B21H 8/00 — Прокатка металу необмеженої довжини з ділянками повторюваного профілю для виробництва особливих виробів
Спосіб виготовлення сітчастих металевих мат, а також пристрій для здійснення цього способу
Номер патенту: 107262
Опубліковано: 10.12.2014
Автор: Шталь Карл-Херманн
МПК: B21D 31/00, B21H 8/00, B23D 31/00 ...
Мітки: також, здійснення, спосіб, металевих, сітчастих, виготовлення, пристрій, цього, способу, мат
Формула / Реферат:
1. Спосіб виготовлення сітчастих металевих мат з металевого смугового матеріалу, який відрізняється тим, що смуговий матеріал спочатку за допомогою просічених валків забезпечують надсічками (2), які проходять паралельно одна до одної, для утворення металевих жил (1), при цьому надсічки (2), залежно від матеріалу, виконують такої глибини, щоб практично не виникали руйнування зсуву, і при цьому надсічки (2) щонайменше одним способом розділені...
Спосіб та пристрій для виготовлення фібри з дроту
Номер патенту: 85227
Опубліковано: 12.01.2009
Автори: Висоцький Євген Миколайович, Висоцький Ігор Євгенович, Висоцький Дмитро Євгенович
МПК: B21F 11/00, B21F 23/00, B21F 1/00 ...
Мітки: виготовлення, дроту, пристрій, фібри, спосіб
Формула / Реферат:
1. Спосіб виготовлення фібри з дроту, згідно з яким фасонне гнуття, деформацію та надрізання дроту здійснюють формоутворюючою парою роликів, що синхронно обертаються в протилежних напрямках і мають на робочій поверхні ідентичні для кожного з роликів за формою та розмірами профільні осередки, в яких розташовані вставки для здійснення концентрації напруги на дроті, який відрізняється тим, що подачу дроту в робочу зону для гнуття, деформації та...
Спосіб виготовлення фібри з дроту
Номер патенту: 85221
Опубліковано: 12.01.2009
Автори: Висоцький Дмитро Євгенович, Висоцький Євген Миколайович, Висоцький Ігор Євгенович
МПК: B21F 11/00, B21F 23/00, B21F 1/00 ...
Мітки: спосіб, дроту, фібри, виготовлення
Формула / Реферат:
1. Спосіб виготовлення фібри з дроту, згідно з яким фасонне гнуття, деформацію та різання дроту здійснюють формоутворюючою парою роликів, що синхронно обертаються в протилежних напрямках і мають на робочій поверхні ідентичні для кожного з роликів за формою та розмірами профільні осередки, в яких розташовані ріжучі вставки, при цьому ролики в процесі обертання одночасно формують заданий профіль і ріжуть дріт на мірні довжини, який...
Спосіб виробництва арматурного прокату періодичного профілю
Номер патенту: 36374
Опубліковано: 27.10.2008
Автори: Івченко Олександр Васильович, Семенов Олександр Анатолійович
МПК: C21D 8/00, B21H 8/00, C21D 9/52 ...
Мітки: профілю, прокату, періодичного, виробництва, арматурного, спосіб
Формула / Реферат:
Спосіб виробництва арматурного прокату періодичного профілю, що включає холодну деформацію гарячекатаної заготовки круглого профілю, який відрізняється тим, що для виробництва використовують заготовку з величиною площі поперечного перерізу, рівною 1,3...1,9 площі поперечного перерізу арматурного прокату, холодну активну деформацію здійснюють в два етапи, на першому етапі заготовку деформують в монолітній волоці з відносним стискуванням...
Валковий вузол для прокатки несиметричних рейкових профілів
Номер патенту: 80533
Опубліковано: 10.10.2007
Автори: Танцюра Сергій Миколайович, Бардусов Віктор Миколайович, Єрін Роман Миколайович, Раханський Борис Йосипович, Левченко Володимир Миколайович, Пихтін Яків Михайлович, Клименко Ігор Георгійович
МПК: B21H 8/00, B21B 27/02, B21B 1/085 ...
Мітки: рейкових, профілів, прокатки, валковий, несиметричних, вузол
Формула / Реферат:
Валковий вузол для прокатки несиметричних рейкових профілів, який складається з двох валків, що мають робочі конуси і косо розміщені рейкові калібри, який відрізняється тим, що робочі конуси мають протилежний уклон близько 5%, при цьому навперемінно в одному з робочих конусів між його поверхнями передбачений зазор, рівний 0,8-1,2 мм.
