Апарат для приварювання шпильок
Номер патенту: 92389
Опубліковано: 25.10.2010
Автори: Коротинський Олександр Євтіхійович, Мацас Євген Євгенович, Драченко Микола Петрович, Патон Борис Євгенович, Пілянкевич Євген Олександрович, Калеко Давид Михайлович
Формула / Реферат
1. Апарат для приварювання шпильок, який складається з переносного енергетичного блока, що має блок зарядження конденсаторної батареї, послідовно приєднаний до конденсаторної батареї, і блок контролю напруги заряду, що приєднаний до блока зарядження конденсаторів і конденсаторної батареї, та ручного зварювального пістолета, що з'єднані між собою зварювальним кабелем, який відрізняється тим, що між конденсаторною батареєю та зварювальним пістолетом послідовно приєднаний блок керування розрядом для обмеження виділення енергії, необхідної для зварювання шпильок визначеного діаметра.
2. Апарат за п. 1, який відрізняється тим, що конденсаторна батарея складається із суперконденсаторів.
3. Апарат за п. 1, який відрізняється тим, що конденсаторна батарея з'єднана із блоками зарядження та керування розрядом з можливістю її швидкої заміни.
Текст
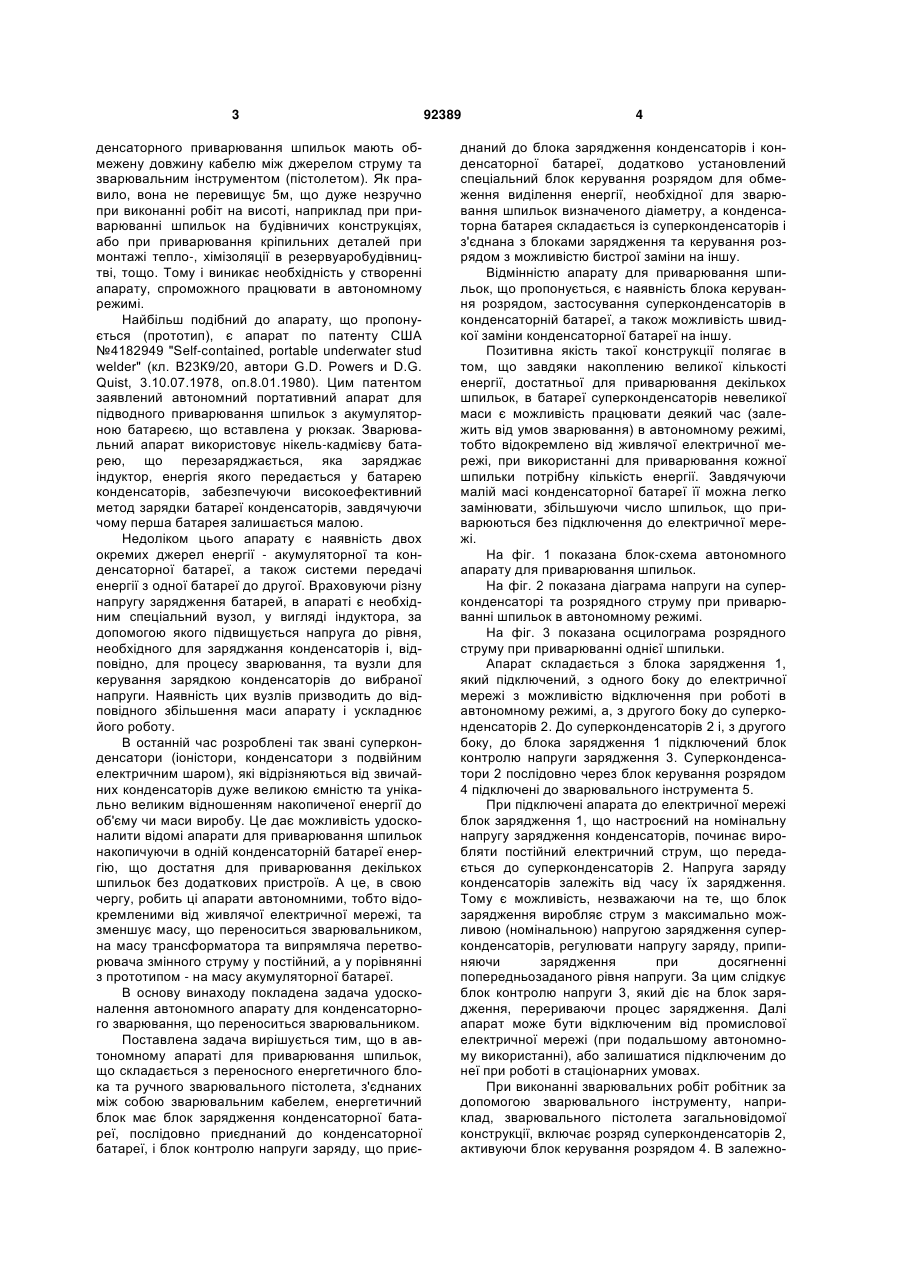
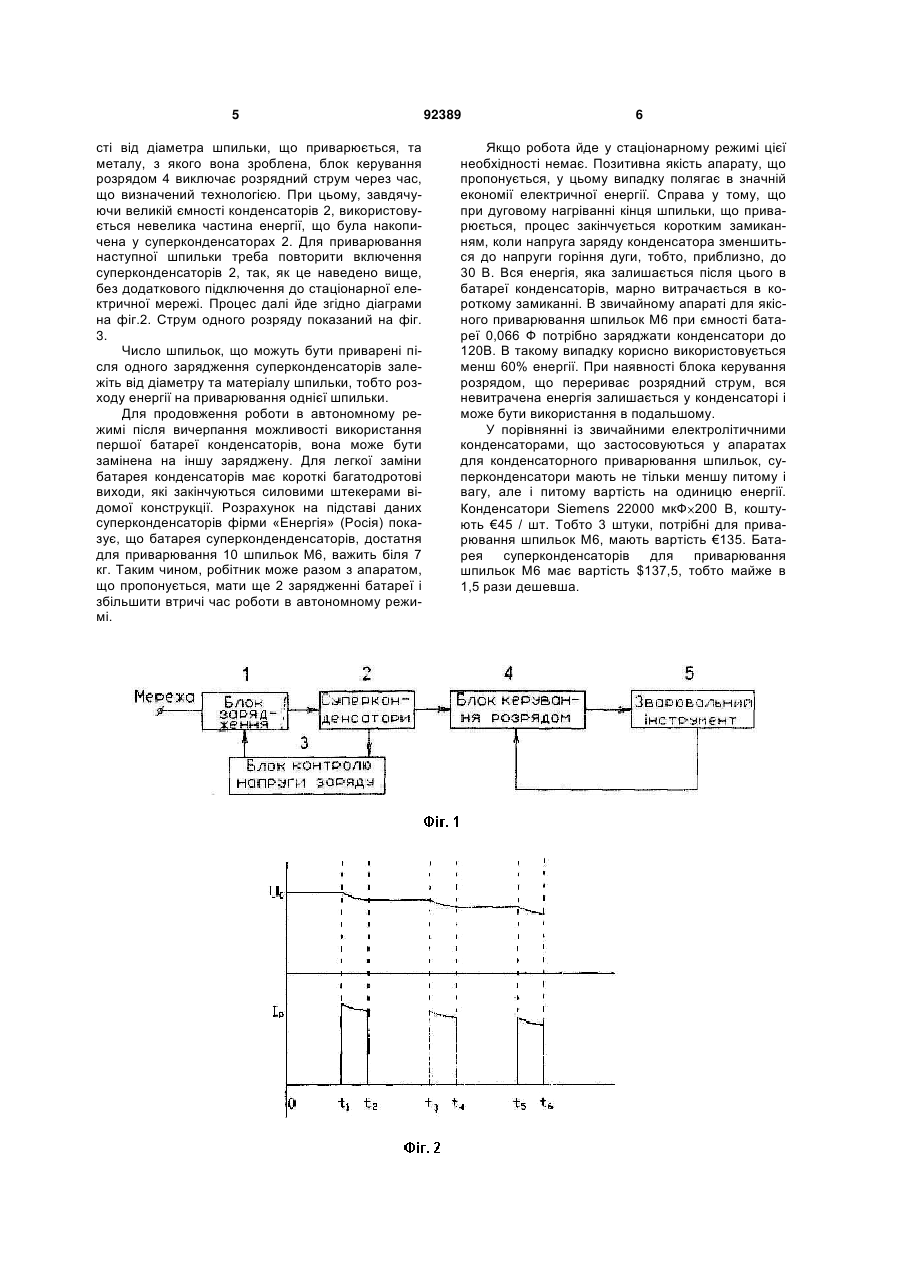
1. Апарат для приварювання шпильок, який складається з переносного енергетичного блока, 3 денсаторного приварювання шпильок мають обмежену довжину кабелю між джерелом струму та зварювальним інструментом (пістолетом). Як правило, вона не перевищує 5м, що дуже незручно при виконанні робіт на висоті, наприклад при приварюванні шпильок на будівничих конструкціях, або при приварювання кріпильних деталей при монтажі тепло-, хімізоляції в резервуаробудівництві, тощо. Тому і виникає необхідність у створенні апарату, спроможного працювати в автономному режимі. Найбільш подібний до апарату, що пропонується (прототип), є апарат по патенту США №4182949 "Self-contained, portable underwater stud welder" (кл. В23К9/20, автори G.D. Powers и D.G. Quist, 3.10.07.1978, oп.8.01.1980). Цим патентом заявлений автономний портативний апарат для підводного приварювання шпильок з акумуляторною батареєю, що вставлена у рюкзак. Зварювальний апарат використовує нікель-кадмієву батарею, що перезаряджається, яка заряджає