Спосіб гідродинамічного штампування та пристрій для його втілення
Номер патенту: 96191
Опубліковано: 10.10.2011
Автори: Зайцев Віталій Єгорійович, Брагін Олександр Павлович, Полтарушніков Сергій Андрійович, Федкович Юлія Анатоліївна

Формула / Реферат
1. Спосіб гідродинамічного штампування, при якому листову заготовку поміщають в матрицю штампового блока, заповнюють формуючу гідравлічну камеру, що утворилася, рідким передатним середовищем і створюють в ньому імпульс високого тиску, який відрізняється тим, що імпульс високого тиску створюють просуванням навантажуючого поршня всередину перехідника формуючої камери при скиданні штампового блока з висоти, орієнтуючи його хвостовиком навантажуючого поршня вниз, на жорстку масивну плиту, при цьому у формуючій камері додатково створюють калібруючий тиск за допомогою калібруючого поршня, який проштовхують у формуючу камеру калібруючим вантажем, падаючим з висоти разом зі штамповим блоком.
2. Пристрій для гідродинамічного штампування, що складається з технологічного та енергетичного вузлів, які утворюють штамповий блок, причому технологічний вузол містить розміщену в обоймі матрицю із заготовкою, який відрізняється тим, що матриця з обоймою скріплені верхньою і нижньою корпусними плитами, в яких зацентровані частини енергетичного вузла, що являють собою плунжерні пари і складаються з, відповідно, нижнього і верхнього ступінчастих перехідників формуючої камери, в яких розміщені, відповідно, навантажуючий і калібруючий поршні, при цьому пристрій оснащений встановлюваним на фіксатори калібруючим вантажем, який пов'язаний зі штамповим блоком.
Текст
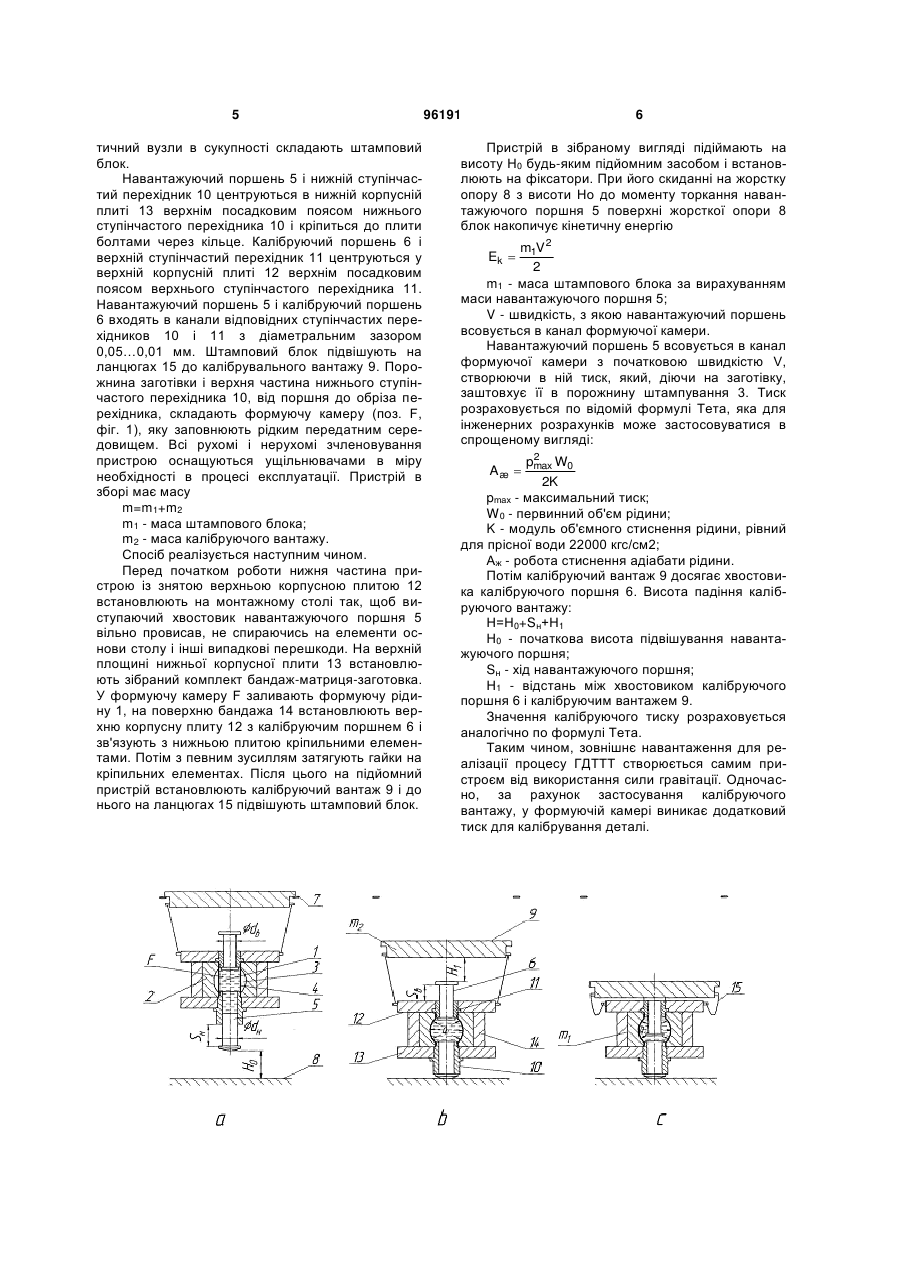
1. Спосіб гідродинамічного штампування, при якому листову заготовку поміщають в матрицю штампового блока, заповнюють формуючу гідравлічну камеру, що утворилася, рідким передатним середовищем і створюють в ньому імпульс високо C2 2 (19) 1 3 го снаряд у стволі розганяється потоком рідини, що витісняється з камери через мультиплікатор швидкості, що заповнює надснарядну порожнину і супроводжує снаряд безвідривно протягом його руху. Крім того, у визначений момент прискореного руху снаряда в рідині, що його розганяє, створюється гідравлічний удар, що забезпечує додатковий імпульс прискорення. Відомий також пристрій для реалізації даного способу, вибраний як прототип пристрою, що заявляється, в якому енергетичний вузол складається із співвісно з'єднаних газової та рідинної камер. У газовій камері знаходиться стиснене повітря високого тиску. Рідинна камера відділена від газової проміжним поршнем і має знизу насадку. До неї пристиковується ствол зі східчастою проточкою. У проточці розміщений рухомий блок-снаряд, охоплюваний східчастою циліндричною обоймою. Обойма фіксується з певним зусиллям у проточці ствола, а снаряд, відповідно, в обоймі. Енергетичний вузол співвісно закріплений з технологічним вузлом, що містить матрицю з поміщеною в неї заготівкою і рідким передатним середовищем. Недолік відомих способів і пристроїв полягає в тому, що вони не забезпечують стійкої стабільності якості деталей, що штампуються, в умовах виробництва, вимагають великих технологічних енерговитрат і