Спосіб гарячої штамповки
Номер патенту: 94678
Опубліковано: 25.11.2014
Автори: Аніщенко Олександр Сергійович, Каргін Борис Сергійович, Бурлуцький Артем Сергійович, Каргін Сергій Борисович
Формула / Реферат
1. Спосіб гарячої штамповки, що включає нанесення на поверхню заготовки мастила на основі скла, нагрівання і деформування заготовки в штампі, який відрізняється тим, що перед деформуванням заготовки на робочу поверхню штампа наносять мастило на основі графіту, фосфату і води.
2. Спосіб за п. 1, який відрізняється тим, що на заготовку наносять шар скла № 4-2, що має склад, %: SiO2 - 54, Аl2О3 - 14, В2О3 - 14, СаО - 16, Na2O - 2, а на поверхню штампа - шар препарату ГФП, що має склад, %: графіт - 18, триполіфосфат натрію - 8, лігносульфонат - 8, триетаноламін - 0,3, фурацилін - 0,01, вода - основа.
Текст
Реферат: Спосіб гарячої штамповки включає нанесення на поверхню заготовки мастила на основі скла, нагрівання і деформування заготовки в штампі. При цьому перед деформуванням заготовки на робочу поверхню штампа наносять мастило на основі графіту, фосфату і води. UA 94678 U (54) СПОСІБ ГАРЯЧОЇ ШТАМПОВКИ UA 94678 U UA 94678 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі обробки металів тиском і може бути застосована для гарячої штамповки поковок з високолегованих сталей. Відомий спосіб гарячої штамповки, в якому нагріту заготовку деформують між секторами вальців, що кують (Пат. РФ на корисну модель № 73332, МПК B21D 22/00, опубл. 25.09.2012, БВ № 18). Для надійного захвата заготовки секторами на останній не повинно бути ніякого антифрикційного шару, зокрема мастила. Недоліком способу є обмежена номенклатура поковок, яка вміщує тільки поковки, що подовжені в плані. Відомий спосіб гарячої штамповки, що вміщує нанесення на робочу поверхню штампа мастила на основі графіту та води, нагрівання і деформування заготовки в штампі (Артес А.Э. Алюминиевые сплавы в производстве деталей и машин (алюминиевые поковки). - М.: Станкин, 2004. - 58 с.). Як найближчий аналог, як рішення, що найбільш близьке по технічній суті, був вибраний спосіб гарячої штамповки, що вміщує нанесення на заготовку мастила на основі скла, нагрівання і деформування заготовки в штампі (Пат. РФ № 2020020, МПК B21J 5/00, опубл. 30.09.1994, БВ № 36). Недоліком найближчого аналога та передостаннього способу є недостатньо низький коефіцієнт тертя між заготовкою і штампом, що призводить до збільшення сили штамповки, погіршенню якості поковки. В основу корисної моделі поставлена задача розробити спосіб гарячої штамповки, в якому за рахунок зменшення коефіцієнту тертя між заготовкою і штампом буде забезпечена якісна поверхня поковок та зменшення сили штамповки. Для вирішення поставленої задачі в способі гарячої штамповки, що включає нанесення на поверхню заготовки мастила на основі скла, нагрівання і деформування заготовки в штампі, згідно з корисною моделлю, перед деформуванням заготовки на робочу поверхню штампа наносять мастило на основі графіту, фосфату і води. Зокрема, на заготовку наносять шар скла № 4-2, а на поверхню штампа - шар препарату ГФП (графіто-фосфатний препарат). Склад скла № 4-2, %: SiO2-54, Аl2О3-14, В2О3-14, СаО - 16, Na2O-2. Склад препарату ГФП, %: графіт - 18, триполіфосфат натрію - 8, лігносульфонат - 8, триетаноламін - 0,3, фурацилін - 0,01, вода - основа. Спосіб здійснюють наступним чином. На заготовку у вигляді, наприклад, прутка наносять рідинний шар мастила на основі скла і підсушують мастило із заготовкою у пічці. На робочу поверхню верхнього і нижнього штампів наносять, наприклад, розпилюванням шар мастила на основі графіту, фосфату і води. Заготовку з підсушеним шаром скломастила нагрівають до оптимальної температури і деформують в штампі. Скломастила, що