Спосіб зміцнення порожнистих виробів зі скла, виріб, зміцнений цим способом, та система упакування таких виробів
Формула / Реферат
1. Спосіб зміцнення порожнистих виробів зі скла, які, будучи поміщені поруч один з одним в однаковій орієнтації на одній і тій же площині, здатні стикатися по поверхні обертання, який відрізняється тим, що зміцнення проводять після виходу виробів з тунельного лера шляхом їх подання в установку оптичного контролю, де вони здійснюють щонайменше один оберт навколо осі вказаної поверхні обертання, причому цю поверхню покривають додатковим шаром, що зменшує коефіцієнт тертя, за способом без жорсткого контакту, коли вибір знаходиться в установці оптичного контролю.
2. Спосіб за п. 1, який відрізняється тим, що вказану поверхню обертання покривають вказаним додатковим шаром за способом розпилення газу і/або рідини, хімічно активних або неактивних.
3. Спосіб за будь-яким з пп. 1, 2, який відрізняється тим, що вказана поверхня обертання перебуває при температурі від 20 до 100 °С, коли її покривають вказаним додатковим шаром за способом розпилення нереакційоноздатної рідини.
4. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що вказаний додатковий шар після його нанесення залишають сушитися, за відсутності будь-якого жорсткого контакту з вказаним додатковим шаром при його сушінні.
5. Спосіб за будь-яким з пп. 1-4, який відрізняється тим, що вказану поверхню обертання покривають вказаним додатковим шаром, коли виріб знаходиться на останньому пункті установки оптичного контролю.
6. Спосіб за будь-яким з пп. 1-5, який відрізняється тим, що механізми оптичного контролю ізольовані повітряною завісою від зони нанесення вказаного додаткового шару.
7. Спосіб за будь-яким з пп. 1-6, який відрізняється тим, що вироби формують в склоформуючій машині секційного типу, причому між секційною установкою і горловим кільцем склоформуючої машини на вироби наносять перше покриття.
8. Спосіб за будь-яким з пп. 1-7, який відрізняється тим, що після виходу виробів з тунельного лера і до переходу в установку оптичного контролю їх покривають другим покриттям, що зменшує коефіцієнт тертя.
9. Виріб з порожнистого скла, зміцнений згідно зі способом за будь-яким з пп. 1-8, який, будучи вміщеним поруч з іншим схожим виробом в однаковій орієнтації на одній і тій же площині, здатний стикатися з ним по поверхні обертання, який відрізняється тим, що вказана поверхня обертання має максимальну товщину покриття, що зменшує коефіцієнт тертя, в середньому щонайменше в 1,5 разу більше, ніж на інших частинах зовнішньої поверхні, відмінних від вказаної поверхні обертання.
10. Виріб за п. 9, який відрізняється тим, що виконаний у вигляді пляшки, флакона або банки, у яких вказана поверхня обертання становить максимально 50 %, переважно менше ніж 30 % зовнішньої поверхні.
11. Система упакування виробів з порожнистого скла за п. 9 і/або зміцнених способом за будь-яким з пп. 1-8, у якій пусті або наповнені вироби розташовані поруч один з одним в однаковій орієнтації на одній і тій же площині, дотичні по своїх вказаних поверхнях обертання.