індуктор, енергія якого передається у батарею конденсаторів, забезпечуючи високоефективний метод зарядки батареї конденсаторів, завдячуючи чому перша батарея залишається малою. Недоліком цього апарату є наявність двох окремих джерел енергії - акумуляторної та конденсаторної батареї, а також системи передачі енергії з одної батареї до другої. Враховуючи різну напругу зарядження батарей, в апараті є необхідним спеціальний вузол, у вигляді індуктора, за допомогою якого підвищується напруга до рівня, необхідного для заряджання конденсаторів і, відповідно, для процесу зварювання, та вузли для керування зарядкою конденсаторів до вибраної напруги. Наявність цих вузлів призводить до відповідного збільшення маси апарату і ускладнює його роботу. В останній час розроблені так звані суперконденсатори (іоністори, конденсатори з подвійним електричним шаром), які відрізняються від звичайних конденсаторів дуже великою ємністю та унікально великим відношенням накопиченої енергії до об'єму чи маси виробу. Це дає можливість удосконалити відомі апарати для приварювання шпильок накопичуючи в одній конденсаторній батареї енергію, що достатня для приварювання декількох шпильок без додаткових пристроїв. А це, в свою чергу, робить ці апарати автономними, тобто відокремленими від живлячої електричної мережі, та зменшує масу, що переноситься зварювальником, на масу трансформатора та випрямляча перетворювача змінного струму у постійний, а у порівнянні з прототипом - на масу акумуляторної батареї. В основу винаходу покладена задача удосконалення автономного апарату для конденсаторного зварювання, що переноситься зварювальником. Поставлена задача вирішується тим, що в автономному апараті для приварювання шпильок, що складається з переносного енергетичного блока та ручного зварювального пістолета, з'єднаних між собою зварювальним кабелем, енергетичний блок має блок зарядження конденсаторної батареї, послідовно приєднаний до конденсаторної батареї, і блок контролю напруги заряду, що приє 92389 4 днаний до блока зарядження конденсаторів і конденсаторної батареї, додатково установлений спеціальний блок керування розрядом для обмеження виділення енергії, необхідної для зварювання шпильок визначеного