Спосіб з’єднання плакованих матеріалів
Номер патенту: 9225
Опубліковано: 30.09.1996
Автори: Никітін Герман Вікторович, Борченко Дмитро Миколайович, Воробйов Олексій Валентинович, Малашко Анатолій Онисимович, Малкін Василь Беркович, Дудко Данил Андрійович, Мечов Валерій Сергійович
Формула / Реферат
1. Способ соединения плакированных материалов, при котором перед сваркой часть плакирующего покрытия, примыкающего к сварному шву, удаляют, отличающийся тем, что, с целью повышения качества сварки и производительности при использовании плакирующего слоя из материала с более низкой температурой плавления, чем у основного материала, кромки основного материала, свободные от покрытия, отгибают, собирают до соприкосновения боковых поверхностей основного материала и материала покрытия и сваривают одновременно одним источником нагрева.
2. Способ по п. 1, отличающийся тем, что, с целью получения сварного соединения при использовании в качестве плакирующего слоя неметаллов, осуществляют сжатие кромок в местах соприкосновения боковых поверхностей плакирующего слоя.
3. Способ по пп. 1 и 2, отличающийся тем, что, с целью исключения избыточного теплового воздействия при плазменной и газовой сварке, экранируют участок плакирующего слоя, примыкающий к околошовной зоне сварки.
Текст
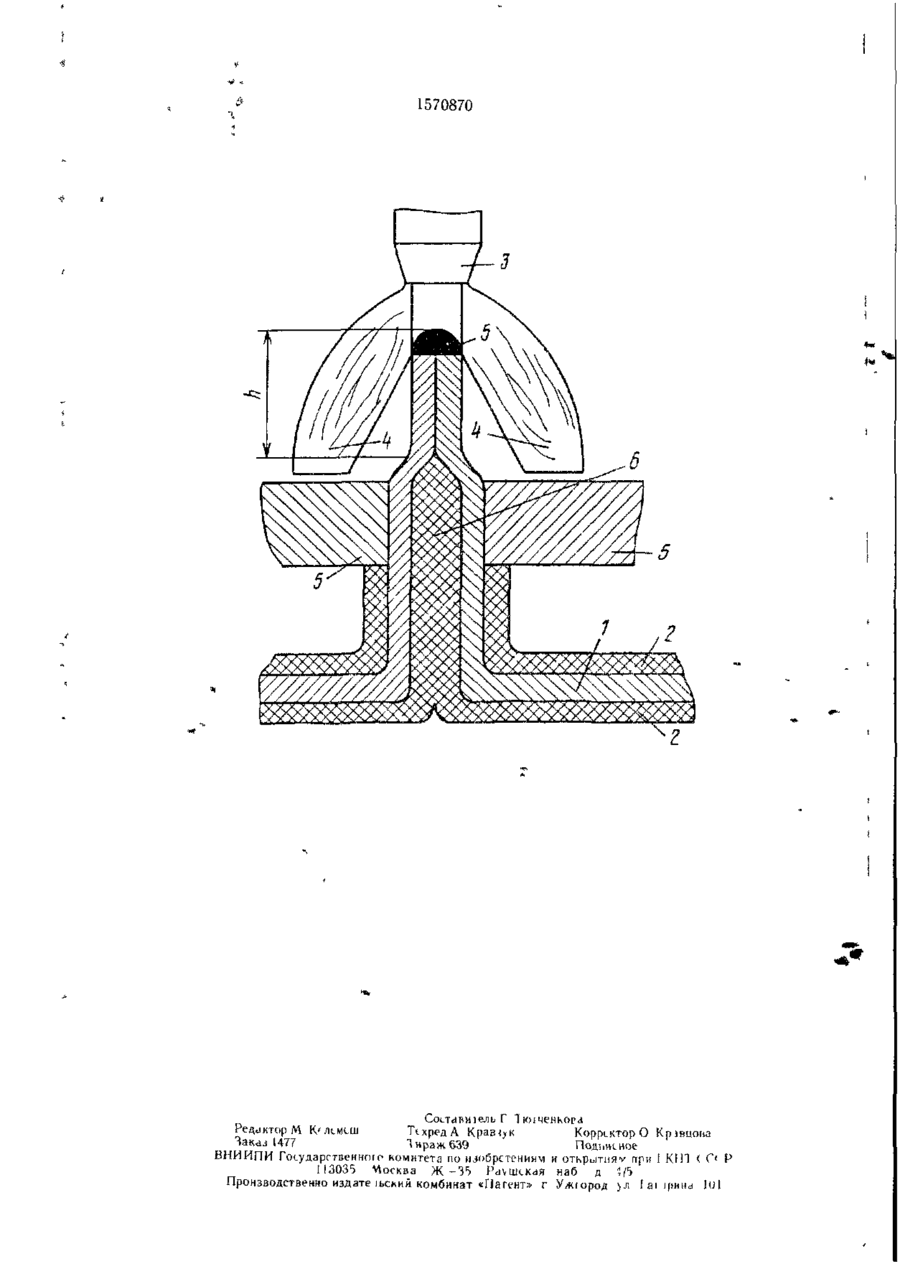
Изобретение относится к сварке и может быть использовано при сварке плакированных листовых материалов, в которых покрытие существенно отличается но своим теп лофизическим свойствам от основного мате риала Цель изобретения — повышение производительности и качества сварного ры гпавления основного материала Способ осуществляется следующим об разом Отформованные кромки основною мате риала 1, предварительно освобожденного от планирующего слоя 2, собирают до соприкос новения боковых поверхностей основного материала на величину h С помощью источника 3 нагрева производят чагрев основного материала до гемлерат>ры его плавле 00 1570870 ния Расплавленная сварочная ванна торцового соединения основного материала, являющегося более тугоплавким по отношению к материалу