Спосіб ступеневого нормалізуючого спікання дрібнозернистих твердих сплавів груп вк, вн
Номер патенту: 92998
Опубліковано: 10.09.2014
Автори: Бондаренко Володимир Петрович, Мартинова Людмила Михайлівна, Юрчук Микола Олександрович

Формула / Реферат
1. Спосіб ступеневого нормалізуючого спікання дрібнозернистих твердих сплавів груп ВК, ВН, що включає твердофазне і остаточне рідкофазне спікання у водневому середовищі, який відрізняється тим, що перед остаточним спіканням проводять ступеневе нормалізуюче, твердофазне спікання у водневому середовищі у декілька стадій.
2. Спосіб ступеневого нормалізуючого спікання дрібнозернистих твердих сплавів груп ВК, ВН за п. 1, який відрізняється тим, що першу стадію спікання проводять при температурі близько 950 °C до повного вигорання каучуку.
3. Спосіб ступеневого нормалізуючого спікання дрібнозернистих твердих сплавів груп ВК, ВН за п. 1, який відрізняється тим, що другу стадію спікання проводять при температурі близько 1150 °C до насичення сплаву вуглецем до верхньої границі двофазної області системи WC-Co.
4. Спосіб ступеневого нормалізуючого спікання дрібнозернистих твердих сплавів груп ВК, ВН за п. 1, який відрізняється тим, що третю стадію спікання проводять при температурі близько 1250 °C до остаточного видалення газів із заготовки сплаву та захлопування пор.
Текст
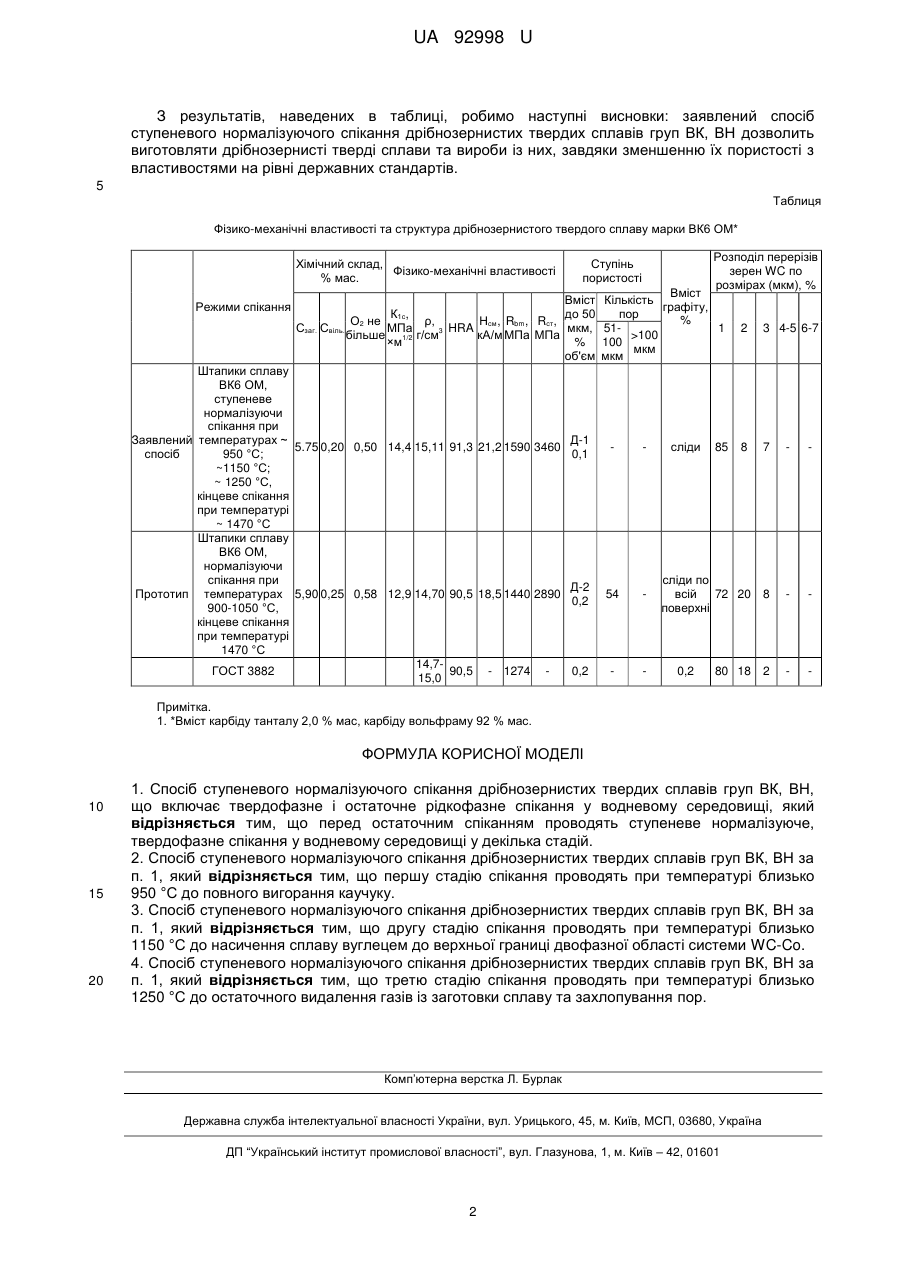
Реферат: Спосіб ступеневого нормалізуючого спікання дрібнозернистих твердих сплавів груп ВК, ВН включає твердофазне і остаточне рідкофазне спікання у водневому середовищі. Перед остаточним спіканням проводять ступеневе нормалізуюче, твердофазне спікання у водневому середовищі у декілька стадій. UA 92998 U (12) UA 92998 U UA 92998 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до порошкової металургії і може бути використана у виробництві дрібнозернистих твердих сплавів. Відомо спосіб твердофазного (нормалізуючого) спікання твердих сплавів (див. В.П. Бондаренко, Э.Г. Павлоцкая. Спекание вольфрамовых твердых сплавов в прецизионноконтролируемой газовой среде - К.: Наук, думка, 1995. - С. 94-98), який включає твердофазне спікання у водні за температури 900-1050 °C перед остаточним рідкофазним спіканням. Недоліком цього способу є активне обезвуглецьовування твердих сплавів вище температурі 800 °C, що приводить до утворення в структурі дрібнозернистих твердих сплавів значної мікропористості та аномального росту зерен карбіду вольфраму. Вміст вуглецю у сплаві такий, що вже на твердофазній стадії спікання не можливо гарантувати отримання двофазних твердих сплавів і як наслідок одержання неякісних твердосплавних виробів. В основу заявленої корисної моделі поставлено задачу розробки такого способу ступеневого нормалізуючого спікання дрібнозернистих твердих сплавів марок ВК та ВН, що забезпечило б отримання твердого сплаву стехіометричного складу і якісних твердосплавних виробів із нього. Для вирішення цієї задачі створено спосіб ступеневого нормалізуючого спікання дрібнозернистих твердих сплавів груп ВК, ВН, що включає твердофазне їх спікання, причому, відповідно до корисної моделі, проводять ступеневе нормалізуюче спікання у водневому середовищі у три стадії. Нормалізуюче спікання в першу стадію проводять за температури близько 950 °C. На другій стадії температура нормалізуючого спікання становить біля 1150 °C, на третій стадії близько 1250 °C. Причино-наслідковий зв'язок між сукупністю ознак, що заявляються, і технічними результатами, які досягаються при її реалізації