Стан поперечно-клинової прокатки

Номер патенту: 19066
Опубліковано: 15.12.2006
Автори: Скрябін Владислав Семенович, Скрябін Семен Олександрович, Онищенко Володимир Євгенович, Скрябін Костянтин Семенович
МПК: B21H 8/00
Мітки: стан, поперечно-клинової, прокатки
Формула / Реферат:
Стан поперечно-клинової прокатки, що містить станину з нерухомою нижньою плитою і напрямною для верхньої плити, що має можливість зворотно-поступального переміщення паралельно нижній плиті та регулювання вертикального переміщення, який відрізняється тим, що стан оснащено щонайменше одним допоміжним блоком клинових інструментів, розташованим західною частиною назустріч основному блоку, крім того містить розподільник, виконаний з можливістю...
Консольні кувальні вальці з додатковою висячою зміщуваною опорою

Номер патенту: 19065
Опубліковано: 15.12.2006
Автори: Скрябін Владислав Семенович, Скрябін Костянтин Семенович, Скрябін Семен Олександрович, Онищенко Володимир Євгенович
МПК: B21H 8/00
Мітки: додатковою, зміщуваною, вальці, кувальні, висячою, консольні, опорою
Формула / Реферат:
Консольні кувальні вальці, що містять підшипники та набір вальцювальних штампів, розташовані з можливістю регулювання міжцентрової відстані, які відрізняються тим, що на вільних кінцях вальців розташована додаткова висяча опора, що має можливість горизонтального зміщення від торців вальців із зазором, більшим товщини вальцювального штампа, та виконана також з можливістю регулювання міжцентрової відстані.
Пристрій калібрування валків блюмінга
Номер патенту: 3667
Опубліковано: 15.12.2004
Автори: Луцький Михайло Борисович, Луценко Віктор Олександрович, Дорожко Іван Кирилович, Говоруха Валерій Петрович, Горецький Юрій Володимирович, Чудновець Олександр Миколайович, Чічкан Артур Олексійович, Лук'янов Юрій Васильович, Лігус Микола Миколайович, Павленко Анатолій Несторович
МПК: B21B 27/00, B21H 8/00
Мітки: пристрій, калібрування, валків, блюмінга
Формула / Реферат:
Пристрій калібрування валків блюмінга, що включає послідовно розташовані ящикові калібри, утворені верхнім і нижнім рівчаками з опуклим дном, який відрізняється тим, що ширина дна рівчака передчистового калібру складає 0,87-0,89 його ширини розняття, а ширина опуклої ділянки складає 0,7-0,8 ширини дна рівчака, причому опуклість дна рівчака складає 0,026-0,032 ширини опуклої ділянки, а глибина рівчака складає 0,27-0,29 ширини дна рівчака,...
Спосіб виготовлення колосників
Номер патенту: 40752
Опубліковано: 15.08.2001
Автори: Салацинський Едуард Стефанович, Чічов Костянтин Юрійович, Рєвякін Олександр Миколайович, Анісімов Леонід Олександрович, Князєва Людмила Олексіївна, Бродський Сергій Сергійович
МПК: B21H 8/00
Мітки: спосіб, виготовлення, колосників
Формула / Реферат:
Спосіб виготовлення колосників, що передбачає прокатку профілю для робочого тіла колосника, порізку його на окремі краті та приварювання до них опорних ріжків, який відрізняється тим, що прокатку профілю здійснюють в двовалковому періодичному калібрі з переповненням по всій довжині, а приварення опорних ріжків виконують у місцях утворення "лампасів", причому необхідна величина "лампасів" досягається при витяганні λ =...
Стан поперечно-клинової прокатки
Номер патенту: 18207
Опубліковано: 25.12.1997
Автори: Скрябін Семен Олександрович, Кадурін Володимир Іванович, Іщишин Іван Іванович, Ковальчук Дмитро Анатолійович, Сатанін Володимир Андрійович
МПК: B21H 8/00
Мітки: поперечно-клинової, прокатки, стан
Формула / Реферат:
1. Стан поперечно-клиновой прокатки, содержащий станину с неподвижной нижней плитой и направляющей для верхней плиты, имеющей возможность возвратно-поступательного перемещения параллельно нижней плиты и регулировки вертикального перемещения, два блока клиновых инструментов, закрепленные на плитах, а также нагреватель заготовок, отличающийся тем, что стан снабжен распределителем с приводом и двумя толкателями заготовок, при этом распределитель...