складні в обслуговуванні. Це пояснюється, по-перше, тим, що поршень у своєму переміщенні при генеруванні їм імпульсу тиску в об'ємі передатного середовища кінематично вільний як при розгоні, так і при гальмуванні. Тому при ударній його взаємодії з передатним середовищем, що ним навантажується, в останньому виникають пульсації тиску і, відповідно, можливість кавітації. По-друге, енергію свого руху, необхідну і достатню для операції формозміни заготівки в деталь, поршень одержує від зовнішнього джерела у вигляді розширення стиснутого газу, газів при згорянні паливно-повітряних чи порохових сумішей і т.п., що вимагають для забезпечення свого робочого циклу дуже складних конструктивних механічних енергоємних систем, які є досить дорогими. По-третє, даний спосіб і пристрій не дозволяють забезпечити високий імпульс тиску на кінцевій стадії процесу штампування. Це призводить до того, що виготовлення деталей складної форми, а особливо, деталей, що вимагають високого калібруючого тиску, необхідно проводити в декілька переходів. Тим самим збільшується трудомісткість виготовлення деталі. Технічна задача способу і пристрою, що заявляються - забезпечити бездефектне виготовлення листових деталей гідродинамічною штамповкою за допомогою нормалізації поля тиску усередині передавального середовища за рахунок додання імпульсу тиску квазістатичного характеру й усунення тим самим хвильових коливальних процесів та кавітації, а також розширення технологічних можливостей штампування за рахунок створення додаткового імпульсу тиску для калібрування деталі. 96191 4 Пристрій, що заявляється, призначений для реалізації способу, що заявляється, забезпечення потрібного тиску для калібрування деталі. Поставлена технічна задача вирішується тим, що в способі гідродинамічного штампування, при якому листову заготовку поміщають в матрицю штампового блока, заповнюють формуючу гідравлічну камеру, що утворилася, рідким передатним середовищем і створюють в ньому імпульс високого тиску, згідно з винаходом, імпульс високого тиску створюють просуванням навантажуючого поршня всередину перехідника формуючої камери при скиданні штампового блока з висоти, орієнтуючи його хвостовиком навантажуючого поршня вниз, на жорстку масивну плиту, при цьому у формуючій камері додатково створюють калібруючий тиск за допомогою калібруючого поршня, який проштовхують у формуючу камеру калібруючим вантажем, падаючим з висоти разом зі штамповим блоком. Поставлена технічна задача вирішується так само тим, що пристрій для гідродинамічного штампування складається з технологічного та енергетичного вузлів, які утворюють штамповий блок, причому технологічний вузол містить розміщену в обоймі матрицю із заготовкою, згідно з винаходом, матриця з обоймою скріплені верхньою і нижньою корпусними плитами, в яких зацентровані частини енергетичного вузла, що являють собою плунжерні пари і складаються з, відповідно, нижнього і верхнього ступінчастих перехідників формуючої камери, в яких розміщені, відповідно, навантажуючий та калібруючий поршні, при цьому пристрій оснащений встановлюваним на фіксатори калібруючим вантажем, який пов'язаний зі штамповим блоком. Таким чином, процес