полягає в наступному. При нормалізуючому спіканні за температури близько 950 °C у сплавах відбувається вигорання каучуку. При спіканні за температури близько 1150 °C проходить насичення сплаву вуглецем до його стехіометричного складу. Спікання за температури близько 1150 °C може проводитись кілька разів. В залежності від кількості та тривалості проведених нормалізуючих спікань за температури близько 1150 °C у дрібнозернистих сплавах спостерігається покращення початкового стану структури сплаву, яке зберігається до кінцевого спікання. Спікання за температури близько 1250 °C дозволяє більш повно видалитися газам з об'єму заготовки сплаву до захлопування пор та отримати менший розмір наявних пор. Зменшення пористості дає змогу підвищити фізико-механічні властивості дрібнозернистих твердих сплавів, спечених у водні та вакуумі до рівня цих властивостей сплавів, виготовлених компресійним спіканням. Технічне рішення, що заявляється, пояснюється наступними прикладами його здійснення. Приклад. Пресують зразки (штапики) із дрібнозернистої суміші марки ВК6 ОМ, замішаної розчином синтетичного каучуку у бензині. Штапики розміщують у графітовому човнику з графітовою крупкою, які завантажують у електропіч. Як газове середовище використовують водень з точкою роси близько 50 °C і вмістом кисню менше 0,0001 %. Кількість газу необхідного для спікання складає біля 2 л/хв. Ступеневе нормалізуюче спікання штапиків проводять спочатку за температури близько 950 °C з витримкою до 2 год., щоб повністю вигорів каучук. Потім підвищують температуру у печі до температури близько 1150 °C. При цій температурі можливе повторне спікання для того, щоб відбулося повне насичення сплаву вуглецем до його стехіометричного складу. Наступне спікання проводять при підвищеній температурі близько 1250 °C, яке дозволяє видалитися газам з об'єму зразка до захлопування пор та отримання наявних пор меншого розміру. Потім проводять остаточне спікання сплавів при температурі близько 1420 °C в середовищі водню або вакуумі. Спосіб був реалізований також за прототипом. Визначено фізико-механічні властивості та структура спеченого сплаву. Дані наведені в таблиці. Як видно із таблиці, при використанні запропонованого способу ступеневого нормалізуючого спікання дрібнозернистих твердих сплавів марки ВК6 ОМ, спечені зразки, отримані цим способом мають фізико-механічні властивості та структуру на рівні державних стандартів (ГОСТ 3882-84). Значення фізико-механічних властивостей та структура зразків спечених по режимах, які використовувались при виготовлені прототипу, дещо уступають значенням, які отримані відповідно заявленого способу. Наприклад, межа міцності при згині (Rвт, МПа) та стиску (Rст, ; 1/2 МПа) зросла на 10 % та 20 % відповідно, а тріщиностійкість (К1с, МПам ) на 12 % у зразках виготовлених по режимах заявленого способу у порівнянні з властивостями зразків виготовлених по прототипу. Крім цього кількість пор та їх розмір зменшився у спечених зразках заявленого способу. Вміст вуглецю у сплавах, спечених по заявленому способу наведено в таблиці і знаходиться в межах технічних вимог. 1 UA 92998 U З результатів, наведених в таблиці, робимо наступні висновки: заявлений спосіб ступеневого нормалізуючого спікання дрібнозернистих твердих сплавів груп ВК, ВН дозволить виготовляти дрібнозернисті тверді сплави та вироби із них, завдяки зменшенню їх пористості з властивостями на рівні державних стандартів. 