діаметру, а конденсаторна батарея складається із суперконденсаторів і з'єднана з блоками зарядження та керування розрядом з можливістю бистрої заміни на іншу. Відмінністю апарату для приварювання шпильок, що пропонується, є наявність блока керування розрядом, застосування суперконденсаторів в конденсаторній батареї, а також можливість швидкої заміни конденсаторної батареї на іншу. Позитивна якість такої конструкції полягає в том, що завдяки накоплению великої кількості енергії, достатньої для приварювання декількох шпильок, в батареї суперконденсаторів невеликої маси є можливість працювати деякий час (залежить від умов зварювання) в автономному режимі, тобто відокремлено від живлячої електричної мережі, при використанні для приварювання кожної шпильки потрібну кількість енергії. Завдячуючи малій масі конденсаторної батареї її можна легко замінювати, збільшуючи число шпильок, що приварюються без підключення до електричної мережі. На фіг. 1 показана блок-схема автономного апарату для приварювання шпильок. На фіг. 2 показана діаграма напруги на суперконденсаторі та розрядного струму при приварюванні шпильок в автономному режимі. На фіг. 3 показана осцилограма розрядного струму при приварюванні однієї шпильки. Апарат складається з блока зарядження 1, який підключений, з одного боку до електричної мережі з можливістю відключення при роботі в автономному режимі, а, з другого боку до суперконденсаторів 2. До суперконденсаторів 2 і, з другого боку, до блока зарядження 1 підключений блок контролю напруги зарядження 3. Суперконденсатори 2 послідовно через блок керування розрядом 4 підключені до зварювального інструмента 5. При підключені апарата до електричної мережі блок зарядження 1, що настроєний на номінальну напругу зарядження конденсаторів, починає виробляти постійний електричний струм, що передається до суперконденсаторів 2. Напруга заряду конденсаторів залежіть від часу їх зарядження. Тому є можливість, незважаючи на те, що блок зарядження виробляє струм з максимально можливою (номінальною) напругою зарядження суперконденсаторів, регулювати напругу заряду, припиняючи зарядження при досягненні попередньозаданого рівня напруги. За цим слідкує блок контролю напруги 