плакирующего слоя, передает путем теплопроводности тепловой поток материалу покрытия 2, слои которого сплавляются прилегающим боковым поверхностям. Тепловое воздействие на материал плакирующего слоя факела 4 ограничивается экраном 5, который наряду с этим предназначен для сжатия отогнутых кромок с целью сварки слоев покрытия 2 (и получения сварного соединения 6). Теплоотводящий экран 5 перекрывает доступ избыточного теплового потока источника нагрева 3 на покрытие части свариваемого изделия и используется при плазменно-дуговой или газовой 15 сварке При этом тепловой поток, необходимый для получения качественной сварки всех слоев, может регулироваться раздельно: энергетическими параметрами источника нагрева, 20 передающею тепло непосредственно основному материалу; протяженностью зоны основного материала, освобожденной от покрытия; при плазменно-дуговой или газовой сварке принудительным отводом тепла из _ зоны основного материала, непосредственно охватывающего область свариваемого покрытия. Из перечисленных трех факторов регулирования теплового потока первый обеспечивает формирование сварочной ванны основ- зо ного материала с заданной скоростью, второй — формирование сварочного соединения материала покрытия, третий — в случае недостаточности сочетания первого и второго факторов. Величина зоны, освобожденной от покры- 35 тия, определяется двумя путями Расчетный путь. С использованием нестационарного уравнения теплопроводности основного материала, решение которого дает поле температур внутри нагретого основного материала в зависимости от удаленности от источника нагрева В соответствии с этим и выбирается величина h, определяющая равенство и близость температуры нагрева основного материала покры тия и температуры плавления (текучести) материала покрытия. Экспериментальный путь заключается в подборе расстояния. Основным критерием этого метода является отсутствие возгонки или испарения материала покрытия по мере нагрева основного материала 50 Отметим, что экспериментальный путь оп ределения величины зоны, освобожденной от покрытия, является путем, уточняющмм