Спосіб настроювання зусилля преса з шарнірно-важільним механізмом затиску
Номер патенту: 92249
Опубліковано: 11.10.2010
Автори: Стрелковська Людмила Іванівна, Старков Микола Володимирович
Формула / Реферат
Спосіб настроювання зусилля преса з шарнірно-важільним механізмом затиску, що полягає у зміні відстані між притискними поверхнями преса зі збільшенням зусилля затиску до досягнення максимального значення наприкінці ходу приводу при спрямленому положенні важелів, який відрізняється тим, що збільшення зусилля затиску здійснюють поетапно від нульового до максимального значення, а відстань між притискними поверхнями зменшують перед кожним затиском до такої найменшої, при якій спрямлене положення важелів ще зберігається, але при наступному її зменшенні візуально спостерігається різке зменшення ходу приводу та зміна спрямленого положення важелів на похиле.
Текст
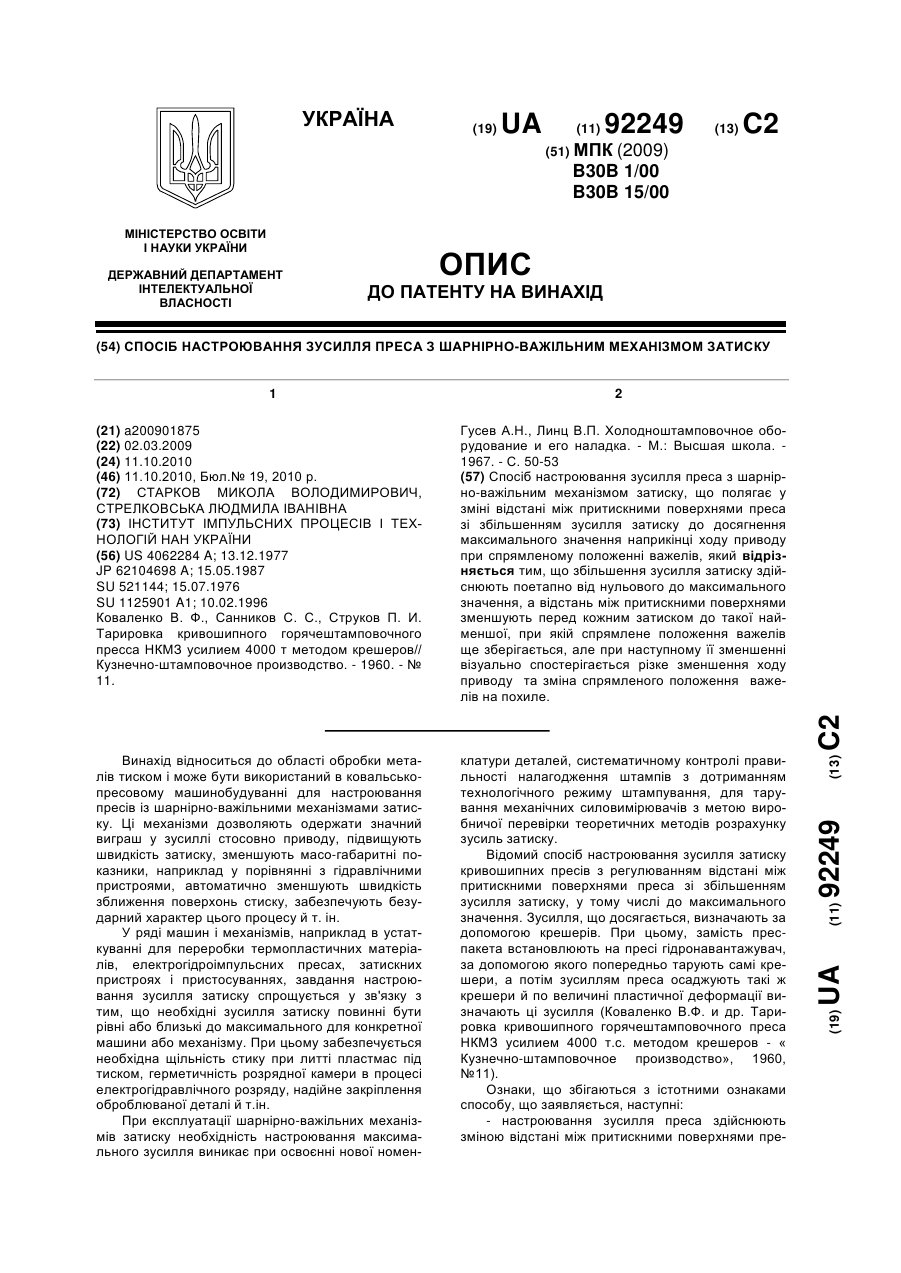
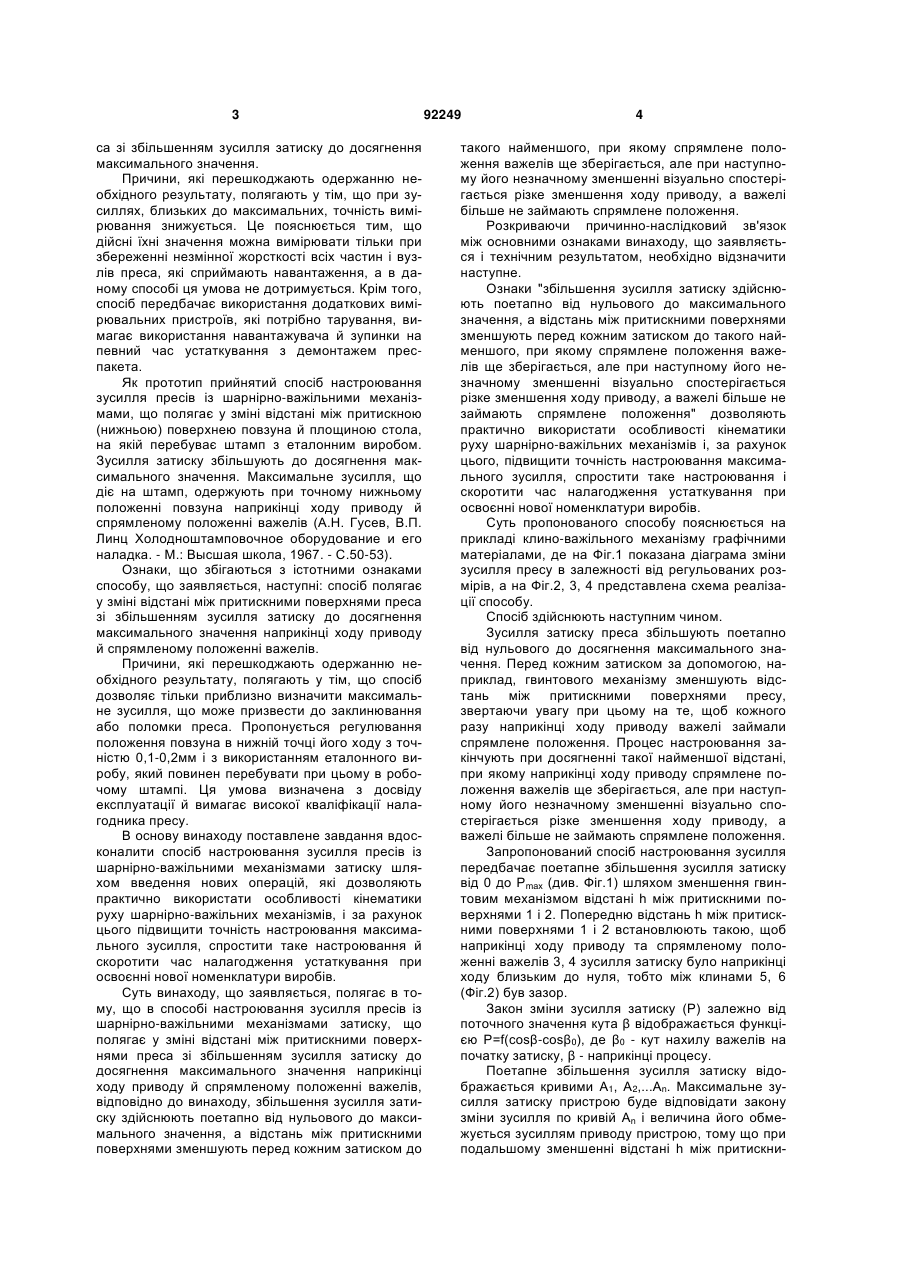
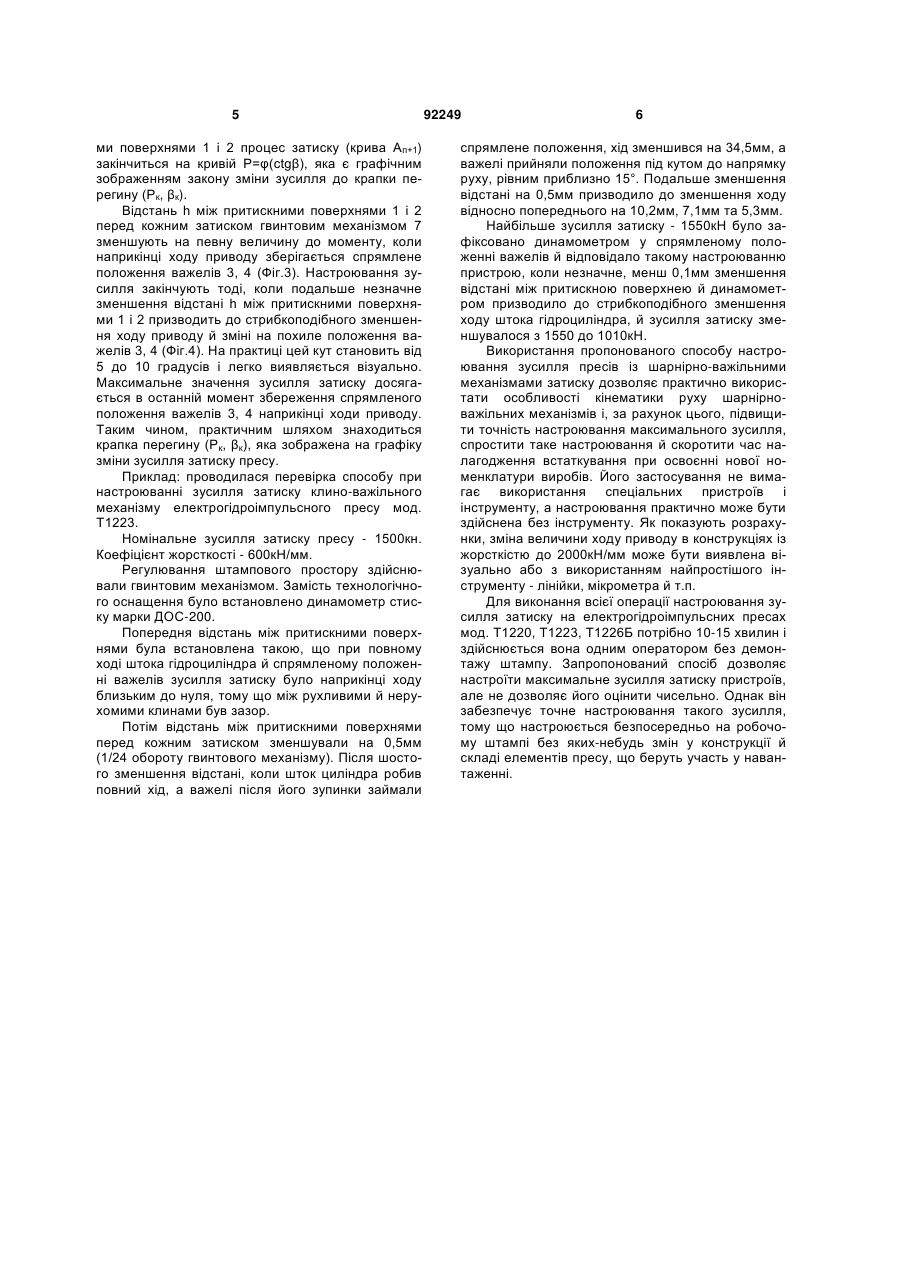
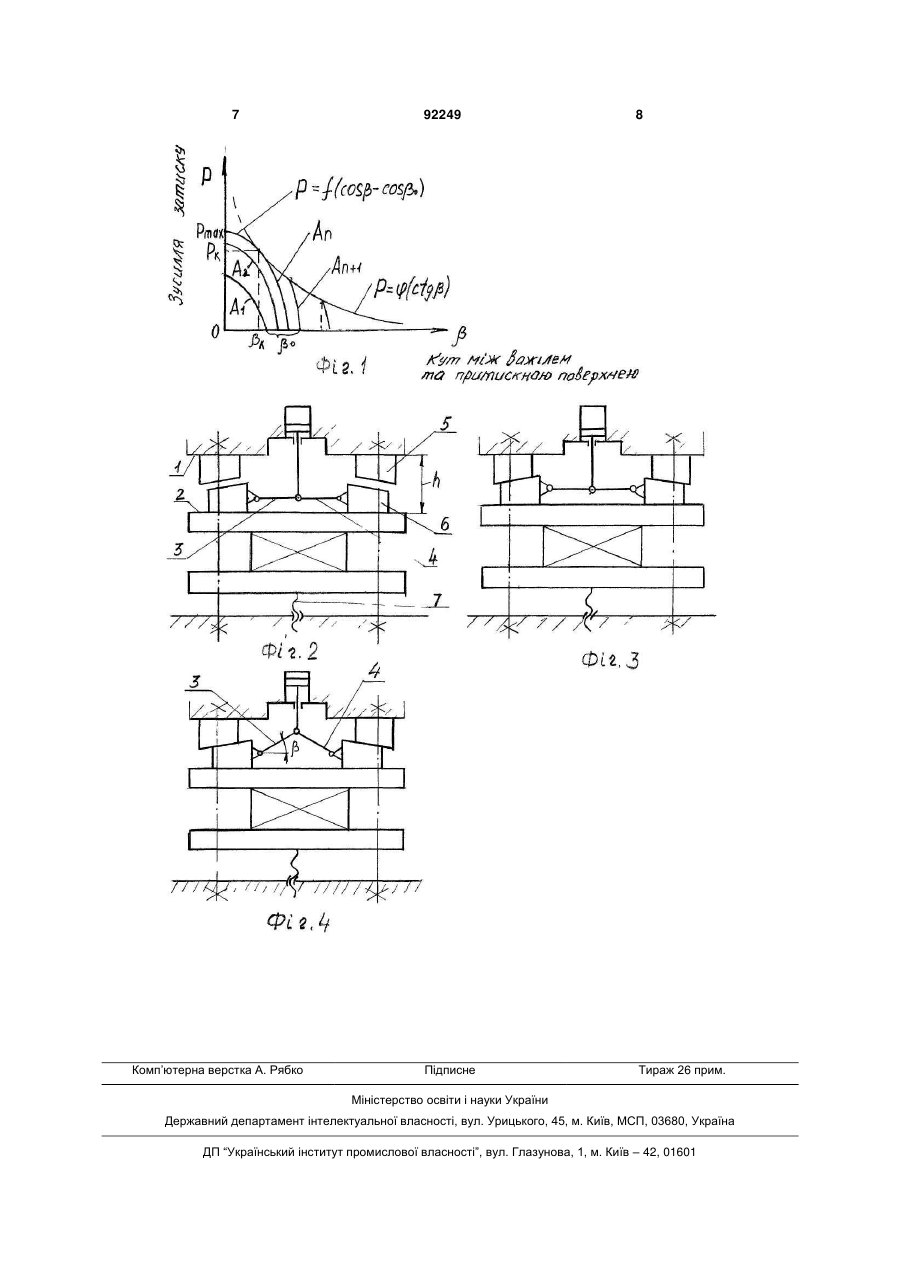
Спосіб настроювання зусилля преса з шарнірно-важільним механізмом затиску, що полягає у зміні відстані між притискними поверхнями преса зі збільшенням зусилля затиску до досягнення максимального значення наприкінці ходу приводу при спрямленому положенні важелів, який відрізняється тим, що збільшення зусилля затиску здійснюють поетапно від нульового до максимального значення, а відстань між притискними поверхнями зменшують перед кожним затиском до такої найменшої, при якій спрямлене положення важелів ще зберігається, але при наступному її зменшенні візуально спостерігається різке зменшення ходу приводу та зміна спрямленого положення важелів на похиле. Винахід відноситься до області обробки металів тиском і може бути використаний в ковальськопресовому машинобудуванні для настроювання пресів із шарнірно-важільними механізмами затиску. Ці механізми дозволяють одержати значний виграш у зусиллі стосовно приводу, підвищують швидкість затиску, зменшують масо-габаритні показники, наприклад у порівнянні з гідравлічними пристроями, автоматично зменшують швидкість зближення поверхонь стиску, забезпечують безударний характер цього процесу