Спосіб одержання плющеної стрічки
Номер патенту: 96603
Опубліковано: 25.11.2011
Автори: Баришев Володимир Євгенович, Сікачина Ігор Васильович, Жучков Сергій Михайлович, Галенко Юрій Семенович, Ключніков Кирило Юрійович, Лохматов Олександр Павлович
Формула / Реферат
1. Спосіб одержання плющеної стрічки, що включає деформацію вихідної заготовки круглого перерізу, наступну деформацію штаби прямокутного перерізу в кілька проходів з регламентованими відносними обтисненнями й коефіцієнтами витяжки металу до одержання готового профілю у вигляді плющеної стрічки прямокутного перерізу в чистовому проході, який відрізняється тим, що деформацію вихідної заготовки круглого перерізу здійснюють холодним волочінням у роликовій волоці універсального складання, при цьому плющену стрічку прямокутного перерізу одержують із шириною, рівною ширині штаби, отриманої в результаті деформації вихідної заготовки круглого перерізу в роликовій волоці універсального складання, а в процесі деформації в декілька проходів у роликовій волоці універсального складання з регламентованими відносними обтисненнями й коефіцієнтами витяжки металу ширину штаби підтримують також рівною ширині штаби, отриманої в результаті деформації вихідної заготовки круглого перерізу в роликовій волоці універсального складання.
2. Спосіб за п. 1, який відрізняється тим, що деформацію вихідної заготовки круглого перерізу в роликовій волоці універсального складання й наступну деформацію штаби прямокутного перерізу в кілька проходів у роликовій волоці універсального складання ведуть з відносними обтисненнями, рівними 30-36 %, і коефіцієнтами витяжки металу, рівними 1,46-1,48, а одержання готового профілю у вигляді плющеної стрічки ведуть із відносним обтисненням, рівним 18-20 %, і коефіцієнтом витяжки металу, рівним 1,24-1,26.
Текст
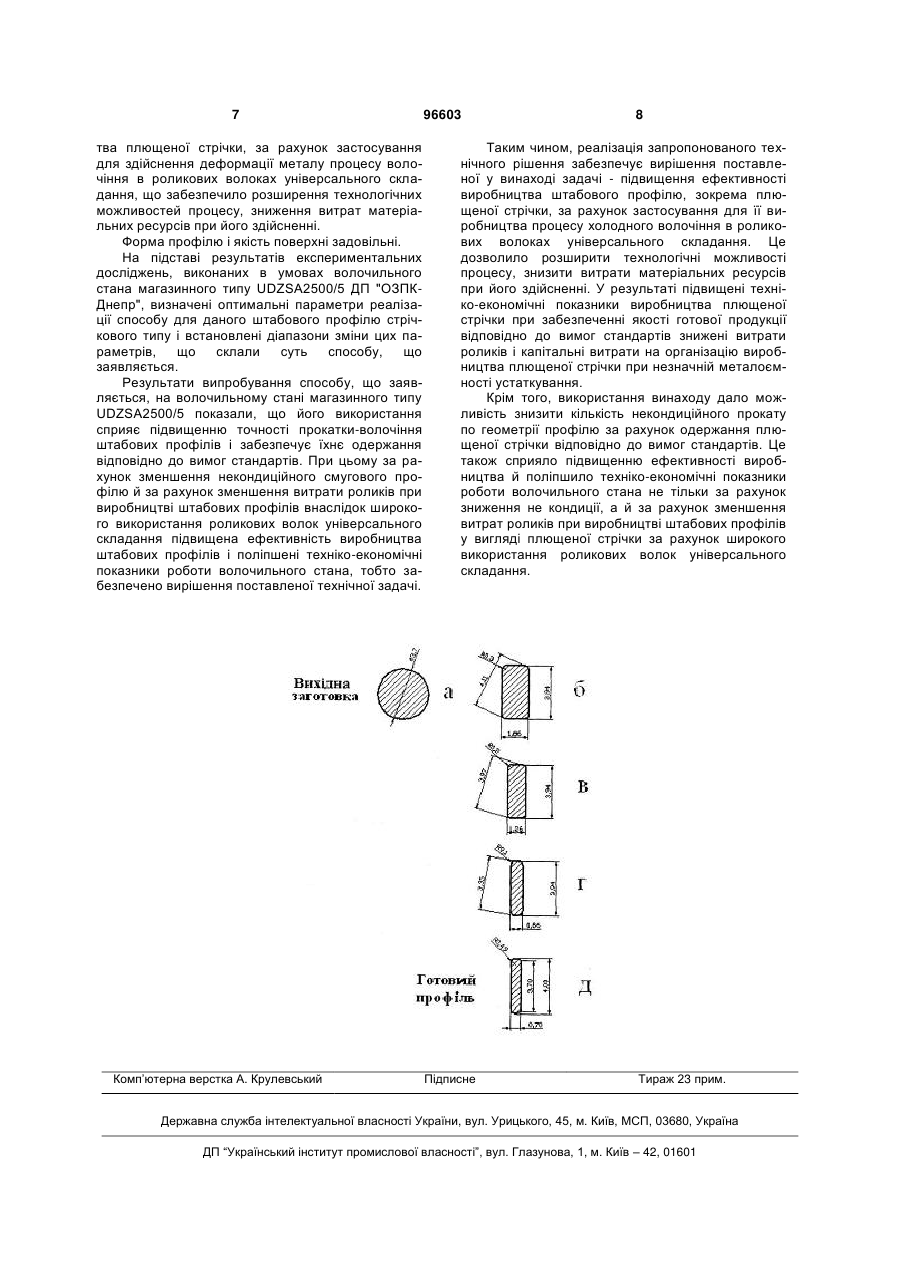
1. Спосіб одержання плющеної стрічки, що включає деформацію вихідної заготовки круглого перерізу, наступну деформацію штаби прямокутного перерізу в кілька проходів з регламентованими відносними обтисненнями й коефіцієнтами витяжки металу до одержання готового профілю у вигляді плющеної стрічки прямокутного перерізу в чистовому проході, який відрізняється тим, що деформацію вихідної заготовки круглого перерізу здійснюють холодним волочінням у роликовій во C2 2 (19) 1 3 Відомий також спосіб одержання штабових профілів, що включає деформацію вихідної заготовки круглого перерізу в кілька проходів волочінням у чотирироликових головках, при кожному проході вихідну заготовку деформують тільки в одному із взаємно перпендикулярних напрямків однією парою роликів із гладкою бочкою, притиснутих із зусиллям, що перевершують тиск металу, до іншої пари роликів, що тільки визначають розмір і точність виробу в даному напрямку деформації [3 - А.с. № 184796 СССР Способ производства проволоки и ленты прямоугольного квадратного сечения. Опубликовано 30.07.1966. Бюлл. №16 прототип]. Недоліком даного способу є використання для кожного проходу окремого комплекту роликів. Для одержання необхідної товщини профілю за відомим способом необхідна наявність окремої пари роликів, що визначають розмір і точність профілю в даному напрямку деформації, що знижує технологічні можливості процесу виробництва смугових профілів. За прототип прийнятий відомий спосіб одержання штабових профілів, що включає деформацію вихідної заготовки круглого перерізу в кілька проходів волочінням у чотирироликових головках, при кожному проході вихідну заготовку деформують тільки в одному із взаємно перпендикулярних напрямків однією парою роликів із гладкою бочкою, притиснутих із зусиллям, що перевершують тиск металу, до іншої пари роликів, що тільки визначають розмір і точність виробу в даному напрямку деформації [3 - А.