расчетный Пример. Способ был проверен в лабораторных условиях на установке изготовления спирально-шовных тонкостенных труб. Были изготовлены образцыр труб 0 200 мм из полосы металлопласта шириной 500 мм, толщиной 0,7 мм, где толщина покрытия 0,2 мм. Кромки полосы, предварительно освобожденной от полимера на величину 4 мм (ширина этого участка определялась экспериментально), отформовывались V-образно сварка проводилась плазменной дугой в углекислом газе при токе 30—35 А, напряжении 60—65 В, скорости сварки 2,0 м/мин, расходе плазмообразующего газа 5—6 л/мин. При этом имела место герметичность швов основного металла и материала покрытия Использование предложенного способа получения сварного соединения покрытых листовых материалов обеспечивает: возможность уменьшить толщину стенки конструкции при сохранении ее прочностных характерисгик (так как защитное покрытие не нарушается); значительное повышение коррозионностойкости конструкции; повышение производительности и уменьшение трудоемкости процесса ввиду исключения некоторых дополнительных технологических опе• '— рации" и' оснастки; повышение качества сварного соединения основного материала и материала покрытия Формула изобретения 1 Способ соединения плакированных материалов, при котором перед сваркой часть плакирующего покрытия, примыкающего к сварному шву, удаляют, отличающийся тем, что, с целью повышения качества сварки и производительности при использовании плакирующего слоя из материала с более низкой температурой плавления, чем у основного материала, кромки основного материала, свободные от покрытия, оггибаюг, собирают до соприкосновения боковых поверхностей основного материала и материала покрытия и сваривают одновременно одним источником нагрева 2 Способ по' п 1, оіличающийся тем, что, с целью получения сварного соединения при использовании в качестве плакирующего слоя неметаллов, осуществляют сжатие кромок в местах соприкосновения боковых поверхностей плакирующего слоя. 3 Способ по пп I и 2, отличающийся тем, что, с целью исключения избыточного теплового воздействия при плазменной и газовой сварке, экранируют участок плакирующего слоя, примыкающий к околошовной зоне сварки. 