й т. ін. У ряді машин і механізмів, наприклад в устаткуванні для переробки термопластичних матеріалів, електрогідроімпульсних пресах, затискних пристроях і пристосуваннях, завдання настроювання зусилля затиску спрощується у зв'язку з тим, що необхідні зусилля затиску повинні бути рівні або близькі до максимального для конкретної машини або механізму. При цьому забезпечується необхідна щільність стику при литті пластмас під тиском, герметичність розрядної камери в процесі електрогідравлічного розряду, надійне закріплення оброблюваної деталі й т.ін. При експлуатації шарнірно-важільних механізмів затиску необхідність настроювання максимального зусилля виникає при освоєнні нової номен клатури деталей, систематичному контролі правильності налагодження штампів з дотриманням технологічного режиму штампування, для тарування механічних силовимірювачів з метою виробничої перевірки теоретичних методів розрахунку зусиль затиску. Відомий спосіб настроювання зусилля затиску кривошипних пресів з регулюванням відстані між притискними поверхнями преса зі збільшенням зусилля затиску, у тому числі до максимального значення. Зусилля, що досягається, визначають за допомогою крешерів. При цьому, замість преспакета встановлюють на пресі гідронавантажувач, за допомогою якого попередньо тарують самі крешери, а потім зусиллям преса осаджують такі ж крешери й по величині пластичної деформації визначають ці зусилля (Коваленко В.Ф. и др. Тарировка кривошипного горячештамповочного преса НКМЗ усилием 4000 т.с. методом крешеров - « Кузнечно-штамповочное производство», 1960, №11). Ознаки, що збігаються з істотними ознаками способу, що заявляється, наступні: - настроювання зусилля преса здійснюють зміною відстані між притискними поверхнями пре (19) UA (11) 92249 (13) C2 (21) a200901875 (22) 02.03.2009 (24) 11.10.2010 (46) 11.10.2010, Бюл.№ 19, 2010 р. (72) СТАРКОВ МИКОЛА ВОЛОДИМИРОВИЧ, СТРЕЛКОВСЬКА ЛЮДМИЛА ІВАНІВНА (73) ІНСТИТУТ ІМПУЛЬСНИХ ПРОЦЕСІВ І ТЕХНОЛОГІЙ НАН УКРАЇНИ (56) US 4062284 A; 13.12.1977 JP 62104698 A; 15.05.1987 SU 521144; 15.07.1976 SU 1125901 A1; 10.02.1996 Коваленко В. Ф., Санников С. С., Струков П. И. Тарировка кривошипного горячештамповочного пресcа НКМЗ усилием 4000 т методом крешеров// Кузнечно-штамповочное производство. - 1960. - № 11. 