с. № 184796 СССР Способ производства проволоки и ленты прямоугольного квадратного сечения. Опубликовано 30.07.1966. Бюлл. №16 - прототип]. Недоліком прототипу є використання для кожного проходу окремого комплекту роликів. Для одержання необхідної товщини профілю за відомим способом необхідна наявність окремої пари роликів, що визначають розмір і точність профілю в даному напрямку деформації, що також знижує технологічні можливості процесу виробництва штабових профілів відомим способом. Крім того, для одержання стрічкових профілів дрібних перерізів (0,3×1,2 мм), у цьому способі передбачається використання роликів з товщиною, відповідною до товщини готової стрічки (0,3 мм). Зазначені обставини збільшують матеріальні витрати на виробництво цього виду продукції, що в остаточному підсумку знижує ефективність виробництва й конкурентоспроможність плющеної стрічки. Задача, розв'язувана винаходом, полягає в підвищенні ефективності виробництва штабового профілю, зокрема плющеної стрічки шляхом холодного волочіння в роликових волоках. Технічний результат, що досягається при використанні винаходу, полягає в зниженні матеріальних витрат на виробництво штабового профілю у вигляді плющеної стрічки при забезпеченні якості готової продукції відповідно до вимог стандартів, а також в зниженні витрат роликів і капітальних витрат на організацію виробництва при невеликій металоємності устаткування. 96603 4 Вирішення поставленої задачі забезпечується тим, що в способі одержання плющеної стрічки здійснюють деформацію вихідної заготовки круглого перерізу холодним волочінням в роликових волоках універсального складання, наступну деформацію штаби прямокутного перерізу в кілька проходів у роликовій волоці універсального складання з регламентованими відносними обтисненнями й коефіцієнтами витяжки металу до одержання готового профілю у вигляді плющеної стрічки прямокутного перерізу в чистовому проході в роликовій волоці універсального складання, при цьому готову плющену стрічку одержують шириною, рівною ширині штаби, одержаної в результаті деформації вихідної заготовки круглого перерізу, а в процесі деформації в кілька проходів ширину штаби підтримують рівною ширині штаби, одержаної в результаті деформації вихідної заготовки круглого перерізу в роликовій волоці універсального складання, причому деформацію вихідної заготовки круглого перерізу у роликовій волоці універсального складання і наступну деформацію штаби прямокутного перерізу в декілька проходів ведуть з відносними обтисненнями, рівними 30-36 % і коефіцієнтами витяжки металу, рівними 1,46-1,48, а одержання готового профілю у вигляді плющеної стрічки в чистовому проході ведуть із відносним обтисненням, рівним 18-20 % і коефіцієнтом витяжки металу, рівним 1,24-1,26. Зіставлення із прототипом показує, що спосіб, що заявляється, відрізняється тим, що деформацію вихідної заготовки круглого перерізу здійснюють холодним волочінням у роликових волоках універсального складання, причому плющену стрічку прямокутного перерізу одержують із шириною, рівною ширині штаби, отриманої в результаті деформації вихідної заготовки круглого перерізу у роликовій волоці універсального складання, а в процесі деформації в декілька проходів в роликовій волоці з регламентованими відносними обтисненнями й коефіцієнтами витяжки металу, ширину штаби підтримують рівною ширині