1570870 6 5 CoLTdRHiejiL. Г Тюіченкора Редактор M К'льмсш ТЧхредА Крав^к Корректор О Крдвцоиа іааді U77 1 ираж 639 Подписное ВНИИПИ Государственною комитета по изобретениям и открытияv при І КН1 ( Г' Р 113035 Посква Ж -3 е ) Раушская наб д ЦЪ Пронзводственно издате іьсьий комбинат «Патент» г Ужгород >л І ai ipnud l u l
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of connection of plated materials
Автори англійськоюDudko Danyl Andriiovych, Malkin Vasyl' Berkovych, Mechov Valerii Serhiiovych, Malashko Anatolii Onysymovych, Borchenko Dmytro Mykolaiovych, Vorobiov Oleksii Valentynovych
Назва патенту російськоюСпособ соединения плакированных материалов
Автори російськоюДудко Даниил Андреевич, Малкин Василий Беркович, Мечов Валерий Сергеевич, Малашко Анатолий Онисимович, Борченко Дмитрий Николаевич, Воробьев Алексей Валентинович
МПК / Мітки
МПК: B23K 31/00
Мітки: з'єднання, спосіб, матеріалів, плакованих
Код посилання
<a href="https://ua.patents.su/4-9225-sposib-zehdnannya-plakovanikh-materialiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб з’єднання плакованих матеріалів</a>
Пакет для одержування біметалевих листів
Номер патенту: 830
Опубліковано: 15.12.1993
Автори: Луценко Віктор Олександрович, Бондаренко Микола Андрійович, Глоба Микола Ілліч, Хорошілов Микола Макарович, Антипенко Валентин Григорович, Диордиця Сергій Васильович, Тарасов Віктор Іванович, Міллєр Віктор Вікторович, Локтіонов Петро Якович
МПК: B23K 20/04
Мітки: пакет, одержування, біметалевих, листів
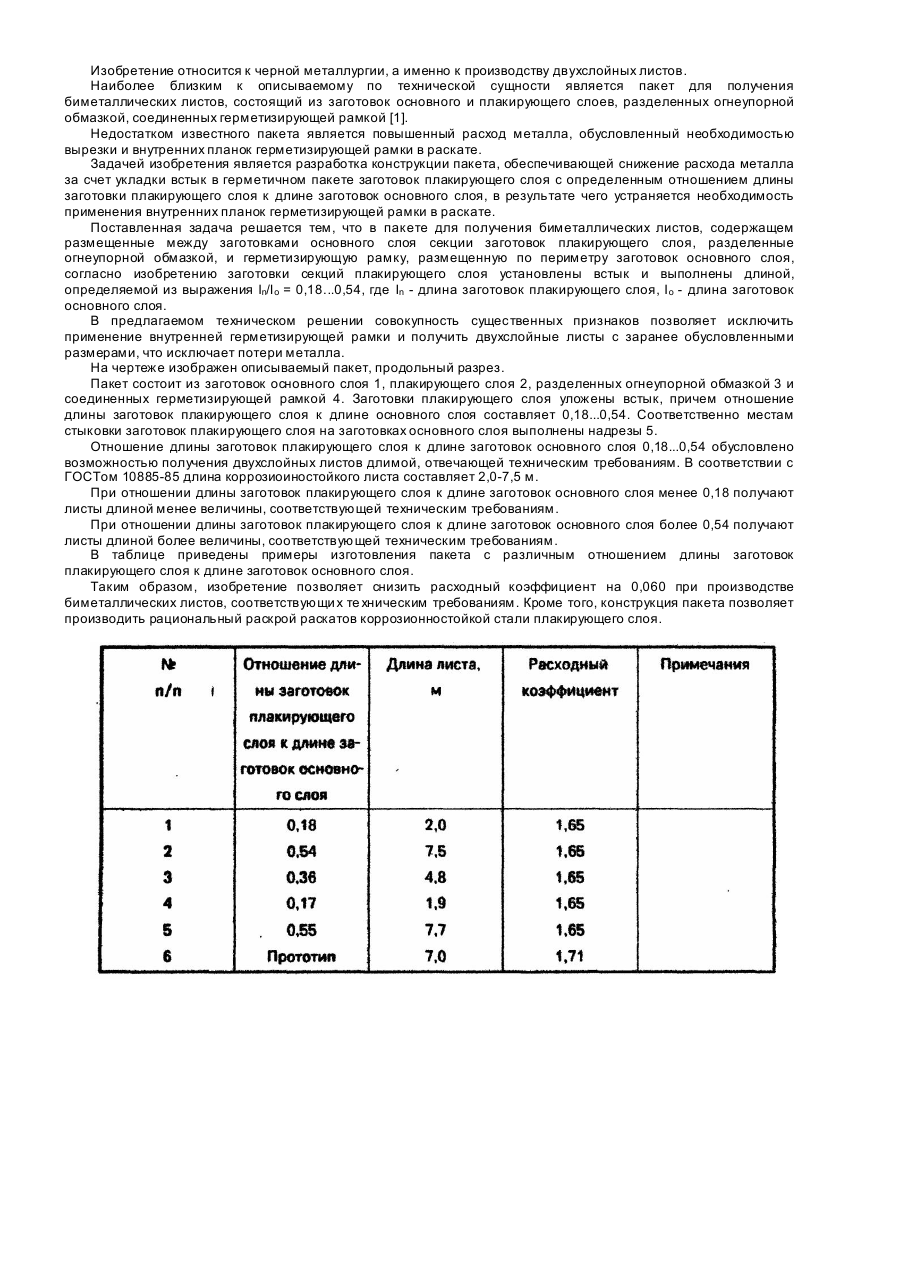
Формула / Реферат:
Пакет для получения биметаллических листов, содержащий размещенные между заготовками основного слоя секции заготовок плакирующего слоя, разделенные огнеупорной обмазкой, и герметизирующую рамку, размещенную по периметру заготовок основного слоя, отличающийся тем, что заготовки секций плакирующего слоя установлены встык и выполнены длиной, определяемой из выражения In/Io = 0,18...0,54, где In - длина заготовок плакирующего слоя, Io - длина...
