Спосіб зміцнення скляного виробу, загартований скляний виріб, зміцнений у відповідності зі способом
Формула / Реферат
1. Способ упрочнения стеклянного изделия, включающий предварительное сжатие изделия, кислотное травление поверхности на глубину, равную или большую глубины сжатого стекла, и завершающую защиту полученной травленной поверхности, отличающийся тем, что указанную завершающую защиту достигают внутренне с помощью обработки химической закалкой.
2. Способ по п. 1, отличающийся тем, что предварительное сжатие осуществляют посредством термической закалки.
3. Способ по любому из пп. 1 и 2, отличающийся тем, что предварительное сжатие выполняют посредством химической закалки.
4. Способ по любому из пп. 1-3, отличающийся тем, что кислотное травление выполняют с помощью реактива, содержащего плавиковую кислоту.
5. Способ по п. 4, отличающийся тем, что используют реактив, содержащий поверхностно-активные вещества.
6. Закаленное стеклянное изделие, упрочненное в соответствии со способом, включающим предварительное сжатие изделия, кислотное травление поверхности на глубину, равную или большую глубины сжатого стекла, и завершающую защиту, достигаемую внутренне с помощью обработки химической закалкой полученной травленной поверхности, отличающееся тем, что его прочность превышает 450 МПа при толщине 3 мм.
Текст
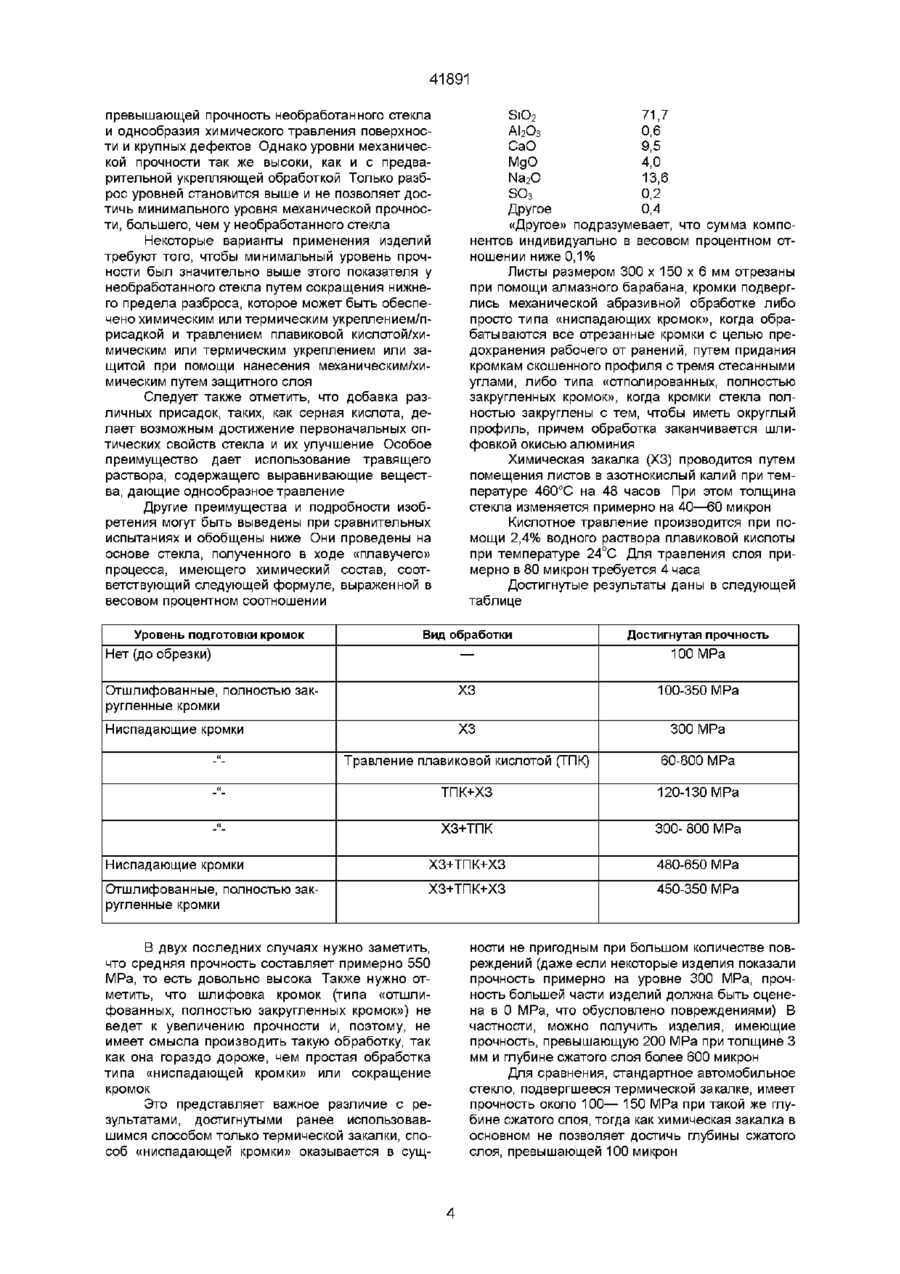
1 Способ упрочнения стеклянного изделия, включающий предварительное сжатие изделия, кислотное травление поверхности на глубину, равную или большую глубины сжатого стекла, и завершающую защиту полученной травленной поверхности, отличающийся тем, что указанную завершающую защиту достигают внутренне с помощью обработки химической закалкой 2 Способ по п 1, отличающийся тем, что предварительное сжатие осуществляют посредством термической закалки 3 Способ по любому из пп 1 и 2, отличающийся тем, что предварительное сжатие выполняют посредством химической закалки 4 Способ по любому из пп 1-3, отличающийся тем, что кислотное травление выполняют с помощью реактива, содержащего плавиковую кислоту 5 Способ по п 4, отличающийся тем, что используют реактив, содержащий поверхностноактивные вещества 6 Закаленное стеклянное изделие, упрочненное в соответствии со способом, включающим предварительное сжатие изделия, кислотное травление поверхности на глубину, равную или большую глубины сжатого стекла, и завершающую защиту, достигаемую внутренне с помощью обработки химической закалкой полученной травленной поверхности, отличающееся тем, что его прочность превышает 450 МПа при толщине 3 мм О Изобретение относится к способу укрепления путем повышения механической прочности изделий из стекла, в частности, плоских или изогнутых стеклянных листов Способ может применяться для обработки иллюминаторов самолетов или, в более широком плане, во всех случаях, когда необходимо обеспечить высокую механическую прочность стекла Известно, что механическая прочность изделий из стекла может быть повышена путем закалки, включающей создание поверхностного сжатия изделия предварительным термическим или химическим ионным обменом, который ведет к поверхностной замене части ионов натрия большими по размеру ионами калия, которые создают поверхностное сжатие изделия Окончательно достигнутая степень механической прочности, безусловно, зависит от вида выполненной закалки Кроме того, она зависит и от качества предварительной обработки поверхности изделия Что касается стеклянных листов, наиболее значительные дефекты поверхности в основном встречаются у их кромок, подвергшихся процессу отрезания ю Несомненно, можно свести к минимуму эту проблему путем высококачественной шлифовки кромок, например, так называемым методом «шлифованных, полностью закругленных кромок» Однако такая обработка относительно сложна, причем всегда есть вероятность того, что часть поверхности кромок будет недостаточно отшлифована Кроме того, дефекты могут находиться не только у кромок стекла, даже тогда, когда стекло получено не обычно применяемым машинным способом В особенности, дефекты появляются в ходе широко используемого сейчас так называемого «плавучего» процесса, или других стадартных процессов, таких, как «протягивание расплава», процесс Форкольта или прокатка со следом или без него При замере механической прочности большого количества закаленных таким образом листов стекла был обнаружен сравнительно большой разброс эффективного уровня закалки, и даже если средний уровень механической прочности закаленных листов существенно выше, чем этот же показатель не закаленных листов, механическая 00 41891 прочность некоторых листов остается по существу такой же, как до закалки Более того, уровни предельного напряжения могут иногда, особенно у крупноразмерных листов стекла, например, предназначенных для авиационных иллюминаторов, оказаться недостаточными для рассматриваемого применения В частности, из описания патента FR—А— 2138710 или аналогичного ему US—А—3 843472 известен способ закалки стекла путем выравнивания его поверхности и/или кромок при помощи абразива, которое потом подвергается до и/или после химической закалки так называемой шлифовке при помощи кислотного раствора, такого, как водный раствор плавиковой или серной кислоты Противоударная стойкость стекла, достигнутая при помощи комбинированной обработки — абразивной и шлифовки — , выше, чем если только один из этих видов обработки применен перед тем, как стекло подвергается термической закалке, и гораздо выше этого показателя стекла, подвергнутого только шлифовке плавиковой кислотой Таким образом,шлифовка только плавиковой кислотой не дает возможности устранить основные дефекты поверхности, поскольку травление не является селективным Дефекты, имеющие вогнутую конфигурацию, расширяются в том же направлении,а выпуклые дефекты имеют свою конфигурацию в направлении приближения к геометрической форме поверхности и, следовательно, уменьшаются Однако небольшая и обычно несущественная цель все же достигается, поскольку обработка позволяет несколько сгладить дефекты и, таким образом, немного повысить механическую прочность стекла Для того, чтобы процесс, изложенный в вышеупомянутом описании, был эффективен, требуется тщательная последовательная обработка кромок стекла абразивными ремнями, ориентированными в различных направлениях и отличающимися типом и тонкостью абразивного материала Такая обработка занимает много времени и должна выполняться высококвалифицированными рабочими, при этом невозможно проверить качество обработки при помощи каких бы то ни было тестов, не разрушающих изделие, то есть очевидно, что проверка не может быть систематической Более того, очевидно, что наиболее значительные дефекты образуются в процессе отрезания листов и, поэтому, находятся у их кромок Основные поверхности стекла также небезупречны даже в случае, когда процесс не требует машинной обработки, как при плавучем процессе Однако можно попытаться устранить дефекты шлифовкой, но и в этом случае обработка долговременна и дорогостояща, причем небольшая ошибка может привести к увеличению дефектов, до больших, чем до обработки, размеров Любое дополнительное воздействие на стекло может привести к образованию новых дефектов К качеству изделий, подвергающихся укрепляющей обработке, предъявляются очень высокие требования с самой первой ее стадии, поэтому количество дефектов здесь ниже, чем у обычной продукции В этих условиях некоторые произведенные изделия все же обладают низкой механической прочностью, и хотя по статистике их не много, это, тем не менее, создает большую проблему, если речь идет о производстве авиационных иллюминаторов или высокопрочного защитного остекления Настоящее изобретение предназначено для увеличения механической прочности стеклянных изделий произвольного размера по всей их поверхности в ходе промышленного процесса, независимо оттого, подвергались ли их кромки машинной обработке, и позволяет достигать высоких уровней предельного напряжения, а особенно — ограничения разброса уровней механической прочности, в особенности, с учетом их нижнего предела Согласно изобретению, изделие подвергается процессу укрепления, состоящему из предварительного сжатия поверхности, травления этой поверхности кислотой на глубину, равную (или большую) глубине сжатого слоя стекла, и защиты таким образом обработанной поверхности Таким образом, процесс, согласно изобретению, состоит