наносять на заготовку, повинні мати температуру розм'якшення в зоні робочих температур штамповки заготовки. Для сталі це склоемалі № 36, № 4-2, № 208, для титанових сплавів - ЭВТ-24, ЭВТ-25, ЭВТ-10, для нікелевих сплавів - ЭВТ-100, ЭВТ-124. Графіто-фосфатні водні препарати, які наносять на поверхню штампа, повинні створювати при температурі штамповки підплавлений шар триполіфосфату натрію на поверхні штампа. До таких препаратів відносять препарат ГФП, мастила ВАР-9, Укрінол-7, Укрінол 5/5. Наявність шару скла на поверхні заготовки зменшує коефіцієнт тертя між заготовкою і штампом, а якщо на робочу поверхню штампа нанести ще й мастило графіт-фосфат-вода, коефіцієнт тертя стане ще нижчим, що приведе до додаткового зменшення сили штамповки, кращого заповнювання гравюри штампу, тобто до поліпшення якості поковок. Приклади конкретного виконання способу Штампована поковка - кільце з легованої сталі 10 × 11Н23ТЗМР (ЭП-33). Вихідна заготовка кільце Ø36×Ø18×12 мм. На поверхню заготовки нанесли шар рідинного мастила "скло № 4-2". На робочу поверхню штампа нанесли розпилюванням шар препарату ГФП. Заготовку зі склом підсушили в термошафі, а потім нагріли до 1100 °C і деформували в штампі зі ступенем деформації 35 %. Коефіцієнт тертя, обчислений за методом кільцевих зразків, склав 0,11. Спосіб найближчий аналог (штамповка без шару ГФП на поверхні штампа) забезпечив коефіцієнт тертя 0,15. До того ж сила штамповки у найближчого аналога була на 30 % більшою, ніж у запропонованого. Точність кільця, виготовленого запропонованим способом та найближчим аналогом, відповідає вимогам 12-го і 14-го квалітетів відповідно. Нанесення, крім склад на поверхню заготовки, ще й шарупрепарату ГФП на поверхню штампа додатково зменшує силу штамповки і поліпшує точність (якість) поковок. 1 UA 94678 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 1. Спосіб гарячої штамповки, що включає нанесення на поверхню заготовки мастила на основі скла, нагрівання і деформування заготовки в штампі, який відрізняється тим, що перед деформуванням заготовки на робочу поверхню штампа наносять мастило на основі графіту, фосфату і води. 2. Спосіб за п. 1, який відрізняється тим, що на заготовку наносять шар скла № 4-2, що має склад, %: SiO2 - 54, Аl2О3 - 14, В2О3 - 14, СаО - 16, Na2O - 2, а на поверхню штампа - шар препарату ГФП, що має склад, %: графіт - 18, триполіфосфат натрію - 8, лігносульфонат - 8, триетаноламін - 0,3, фурацилін - 0,01, вода - основа. Комп’ютерна верстка І. Мироненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Автори англійськоюKargin Borys Serhiiovych, Anischenko Oleksandr Serhiiovych, Kargin Sergii Borysovych
Автори російськоюКаргин Борис Сергеевич, Анищенко Александр Сергеевич, Каргин Сергей Борисович
МПК / Мітки
МПК: B21J 13/02, B21J 5/00
Мітки: спосіб, гарячої, штамповки
Код посилання
<a href="https://ua.patents.su/4-94678-sposib-garyacho-shtampovki.html" target="_blank" rel="follow" title="База патентів України">Спосіб гарячої штамповки</a>
Штамп для гарячої штамповки порошкових заготовок
Номер патенту: 29502
Опубліковано: 15.11.2000
Автори: Баглюк Генадій Анатолійович, Мажарова Галина Юхимівна, Капля Сергій Миколайович, Позняк Леонід Олександрович
МПК: B22F 3/02
Мітки: порошкових, заготовок, гарячої, штамп, штамповки
Текст:
...Значение верхнего предела угла (< 89о) ограничивается тем, что при a< 89о (в частности, при a - 90о), форма верхнего пуансона вырождается из конической в плоскую, что не соответствует доотличительным признакам изобретения. При такой форме пуансона облой при штамповке вытесняется на верхнюю плоскость матрицы, а вертикальная составляющая сил трения, препятствующая при конусном пуансоне выдавливанию металла в облой, исчезает. Таким...
