Фідер скловарної печі
Номер патенту: 9183
Опубліковано: 15.09.2005
Автори: Вахрін Володимир Вікторович, Гаврилюк Микола Семенович
Формула / Реферат
1. Фідер скловарної печі, що містить нижню стінку, бокові стінки, верхню стінку, топковий простір, пальники, дуттєвий пристрій для роздмухування струменя розплаву, вставку для формування струменя розплаву і подачі його на виготовлення штапельного волокна, який відрізняється тим, що вставка закріплена в нижній стінці фідера печі з можливістю виходу її в навколишнє середовище як через нижню стінку фідера печі, так і через верхню, і виконана у вигляді чотирьох концентрично змонтованих одна в одній трубок з можливістю створення між їх поверхнями кільцевих зазорів з рівновіддаленими поверхнями, при цьому зовнішня трубка вставки заглушена зверху заглушкою, а друга трубка, яка концентрично змонтована всередині зовнішньої трубки, з’єднується з топковим простором фідера печі патрубками, закріпленими в зовнішній трубці та в другій трубці з можливістю створення нероз'ємного з’єднання між ними та подачі в кільцевій зазор між другою і третьою трубками розплаву, а зовнішня трубка має отвори, що з’єднують кільцевий зазор між зовнішньою і другою трубками з топковим простором фідера печі, при цьому в порожнину другої трубки концентрично вмонтована третя трубка, яка нероз'ємно з’єднана з заглушкою та має зверху отвори, що з’єднують простір третьої трубки з топковим простором фідера печі, а в порожнині третьої трубки концентрично змонтована четверта трубка з можливістю створення кільцевого зазору між поверхнями третьої та четвертої трубок, четверта трубка, яка змонтована з можливістю виходу з вставки як зверху, так і знизу, нероз’ємно з’єднана з заглушкою і з трубкою подачі високошвидкісного енергоносія, при цьому нижній кінець вставки змонтований з можливістю входу в отвір дуттєвого пристрою нижче рівня каналу виходу високошвидкісного енергоносія дуттєвого пристрою.
2. Фідер скловарної печі за п. 1, який відрізняються тим, що відношення площі поперечного перерізу зазору між другою та третьою трубками до площі поперечного перерізу інших кільцевих зазорів складає 1:3.
Текст
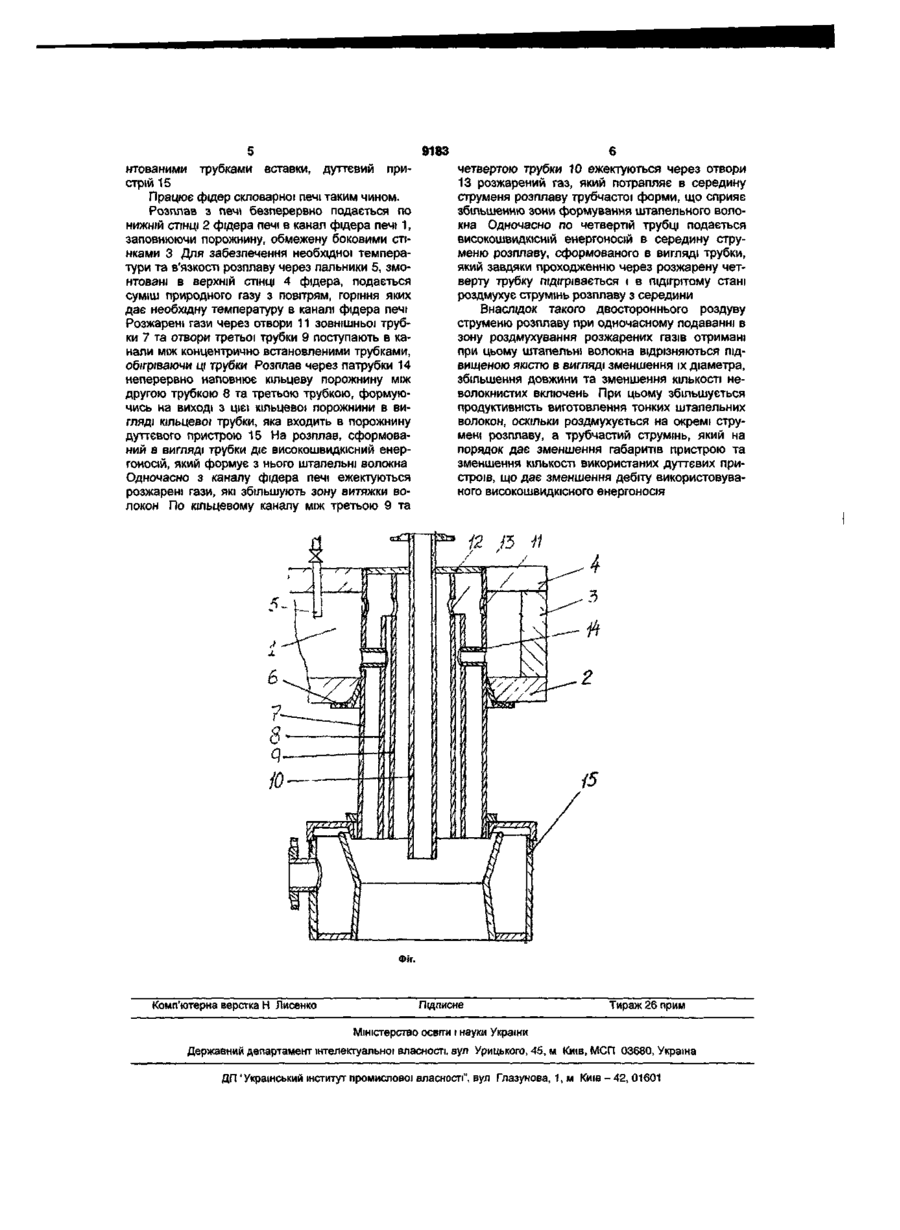
1. Фідер скловарної печі, що містить нижню стінку, бокові стінки, верхню стінку, топковий простір, пальники, дуттєвий пристрій для роздмухування струменя розплаву, вставку для формування струменя розплаву і подачі його на виготовлення штапельного волокна, який відрізняється тим, що вставка закріплена в нижній стінці фідера печі з можливістю виходу її в навколишнє середовище як через нижню стінку фідера печі, так і через верхню, і виконана у вигляді чотирьох концентрично змонтованих одна в одній трубок з можливістю створення між їх поверхнями кільцевих зазорів з рівновіддаленими поверхнями, при цьому зовнішня трубка вставки заглушена зверху заглушкою, а друга трубка, яка концентрично змонтована всередині зовнішньої трубки, з'єднується з топковим простором фідера печі патрубками, закріпленими в зовнішній трубці та в другій трубці з можливістю створення нероз'емного з'єднання між ними та подачі в кільцевій зазор між другою і третьою трубками розплаву, а зовнішня трубка має отвори, що з'єднують кільцевий зазор між зовнішньою і другою трубками з топковим простором фідера печі, при цьому в порожнину другої трубки концентрично вмонтована третя трубка, яка нероз'ємно з'єднана з заглушкою та має зверху отвори, що з'єднують простір третьої трубки з топковим простором фідера печі, а в порожнині третьої трубки концентрично змонтована четверта трубка з можливістю створення кільцевого зазору між поверхнями третьої та четвертої трубок, четверта трубка, яка змонтована з можливістю виходу з вставки як зверху, так і знизу, нероз'ємно з'єднана з заглушкою і з трубкою подачі високошвидкісного енергоносія, при цьому нижній кінець вставки змонтований з можливістю входу в отвір дуттєвого пристрою нижче рівня каналу виходу високошвидкісного енергоносія дуттєвого пристрою. 