створення додаткового імпульсу тиску в формуючій камері (для калібрування деталі), відбувається за рахунок дії сили гравітації, спільно з основним етапом штампування і не вимагає використання спеціальних енергоносіїв (підйом вантажу здійснюється спільно зі штамповим блоком). За рахунок цього знижується трудомісткість і енерговитрати на виробництво деталей. Необхідні параметри формуючої рідини задаються комбінацією маси штампового блока і вантажу, відповідною висотою їх падіння, діаметрами поршнів і довжинами їх ходів. На кресленні представлена принципова кінематична схема реалізації способу штампування з калібруванням з використанням сили гравітації: а - початковий стан системи; b - положення системи на стадії штампування; с - положення системи на стадії калібрування. Принциповий пристрій складається з технологічного вузла - матриці 2, розміщеної в ній заготовки 4 і охопленої товстостінним високоміцним бандажем 14; разом їх скріпляють верхньою 12 і нижньою 13 корпусними плитами, жорстко зв'язаними між собою кріпильними елементами. Зверху і знизу до технологічного вузла співвісно з ним кріплять частини енергетичного вузла, що складаються з нижнього 10 і верхнього 11 ступінчастих перехідників, в які поміщені відповідно навантажуючий 5 та калібруючий 6 поршні. Технологічний і енерге 5 тичний вузли в сукупності складають штамповий блок. Навантажуючий поршень 5 і нижній ступінчастий перехідник 10 центруються в нижній корпусній плиті 13 верхнім посадковим поясом нижнього ступінчастого перехідника 10 і кріпиться до плити болтами через кільце. Калібруючий поршень 6 і верхній ступінчастий перехідник 11 центруються у верхній корпусній плиті 12 верхнім посадковим поясом верхнього ступінчастого перехідника 11. Навантажуючий поршень 5 і калібруючий поршень 6 входять в канали відповідних ступінчастих перехідников 10 і 11 з діаметральним зазором 0,05…0,01 мм. Штамповий блок підвішують на ланцюгах 15 до калібрувального вантажу 9. Порожнина заготівки і верхня частина нижнього ступінчастого перехідника 10, від поршня до обріза перехідника, складають формуючу камеру (поз. F, фіг. 1), яку заповнюють рідким передатним середовищем. Всі рухомі і нерухомі зчленовування пристрою оснащуються ущільнювачами в міру необхідності в процесі експлуатації. Пристрій в зборі має масу m=m1+m2 m1 - маса штампового блока; m2 - маса калібруючого вантажу. Спосіб реалізується наступним чином. Перед початком роботи нижня частина пристрою із знятою верхньою корпусною плитою 12 встановлюють на монтажному столі так, щоб виступаючий хвостовик навантажуючого поршня 5 вільно провисав, не спираючись на елементи основи столу і інші випадкові перешкоди. На верхній площині нижньої корпусної плити 13 встановлюють зібраний комплект бандаж-матриця-заготовка. У формуючу камеру F заливають формуючу рідину 1, на поверхню бандажа 14 встановлюють верхню корпусну плиту 12 з калібруючим поршнем 6 і зв'язують з нижньою плитою кріпильними елементами. Потім з певним зусиллям затягують гайки на кріпильних елементах. Після цього на підйомний пристрій встановлюють калібруючий вантаж 9 і до нього на ланцюгах 15 підвішують штамповий блок. 96191 6 Пристрій в зібраному