Текст
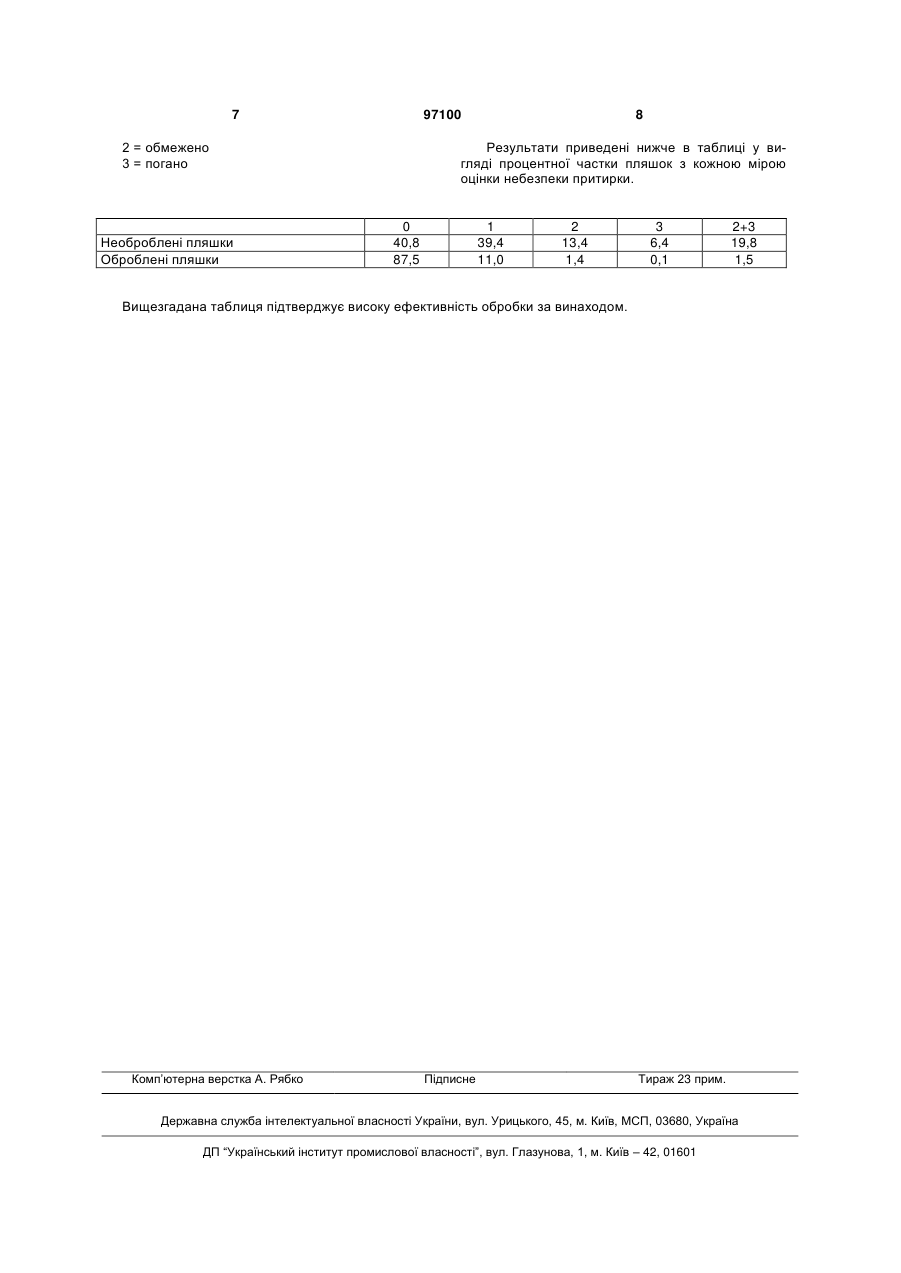
1. Спосіб зміцнення порожнистих виробів зі скла, які, будучи поміщені поруч один з одним в однаковій орієнтації на одній і тій же площині, здатні стикатися по поверхні обертання, який відрізняється тим, що зміцнення проводять після виходу виробів з тунельного лера шляхом їх подання в установку оптичного контролю, де вони здійснюють щонайменше один оберт навколо осі вказаної поверхні обертання, причому цю поверхню покривають додатковим шаром, що зменшує коефіцієнт тертя, за способом без жорсткого контакту, коли вибір знаходиться в установці оптичного контролю. 2. Спосіб за п. 1, який відрізняється тим, що вказану поверхню обертання покривають вказаним додатковим шаром за способом розпилення газу і/або рідини, хімічно активних або неактивних. 3. Спосіб за будь-яким з пп. 1, 2, який відрізняється тим, що вказана поверхня обертання перебуває при температурі від 20 до 100 °С, коли її покривають вказаним додатковим шаром за способом розпилення нереакційоноздатної рідини. 4. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що вказаний додатковий шар після його нанесення залишають сушитися, за відсутності 2 (19) 1 3 Даний винахід належить до виробів з порожнистого скла, зокрема, що має різноманітні форми. Більш конкретно, мова йде про предмети з порожнистого скла, які, якщо їх розмістити поруч один з одним з однаковою орієнтацією на одній і тій же площині, здатні входити у взаємний контакт по поверхні обертання. Це має місце, зокрема, у випадку конічних пляшок в їх нижній частині, починаючи з плеча (діаметр, зменшуваний углиб), наприклад, як в пляшках для вина Бордо, Pineau des Charentes, для коньяку і т. д. Такі пляшки, поставлені вертикально своєю основою на горизонтальну площину, можуть стикатися по їх периферійній горизонтальній смузі в зоні плеча. З іншого боку, спосіб отримання виробів з порожнистого скла включає звичайно два етапи, метою яких є підвищити захист виробів від подряпин, зокрема, для однакових виробів при зберіганні, маніпуляціях (наповнення і т. п.), перевезенні. Термообробка полягає в нанесенні на пляшку, що знаходиться між секційною склоформувальною машиною (Individual Section) і горловим кільцем, при температурі близько 500 °C покриття з оксиду металу, такого, як оксид олова. Таке покриття сприяє зміцненню поверхневого шару скла. Однак його основною функцією є додати початкової адгезії для холодного покриття. Останнє осаджують на пляшки при приблизно 120 °C на виході з тунельної печі для гартування скла (лера), під час холодної обробки. Холодне покриття звичайно є полімером, що наноситься розпиленням, яке додає ковзкості поверхні скла, захищає від стирання, перешкоджає утворенню подряпин і, зрештою, зберігає ударну міцність і міцність виробу при високому внутрішньому тиску. Тим часом, такі оброблені теплом і холодом вироби зі спеціальними формами не повинні тертися один об одного при їх зберіганні або перевезенні, пустими або наповненими, або при маніпуляціях з ними (наповнення і т. п.). У іншому випадку на їх горизонтальній периферійній області взаємного контакту, в зоні плеча, буде спостерігатися стирання скла у вигляді подряпин і відкладення скляного порошку, що спричиняє зовнішні дефекти, які називаються притиркою, що не дозволяють використовувати вироби. Це змушує застосовувати складні, значні часові і виробничі витрати, зокрема, для упаковки виробів. Застосовують термоформовані піддони, в які пляшки вставляють так, щоб вони не торкалися одна одної, або ж використовують каркаси, пристосовані для цієї ж мети, щоб відділити пляшки одну від одної. Використання термоформованих піддонів або каркасів вимагає особливої розробки, це спричиняє додаткові витрати. З іншого боку, відомо, що захисні покриття скла, згадані вище, зокрема, покриття, що наноситься при холодній температурі, можуть утрудняти наклеювання етикеток. Дійсно, клеї на водній основі погано пристають до гідрофобних холодних покриттів. 