3 са зі збільшенням зусилля затиску до досягнення максимального значення. Причини, які перешкоджають одержанню необхідного результату, полягають у тім, що при зусиллях, близьких до максимальних, точність вимірювання знижується. Це пояснюється тим, що дійсні їхні значення можна вимірювати тільки при збереженні незмінної жорсткості всіх частин і вузлів преса, які сприймають навантаження, а в даному способі ця умова не дотримується. Крім того, спосіб передбачає використання додаткових вимірювальних пристроїв, які потрібно тарування, вимагає використання навантажувача й зупинки на певний час устаткування з демонтажем преспакета. Як прототип прийнятий спосіб настроювання зусилля пресів із шарнірно-важільними механізмами, що полягає у зміні відстані між притискною (нижньою) поверхнею повзуна й площиною стола, на якій перебуває штамп з еталонним виробом. Зусилля затиску збільшують до досягнення максимального значення. Максимальне зусилля, що діє на штамп, одержують при точному нижньому положенні повзуна наприкінці ходу приводу й спрямленому положенні важелів (А.Н. Гусев, В.П. Линц Холодноштамповочное оборудование и его наладка. - Μ.: Высшая школа, 1967. - С.50-53). Ознаки, що збігаються з істотними ознаками способу, що заявляється, наступні: спосіб полягає у зміні відстані між притискними поверхнями преса зі збільшенням зусилля затиску до досягнення максимального значення наприкінці ходу приводу й спрямленому положенні важелів. Причини, які перешкоджають одержанню необхідного результату, полягають у тім, що спосіб дозволяє тільки приблизно визначити максимальне зусилля, що може призвести до заклинювання або поломки преса. Пропонується регулювання положення повзуна в нижній точці його ходу з точністю 0,1-0,2мм і з використанням еталонного виробу, який повинен перебувати при цьому в робочому штампі. Ця умова визначена з досвіду експлуатації й вимагає високої кваліфікації налагодника пресу. В основу винаходу поставлене завдання вдосконалити спосіб настроювання зусилля пресів із шарнірно-важільними механізмами затиску шляхом введення нових операцій, які