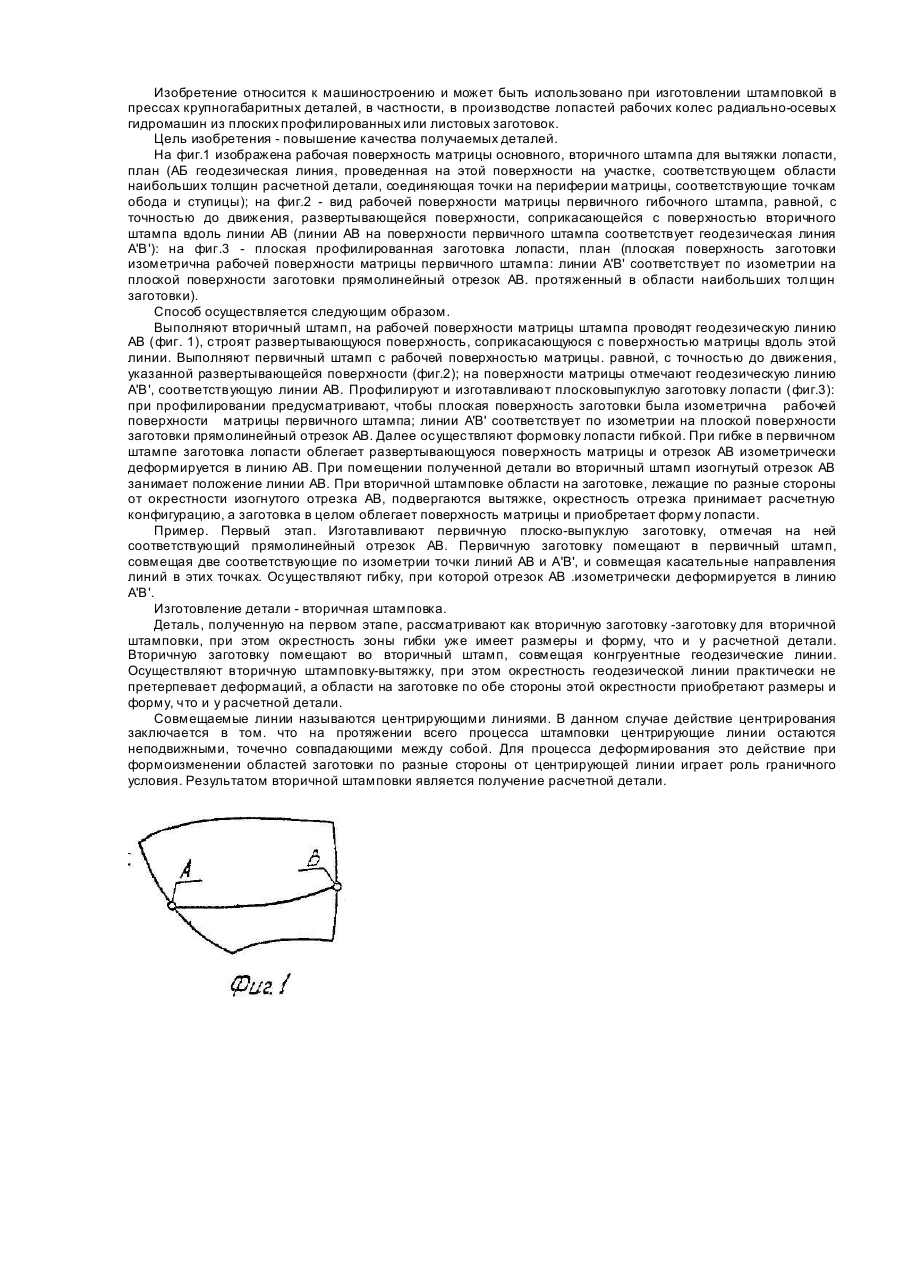
Спосіб штамповки крупногабаритних деталей
Номер патенту: 67882
Опубліковано: 15.07.2004
Автор: Мілка Анатолій Дмитрович
МПК: B21D 53/00
Мітки: деталей, крупногабаритних, спосіб, штамповки
Формула / Реферат:
Способ штамповки крупногабаритных деталей, преимущественно типа лопаток, заключающийся в поэтапном деформировании заготовки путем гибки на первом этапе и формовки ее на втором этапе, отличающийся тем, что, с целью повышения качества получаемых деталей, при гибке на первом этапе на заготовке формируют участок, соответствующий профилю этого участка у готового изделия и расположенный в зоне, отстоящий от противоположных боковых сторон заготовки,...
Спосіб об’ємної штамповки виробів типу кілець та штамп для його здійснення
Номер патенту: 28182
Опубліковано: 16.10.2000
Автор: Бродський Віктор Мусійович
МПК: B21D 22/00
Мітки: типу, здійснення, кілець, штамп, спосіб, виробів, штамповки, об'ємної
Формула / Реферат:
1. Способ объемной штамповки изделий типа колец с точным сквозным отверстием, заключающийся в последовательных за один ход пресса осадке заготовки, прошивке и снятия уклонов, отличающийся тем, что исходную заготовку последовательно прошивают пуансоном, осаживают и калибруют отверстие за один ход пресса, причем осадку ведут до полного радиального обжатия металла вокруг пуансона.2. Штамп для осуществления способа по п. 1, включающий...
Спосіб листової штамповки
Номер патенту: 69298
Опубліковано: 25.04.2012