97100 4 Таким чином, задачею винаходу є усунення притирки предметів з порожнистого скла зі спеціальною геометрією, при їх зберіганні, маніпуляціях з ними і при їх транспортуванні в контакті один з одним, не використовуючи ні термоформованих піддонів, ні ґратчастих каркасів. Зовнішній вигляд продуктів в цьому випадку повинен бути відмінним і відповідати торгівлі предметами розкоші. З іншого боку, не повинна гіршати легкість наклеювання етикеток. Задача вирішується способом отримання серійних виробів з порожнистого скла, які, будучи вміщеними поруч один з одним з однаковою орієнтацією на одній і тій же площині, здатні стикатися один з одним по поверхні обертання. Цей спосіб відрізняється тим, що після виходу виробів з тунельного лера їх повертають щонайменше на один оберт навколо осі вказаної поверхні обертання, причому остання покрита додатковим шаром, що зменшує коефіцієнт тертя, за способом без жорсткого контакту. Авторами було виявлено, що додаткова товщина покриття, яка зменшує коефіцієнт тертя, порівнянна з вказаним вище класичним холодним покриттям, може бути достатньою, щоб перешкодити утворенню подряпин і відкладення скляного порошку в ділянці зіткнення виробів. Така додаткова товщина не видна неозброєним оком, зовнішній вигляд виробів, отриманих способом згідно з винаходом, відповідає стандартам, які використовуються при торгівлі предметами розкоші (вино, духи і т. д.). Обробка за винаходом дозволяє проводити просту установку виробів з порожнистого скла на піддони, тобто, наприклад, розміщувати і упаковувати в термопластичну плівку п'ять рядів з 15×15 пляшок в контакті одна з одною, не викликаючи значної притирки після будь-якого звичайного перевезення. Кожний ряд обмежений простою деталлю з картону, борти якої підпирають пляшки збоку. Пляшки розташовані максимально компактно. Не використовуються ні термоформовані піддони, ні каркаси. Обробка за винаходом є локальною, оскільки поверхня обертання, по якій пляшки можуть торкатися, звичайно являє собою відносно вузьку смугу на висоті плеча, тобто становить обмежену частину зовнішньої поверхні. Зона або зони наклеювання етикеток не зачіпаються, що дозволяє уникнути проблем з відклеюванням етикетки або декоративних зображень. Застосування способу нанесення покриття без жорсткого контакту гарантує отримання регулярного і однорідного додаткового шару, тобто максимальної оптичної і механічної якості. Переважно, щоб вказана поверхня обертання покривалася додатковим шаром, коли виріб знаходиться в установці оптичного контролю. Переважно також, щоб вказану поверхню обертання покривали додатковим шаром за способом напилення газу і/або рідини, хімічно активної або 5 неактивної (можна застосовувати аерозоль, тобто суспензію частинок рідини в газі-носії або в повітрі); як приклад можна назвати розпилення нереакційноздатної рідини при температурі вказаної поверхні обертання, що складає від 20 до 100 °C. Переважно також, щоб вказаний додатковий шар сушився після його нанесення, за відсутності будь-якого жорсткого контакту з вказаним додатковим шаром під час його сушіння. Вказані переважні варіанти особливо вигідно здійснюються шляхом покриття