Спосіб дугового зварювання плавким електродом таврових з’єднань

Номер патенту: 3454
Опубліковано: 27.12.1994
Автори: Гутман Лія Миронівна, Сердюк Ірина Василівна, Мосенкіс Юрій Григорович, Покладій Вадим Ростиславович, Сіріца Володимир Михайлович, Корнієнко Олег Леонідович, Горбачов Василь Михайлович, Поздняков Вадим Андрійович, Масюков Валерій Вікторович, Руденко Юрій Миколаєвич, Демченко Юрій Володимирович, Дворяшин Володимир Григорович
МПК: B23K 9/173, B23K 9/14
Мітки: плавким, спосіб, таврових, електродом, зварювання, дугового, з'єднань
Формула / Реферат:
1. Способ дуговой сварки плавящимся электродом тавровых соединений, включающий установку стенки на полку с зазором, возбуждение дуги с расположением пятна нагрева на полке под стенкой и перемещение электрода в процессе сварки, отличающийся тем, что, с целью качественного формирования сварного шва со стороны его корня путем обеспечения полного провара стенки, повышения механических свойств сварных соединений при сварке деталей толщиной...
Спосіб контролю якості та ремонту стиків труб при контактному стиковому зварюванні оплавленням
Номер патенту: 4960
Опубліковано: 28.12.1994
Автори: Швець Юрій Васильович, Мазур Віталій Гаврилович, Меньшенін Леонід Миколайович, Нікітін Анатолій Сергійович, Казимов Борис Іванович, Летовальцев Сергій Олександрович, Кучук-Яценко Сергій Іванович
МПК: B23K 11/04
Мітки: контролю, труб, зварюванні, оплавленням, спосіб, контактному, ремонту, стиків, якості, стиковому