дозволяють практично використати особливості кінематики руху шарнірно-важільних механізмів, і за рахунок цього підвищити точність настроювання максимального зусилля, спростити таке настроювання й скоротити час налагодження устаткування при освоєнні нової номенклатури виробів. Суть винаходу, що заявляється, полягає в тому, що в способі настроювання зусилля пресів із шарнірно-важільними механізмами затиску, що полягає у зміні відстані між притискними поверхнями преса зі збільшенням зусилля затиску до досягнення максимального значення наприкінці ходу приводу й спрямленому положенні важелів, відповідно до винаходу, збільшення зусилля затиску здійснюють поетапно від нульового до максимального значення, а відстань між притискними поверхнями зменшують перед кожним затиском до 92249 4 такого найменшого, при якому спрямлене положення важелів ще зберігається, але при наступному його незначному зменшенні візуально спостерігається різке зменшення ходу приводу, а важелі більше не займають спрямлене положення. Розкриваючи причинно-наслідковий зв'язок між основними ознаками винаходу, що заявляється і технічним результатом, необхідно відзначити наступне. Ознаки "збільшення зусилля затиску здійснюють поетапно від нульового до максимального значення, а відстань між притискними поверхнями зменшують перед кожним затиском до такого найменшого, при якому спрямлене положення важелів ще зберігається, але при наступному його незначному зменшенні візуально спостерігається різке зменшення ходу приводу, а важелі більше не займають спрямлене положення" дозволяють практично використати особливості кінематики руху шарнірно-важільних механізмів і, за рахунок цього, підвищити точність настроювання максимального зусилля, спростити таке настроювання і скоротити час налагодження устаткування при освоєнні нової номенклатури виробів. Суть пропонованого способу пояснюється на прикладі клино-важільного механізму графічними матеріалами, де на Фіг.1 показана діаграма зміни зусилля пресу в залежності від регульованих розмірів, а на Фіг.2, 3, 4 представлена схема реалізації способу. Спосіб здійснюють наступним чином. Зусилля затиску преса збільшують поетапно від нульового до досягнення