вказаним додатковим шаром вказаної поверхні обертання, коли виріб знаходиться на останньому пункті установки оптичного контролю, де виріб повинен приводитися у обертання. Дійсно, установка оптичного контролю містить декілька пунктів контролю, які не обов'язково обертаються, але деякі з яких повинні бути нерухомими. У цьому випадку, вийшовши з останнього пункту установки оптичного контролю, виріб не піддається ніякому іншому жорсткому контакту, крім контакту своєї основи з конвеєром. Вказана поверхня обертання вільна від якогонебудь жорсткого контакту, сушіння вказаного додаткового шару може відбуватися в переважних умовах. Таким чином, переважно при нанесенні і сушінні вказаного додаткового шару уникати жорсткого контакту, такого, як при нанесенні за допомогою тканини або пористих основ, таких, як губка, або при сушінні з витиранням. Можна отримати покриття з оптимальними механічними властивостями (адгезія, когезія і опір стиранню) і прекрасним зовнішнім виглядом. Переважно, щоб блоки оптичного керування були ізольовані від зони покриття вказаним додатковим шаром повітряною завісою. Переважно також об'єднати вказаний спосіб з гарячою обробкою і холодною обробкою, згаданою вище у ввідній частині. Таким чином, на вироби переважно наносять перше покриття між секційною установкою і горловим кільцем склоформувальної машини. Це холодне покриття складається з оксиду металу, отриманого хімічним осадженням на вироби реагентупопередника з газової фази при приблизно 500 °C. Використовуваними попередниками для гарячого покриття SnO2 або ТіО2, є, наприклад, SnCl4, відповідно ТіСІ4. Це осадження проводиться в тунелі, розташованому на конвеєрі. Крім того, вироби переважно забезпечувати другим покриттям, що зменшує коефіцієнт тертя, після їх виходу з тунельного лера і перед їх переходом в установку оптичного контролю. Це холодне покриття є недовговічним (масляна кислота, стеарати) або, навпаки, покриттямпостійного типу (віск або лаки, наприклад, поліетиленовий віск) при проведенні пастеризації, стерилізації. Його наносять напиленням на вироби при температурі близько 120 °C. Об'єктом винаходу є також виріб з порожнистого скла, який, будучи розташованим поруч з таким же виробом в однаковій орієнтації в одній і тій же площині, здатний входити з ним в контакт вздовж поверхні обертання, що має максимальну товщину покриття, що зменшує коефіцієнт тертя. 97100 6 Хоч вимірювання товщини досить складні, зокрема тому, що гаряче покриття часто має нерівності, що компенсуються холодним покриттям, під "максимальною товщиною" розуміється по суті найбільша товщина холодного покриття, в середньому щонайменше в 1,5-3 разів більша, навіть в 5 разів більша, ніж на інших частинах зовнішньої поверхні, відмінних від вказаної поверхні обертання. Переважно, щоб виріб з порожнистого скла за винаходом являв собою пляшку, флакон або банку, у яких вказана поверхня обертання складала не більше 50 %, переважно не більше 30 % зовнішньої поверхні. Таким чином, поверхня контакту між виробами є відносно невеликою, залишаючи відносно суттєвою додаткову частку зовнішньої поверхні, не покритою товстим шаром холодної обробки, на яку не особливо важко наклеїти етикетки або декоративне зображення. Ще одним об'єктом винаходу є система упаковки виробів з порожнистого скла, описаних вище і/або отриманих описаним вище способом, пустих або наповнених, встановлених поруч один з одним в однаковій орієнтації на одній і тій же площині, у взаємному контакті по вказаній поверхні обертання. Така пакувальна система приймає, наприклад, форму