2. Фідер скловарної печі за п. і , який відрізняються тим, що відношення площі поперечного перерізу зазору між другою та третьою трубками до площі поперечного перерізу інших кільцевих зазорів складає 1:3. СО 00 5> Корисна модель відноситься до галузі виготовлення штапельних волокон із розплавів термопластичних матеріалів і може бути використана на підприємствах промисловості будівельних матеріалів, в хімічній промисловості, металургії та інших галузях, в яких виготовляються штапельні волокна із термопластичних розплавів. Відомий фідер скловарної печі [А. С. СРСР №937366, С03В37/09, 1982]. Вставка такого фідера виконана в вигляді вертикальної трубки, стінки якої входять в порожнину фідера вище дзеркала розплаву та забезпечена вертикальними трубками малого діаметра, які в верхній частині сполучені на рівні дзеркала розплаву та сполучені знизу з зовнішнім середовищем горизонтальними каналами з можливістю проходу розплавів. Площина перерізу горизонтальних каналів виконана меншою площини перерізу вертикальних трубок, що дає змогу газам топочного простору обігрівати розплав, який подається на виробку. Такий пристрій не потребує додаткового використання тепла для підтримання необхідної температури розплаву. Це дає змогу упростити обслуговування фідера в процесі виробки волокон. Недоліком цього пристрою є те, що в зоні роздмухування струменю розплаву високошвидкісним енергоносієм розплав швидко охолоджується, що не дає змоги повністю перетворити розплав в штапельні волокна. В результаті діа 9183 метр та довжина волокон не задовольняє потреб практики сьогодення, як і появляємі неволокнисті включення. Найбільш близьким за технічною сутністю та досягаємими результатами є фідер скловарної печі [А. С. СРСР №1021662, С03В37/09, 1983]. Він включає виробний канал, вставку, стінки фідера печі, в нижній з яких закріплена вставка з виходом її в топковий простір фідера, яка забезпечена кишенями, які з'єднують топковий простір з навколишнім середовищем. Такий фідер дає змогу обігрівати розплав через стінки вставки, що забезпечує повільність охолодження розплаву. Недоліком такого фідера є те, що при теплопередачі через стінки вставки тепла значна частина тепла затрачується не ефективно. В результаті цього якість виробляємих волокон залишається незадовільною, що значно обмежує сферу використання таких волокон. Тому актуальною стає потреба вдосконалення пристроїв для виготовлення волокон та зменшення затрат на їх обслуговування. В основу запропонованої корисної моделі поставлена задача створення такого фідера скловарної печі, вставка якого дає можливість безпосереднього обігріву розплаву і в зоні роздмухування струменю, температура якого близька до термопластичного стану його за в'язкістю, що дає змогу підвищити якість виготовляємих штапельних волокон та збільшити продуктивність їх виготовлення. Поставлена задача досягнута за рахунок того, що фідер печі, який включає нижню стінку, бокові стінки, верхню стінку, топковий простір, пальники, дуттєвий пристрій для роздмухування струменю розплаву, вставку, яка закріплена в нижній стінці фідера печі з можливістю виходу її в навколишнє середовище, як через нижню так і через верхню стінки і виконану в вигляді чотирьох концентрично змонтованих одна в другій трубок з можливістю створення між їх поверхнями пільцевих зазорів з рівно віддаленими поверхнями кілець. Зовнішня трубка вставки заглушена зверху заглушкою, а друга трубка, концентрично змонтована всередині