максимального значення. Перед кожним затиском за допомогою, наприклад, гвинтового механізму зменшують відстань між притискними поверхнями пресу, звертаючи увагу при цьому на те, щоб кожного разу наприкінці ходу приводу важелі займали спрямлене положення. Процес настроювання закінчують при досягненні такої найменшої відстані, при якому наприкінці ходу приводу спрямлене положення важелів ще зберігається, але при наступному його незначному зменшенні візуально спостерігається різке зменшення ходу приводу, а важелі більше не займають спрямлене положення. Запропонований спосіб настроювання зусилля передбачає поетапне збільшення зусилля затиску від 0 до Рmах (див. Фіг.1) шляхом зменшення гвинтовим механізмом відстані h між притискними поверхнями 1 і 2. Попередню відстань h між притискними поверхнями 1 і 2 встановлюють такою, щоб наприкінці ходу приводу та спрямленому положенні важелів 3, 4 зусилля затиску було наприкінці ходу близьким до нуля, тобто між клинами 5, 6 (Фіг.2) був зазор. Закон зміни зусилля затиску (Р) залежно від поточного значення кута β відображається функцією Р=f(cosβ-cosβ0), де β0 - кут нахилу важелів на початку затиску, β - наприкінці процесу. Поетапне збільшення зусилля затиску відображається кривими А1, А2,...Аn. Максимальне зусилля затиску пристрою буде відповідати закону зміни зусилля по кривій Аn і величина його обмежується зусиллям приводу пристрою, тому що при подальшому зменшенні відстані h між притискни 5 ми поверхнями 1 і 2 процес затиску (крива Ап+1) закінчиться на кривій P=φ(ctgβ), яка є графічним зображенням закону зміни зусилля до крапки перегину (Рк, βк). Відстань h між притискними поверхнями 1 і 2 перед кожним затиском гвинтовим механізмом 7 зменшують на певну величину до моменту, коли наприкінці ходу приводу зберігається спрямлене положення важелів 3, 4 (Фіг.3). Настроювання зусилля закінчують тоді, коли подальше незначне зменшення відстані h між притискними поверхнями 1 і 2 призводить до стрибкоподібного зменшення ходу приводу й зміні на похиле положення важелів 3, 4 (Фіг.4). На практиці цей кут становить від 5 до 10 градусів і легко виявляється візуально. Максимальне значення зусилля затиску досягається в