Спосіб виробництва арматурного прокату періодичного профілю
Номер патенту: 36374
Опубліковано: 27.10.2008
Автори: Семенов Олександр Анатолійович, Івченко Олександр Васильович
Формула / Реферат
Спосіб виробництва арматурного прокату періодичного профілю, що включає холодну деформацію гарячекатаної заготовки круглого профілю, який відрізняється тим, що для виробництва використовують заготовку з величиною площі поперечного перерізу, рівною 1,3...1,9 площі поперечного перерізу арматурного прокату, холодну активну деформацію здійснюють в два етапи, на першому етапі заготовку деформують в монолітній волоці з відносним стискуванням 15...35 %, на другому етапі заготовку деформують з одночасним нанесенням періодичного профілю в роликовій волоці з відносним стискуванням 12...24 %, а після завершення профілювання перед намоткою в моток арматурний прокат додатково деформують шляхом згинання 1...5 разів навколо ролика, діаметр якого перевищує діаметр прокату в 10...20 разів.
Текст
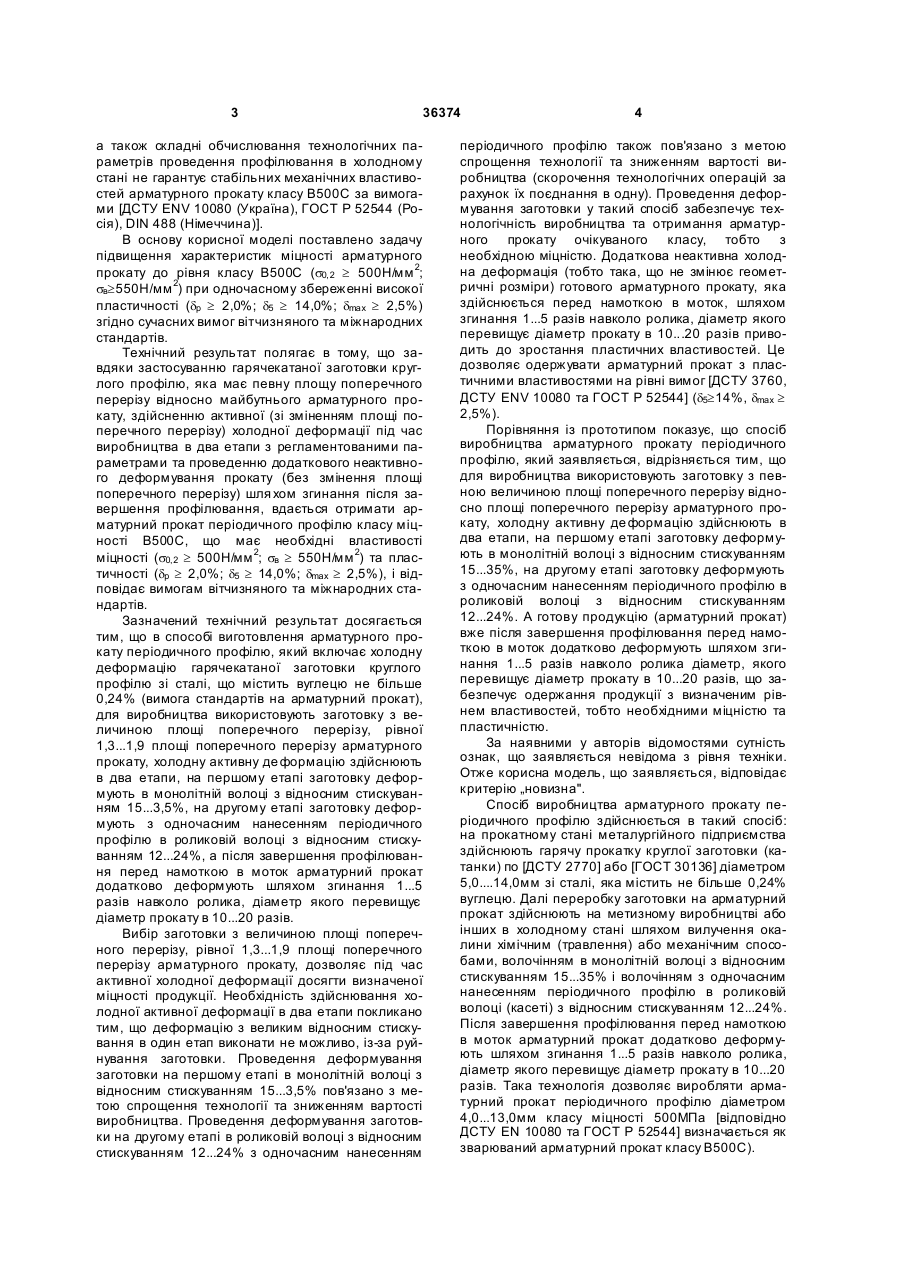
Спосіб виробництва арматурного прокату періодичного профілю, що включає холодну де формацію гарячекатаної заготовки круглого профілю, який відрізняється тим, що для виробництва використовують заготовку з величиною площі попе 3 36374 а також складні обчислювання технологічних параметрів проведення профілювання в холодному стані не гарантує стабільних механічних властивостей арматурного прокату класу В500С за вимогами [ДСТУ ENV 10080 (Україна), ГОСТ Р 52544 (Росія), DIN 488 (Німеччина)]. В основу корисної моделі поставлено задачу підвищення характеристик міцності арматурного прокату до рівня класу В500С (s0,2 ³ 500Н/мм 2; sв³550Н/мм 2) при одночасному збереженні високої пластичності (dр ³ 2,0%; d5 ³ 14,0%; dmax ³ 2,5%) згідно сучасних вимог вітчизняного та міжнародних стандартів. Технічний результат полягає в тому, що завдяки застосуванню гарячекатаної заготовки круглого профілю, яка має певну площу поперечного перерізу відносно майбутнього арматурного прокату, здійсненню активної (зі зміненням площі поперечного перерізу) холодної деформації під час виробництва в два етапи з регламентованими параметрами та проведенню додаткового неактивного деформування прокату (без змінення площі поперечного перерізу) шля хом згинання після завершення профілювання, вдається отримати арматурний прокат періодичного профілю класу міцності В500С, що має необхідні властивості міцності (s0,2 ³ 500Н/мм 2; sв ³ 550Н/мм 2) та пластичності (dр ³ 2,0%; d5 ³ 14,0%; dmax ³ 2,5%), і відповідає вимогам вітчизняного та міжнародних стандартів. Зазначений технічний результат досягається тим, що в способі виготовлення арматурного прокату періодичного профілю, який включає холодну деформацію гарячекатаної заготовки круглого профілю зі сталі, що містить вуглецю не більше 