5 Таблиця Фізико-механічні властивості та структура дрібнозернистого твердого сплаву марки ВК6 ОМ* Хімічний склад, Фізико-механічні властивості % мас. Режими спікання Вміст К , до 50 О2 не 1с ρ, Нсм, Rbm, Rст, Сзаг. Свіль. МПа мкм, 3 HRA більше 1/2 г/см кА/м МПа МПа ×м % об'єм Штапики сплаву ВК6 ОМ, ступеневе нормалізуючи спікання при Заявлений температурах ~ 5.75 0,20 0,50 14,4 15,11 91,3 21,2 1590 3460 спосіб 950 °C; ~1150 °C; ~ 1250 °C, кінцеве спікання при температурі ~ 1470 °C Штапики сплаву ВК6 ОМ, нормалізуючи спікання при Прототип температурах 5,90 0,25 0,58 12,9 14,70 90,5 18,5 1440 2890 900-1050 °C, кінцеве спікання при температурі 1470 °C 14,7ГОСТ 3882 90,5 - 1274 15,0 Розподіл перерізів зерен WC по розмірах (мкм), % Ступінь пористості Вміст Кількість графіту, пор % 1 51>100 100 мкм мкм Д-1 0,1 Д-2 0,2 54 0,2 2 3 4-5 6-7 8 7 сліди по всій 72 20 8 поверхні сліди 0,2 85 80 18 2 Примітка. 1. *Вміст карбіду танталу 2,0 % мас, карбіду вольфраму 92 % мас. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 10 15 20 1. Спосіб ступеневого нормалізуючого спікання дрібнозернистих твердих сплавів груп ВК, ВН, що включає твердофазне і остаточне рідкофазне спікання у водневому середовищі, який відрізняється тим, що перед остаточним спіканням проводять ступеневе нормалізуюче, твердофазне спікання у водневому середовищі у декілька стадій. 2. Спосіб ступеневого нормалізуючого спікання дрібнозернистих твердих сплавів груп ВК, ВН за п. 1, який відрізняється тим, що першу стадію спікання проводять при температурі близько 950 °C до повного вигорання каучуку. 3. Спосіб ступеневого нормалізуючого спікання дрібнозернистих твердих сплавів груп ВК, ВН за п. 1, який відрізняється тим, що другу стадію спікання проводять при температурі близько 1150 °C до насичення сплаву вуглецем до верхньої границі двофазної області системи WC-Co. 4. Спосіб ступеневого нормалізуючого спікання дрібнозернистих твердих сплавів груп ВК, ВН за п. 1, який відрізняється тим, що третю стадію спікання проводять при температурі близько 1250 °C до остаточного видалення газів із заготовки сплаву та захлопування пор. Комп’ютерна верстка Л. Бурлак Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Автори англійськоюYurchuk Mykola Oleksandrovych, Martynova Liudmyla Mykhailivna
Автори російськоюЮрчук Николай Александрович, Мартынова Людмила Михайловна
МПК / Мітки
Мітки: ступеневого, дрібнозернистих, груп, спікання, твердих, нормалізуючого, спосіб, вк, сплавів
Код посилання
<a href="https://ua.patents.su/4-92998-sposib-stupenevogo-normalizuyuchogo-spikannya-dribnozernistikh-tverdikh-splaviv-grup-vk-vn.html" target="_blank" rel="follow" title="База патентів України">Спосіб ступеневого нормалізуючого спікання дрібнозернистих твердих сплавів груп вк, вн</a>
Спосіб виготовлення високощільних дрібнозернистих твердих сплавів
Номер патенту: 101722
Опубліковано: 25.04.2013
Автори: Харченко Олег Валентинович, Сердюк Юрій Дмитрович, Прокопів Назар Миколайович, Прокопів Микола Михайлович
Мітки: високощільних, твердих, спосіб, виготовлення, дрібнозернистих, сплавів
Формула / Реферат:
Спосіб виготовлення високощільних дрібнозернистих твердих сплавів, який включає формування заготовки з твердосплавного порошку, вакуумне рідкофазове спікання, компресійне спікання під тиском газу, що не перевершує 10 МПа, при температурі рідкофазового спікання, наступне охолодження у вакуумі, який відрізняється тим, що збільшення тиску газу до необхідної величини після вакуумного рідкофазового спікання здійснюють зі швидкістю 1-1,5...