простору зовнішньої трубки, з'єднається з топковим простором фідера печі патрубками, закріпленими як в зовнішній, та і внутрішній трубах, з можливістю створення нероз'ємного з'єднання між ними та подачі в кільцевий зазор між другою та третьою трубками розплаву, а зовнішня трубка забезпечена отворами, що з'єднують кільцевий зазор між зовнішньою та другою трубками з топковим простором фідера печі. В порожнину другої трубки концентрично вмонтована третя трубка, нероз'ємно з'єднана з заглушкою та забезпечена зверху отворами, що з'єднують простір третьої трубки з топковим простором фідера печі, а в порожнину третьої концентрично змонтована четверта трубка з можливістю створення кільцевого зазору між ними, при цьому четверта трубка змонтована з можливістю виходу її з вставки як зверху, так і знизу, яка нероз'ємно з'єднана з заглушкою, через яку вона з'єднується з навколишнім середовищем і з патрубком подачі високо швидкісного енергоносія, при цьому нижній кінець четвертої трубки змонтований з можливістю входу в отвір дуттєвого пристрою нижче каналу виходу високошвидкісного енергоносія дуттєвого пристрою, а зазор між другою та третьою вставками відрізняється тим, що відноситься до інших кільцевих зазорів як 1:3 за площами. Виконання вставки в вигляді концентрично змонтованих трубок, вставлених одна в одну з можливістю створення кільцевих зазорів, середній з яких сполучений з розплавом, який формується в вигляді струменя трубчатої форми дає змогу обігріву розплаву при його переміщенні в зону роздмухування, а через канали між зовнішньою та другою трубками розжарені гази енжектуються в зону роздува, які переміщаються по каналу між третьою та четвертою трубками, що значно збільшує зону формування штапельного волокна. Тому дає змогу збільшити довжину витягуваних штапельних волокон при одночасному зменшенні діаметра та зменшити кількість неволокнистих включень. Виконання каналу подачі розплаву на роздмухування в вигляді кільцевого в січенні дає змогу на порядок збільшити продуктивність виготовлення штапельних волокон. Подача через четверту трубу високошвидкісного енергоносія дає змогу одночасного роздмухування струменю розплаву, сформованого в вигляді трубки, як з зовнішньої, так і з внутрішньої сторони енергоносієм, температура якого близька до температури термопластичності витягуваних волокон. Завдяки цьому з'являється змога суттєвого зменшення діаметра штапельного волокна та збільшення його довжини. Виконання зазору між другою та третьою трубками, по якому подається розплав, по відношенню до двох останніх, по яким проводять ежектуємі розжарені гази в зону роздмухування, виконано рівним 1:3, що дає змогу суттєво збільшити зону виготовлення штапельного волокна, що сприяє підвищенню якості виготавляємого волокна при зменшенні його собівартості за рахунок незмінних затрат енергоносія на виготовлення волокна, головним з яких є тепло, затрачене на розплав та його роздмухування. Фідер скловарної печі представлено на Фіг. в розрізі. Фідер скловарної печі включає канал фідера печі 1, нижню стінку 2 фідера печі, бокові стінки З фідера печі, верхню стінку 4, пальники 5 змонтовані в верхній стінці, вставку 6, змонтовану в нижній стінці фідера печі з можливістю виходу її через верхню стінку в навколишнє середовище, зовнішню трубку 7 вставки, другу трубку 8, концентрично змонтовану в порожнині зовнішньої трубки, третю трубку 9, концентрично змонтовану в порожнині другої вставки, четверту трубку 10, концентрично змонтовану в порожнині третьої трубки вставки, отвір зовнішньої трубки 11, що з'єднує її порожнину з топковим простором фідера печі, заглушку 12 вставки, отвори третьої трубки 13, які дають змогу розжарених газів з топкового простору фідера в