штаби, отриманої в результаті деформації вихідної заготовки круглого перерізу в роликовій волоці універсального складання, причому деформацію вихідної заготовки круглого перерізу в роликовій волоці універсального складання й наступну деформацію штаби прямокутного перерізу в декілька проходів у роликовій волоці універсального складання ведуть із відносними обтисненнями, рівними 30-36 %, і коефіцієнтами витяжки металу, рівними 1,46-1,48, а одержання готового профілю у вигляді плющеної стрічки ведуть із відносним обтисненням, рівним 18-20 % і коефіцієнтом витяжки металу, рівним 1,24-1,26. Отже спосіб, що заявляється, відповідає критерію "новизна". Порівняння способу з іншими технічними рішеннями в даній галузі не дозволило виявити в них ознаки, що відрізняють спосіб від прототипу, отже технічне рішення, що заявляється, відповідає критерію "винахідницький рівень". Винахід пояснюється кресленням, де представлено приклад конкретної схеми одержання плю 5 щеної стрічки перерізом 0,7×4,0 мм, запропонованим способом. Спосіб, що заявляється, здійснюють таким чином. Вихідну заготовку круглого перерізу деформують у роликовій волоці універсального складання таким чином, щоб ширина одержуваного розкату становила 98,5 % від ширини готового профілю. Отриманий розкат далі деформують за два переходи в роликовій волоці універсального складання, ширину штаби при цьому підтримують рівною ширині штаби, отриманої в результаті деформації вихідної заготовки круглого перерізу в роликовій волоці універсального складання. Чистове формування профілю, у вигляді плющеної стрічки прямокутного перерізу, з отриманого розкату здійснюють у роликовій волоці універсального складання із шириною калібру рівного ширині плющеної стрічки для забезпечення формування бічних крайок заданої форми. Деформацію вихідної заготовки круглого перерізу й наступну деформацію штаби прямокутного перерізу в декілька проходів ведуть у роликовій волоці універсального складання з відносними обтисненнями, рівними 30-36 %, і коефіцієнтами витяжки металу, рівними 1,46-1,48, а одержання готового профілю ведуть із відносним обтисненням, рівним 18-20 % і коефіцієнтом витяжки металу, рівним 1,24-1,26. Суть запропонованого способу полягає в наступному. Підтримання постійної ширини штаби в процесі всіх переходів холодного волочіння забезпечує рівномірну течію металу і відсутність переповнення калібрів. Конкретний розмір надано для того, щоб у чистовому проході гарантовано одержати бокові крайки профілю заданої форми. Зі збільшенням величини обтиснення (> 36 %) збільшуються розтягувальні напруги на крайці. Збільшення обтиснення приводить до підвищення інтенсивності деформації металу в контактній зоні, за рахунок чого метал у цій зоні в поздовжньому напрямку тече швидше, чим метал в зоні на границі контактної й бічної позаконтактної зон. Дана обставина приводить до появи в зоні на границі контактної й бічної позаконтактної зон поздовжніх розтягувальних напруг, які можуть приводити до руйнування металу на крайках. Максимальні розтягувальні напруги, що приводять до появи поверхневих дефектів, виникають при величині обтиснення й коефіцієнта витяжки металу, що перевищують відповідно, 36 % і 1,48. Одержання готового профілю ведеться з меншими величинами обтиснення й коефіцієнтами витяжки металу, рівними відповідно 18-20 % і 1,241,26 для забезпечення точності одержуваної плющеної стрічки, а також для того, щоб значення межі тимчасового опору металу не перевищували припустимі значення за технічними умовами на сталеву плющену стрічку. Якщо величини обтиснення