Формула / Реферат:
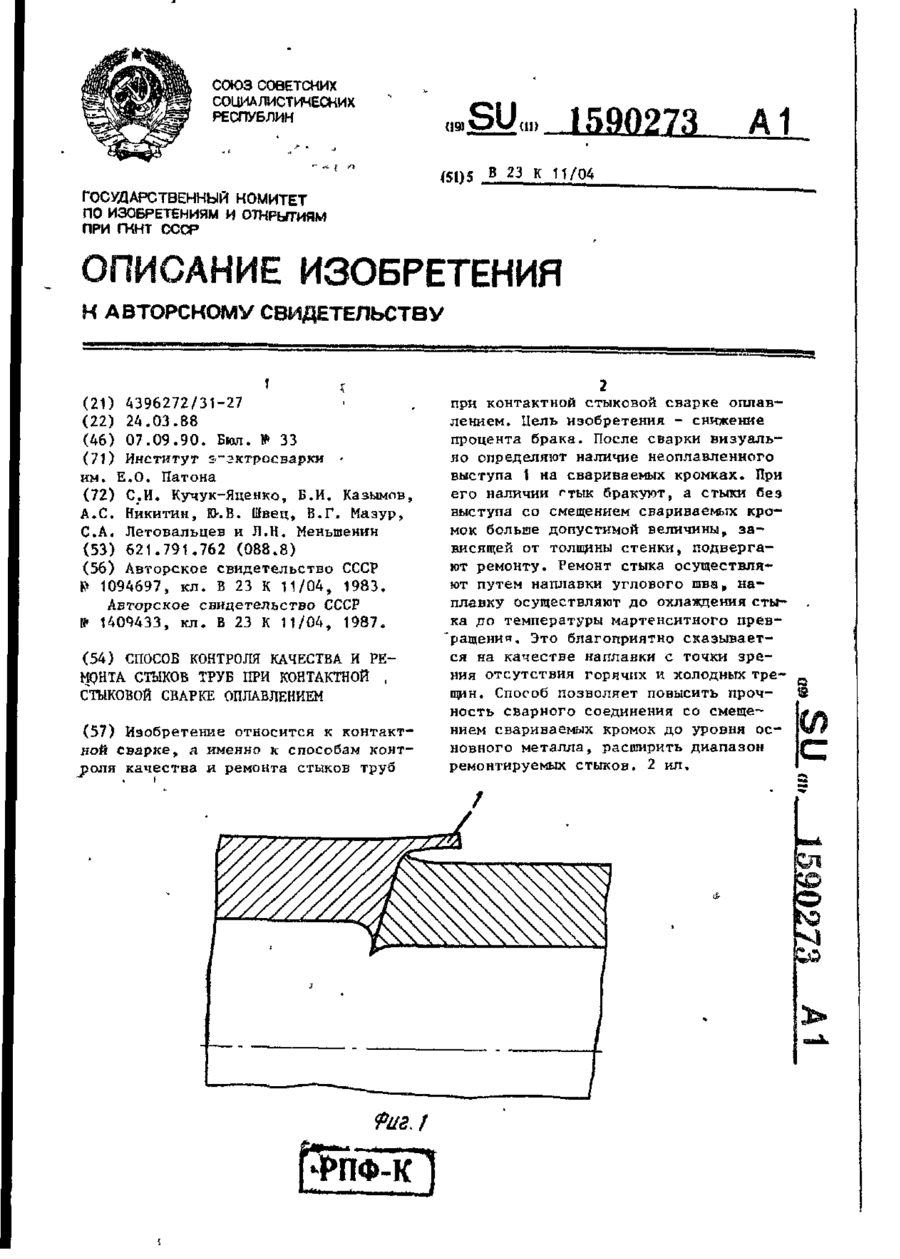
Способ контроля качества и ремонта стыков труб при контактной стыковой сварке оплавлением, включающий контроль качества сварного соединения и, в случае необходимости, ремонт стыка путем наплавки углового шва, отличающийся тем, что, с целью снижения процента брака, при контроле качества определяют визуальным осмотром наличие неоплавленного выступа на свариваемых кромках и при его наличии стык бракуют, а стыки без выступа с недопустимым...
Спосіб зрізування грату у гарячому стані на машині для контактного стикового зварювання
Номер патенту: 2477
Опубліковано: 26.12.1994
Автори: Думчев Євген Олександрович, Череднічок Віталій Тимофійович, Богорський Михайло Володимирович, Бондарук Андрій Всеволодович, Кучук-Яценко Сергій Іванович, Дідковський Олександр Володимирович, Бєляєв Данило Іванович
МПК: B23K 11/00, B23K 11/04
Мітки: стикового, спосіб, контактного, стані, грату, гарячому, зварювання, машини, зрізування
Формула / Реферат:
Способ срезки грата в горячем состоянии на машине для контактной стыковой сварки, при котором непосредственно после окончании сварки между стыком и одним из зажимов сварочной машины вводят режущий инструмент, и срезку грата осуществляют путем относительного перемещения изделия и режущего инструмента, отличающийся тем, что срезку грата осуществляют с двух сторон в два этапа поочередно, причем на втором этапе плоскостью реза пересекают участок...