кільцевий канал між трубками, і які з'єднують патрубки 14, які сполучають розплав каналу фідера печі з кільцевим каналом між другою і третьою концентрично змо 9183 нтованими трубками вставки, дуттєвий пристрій 15 Працює фідер скловарної печі таким чином. Розплав з печі безперервно подається по нижній СТІНЦІ 2 фідера печі в канал фідера печі 1, заповнюючи порожнину, обмежену боковими стінками 3 Для забезпечення необхідної температури та в'язкості розплаву через пальники 5, змонтовані в верхній СТІНЦІ 4 фідера, подається суміш природного газу з повітрям, горіння яких дає необхідну температуру в каналі фідера печі Розжарені гази через отвори 11 зовнішньої трубки 7 та отвори третьої трубки 9 поступають в канали між концентрично встановленими трубками, обігріваючи ці трубки Розплав через патрубки 14 неперервно наповнює кільцеву порожнину між другою трубкою 8 та третьою трубкою, формуючись на виході з цієї кільцевої порожнини в вигляді кільцевої трубки, яка входить в порожнину дуттєвого пристрою 15 На розплав, сформований в вигляді трубки діє високошвидкісний енергоносій, який формує з нього штапельні волокна Одночасно з каналу фідера печі ежектуються розжарені гази, які збільшують зону витяжки волокон По кільцевому каналу між третьою 9 та четвертою трубки 10 ежектуються через отвори 13 розжарений газ, який потрапляє в середину струменя розплаву трубчастої форми, що сприяє збільшенню зони формування штапельного волокна Одночасно по четвертій трубці подається високошвидкюній енергоносій в середину струменю розплаву, сформованого в вигляді трубки, який завдяки проходженню через розжарену четверту трубку підігрівається і в підігрітому стані роздмухує струмінь розплаву з середини Внаслідок такого двостороннього роздуву струменю розплаву при одночасному подаванні в зону роздмухування розжарених газів отримані при цьому штапельні волокна відрізняються підвищеною якістю в вілгпящ зменшення їх діаметра, збільшення довжини та зменшення КІЛЬКОСТІ неволокнистих включень При цьому збільшується продуктивність виготовлення тонких штапельних волокон, оскільки роздмухується на окремі струмені розплаву, а трубчастий струмінь, який на порядок дає зменшення габаритів пристрою та зменшення КІЛЬКОСТІ використаних дуттєвих пристроїв, що дає зменшення дебіту використовуваного високошвидкісного енергоносія Фіг. Комп'ютерна верстка Н Лисенко Підписне Тираж 26 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул Урицького, 45, м Київ, МСП 03680, Україна ДП 'Український інститут промислової власності", вул Глазунова, 1, м Київ - 4 2 , 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюA glass-melting furnace feeder
Автори англійськоюHavryliuk Mykola Semenovych
Назва патенту російськоюФидер стекловаренной печи
Автори російськоюГаврилюк Николай Семенович
МПК / Мітки
МПК: C03B 37/09
Мітки: печі, скловарної, фідер
Код посилання
<a href="https://ua.patents.su/4-9183-fider-sklovarno-pechi.html" target="_blank" rel="follow" title="База патентів України">Фідер скловарної печі</a>
Фідер скловарної печі

Номер патенту: 59832
Опубліковано: 15.09.2003
Автори: Гаврилюк Микола Семенович, Гаврилюк Володимир Петрович, Мазур В'ячеслав Валерійович, Мазур Валерій Леонідович
МПК: C03B 37/09
Мітки: фідер, печі, скловарної
Формула / Реферат:
Фідер скловарної печі, що включає канал, днище фідера, склепіння, пальники, вставку, вмонтовану в днищі фідера та забезпечену струмопідводами, пристрій для дуття, патрубок подачі високошвидкісного енергоносія, щілину його виходу в зону роздування, який відрізняється тим, що корпус вставки забезпечений вертикальним циліндричним каналом, в який концентрично вмонтована внутрішня труба, яка виходить своїм верхнім вінцем вище дзеркала розплаву та...