піддону, що складається з декількох встановлених один на один рядів, щільно і міцно оточених міцною термопластичною плівкою. Кожний ряд містить картонну основу з подовженнями по боку, утворюючими упори для виробів, що знаходяться на краях ряду. Така пакувальна система є простою і економічною. Переваги, що забезпечуються винаходом, описані в наступному прикладі. Приклад Перевозять піддони з пляшками Pineau des Charentes, обробленими згідно з винаходом, а також необробленими, що складаються з п'яти встановлених один на один рядів пляшок, 15×15 в ряду. Всі пляшки піддаються класичній гарячій і холодній обробці. Гаряче покриття складається з SnO2, отриманого хімічним осадженням на пляшки з газової фази (CVD) при приблизно 500 °C, попередника SnCl4. Середня товщина покриття становить приблизно 22 нм. Холодне покриття є поліетиленовим воском з добавками, придатним для осадження на основу при 80-150 °C, суспензія 1,5 ваг. % у воді. Зони взаємного контакту пляшок, оброблених згідно з винаходом, додатково отримують напилення поліетиленовим воском, що випускається в продаж компанією Rohm and Haas під назвою Polyglass D4333, суспензія 2 ваг. % у воді. Основа знаходиться при температурі навколишнього середовища, зокрема, від 20 до 40 °C. Напилення здійснюється на останньому пункті установки оптичного контролю. Порівнювалася притирка пляшок, оброблених або необроблених за винаходом, після перевезення автомобільним транспортом на приблизно 800 км, за наступною шкалою: 0 = відмінно 1 = допустимо 7 97100 2 = обмежено 3 = погано Необроблені пляшки Оброблені пляшки 8 Результати приведені нижче в таблиці у вигляді процентної частки пляшок з кожною мірою оцінки небезпеки притирки. 0 40,8 87,5 1 39,4 11,0 2 13,4 1,4 3 6,4 0,1 2+3 19,8 1,5 Вищезгадана таблиця підтверджує високу ефективність обробки за винаходом. Комп’ютерна верстка А. Рябко Підписне Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for reinforcing hollow glass articles, article reinforced by said method, and assembly for packaging these articles
Автори англійськоюMartin Eric, Munos Jean-Michael, Mertz Frederic
Назва патенту російськоюСпособ упрочнения полых изделий из стекла, изделие, упрочненное данным способом, и система упаковки таких изделий
Автори російськоюМартен Эрик, Мюно Жан-Мишель, Мертц Фредерик
МПК / Мітки
МПК: C03C 17/00, B65D 23/08, C03C 17/42, C03C 17/28
Мітки: виріб, спосіб, упакування, зміцнення, зміцнений, скла, способом, виробів, порожнистих, цим, система, таких
Код посилання
<a href="https://ua.patents.su/4-97100-sposib-zmicnennya-porozhnistikh-virobiv-zi-skla-virib-zmicnenijj-cim-sposobom-ta-sistema-upakuvannya-takikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб зміцнення порожнистих виробів зі скла, виріб, зміцнений цим способом, та система упакування таких виробів</a>
Спосіб зміцнення скляного виробу, загартований скляний виріб, зміцнений у відповідності зі способом
Номер патенту: 41891
Опубліковано: 15.10.2001
Автор: Ерве Шаррю
МПК: C03C 21/00
Мітки: загартований, скляний, зміцнений, скляного, відповідності, зміцнення, способом, спосіб, виробу, виріб
Формула / Реферат:
1. Способ упрочнения стеклянного изделия, включающий предварительное сжатие изделия, кислотное травление поверхности на глубину, равную или большую глубины сжатого стекла, и завершающую защиту полученной травленной поверхности, отличающийся тем, что указанную завершающую защиту достигают внутренне с помощью обработки химической закалкой.2. Способ по п. 1, отличающийся тем, что предварительное сжатие осуществляют посредством...