0,24% (вимога стандартів на арматурний прокат), для виробництва використовують заготовку з величиною площі поперечного перерізу, рівної 1,3...1,9 площі поперечного перерізу арматурного прокату, холодну активну де формацію здійснюють в два етапи, на першому етапі заготовку деформують в монолітній волоці з відносним стискуванням 15...3,5%, на другому етапі заготовку деформують з одночасним нанесенням періодичного профілю в роликовій волоці з відносним стискуванням 12...24%, а після завершення профілювання перед намоткою в моток арматурний прокат додатково деформують шляхом згинання 1...5 разів навколо ролика, діаметр якого перевищує діаметр прокату в 10...20 разів. Вибір заготовки з величиною площі поперечного перерізу, рівної 1,3...1,9 площі поперечного перерізу арматурного прокату, дозволяє під час активної холодної деформації досягти визначеної міцності продукції. Необхідність здійснювання холодної активної деформації в два етапи покликано тим, що деформацію з великим відносним стискування в один етап виконати не можливо, із-за руйнування заготовки. Проведення деформування заготовки на першому етапі в монолітній волоці з відносним стискуванням 15...3,5% пов'язано з метою спрощення технології та зниженням вартості виробництва. Проведення деформування заготовки на другому етапі в роликовій волоці з відносним стискуванням 12...24% з одночасним нанесенням 4 періодичного профілю також пов'язано з метою спрощення технології та зниженням вартості виробництва (скорочення технологічних операцій за рахунок їх поєднання в одну). Проведення деформування заготовки у такий спосіб забезпечує технологічність виробництва та отримання арматурного прокату очікуваного класу, тобто з необхідною міцністю. Додаткова неактивна холодна деформація (тобто така, що не змінює геометричні розміри) готового арматурного прокату, яка здійснюється перед намоткою в моток, шляхом згинання 1...5 разів навколо ролика, діаметр якого перевищує діаметр прокату в 10...20 разів приводить до зростання пластичних властивостей. Це дозволяє одержувати арматурний прокат з пластичними властивостями на рівні вимог [ДСТУ 3760, ДСТУ ENV 10080 та ГОСТ Р 52544] (d5³14%, dmax ³ 2,5%). Порівняння із прототипом показує, що спосіб виробництва арматурного прокату періодичного профілю, який заявляється, відрізняється тим, що для виробництва використовують заготовку з певною величиною площі поперечного перерізу відносно площі поперечного перерізу арматурного прокату, холодну активну де формацію здійснюють в два етапи, на першому етапі заготовку деформують в монолітній волоці з відносним стискуванням 15...35%, на другому етапі заготовку деформують з одночасним нанесенням періодичного профілю в роликовій волоці з відносним стискуванням 12...24%. А готову продукцію (арматурний прокат) вже після завершення