вигляді підіймають на висоту Н0 будь-яким підйомним засобом і встановлюють на фіксатори. При його скиданні на жорстку опору 8 з висоти Но до моменту торкання навантажуючого поршня 5 поверхні жорсткої опори 8 блок накопичує кінетичну енергію m1V 2 2 m1 - маса штампового блока за вирахуванням маси навантажуючого поршня 5; V - швидкість, з якою навантажуючий поршень всовується в канал формуючої камери. Навантажуючий поршень 5 всовується в канал формуючої камери з початковою швидкістю V, створюючи в ній тиск, який, діючи на заготівку, заштовхує її в порожнину штампування 3. Тиск розраховується по відомій формулі Тета, яка для інженерних розрахунків може застосовуватися в спрощеному вигляді: Ek 2 pmax W0 2K pmах - максимальний тиск; W0 - первинний об'єм рідини; K - модуль об'ємного стиснення рідини, рівний для прісної води 22000 кгс/см2; Аж - робота стиснення адіабати рідини. Потім калібруючий вантаж 9 досягає хвостовика калібруючого поршня 6. Висота падіння калібруючого вантажу: Н=Н0+Sн+Н1 Н0 - початкова висота підвішування навантажуючого поршня; Sн - хід навантажуючого поршня; Н1 - відстань між хвостовиком калібруючого поршня 6 і калібруючим вантажем 9. Значення калібруючого тиску розраховується аналогічно по формулі Тета. Таким чином, зовнішнє навантаження для реалізації процесу ГДТТТ створюється самим пристроєм від використання сили гравітації. Одночасно, за рахунок застосування калібруючого вантажу, у формуючій камері виникає додатковий тиск для калібрування деталі. Aæ 7 Комп’ютерна верстка Г. Паяльніков 96191 8 Підписне Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device of hydrodynamic stamping
Автори англійськоюBrahin Oleksandr Pavlovych, Zaitsev Vitalii Yehoriiovych, Poltarushnikov Serhii Andriiovych, Fedkovych Yulia Anatoliivna
Назва патенту російськоюСпособ гидродинамической штамповки и устройство для его осуществления
Автори російськоюБрагин Александр Павлович, Зайцев Виталий Егорович, Полтарушников Сергей Андреевич, Федкович Юлия Анатольевна
МПК / Мітки
МПК: B21D 26/06, B21D 26/021
Мітки: гідродинамічного, втілення, спосіб, пристрій, штампування
Код посилання
<a href="https://ua.patents.su/4-96191-sposib-gidrodinamichnogo-shtampuvannya-ta-pristrijj-dlya-jjogo-vtilennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб гідродинамічного штампування та пристрій для його втілення</a>
Спосіб гідродинамічного штампування та пристрій для його здійснення
Номер патенту: 95994
Опубліковано: 26.09.2011
Автори: Полтарушніков Сергій Андрійович, Брагін Олександр Павлович, Зайцев Вячеслав Васильович, Зайцев Віталій Єгорійович, Кривцов Володимир Станіславович
МПК: B21D 26/00
Мітки: штампування, гідродинамічного, пристрій, здійснення, спосіб
Формула / Реферат:
1. Спосіб гідродинамічного штампування деталей з листових заготовок, при якому листову заготівку поміщають у матрицю, встановлюють на неї перехідник і заповнюють його рідким передатним середовищем, в якому створюють імпульс високого тиску навантаженням твердого тіла - снаряда, що рухається в енергетичному вузлі, який містить фіксовану та рухому частини ствола, який відрізняється тим, що снаряд розміщують унизу рухомої частини ствола для...