й коефіцієнтів витяжки металу при одержанні готового профілю будуть менше, відповідно 18 % і 1,24, то не буде забезпечена точність одержуваної плющеної стрічки. Якщо зазначені величини будуть більше, відповідно 20 % і 1,26, будуть порушені вимоги технічних умов на сталеву плю 96603 6 щену стрічку по величині межі тимчасового опору металу він буде перевищувати припустимі значення. Приклад конкретного виконання. Експерименти по здійсненню запропонованого способу й визначенню конкретних параметрів його реалізації здійснювалися в умовах волочильного стана магазинного типу UDZSA2500/5 ДП "ОЗПКДнепр" при виробництві плющеної стрічки перерізом 0,7 × 4,0 мм. Параметри калібрів проектували з використанням програми розрахунків калібрувань, розробленої на підставі результатів, виконаних в Інституті чорної металургії ім. З.І. Некрасова НАН України аналітичних і експериментальних досліджень при дотриманні додаткових умов: ряд витяжок ухвалювався за умови, що відносне обтиснення в кожному переході буде більше 30 % ( > 1,46); розмір полоси по ширині в перших трьох проходах ухвалюється постійним і рівним 98,5 % від ширини чистового калібру. Це застосовується для того, щоб у чистовому проході одержати бічні крайки профілю заданої форми. Розрахунки виконуються доти, поки відношення висоти калібру до його ширини не досягає двох, після чого виконуються розрахунки діаметра вихідної заготовки за методикою, викладеною в роботі [2 - Гулько В.И., Войцеховский В.А., Григорьев А.К. Производство профилей и проволоки в роликовых волоках. - Ижевск: Удмуртия, 1989. - 132 с.]. Результати цих розрахунків представлені на кресленні. Величина діагоналей перерізів деформівної штаби розрахована за методикою, рекомендованою в роботі [2 - Гулько В.И., Войцеховский В.А., Григорьев А.К. Производство профилей и проволоки в роликовых волоках. - Ижевск: Удмуртия, 1989. - 132 с.]. При цьому слід мати на увазі, що в першому, другому й третьому переходах (по ходу деформації) деформована штаба має однакову ширину й становить 98,5 % від ширини готової стрічки, що дозволяє здійснювати деформацію в тих самих роликах, послідовно змінюючи розмір калібру, відповідний до висоти штаби, а також дозволяє в чистовому проході одержати плющену стрічку з необхідними за технічними умовами ТУ 3-939-81 і ТУ У.00235878.003-98 "Стрічка сталева спеціального профілю" природно закругленими бічними крайками або іншої необхідної форми. У чистовому проході використовується той же комплект роликів, при цьому ширина калібру дорівнює ширині готової стрічки. Відповідно до даних, наведених у роботі [4 Изготовление высококачественных метизов. Коллективная монография./ Кулеша В.А., Клековкина Н.А., Белалов Х.Н. и др.// Белорецк: 1999. - 328 с., С. 213-228] сумарні деформації між знеміцнюючими термообробками (відпалами) можуть проводитися після досягнення сумарної витяжки = 4,0. У нашому випадку сумарна витяжка не перевищує зазначеної величини, що дозволило відмовитися від термообробки й забезпечити вирішення поставленої задачі - підвищити ефективність виробниц 7 тва плющеної стрічки, за рахунок застосування для здійснення деформації металу процесу волочіння в роликових волоках універсального складання, що забезпечило розширення технологічних можливостей процесу, зниження витрат матеріальних ресурсів при його здійсненні. Форма профілю і якість поверхні задовільні. На підставі результатів експериментальних досліджень, виконаних в умовах волочильного стана магазинного типу UDZSA2500/5 ДП "ОЗПКДнепр", визначені оптимальні параметри реалізації способу для