Пристрій для центрування труб до магнітно-імпульсного зварювання
Номер патенту: 1014
Опубліковано: 30.12.1993
Автор: Чудаков Вячеслав Андрійович
МПК: B23K 37/053
Мітки: пристрій, центрування, труб, магнітно-імпульсного, зварювання
Формула / Реферат:
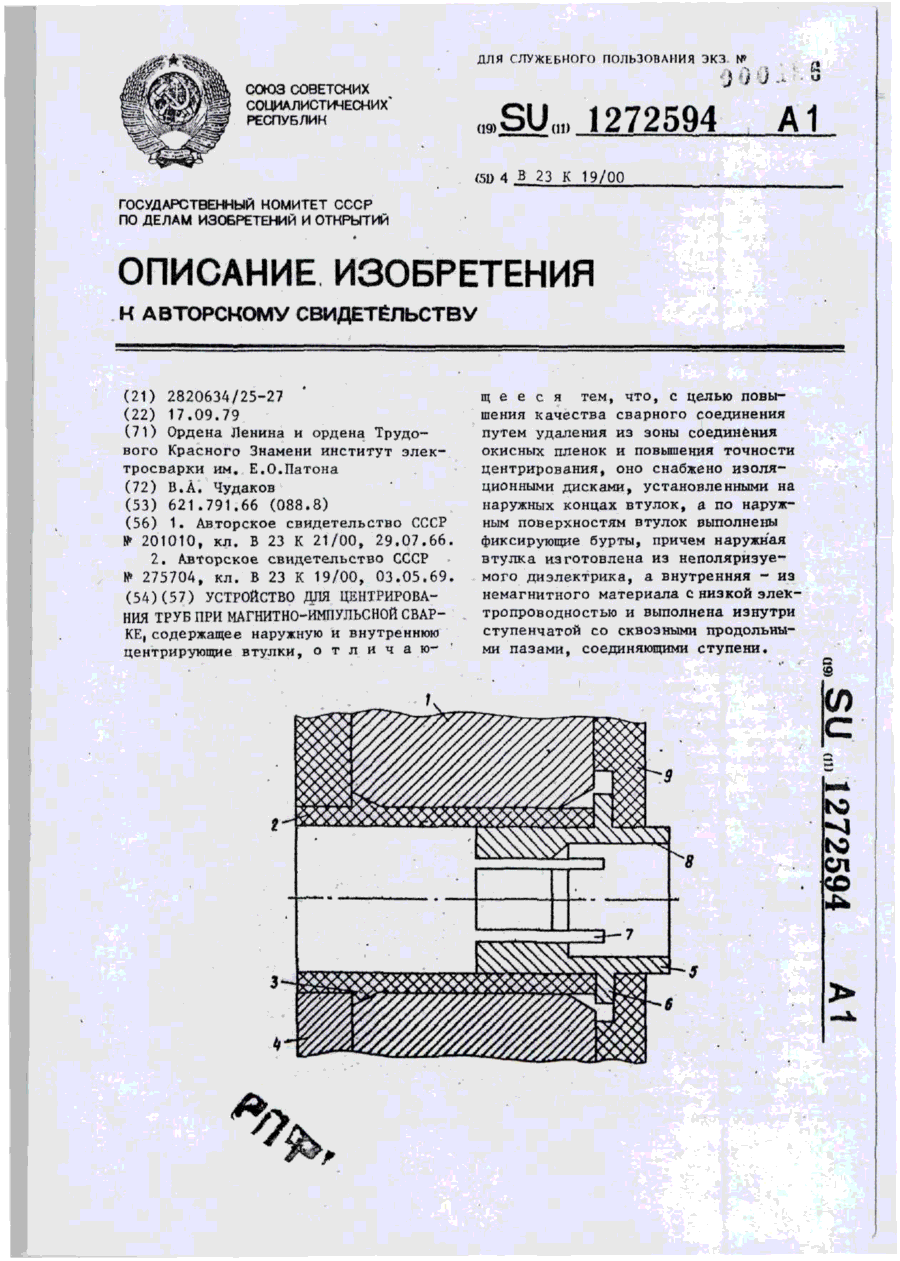
Устройство для центрирования труб при магнитно-импульсной сварке, содержащее наружную и внутреннюю центрирующие втулки, отличающееся тем, что, с целью повышения качества сварного соединения путем удаления из зоны соединения окисных пленок и повышения точности центрирования, оно снабжено изоляционными дисками, установленными на наружных концах втулок, а по наружным поверхностям втулок выполнены фиксирующие бурты, причем наружная втулка...
Попередній патент: Регулятор з використанням теплової енергії
Наступний патент: Спосіб вилучення золота із водних мінеральних суспензій
Випадковий патент: Спосіб автоматичної класифікації/ідентифікації відбитків пальців і пристрій для його реалізації