Спосіб гідродинамічного штампування та пристрій для його здійснення
Номер патенту: 83807
Опубліковано: 26.08.2008
Автори: Полтарушніков Сергій Андрійович, Зайцев Віталій Єгорійович, Бичков Сергій Андрійович, Брагін Олександр Павлович, Кривцов Володимир Станіславович
МПК: B21D 26/06
Мітки: пристрій, гідродинамічного, здійснення, спосіб, штампування
Формула / Реферат:
1. Спосіб гідродинамічного штампування, наприклад, деталей з листових заготовок, при якому листову заготовку поміщають у матрицю, встановлюють на неї формуючу гідравлічну камеру, заповнену рідким передатним середовищем, і створюють в ній імпульс високого тиску шляхом навантаження поверхні рідкого передатного середовища, що перебуває в ній, ударом твердого тіла - снаряда, що рухається з швидкістю 50...250 мс-1, який відрізняється тим, що...
Спосіб калібровки кінців тонкостінних труб і пристрій для його втілення
Номер патенту: 9460
Опубліковано: 30.09.1996
Автори: Новицький Валерій Андронович, Младінов Степан Дмитрович, Житній Григорій Дмитрович, Мільченко Євген Іванович, Венцківський Олександр Вітальович, Сухов Віталій Вікторович
МПК: B21C 37/06, B21D 41/00
Мітки: кінців, труб, тонкостінних, пристрій, спосіб, калібровки, втілення
Формула / Реферат:
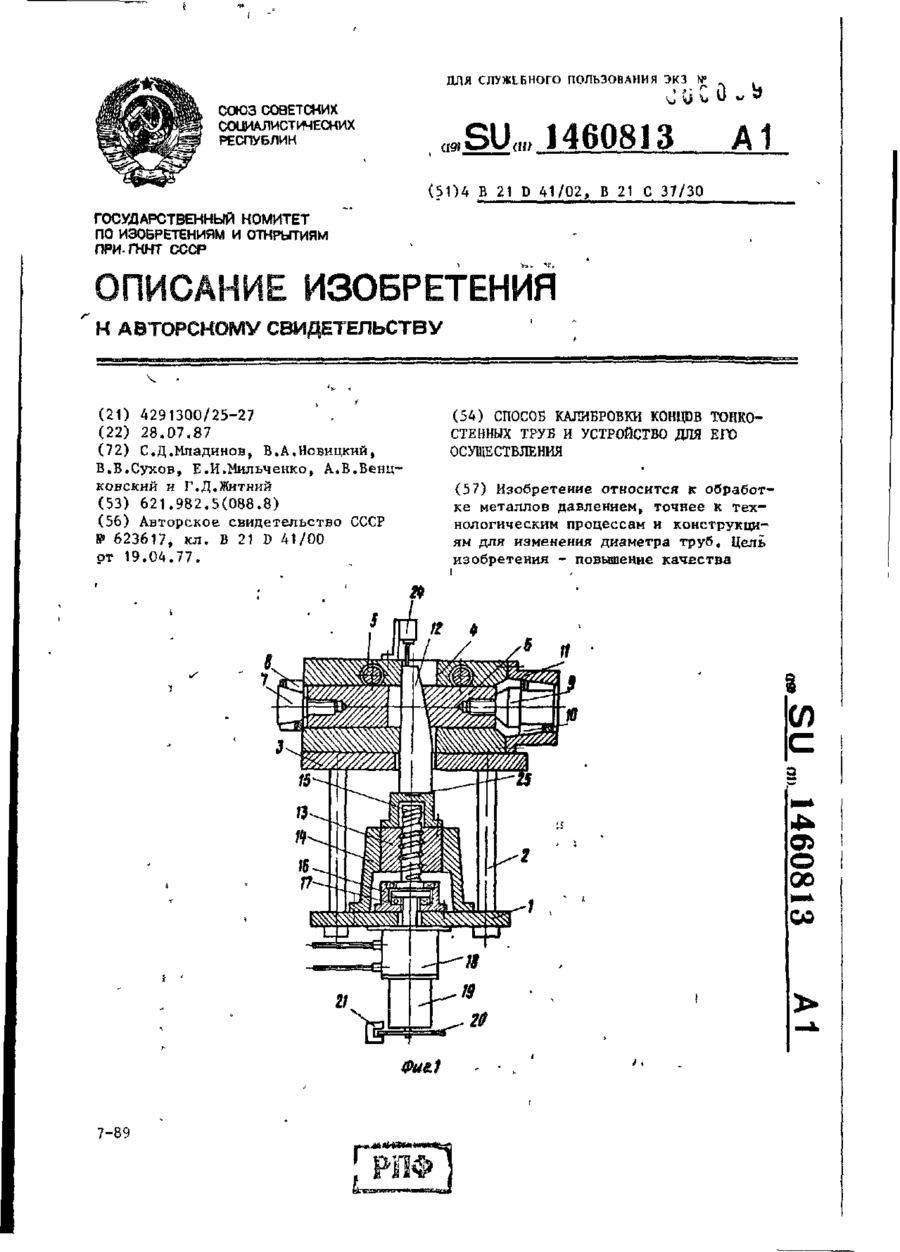
1. Способ калибровки концов тонкостенных труб путем их расширения или обжатия, отличающийся тем, что, с целью повышения качества труб, деформацию расширения или обжатия производят в два этапа: первоначально до диаметра трубы D1, определяемого соотношениемгде Dном - заданный диаметр конца трубы,sт - предел текучести материала трубы,Е - модуль упругости материала трубы,e - относительное удлинение материала...