даного штабового профілю стрічкового типу і встановлені діапазони зміни цих параметрів, що склали суть способу, що заявляється. Результати випробування способу, що заявляється, на волочильному стані магазинного типу UDZSA2500/5 показали, що його використання сприяє підвищенню точності прокатки-волочіння штабових профілів і забезпечує їхнє одержання відповідно до вимог стандартів. При цьому за рахунок зменшення некондиційного смугового профілю й за рахунок зменшення витрати роликів при виробництві штабових профілів внаслідок широкого використання роликових волок універсального складання підвищена ефективність виробництва штабових профілів і поліпшені техніко-економічні показники роботи волочильного стана, тобто забезпечено вирішення поставленої технічної задачі. Комп’ютерна верстка А. Крулевський 96603 8 Таким чином, реалізація запропонованого технічного рішення забезпечує вирішення поставленої у винаході задачі - підвищення ефективності виробництва штабового профілю, зокрема плющеної стрічки, за рахунок застосування для її виробництва процесу холодного волочіння в роликових волоках універсального складання. Це дозволило розширити технологічні можливості процесу, знизити витрати матеріальних ресурсів при його здійсненні. У результаті підвищені техніко-економічні показники виробництва плющеної стрічки при забезпеченні якості готової продукції відповідно до вимог стандартів знижені витрати роликів і капітальні витрати на організацію виробництва плющеної стрічки при незначній металоємності устаткування. Крім того, використання винаходу дало можливість знизити кількість некондиційного прокату по геометрії профілю за рахунок одержання плющеної стрічки відповідно до вимог стандартів. Це також сприяло підвищенню ефективності виробництва й поліпшило техніко-економічні показники роботи волочильного стана не тільки за рахунок зниження не кондиції, а й за рахунок зменшення витрат роликів при виробництві штабових профілів у вигляді плющеної стрічки за рахунок широкого використання роликових волок універсального складання. Підписне Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod fo producing flattened strip
Автори англійськоюZhuchkov Serhii Mykhailovych, Lokhmatov Oleksandr Pavlovych, Kluchnikov Kyrylo Yuriiovych, Baryshev Volodymyr Yevhenovych, Sikachyna Ihor Vasyliovych, Halenko Yurii Semenovych
Назва патенту російськоюСпособ получения расплющенной ленты
Автори російськоюЖучков Сергей Михайлович, Лохматов Александр Павлович, Ключников Кирилл Юрьевич, Барышев Владимир Евгеньевич, Сикачина Игорь Васильевич, Галенко Юрий Семенович
МПК / Мітки
МПК: B21B 1/22
Мітки: спосіб, стрічки, плющеної, одержання
Код посилання
<a href="https://ua.patents.su/4-96603-sposib-oderzhannya-plyushheno-strichki.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання плющеної стрічки</a>
Спосіб виготовлення стрічки плющенням
Номер патенту: 53391
Опубліковано: 11.10.2010
Автори: Староста Наталя Володимирівна, Чумаков Володимир Петрович, Капланов Василь Ільіч, Коренко Марина Георгіївна
МПК: B21B 1/02
Мітки: стрічки, плющенням, спосіб, виготовлення
Формула / Реферат:
Спосіб виготовлення стрічки плющенням, що включає поетапну деформацію заготовки круглого профілю, який відрізняється тим, що на першому етапі деформацію заготовки виконують за допомогою розгінних калібрів, які мають дугоподібну увігнуту форму, при цьому на наступних етапах плющення площу деформації збільшують до отримання на останньому етапі стрічки, при цьому радіус згаданої деформації задають за допомогою гребеня розгінних калібрів, радіус...