Спосіб виготовлення високощільних дрібнозернистих твердих сплавів
Номер патенту: 69082
Опубліковано: 25.04.2012
Автори: Сердюк Юрій Дмитрович, Харченко Олег Валентинович, Прокопів Назар Миколайович, Прокопів Микола Михайлович
Мітки: дрібнозернистих, спосіб, високощільних, сплавів, виготовлення, твердих
Формула / Реферат:
Спосіб виготовлення високощільних дрібнозернистих твердих сплавів, що включає формування заготовки, вакуумне спікання, компресійне спікання під тиском газу, що не перевершує 10МПа при температурі рідкофазного спікання з наступним охолодженням у вакуумі, який відрізняється тим, що збільшення тиску газу до необхідної величини після рідкофазного спікання відбувається зі швидкістю 1,0-1,5 МПа/хв.
Спосіб одержання твердих сплавів
Номер патенту: 47725
Опубліковано: 25.02.2010
Автори: Прокопів Микола Михайлович, Харченко Олег Валентинович, Прокопів Назар Миколайович, Сердюк Юрій Дмитрович
Мітки: одержання, сплавів, твердих, спосіб
Формула / Реферат:
Спосіб одержання твердих сплавів, що включає формування заготовки, компресійне спікання у вакуумі під тиском, що не перевищує 10 МПа при температурі рідкофазного спікання з наступним охолодженням до кімнатної температури, який відрізняється тим, що перед охолодженням тиск знижують до 2·10-5-1·10-4 МПа, а охолодження проводять при цьому тиску зі швидкістю 50-150° C/ хв.
Спосіб одержання твердих сплавів
Номер патенту: 90830
Опубліковано: 25.05.2010
Автори: Харченко Олег Валентинович, Прокопів Микола Михайлович, Сердюк Юрій Дмитрович, Прокопів Назар Миколайович
Мітки: твердих, спосіб, одержання, сплавів
Формула / Реферат:
Спосіб одержання твердих сплавів, який включає формування заготовки, компресійне спікання під тиском, що не перевищує 10 МПа, при температурі рідкофазного спікання з наступним охолодженням до кімнатної температури, який відрізняється тим, що перед охолодженням тиск знижують до 2×10-5-1×10-4 МПа, а охолодження проводять при цьому тиску зі швидкістю 50-150 град./хв.
Спосіб спікання твердих сплавів
Номер патенту: 15500
Опубліковано: 30.06.1997
Автори: Бондаренко Володимир Петрович, Курманов Ніколай Муазіновіч, RU, Цалюк Раїса Хаімовна, Павлоцька Елла Григорівна
МПК: B22F 3/12
Мітки: твердих, сплавів, спікання, спосіб
Текст:
...предстазлйііьі в таблице. аремени спекания и скорости науглерожиСпособ был реалиэозям токже при гравания вследствие чего повысится прочность ничных и при выходе за граничные знамения твердых сплавов. температур па первом этапе предварительДля решения этой задачи в известном но ного спекания, а также для разных марок способе, включающем двухэтапное предватвердых сплавоо WC-Co (высоко и малокорительное спекание с превышением...
Попередній патент: Спеціалізований принтер
Наступний патент: Ущільнення вала
Випадковий патент: Антибактеріальний препарат "тилозомікол м 5%, 20%"