останній момент збереження спрямленого положення важелів 3, 4 наприкінці ходи приводу. Таким чином, практичним шляхом знаходиться крапка перегину (Рк, βк), яка зображена на графіку зміни зусилля затиску пресу. Приклад: проводилася перевірка способу при настроюванні зусилля затиску клино-важільного механізму електрогідроімпульсного пресу мод. Т1223. Номінальне зусилля затиску пресу - 1500кн. Коефіцієнт жорсткості - 600кН/мм. Регулювання штампового простору здійснювали гвинтовим механізмом. Замість технологічного оснащення було встановлено динамометр стиску марки ДОС-200. Попередня відстань між притискними поверхнями була встановлена такою, що при повному ході штока гідроциліндра й спрямленому положенні важелів зусилля затиску було наприкінці ходу близьким до нуля, тому що між рухливими й нерухомими клинами був зазор. Потім відстань між притискними поверхнями перед кожним затиском зменшували на 0,5мм (1/24 обороту гвинтового механізму). Після шостого зменшення відстані, коли шток циліндра робив повний хід, а важелі після його зупинки займали 92249 6 спрямлене положення, хід зменшився на 34,5мм, а важелі прийняли положення під кутом до напрямку руху, рівним приблизно 15°. Подальше зменшення відстані на 0,5мм призводило до зменшення ходу відносно попереднього на 10,2мм, 7,1мм та 5,3мм. Найбільше зусилля затиску - 1550кН було зафіксовано динамометром у спрямленому положенні важелів й відповідало такому настроюванню пристрою, коли незначне, менш 0,1мм зменшення відстані між притискною поверхнею й динамометром призводило до стрибкоподібного зменшення ходу штока гідроциліндра, й зусилля затиску зменшувалося з 1550 до 1010кН. Використання пропонованого способу настроювання зусилля пресів із шарнірно-важільними механізмами затиску дозволяє практично використати особливості кінематики руху шарнірноважільних механізмів і, за рахунок цього, підвищити точність настроювання максимального зусилля, спростити таке настроювання й скоротити час налагодження встаткування при освоєнні нової номенклатури виробів. Його застосування не вимагає використання спеціальних пристроїв і інструменту, а настроювання практично може бути здійснена без інструменту. Як показують розрахунки, зміна величини ходу приводу в конструкціях із жорсткістю до 2000кН/мм може бути виявлена візуально або з використанням найпростішого інструменту - лінійки, мікрометра й т.