Спосіб виробництва арматурного прокату періодичного профілю
Номер патенту: 36374
Опубліковано: 27.10.2008
Автори: Івченко Олександр Васильович, Семенов Олександр Анатолійович
МПК: C21D 8/00, C21D 9/52, B21H 8/00
Мітки: прокату, періодичного, профілю, арматурного, спосіб, виробництва
Формула / Реферат:
Спосіб виробництва арматурного прокату періодичного профілю, що включає холодну деформацію гарячекатаної заготовки круглого профілю, який відрізняється тим, що для виробництва використовують заготовку з величиною площі поперечного перерізу, рівною 1,3...1,9 площі поперечного перерізу арматурного прокату, холодну активну деформацію здійснюють в два етапи, на першому етапі заготовку деформують в монолітній волоці з відносним стискуванням...
Спосіб плющення стрічки
Номер патенту: 11069
Опубліковано: 15.12.2005
Автори: Татаровський Геннадій Сергійович, Шевейко Андрій Вячеславович
МПК: B21B 1/16
Мітки: плющення, стрічки, спосіб
Формула / Реферат:
1. Спосіб плющення стрічки, який полягає у плющенні дроту горизонтальними валками, який відрізняється тим, що плющену стрічку додатково обтискають по гострих крайках.2. Спосіб за п. 1, який відрізняється тим, що стрічку додатково обтискують по гострих крайках у горизонтальних валках з канавками.3. Спосіб за п. 2, який відрізняється тим, що обтискання стрічки по гострих крайках здійснюють принаймні в двох парах...
Спосіб одержання коробчаcтої стрічки каркаса безкорпусного перфоратора
Номер патенту: 47673
Опубліковано: 15.07.2002
Автор: Морозов Сергій Рудольфович
МПК: E21B 43/117
Мітки: коробчаcтої, перфоратора, каркаса, безкорпусного, стрічки, одержання, спосіб
Формула / Реферат:
Спосіб одержання коробчастої стрічки каркаса безкорпусного перфоратора для бурових свердловин, який відрізняється тим, що спочатку виробляється холоднодеформована профільна труба, яка на завершальній стадії виробництва подовжньо розділяється на декілька стрічок каркаса.
Калібр для виготовлення стрічки плющенням
Номер патенту: 59136
Опубліковано: 10.05.2011
Автори: Коренко Марина Георгіївна, Чумаков Володимир Петрович, Капланов Василь Ільіч
МПК: B21B 17/14
Мітки: виготовлення, плющенням, калібр, стрічки
Формула / Реферат:
Калібр для виготовлення стрічки плющенням, що містить декілька послідовно розташованих клітей, в яких кожна із пар валків має струмки, зв'язані з формоутворювальною поверхнею за формою гребеня, який відрізняється тим, що радіус кривизни гребенів калібру і радіуси їх сполучення з циліндричною робочою поверхнею узяті рівними радіусу заготівки, а ширина і висота гребенів подальших формоутворювальних поверхонь...
Попередній патент: Спосіб одержання інсулінотропних пептидів
Наступний патент: Спосіб та система визначення характеристик консистенції харчового матеріалу
Випадковий патент: Суха борошняна суміш підвищеної харчової цінності для виробництва хліба