Фідер скловарної печі

Номер патенту: 59617
Опубліковано: 15.09.2003
Автори: Гаврилюк Микола Семенович, Гаврилюк Володимир Петрович, Мазур В'ячеслав Валерійович, Мазур Валерій Леонідович
МПК: C03B 37/09
Мітки: скловарної, печі, фідер
Формула / Реферат:
Фідер скловарної печі, який включає канал, дно, виробничий отвір, пальники в склепінні фідера, вставку, вмонтовану в дно фідера, який відрізняється тим, що вставка вмонтована перед виробничим отвором в дно фідера по ходу переміщення розплаву на виробку і виконана в вигляді ковпака, верхня площина якого змонтована в дні фідера на рівні площини дна, в якій закріплена трубка вставки співвісно порожнині ковпака вставки, при цьому труба вставки...
Фідер скловарної печі

Номер патенту: 61401
Опубліковано: 17.11.2003
Автори: Мазур Валерій Леонідович, Гаврилюк Микола Семенович, Гаврилюк Володимир Петрович, Мазур В'ячеслав Валерійович
МПК: C03B 37/09
Мітки: скловарної, печі, фідер
Формула / Реферат:
Фідер скловарної печі, який включає канал вироблення, днище фідера, склепіння, бокові стінки, пальники, вставку, пристрій дуття, патрубок підводу енергоносія, щілину виходу енергоносія пристрою дуття, вставку, який відрізняється тим, що вставка виконана в вигляді концентрично змонтованих труб, зовнішня з яких входить в канал фідера нижче дзеркала розплаву, а внутрішня входить в топковий простір фідера вище рівня дзеркала розплаву, при цьому...
Фідер скловарної печі

Номер патенту: 54138
Опубліковано: 17.02.2003
Автори: Гаврилюк Микола Семенович, Мазур В'ячеслав Валерійович, Гаврилюк Володимир Петрович, Мазур Валерій Леонідович
МПК: C03B 37/09
Мітки: печі, фідер, скловарної
Формула / Реферат:
Фідер скловарної печі, який включає канал фідера, дно фідера з отвором подачі розплаву на виробку, склепіння каналу фідера, пальники в склепінні каналу фідера, який відрізняється тим, що дно фідера додатково забезпечено вставкою, змонтованою перед отвором подачі розплаву на виробку по ходу подання розплаву на виробку і виконаною в вигляді труби, забезпеченої в нижній частині, яка виходить з каналу фідера в навколишнє середовище патрубком...
Фідер скловарної печі
Номер патенту: 7178
Опубліковано: 15.06.2005
Автори: Сергєєв Володимир Петрович, Мягков Вячеслав Олександрович, Бочарова Ірина Миколаївна, Кліпов Валерій Дмитрович, Божко Василь Іванович, Горбачов Григорій Федорович, Рибалка Євген Олексійович, Ященко Ольга Михайлівна, Лемешко Валерій Лаврентійович
МПК: C03B 37/09
Мітки: фідер, скловарної, печі
Формула / Реферат:
Фідер скловарної печі, що включає канал, вставку в його дні, виконану з трубчастою порожниною, стінки якої входять в топковий простір фідера, який відрізняється тим, що трубчаста порожнина вставки розділена горизонтальною перегородкою на дві взаємно ізольовані верхню та нижню камери, при цьому верхня ізольована камера має кишеню, установлену з зазорами відносно бокових стінок вставки і горизонтальної перегородки і з'єднану з топковим...
Попередній патент: Спосіб виявлення віддалених атак на інформаційну систему
Наступний патент: Спосіб визначення лінії рівних амплітуд коливань
Випадковий патент: Система картографії маршрутів руху для залізничного транспорту