профілювання перед намоткою в моток додатково деформують шляхом згинання 1...5 разів навколо ролика діаметр, якого перевищує діаметр прокату в 10...20 разів, що забезпечує одержання продукції з визначеним рівнем властивостей, тобто необхідними міцністю та пластичністю. За наявними у авторів відомостями сутність ознак, що заявляється невідома з рівня техніки. Отже корисна модель, що заявляється, відповідає критерію „новизна". Спосіб виробництва арматурного прокату періодичного профілю здійснюється в такий спосіб: на прокатному стані металургійного підприємства здійснюють гарячу прокатку круглої заготовки (катанки) по [ДСТУ 2770] або [ГОСТ 30136] діаметром 5,0....14,0мм зі сталі, яка містить не більше 0,24% вуглецю. Далі переробку заготовки на арматурний прокат здійснюють на метизному виробництві або інших в холодному стані шляхом вилучення окалини хімічним (травлення) або механічним способами, волочінням в монолітній волоці з відносним стискуванням 15...35% і волочінням з одночасним нанесенням періодичного профілю в роликовій волоці (касеті) з відносним стискуванням 12...24%. Після завершення профілювання перед намоткою в моток арматурний прокат додатково деформують шляхом згинання 1...5 разів навколо ролика, діаметр якого перевищує діаметр прокату в 10...20 разів. Така технологія дозволяє виробляти арматурний прокат періодичного профілю діаметром 4,0...13,0мм класу міцності 500МПа [відповідно ДСТУ EN 10080 та ГОСТ Р 52544] визначається як зварюваний арматурний прокат класу В500С). 5 36374 Умови реалізації способу, що заявляється, установлені на підставі промислових результатів, отриманих при виробництві арматурного прокату із заготовки (катанки) по [ДСТУ 2770]. Підготовку поверхні катанки (вилучення окалини) проводили по прийнятій на підприємстві технології. На першому етапі здійснювали волочіння в монолітній волоці, розташованій перед першим барабаном стана SKET UDZSA 2500/2. На другому етапі волочіння з одночасним нанесенням періодичного профілю здійснювали в роликовій волоці (касеті) типа CL 25B33 італійської фірми «Eurolls», розташованої перед другим барабаном стану. Додаткове деформування арматурного прокату шляхом згинання здійснювали за допомогою роликів, розташованих між другим барабаном та намоточним пристроєм стану. 6 В процесі досліджень шляхом переробки заготовки зі сталі марки Ст2 діаметром 5,5...13,7мм, площа поперечного перерізу якої перевищує площу поперечного перерізу арматурного прокату (Азаг. /Аа.п.) в 1,3...1,9 рази, наступним холодним деформуванням (волочінням) в монолітній волоці з різним відносним стискуванням (eм.в.,%) та де формуванням з одночасним нанесенням періодичного профілю (профілюванням) в роликовій волоці з різним відносним стикуванням ((eр.