3, який діє на блок зарядження, перериваючи процес зарядження. Далі апарат може бути відключеним від промислової електричної мережі (при подальшому автономному використанні), або залишатися підключеним до неї при роботі в стаціонарних умовах. При виконанні зварювальних робіт робітник за допомогою зварювального інструменту, наприклад, зварювального пістолета загальновідомої конструкції, включає розряд суперконденсаторів 2, активуючи блок керування розрядом 4. В залежно 5 сті від діаметра шпильки, що приварюється, та металу, з якого вона зроблена, блок керування розрядом 4 виключає розрядний струм через час, що визначений технологією. При цьому, завдячуючи великій ємності конденсаторів 2, використовується невелика частина енергії, що була накопичена у суперконденсаторах 2. Для приварювання наступної шпильки треба повторити включення суперконденсаторів 2, так, як це наведено вище, без додаткового підключення до стаціонарної електричної мережі. Процес далі йде згідно діаграми на фіг.2. Струм одного розряду показаний на фіг. 3. Число шпильок, що можуть бути приварені після одного зарядження суперконденсаторів залежіть від діаметру та матеріалу шпильки, тобто розходу енергії на приварювання однієї шпильки. Для продовження роботи в автономному режимі після вичерпання можливості використання першої батареї конденсаторів, вона може бути замінена на іншу заряджену. Для легкої заміни батарея конденсаторів має короткі багатодротові виходи, які закінчуються силовими штекерами відомої конструкції. Розрахунок на підставі даних суперконденсаторів фірми «Енергія» (Росія) показує, що батарея суперконденденсаторів, достатня для приварювання 10 шпильок М6, важить біля 7 кг. Таким чином, робітник може разом з апаратом, що пропонується, мати ще 2 зарядженні батареї і збільшити втричі час роботи в автономному режимі. 92389 6 Якщо робота йде у стаціонарному режимі цієї необхідності немає. Позитивна якість апарату, що пропонується, у цьому випадку полягає в значній економії електричної енергії. Справа у тому, що при дуговому нагріванні кінця шпильки, що приварюється, процес закінчується коротким замиканням, коли напруга заряду конденсатора зменшиться до напруги горіння дуги, тобто, приблизно, до 