п. Для виконання всієї операції настроювання зусилля затиску на електрогідроімпульсних пресах мод. Τ1220, Τ1223, Т1226Б потрібно 10-15 хвилин і здійснюється вона одним оператором без демонтажу штампу. Запропонований спосіб дозволяє настроїти максимальне зусилля затиску пристроїв, але не дозволяє його оцінити чисельно. Однак він забезпечує точне настроювання такого зусилля, тому що настроюється безпосередньо на робочому штампі без яких-небудь змін у конструкції й складі елементів пресу, що беруть участь у навантаженні. 7 Комп’ютерна верстка А. Рябко 92249 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for adjustment of press effort with hinge-lever clamping mechanism
Автори англійськоюStarkov Mykola Volodymyrovych, Strelkovska Liudmyla Ivanivna
Назва патенту російськоюСпособ настройки усилия пресса с шарнирно-рычажным механизмом зажима
Автори російськоюСтарков Николай Владимирович, Стрелковская Людмила Ивановна
МПК / Мітки
МПК: B30B 1/00, B30B 15/00
Мітки: спосіб, настроювання, зусилля, преса, шарнірно-важільним, затиску, механізмом
Код посилання
<a href="https://ua.patents.su/4-92249-sposib-nastroyuvannya-zusillya-presa-z-sharnirno-vazhilnim-mekhanizmom-zatisku.html" target="_blank" rel="follow" title="База патентів України">Спосіб настроювання зусилля преса з шарнірно-важільним механізмом затиску</a>
Спосіб підвищення зусилля гідравлічного преса
Номер патенту: 51508
Опубліковано: 26.07.2010
Автор: Корчак Олена Сергіївна
МПК: B21B 15/00
Мітки: спосіб, гідравлічного, підвищення, преса, зусилля
Формула / Реферат:
Спосіб підвищення зусилля гідравлічного преса збереженням загального компонування базових деталей, зіставлянням значень еквівалентних напруг на внутрішній поверхні циліндра при підвищенні зусилля преса шляхом збільшення тиску робочої рідини і внутрішнього діаметра при прийнятті як узагальненого параметра зусилля робочого циліндра, який відрізняється тим, що враховується зростання напруг в направляючих колонах преса, особливо в межах гранично...