в , %) на арматурний прокат періодичного профілю класу В500С діаметром 4,0...12,0мм, коли прокат додатково деформували після завершення профілювання перед намоткою в моток шляхом згинання 1...5 разів (Nзг) навколо ролика, діаметр (Æ рол) якого перевищує діаметр прокату в 10...20 разів, були встановлені оптимальні параметри способу (таблиця). Таблиця № п/п Діаметр заготовки, мм Азаг. / Аа.п. 1 2 3 4 5 6 7 8 9 10 11 12 5,5 6,5 6,5 6,5 6,5 6,5 7,0 7,0 8,0 10,0 12,0 13,7 1,89 1,40 1,40 1,40 1,40 1,40 1,62 1,62 1,78 1,56 1,44 1,30 Nзг 3 1 3 5 3 3 3 3 3 3 eм.в. , % eр.в. , % Æ рол,мм 35,0 15,0 15,0 15,0 15,0 19,0 30,0 30,0 24,0 16,0 15,0 19,8 28,4 16,0 16,0 16,0 16,0 24,0 12,0 20,0 16,0 17,3 12,0 60 55 85 110 85 85 90 120 150 180 Діаметр арматури. прокату, мм 4,0 5,5 5,5 5,5 5,5 5,5 5,5 5,5 6,0 8,0 10,0 12,0 Ме ханічні властивості арматурного прокату Н/мм 2 % s0,2 sв d5 dmах 560 620 15,0 3,0 550 590 11,5 1,8 565 620 12,0 1,8 530 575 14,5 2,5 525 570 15,0 2,6 520 520 15,0 2,6 545 595 15,0 2,7 550 600 15,0 2,6 575 615 14,5 2,8 520 570 14,5 3,1 545 590 14,5 2,5 535 580 14,5 2,7 п. 2 - режим по прототипу - незадовільний рівень d5 та dmах (В500С не отримано); п. 3 - незадовільний рівень d5 та dmах за відсутності додаткової деформації шляхом згинання навколо роликів Корисна модель, що заявляється, може бути багаторазово відтворена у промислових умовах. Комп’ютерна в ерстка Л.Литв иненко Таким чином вона відповідає критерію "промислова застосованість". Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of reinforcing bar of periodic profile
Автори англійськоюIvchenko Oleksandr Vasyliovych, Semenov Oleksandr Anatoliiovych
Назва патенту російськоюСпособ производства арматурного проката периодического профиля
Автори російськоюИвченко Александр Васильевич, Семенов Александр Анатольевич
МПК / Мітки
МПК: C21D 9/52, B21H 8/00, C21D 8/00
Мітки: профілю, періодичного, прокату, спосіб, арматурного, виробництва
Код посилання
<a href="https://ua.patents.su/3-36374-sposib-virobnictva-armaturnogo-prokatu-periodichnogo-profilyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва арматурного прокату періодичного профілю</a>
Спосіб виробництва арматурного прокату періодичного профілю
Номер патенту: 33499
Опубліковано: 25.06.2008
Автори: Івченко Олександр Васильович, Амбражей Максим Юрійович, Івченко Антон Олександрович
Мітки: профілю, прокату, спосіб, виробництва, періодичного, арматурного
Формула / Реферат:
Спосіб виробництва арматурного прокату періодичного профілю, що включає гарячу прокатку заготовки круглого профілю зі сталі, що містить вуглецю не більше 0,24 %, термічну обробку, охолодження і наступне профілювання її у холодному стані з відносним стискуванням 12...18 %, який відрізняється тим, що після прокатки заготовку охолоджують потоком води зі швидкістю вище критичної до середньомасової температури 620...740 °С, а після...