30 В. Вся енергія, яка залишається після цього в батареї конденсаторів, марно витрачається в короткому замиканні. В звичайному апараті для якісного приварювання шпильок М6 при ємності батареї 0,066 Ф потрібно заряджати конденсатори до 120В. В такому випадку корисно використовується менш 60% енергії. При наявності блока керування розрядом, що перериває розрядний струм, вся невитрачена енергія залишається у конденсаторі і може бути використання в подальшому. У порівнянні із звичайними електролітичними конденсаторами, що застосовуються у апаратах для конденсаторного приварювання шпильок, суперконденсатори мають не тільки меншу питому і вагу, але і питому вартість на одиницю енергії. Конденсатори Siemens 22000 мкФ 200 В, коштують €45 / шт. Тобто 3 штуки, потрібні для приварювання шпильок М6, мають вартість €135. Батарея суперконденсаторів для приварювання шпильок М6 має вартість $137,5, тобто майже в 1,5 рази дешевша. 7 92389 8 В описі до патенту на винахід графічні зображення та текст подаються в редакції заявника Комп’ютерна верстка В. Мацело Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюPlant for stud welding
Автори англійськоюPaton Borys Yevhenovych, Drachenko Mykola Petrovych, Kaleko Davyd Mykhailovych, Korotynskyi Oleksandr Yevtykhiiovych, Matsas Yevhen Yevhenovych, Piliankevych Yevhen Oleksandrovych
Назва патенту російськоюАппарат для приварки шпилек
Автори російськоюПатон Борис Евгеньевич, Драченко Николай Петрович, Калеко Давид Михайлович, Коротинский Александр Евтихиевич, Мацас Евгений Евгеньевич, Пилянкевич Евгений Александрович
МПК / Мітки
МПК: B23K 9/20
Мітки: шпильок, апарат, приварювання
Код посилання
<a href="https://ua.patents.su/4-92389-aparat-dlya-privaryuvannya-shpilok.html" target="_blank" rel="follow" title="База патентів України">Апарат для приварювання шпильок</a>
Спосіб приварювання шпильок
Номер патенту: 66970
Опубліковано: 15.06.2004
Автор: Калеко Давид Михайлович
МПК: B23K 9/00
Мітки: спосіб, приварювання, шпильок
Формула / Реферат:
Спосіб конденсаторного приварювання шпильок, при якому на кінці шпильки виконують тонкий виступ (стартер дуги), підключають шпильку і деталь, до якої вона повинна бути приварена, до попередньо заряджених конденсаторів, переміщають шпильку виступом вперед з початкового положення в напрямку до деталі, у результаті чого між шпилькою, що приварюється, і деталлю запалюється електрична дуга, яка оплавляє стиковані поверхні, потім осаджують шпильку...
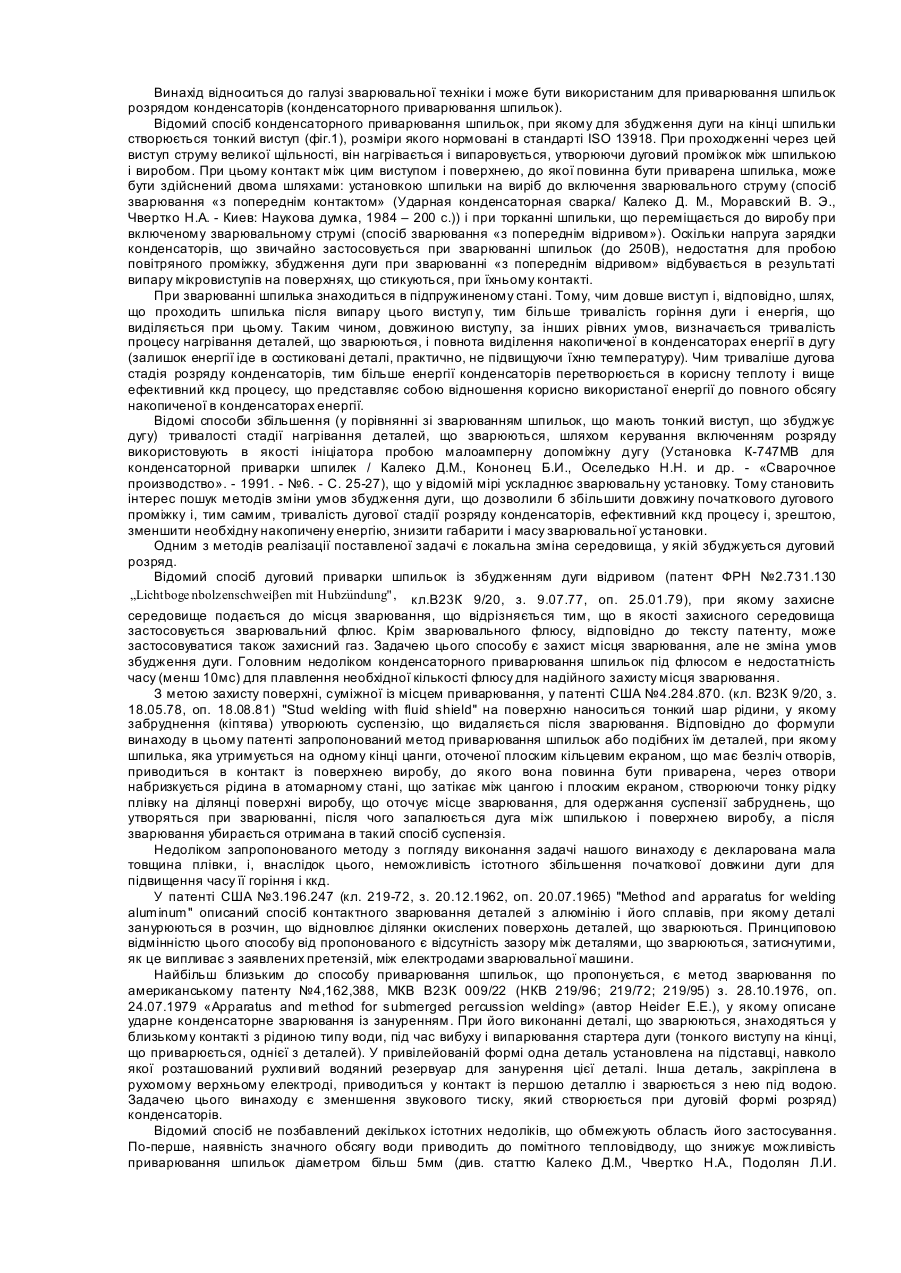
Спосіб одержання заготівок алюмінієвого сплаву для виготовлення шпильок, призначених для ударного конденсаторного приварювання
Номер патенту: 63127
Опубліковано: 15.01.2004
Автори: Калеко Давид Михайлович, Чвертко Наталія Анатоліївна
МПК: C21D 8/06
Мітки: одержання, спосіб, виготовлення, шпильок, ударного, приварювання, заготівок, конденсаторного, сплаву, призначених, алюмінієвого
Формула / Реферат:
Спосіб одержання заготівок алюмінієвого сплаву для виготовлення шпильок, призначених для ударного конденсаторного приварювання, що включає операції виливання заготівки, охолодження її до температури 370 - 480 °С, прокатки напівфабрикату, протягання його до номінального діаметра, який відрізняється тим, що перед виготовленням шпильок напівфабрикат стрижня повторно нагрівають до температури розчинення надлишкової фази в межах 300 - 450 °С,...
Пристрій для викручування і закручування шпильок
Номер патенту: 27323
Опубліковано: 25.10.2007
Автори: Блауцяк Олег Ігорович, Чухрай Володимир Євгенович
МПК: B25B 13/00
Мітки: пристрій, викручування, закручування, шпильок
Формула / Реферат:
Пристрій для викручування та закручування шпильок, що містить корпус, що є одночасно ручкою, і розрізну гайку, який відрізняється тим, що корпус містить призматичний п'ятигранний отвір, силовий гвинт та розрізну гайку з ексцентрично виконаним різьбовим отвором.
Спосіб електроконтактного приварювання зносостійких матеріалів
Номер патенту: 41259
Опубліковано: 12.05.2009
Автори: Мачок Юрій Вікторович, Аулін Віктор Васильович, Барановський Денис Миколайович, Солових Євген Костянтинович
МПК: B23K 11/00
Мітки: зносостійких, електроконтактного, матеріалів, приварювання, спосіб
Формула / Реферат:
Спосіб електроконтактного приварювання зносостійких матеріалів, який відрізняється тим, що на основний матеріал, призначений для роботи в абразивному середовищі, приварюють композиційну стрічку розміром робочої площини деталі.