Автори: Троцко Олег Валериевич, Мосьпан Денис Владиславович, Пузир Руслан Григорович, Драгобецький Владимир В'ячеславович, Мороз Микола Миколайович
МПК: B21D 22/00, B26F 1/00
Мітки: листової, спосіб, штамповки
Формула / Реферат:
Спосіб листової штамповки, який відрізняється тим, що плоску заготівку спочатку витягують без притискання фланця заготівки трубчастим пуансоном, зовнішня поверхня якого відповідає периферійній формі деталі, до оформлення глибокого рифту по периметру штампованої деталі, потім, коли кут поверхні фланця заготівки дорівнює куту тертя між торцем заготівки та поверхнею притисного кільця, здійснюють притискання фланця заготівки і виконують подальше...
Мастило для гарячої обробки металів тиском
Номер патенту: 76965
Опубліковано: 25.01.2013
Автори: Попова Вікторія Валеріївна, Лісовий Максим Олегович, Вороніна Ніна Олександрівна, Каргін Борис Сергійович, Котова Євгенія Сергіївна, Каргін Сергій Борисович
МПК: C10M 173/02
Мітки: гарячої, тиском, металів, обробки, мастило
Формула / Реферат:
Мастило для гарячої обробки металів тиском, що містить графіт, триполіфосфат натрію, триетаноламін, лігносульфонат амонію і воду, яке відрізняється тим, що воно додатково містить деревну тирсу, фторамоній і кухонну сіль, при наступному співвідношенні компонентів, мас. %: графіт 2-6 триполіфосфат натрію 1-2 триетаноламін 0,1-0,3 ...
Попередній патент: Водно-дисперсійна фарба з максимально щільною упаковкою наповнювачів у покритті
Наступний патент: Диференціатор теплових сигналів двох незалежних контурів
Випадковий патент: Спосіб виробництва горілки виноградної