: B21B 31/00
Мітки: стан, прокатній, багатовалковій
Формула / Реферат:
1. Прокатний стан, що містить кліть стана, верхню систему валків, нижню систему валків, причому до складу кожної з них входить робочий валок, та пристрій регулювання величини зазору між двома робочими валками, який відрізняється тим, що кожна з вищезгаданих систем валків включає кілька рядів зовнішніх опорних валків, розташованих з зовнішнього боку відповідного робочого валка, причому робочий валок і зовнішні опорні валки розміщені таким...
Прокатний стан, що містить супортні плити
Номер патенту: 80980
Опубліковано: 26.11.2007
Автори: Лаццаро Клаус, Раккель Харальд
МПК: B21B 31/00
Мітки: супортні, містить, плити, прокатній, стан
Формула / Реферат:
1. Прокатний стан, що містить на робочій стороні (BS) клітей (F1-Fi) рухомі перпендикулярно до осей валків супортні плити (2), які пристосовані для приймання блоків (4) робочих валків і які примикають до підлоги (7) цеху для підвезення і вивезення робочих валків (4), при цьому перед кожною з клітей (F1-Fi) на робочій стороні (BS) передбачені приямки (10), основа (11) яких пристосована для вивезення блоків (9) опорних валків, який...
Прокатний стан з регулюванням валків по двом напрямкам
Номер патенту: 66910
Опубліковано: 15.06.2004
Автори: Женг Хонгжуан, Жао Лінжен
МПК: B21B 29/00, B21B 1/22
Мітки: напрямкам, регулюванням, двом, стан, прокатній, валків
Формула / Реферат:
1. Прокатний стан для прокатки листа і штаби, що складається з рами стана (10), верхньої системи валків і нижньої системи валків, верхнього люнета і нижнього люнета та притискних пристроїв (9) для регулювання величини проміжку між валками, в якому згадані верхня і нижня системи валків виконані таким чином, що мають вежоподібну конфігурацію, який відрізняється тим, що один з люнетів складається з першого середнього люнета, перших бокових...
Спосіб експлуатації редукційно-розтяжного прокатного стана і редукційно-розтяжний прокатний стан
Номер патенту: 72613
Опубліковано: 15.03.2005
Автор: Пеле Ханс Йоахім
МПК: B21B 37/78, B21B 17/00
Мітки: спосіб, стан, прокатного, редукційно-розтяжний, редукційно-розтяжного, стана, прокатній, експлуатації
Формула / Реферат:
1. Спосіб експлуатації редукційно-розтяжного прокатного стана (1) для прокатки труби (2) кінцевої довжини (L), що містить, щонайменше, дві прокатні кліті (3a, 3b, 3c, 3d, 3a', 3b', 3c', 3d', …), які розташовані одна за одною в напрямі (R) подачі труби (2), причому в кожній прокатній кліті (3a, 3b, 3c, 3d, 3a', 3b', 3c', 3d', …) розташовані щонайменше два взаємодіючі між...
Попередній патент: Модуль для будівельних колон і збірна будівельна колона
Наступний патент: Вантажопідйомний електромагніт
Випадковий патент: Електроліт для пасивації срібла та срібних покриттів