Композиція для обробки поверхні скла, її застосування, спосіб обробки скла, скло та скловолокно, оброблені цим способом
Номер патенту: 94029
Опубліковано: 11.04.2011
Автори: Бартель Ет'єн, Дюффрене Анн-Валентін, Хайтц Каролін, Лоу Стефан, Бессон Софі, Бріар Рено
МПК: C03C 25/10, C03C 17/28
Мітки: цим, скло, оброблені, способом, обробки, поверхні, скла, спосіб, застосування, композиція, скловолокно
Формула / Реферат:
1. Композиція для обробки поверхні скла, а саме плоского скла або порожнистого скла, або скла у формі волокна, причому вказана композиція здатна для нанесення на вказане скло у вигляді тонкого шару, яка відрізняється тим, що вона містить у водному середовищі наступні компоненти (А) і (В):(A) щонайменше одну сполуку, яка містить щонайменше одну функціональну групу f(A), і(B) щонайменше одну сполуку, яка містить щонайменше одну...
Спосіб зміцнення поверхні скла
Номер патенту: 69295
Опубліковано: 16.08.2004
Автор: Маслов Володимир Петрович
МПК: C03C 17/00
Мітки: спосіб, зміцнення, поверхні, скла
Формула / Реферат:
Спосіб зміцнення поверхні скла, який включає нанесення на неї епоксидної композиції та її полімеризацію, який відрізняється тим, що попередньо до складу епоксидної композиції вводять абразивний порошок, а після нанесення епоксидно-абразивної композиції на поверхню деталі до неї притискають шліфувальник, проводять абразивну обробку поверхні, після цього шліфувальник забирають і полімеризують епоксидно-абразивну композицію з продуктами...
Склад кремній-натрій-кальцієвого скла, спосіб отримання скла (варіанти), порожнистий виріб та листове скло
Номер патенту: 85580
Опубліковано: 10.02.2009
Автори: Макен Бертран, Фосс Люсьєн
МПК: C03C 4/00, C03C 3/076, C03C 1/00
Мітки: порожнистий, листове, виріб, скло, скла, варіанти, спосіб, склад, отримання, кремній-натрій-кальцієвого
Формула / Реферат:
1. Склад кремній-натрій-кальцієвого скла, який відрізняється тим, що він додатково до типових компонентів цього скла містить нижчевказані оптичні абсорбенти, вміст яких знаходиться в такому діапазоні, мас. %:Fe2O3 (сумарне залізо) від 0,01 до 0,15V2O5 (сумарний ванадій) від 0,11 до 0,40МnО (сумарний марганець) від 0,05 до 0,40, причому їх співвідношення вибране таким чином, що у скла товщиною 3 мм пропускання...
Багатошарова плівка для упакування харчових продуктів, оболонка для упакування ковбасних виробів та герметичний пакет для упакування харчових продуктів
Номер патенту: 82276
Опубліковано: 25.03.2008
Автори: Гура Сергій Васильович, Радіонов Василь Семенович
МПК: B32B 27/34, A22C 13/00
Мітки: оболонка, упакування, пакет, харчових, плівка, виробів, ковбасних, герметичний, багатошарова, продуктів
Формула / Реферат:
1. Багатошарова плівка для упакування харчових продуктів, яка включає перший шар, який містить поліамід (РА), другий шар, який містить адгезивний агент (AD), третій шар, який є бар'єрним для О2 і містить співполімер етилену та вінілового спирту (EVOH), четвертий шар, який містить поліамід (РА), п'ятий шар, який містить адгезивний агент (AD), шостий шар, який містить поліолефін (РЕ), яка відрізняється тим, що поліамід являє собою терполімер...
Попередній патент: Одноразовий підгузник
Наступний патент: Фармацевтичні комбінації, які містять тестостерон, для лікування жіночої сексуальної дисфункції
Випадковий патент: Прилад керуючий при сполученній обробці конічних пар