Спосіб виробництва арматурного прокату періодичного профілю
Номер патенту: 33040
Опубліковано: 10.06.2008
Автори: Семенов Олександр Анатолійович, Амбражей Максим Юрійович, Колпак Віктор Потапович, Івченко Олександр Васильович, Гуль Юрій Петрович
Мітки: періодичного, прокату, спосіб, виробництва, арматурного, профілю
Формула / Реферат:
Спосіб виробництва арматурного прокату періодичного профілю, що включає гарячу прокатку заготовки круглого профілю зі сталі, що містить вуглецю не більше 0,22 %, термічну обробку, охолодження і наступне профілювання її у холодному стані з відносним стискуванням 12...18 %, який відрізняється тим, що для виробництва арматурного прокату використовують заготовку зі сталі з величиною вуглецевого еквіваленту 0,23...0,52 %,...
Спосіб виробництва арматурного прокату періодичного профілю
Номер патенту: 33074
Опубліковано: 10.06.2008
Автори: Івченко Олександр Васильович, Гуль Юрій Петрович, Табалаєв Костянтин Валерійович, Колпак Віктор Потапович
Мітки: періодичного, арматурного, спосіб, профілю, прокату, виробництва
Формула / Реферат:
Спосіб виробництва арматурного прокату періодичного профілю, що включає гарячу прокатку періодичного профілю, охолодження, змотування і наступне його закручування навколо подовжньої осі, який відрізняється тим, що після прокатки профіль охолоджують потоком води зі швидкістю вище критичної до середньомасової температури 620...740 °С, а закручування здійснюють при температурі навколишнього середовища з кроком, рівним 12...24 діаметрам прокату у...
Спосіб виробництва арматурного прокату на безперервному дрібносортному стані
Номер патенту: 75494
Опубліковано: 17.04.2006
Автори: Спіняков Віктор Костянтинович, Паламар Дмитро Григорович, Кулаков Леонід Васильович, Сокуренко Анатолій Валентинович, Тряпічкін Михайло Георгійович, Курочкін Олександр Федорович, Кекух Анатолій Володимирович, Жучков Сергій Михайлович, Шеремет Володимир Олександрович, Лохматов Олександр Павлович
Мітки: безперервному, стані, дрібносортному, прокату, спосіб, арматурного, виробництва
Формула / Реферат:
Спосіб виробництва арматурного прокату на безперервному стані, який включає нагрів заготовок під прокатку в нагрівальній печі, прокатку арматурного прокату на безперервному стані із заданими деформаційними і швидкісними параметрами і температурою кінця прокатки, який відрізняється тим, що нагрів заготовок під прокатку здійснюють до температури, встановленої, виходячи із залежності:T0=A+B×Tк+C×Vпр,причому коефіцієнти...
Спосіб виробництва арматурного прокату на безперервних дрібносортних станах
Номер патенту: 13169
Опубліковано: 15.03.2006
Автори: Корінь Андрій Олександрович, Жучков Сергій Михайлович, Сокуренко Анатолій Валентинович, Тряпічкін Михайло Георгійович, Кекух Анатолій Володимирович, Спіняков Віктор Костянтинович, Тєряєв Олександр Митрофанович, Кулаков Леонід Васильович, Білий Микола Павлович, Лохматов Олександр Павлович, Шеремет Володимир Олександрович, Паламар Дмитро Григорович, Курочкін Олександр Федорович
Мітки: станах, прокату, спосіб, арматурного, дрібносортних, виробництва, безперервних
Формула / Реферат:
Спосіб виробництва арматурного прокату на безперервних дрібносортних станах, який включає нагрівання заготовок під прокатку в нагрівальній печі, дворівчакову прокатку-розділяння арматурного прокату на безперервному стані із заданими деформаційними і швидкісними параметрами та температурою кінця прокатки, який відрізняється тим., що нагрівання заготовок під прокатку здійснюють до температури, встановленої, виходячи із...
Попередній патент: Цифровий конвеєрний формувач квадратурних складових
Наступний патент: Спосіб лікування хронічного рецидивуючого кандидозного вульвовагініту
Випадковий патент: Гідравлічна помпа