Пристрій для затиску фільтрувальних плит фільтр-преса
Номер патенту: 34554
Опубліковано: 15.03.2001
Автори: Саєнко Віталій Григорович, Свідерський Євген Едуардович
МПК: B01D 25/12
Мітки: пристрій, фільтр-преса, затиску, плит, фільтрувальних
Формула / Реферат:
Пристрій для затиску фільтрувальних плит фільтрпреса, який складається з плунжерних гідроциліндрів змикання, гідроциліндрів фіксації і плунжерних гідроциліндрів затиску, який відрізняється тим, що застосовані плунжерні гідроциліндри затиску рівномірно розташовані між верхньою і нижньою половинами нажимної плити.
Спосіб підвищення зусилля ступенів трициліндрового гідравлічного преса

Номер патенту: 48860
Опубліковано: 12.04.2010
Автор: Корчак Олена Сергіївна
МПК: B21B 15/00
Мітки: трициліндрового, преса, зусилля, гідравлічного, підвищення, спосіб, ступенів
Формула / Реферат:
Спосіб підвищення зусилля ступенів трициліндрового гідравлічного преса шляхом підведення рідини високого тиску від акумулятора і рідини підвищеного тиску від проміжного мультиплікатора та її витрати для забезпечення здійснення технологічного процесу, який відрізняється тим, що підвищується зусилля центрального циліндра шляхом збільшення поперечної площі його внутрішньої порожнини згідно з залежністю Sc=k·S, де S, Sc - вихідна та збільшена...
Спосіб збільшення кількості ступенів гідравлічного преса та їх зусилля
Номер патенту: 48918
Опубліковано: 12.04.2010
Автор: Корчак Олена Сергіївна
МПК: B21B 15/00
Мітки: зусилля, преса, ступенів, гідравлічного, спосіб, кількості, збільшення
Формула / Реферат:
Спосіб збільшення кількості ступенів гідравлічного преса та їх зусилля, що включає підведення рідини високого тиску від акумулятора і рідини підвищеного тиску від проміжного мультиплікатора та її витрату для забезпечення здійснення технологічного процесу, який відрізняється тим, що при роботі на найвищому ступені зусиль, коли задіяні всі три циліндри, робоча рідина до циліндрів підводиться з можливістю отримання різних тисків в центральному...
Регулятор зусилля гідравлічного преса

Номер патенту: 19831
Опубліковано: 15.01.2007
Автори: Устінов Володимир Єгорович, Єрьомкін Євген Анатолійович, Бочанов Павло Анатолійович
МПК: B30B 15/16
Мітки: зусилля, регулятор, преса, гідравлічного
Формула / Реферат:
Регулятор зусилля гідравлічного преса, що містить гідроциліндр робоча порожнина якого через гідророзподільник, що містить напірний та запірний клапани із сервоциліндром, з'єднана з насосно-акумуляторною станцією, який відрізняється тим, що регулятор додатково обладнано електронним блоком керування сервоприводом і пристроєм фіксування рухомої поперечини в екстреному випадку, виконаному за допомогою двох золотників із приводом від...
Попередній патент: Спосіб узагальненого розміщення даних з урахуванням модифікаційності структури сховища
Наступний патент: Спосіб одержання багатошарових капсул
Випадковий патент: Дигідрат середнього ортофосфату кобальту як пігмент фіолетового кольору