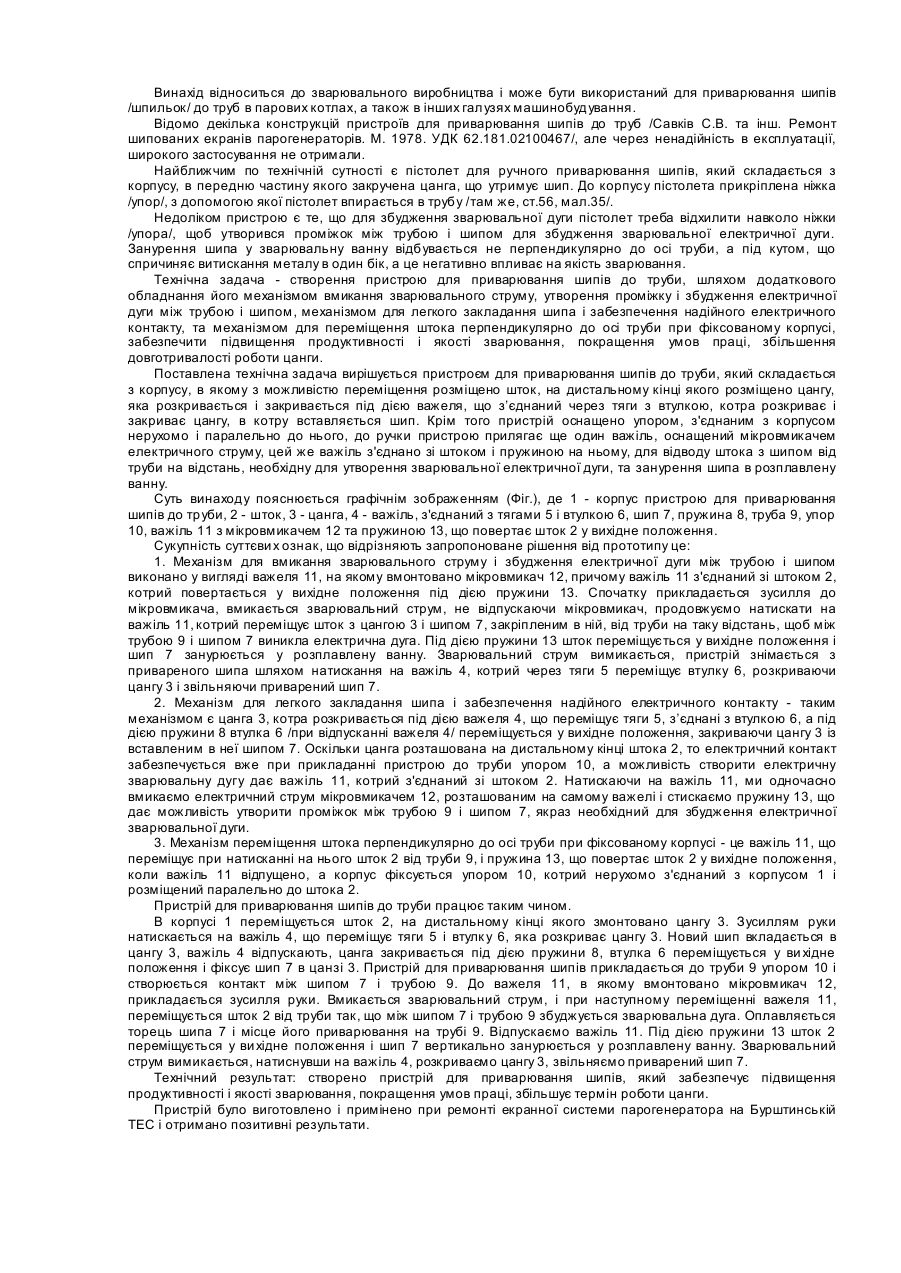
Пристрій для приварювання шипів
Номер патенту: 62949
Опубліковано: 15.01.2004
Автор: Юрченко Валерій Іванович
МПК: B23K 9/20
Мітки: пристрій, шипів, приварювання
Формула / Реферат:
Пристрій для приварювання шипів до труби, що складається з корпусу у вигляді пістолета, в якому розміщено шток з цангою, що утримує шип, а до корпусу пристрою прикріплено паралельно до нього упор, який відрізняється тим, що шток виконано підпружиненим з можливістю переміщення від труби і назад за допомогою важеля, механічно з’єднаного зі штоком, крім того важіль обладнано мікровмикачем зварювального струму, цангу встановлено на дистальному...