Спосіб гарячого штампування і пристрій для його здійснення
Номер патенту: 94423
Опубліковано: 10.05.2011
Автор: Штеклі Ксавер
МПК: B44B 5/00, B41M 1/00, B41F 19/00
Мітки: здійснення, штампування, спосіб, гарячого, пристрій
Формула / Реферат:
1. Спосіб гарячого штампування деталей для штампування, у якому друкарську форму й деталь для штампування приводять у робочий контакт одна з одною у площині штампування їх поверхнями, призначеними для штампування, у якому фольгу для штампування з матеріалом, який мають вдруковувати, поміщають між ними таким чином, що під час робочого контакту матеріал, який мають вдруковувати, вдруковують на деталь для штампування за допомогою друкарської...
Спосіб визначення вмісту алкоголю у повітрі, що видихають, і пристрій для його втілення
Номер патенту: 9484
Опубліковано: 30.09.1996
Автори: Матвієнко Микола Трохимович, Український Юрій Дмитрович
МПК: A61B 5/08, G01N 27/14, G01N 33/497
Мітки: вмісту, повітрі, пристрій, спосіб, втілення, алкоголю, видихають, визначення
Формула / Реферат:
1. Способ определения содержания алкоголя в выдыхаемом воздухе, основанный на термокаталитическом измерении теплосноса, отличающийся тем, что формируют однородный в сечении поток воздуха максимального форсированного выдоха, в котором непрерывно и одновременно определяют теплоснос с активированной и неактивированной рабочей поверхности датчиков, полученные значения сравнивают, из результата сравнения выделяют наибольшее, которое...
Попередній патент: Стійкий до зминання лист із захистом, спосіб виготовлення такого листа і документ із захистом, який включає такий лист
Наступний патент: Автоматичний пістолет
Випадковий патент: Пристрій для визначення рівнів та меж поділу рідких і сипких середовищ