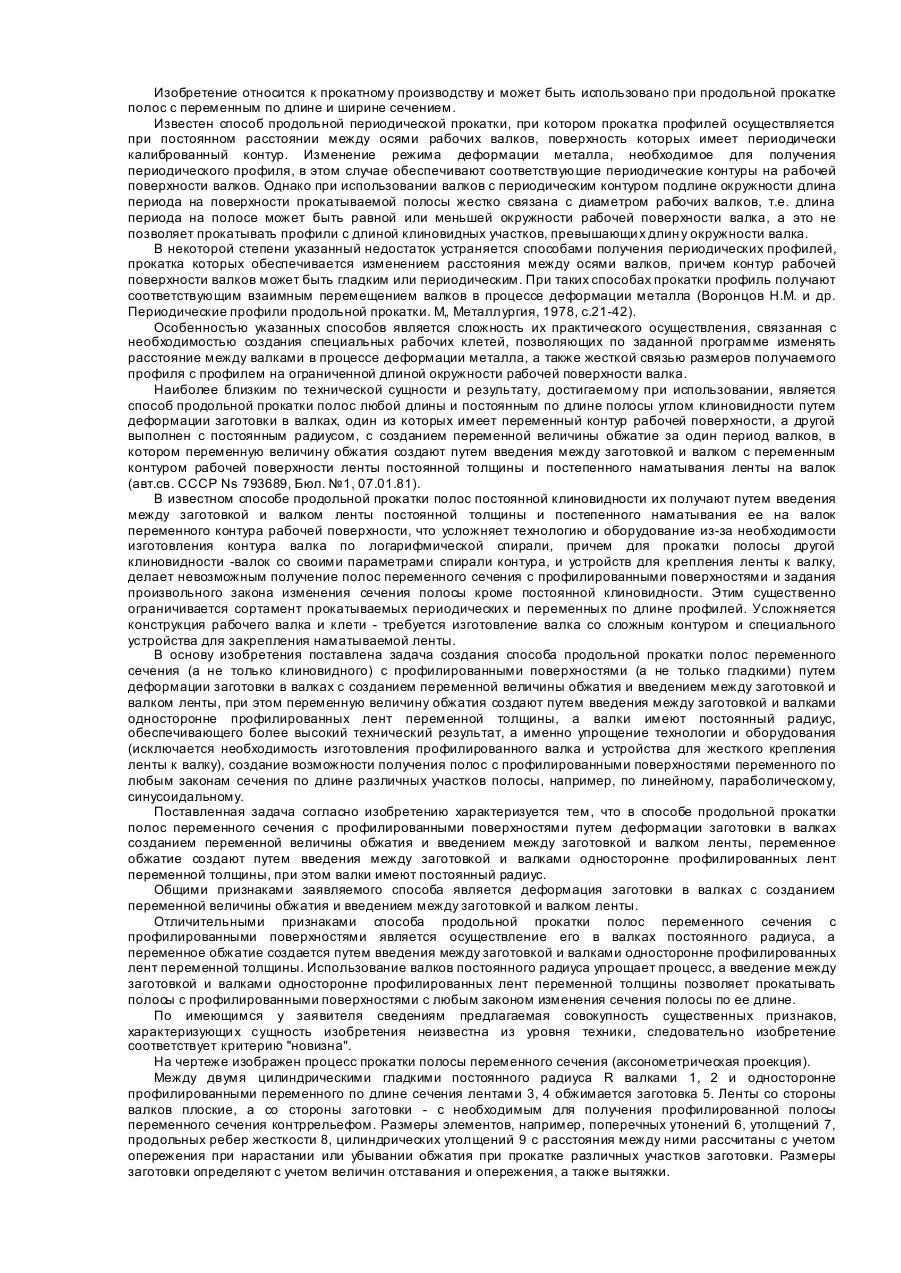
Спосіб поздовжньої прокатки штаб перемінного перерізу із профільованими поверхнями
Номер патенту: 18115
Опубліковано: 01.07.1997
Автор: Шломчак Георгій Григорович
МПК: B21H 8/00
Мітки: профільованими, штаб, перерізу, спосіб, перемінного, прокатки, поверхнями, поздовжньої
Формула / Реферат:
Способ продольной прокатки полос переменного сечения с профилированными поверхностями путем деформации заготовки в валках с созданием переменной величины обжатия и введением между заготовкой и валком ленты, отличающийся тем, что переменную величину обжатия создают путем введения между заготовкой и валками односторонне профилированных лент переменной толщины, при этом валки имеют постоянный радиус.