из предварительной термической или химической закалки поверхности изделия, последующего травления поверхности кислотой, после чего поверхность укрепляется либо внешне, защитным слоем, либо, что предпочтительнее, внутренне, дальнейшей закалкой Предварительное сжатие поверхности изделия также обеспечивает компрессионное предварительное напряжение дефектов, в результате чего ограничивается распространение кислоты к дну трещин и, как результат этого, углубление дефектов относительно травленной поверхности В конечном итоге это ведет к уменьшению размеров дефектов и обеспечивает существенное повышение уровня предельного напряжения Такая обработка сжатием производится таким образом, чтобы обеспечить создание сжатого слоя, имеющего адекватные амплитуду уровня предварительного напряжения и глубину, с учетом того, каким ожидается максимальный размер вероятного дефекта на определенной поверхности Размеры упомянутого дефекта, будучи пропорциональными размерам поверхности и кромок, зависят от вида приемлемой обработки (абразивным ремнем, алмазным шлифовальным кругом и т д ) Толщина удаляемого кислотой слоя зависит от размеров наибольшего предполагаемого дефекта и может достигать глубины сжатого слоя Предварительная обработка имеет и чисто механическую функцию, а именно — обеспечение предварительного напряжения, и химическую функцию, поскольку она способна обеспечить гомогенизацию фронта травления, сочетающуюся с механическим предварительным напряжением Изобретатели обнаружили, что чем выше динамика травления, например, скорость удаления для данной поверхности, тем выше должна быть степень предварительного напряжения Соотносительно, при применении кислотного раствора слабой концентрации и создании предварительного напряжения термической закалкой с меньшей амплитудой, чем при создании предварительного напряжения химической закалкой, но воздействующего на большую глубину, позволяет 41891 достигнуть результатов, близких к тем, которые достигаются при химической закалке стекла Однако термическая закалка ведет к неблагоприятным явлениям для небольших поверхностей, имеющих средние геометрические характеристики, сопровождающимся образованием дефектов при нагревании и транспортировке стекла до закалки и в ходе нее Поэтому упомянутая предварительная обработка проводится преимущественно химической закалкой, поскольку это ведет к существенному увеличению на поверхности количества щелочно-металлических ионов, что ограничивает динамику травления кислотой и, таким образом, гомогенизирует фронт травления После травления кислотой поверхность ювенильного типа приобретает свойства поверхности только что изготовленного стекла, имеющей очень мало дефектов или, по меньшей мере, имеющей достаточно малые дефекты, позволяющие сохранить очень высокой механическую прочность поверхности Однако это свойство сохраняется в том случае, если не образуются новые дефекты, имеющие размеры, достаточные для того, чтобы вновь понизить механическую прочность поверхности Однако известно, что ювенильная поверхность очень чувствительная и легко подвергается повреждению при воздействии предметов, способных вызвать образование трещин Поэтому простые манипуляции со стеклом, увеличивающие число контактов с его поверхностью, способны ее повредить, следовательно, она должна быть защищена В первом варианте реализации изобретения эта защита осуществляется внешне, путем нанесения на поверхность, сразу после окончания травления кислотой, механического барьера (защита от царапин/зазубрин) и/или химического барьера (защита от коррозии из-за воздействия воды, кислот и т п), которое осуществляется в чистых условиях, гарантирующих отсутствие твердых частиц между стеклом и наносимым слоем, способных привести к появлению зазубрин на стекле Эти защитные слои могут быть полимерными, минеральными и/или органическими металлического происхождения и т д Эти слои преимущественно формируются непосредственно на поверхности изделия, но могут использоваться также пленки, в основном полиуретановые, наносимые после нагревания, например до 100° в условиях строгой чистоты Преимущественно, слои из окисей металла представляют собой слои типа ТагОб, известные высокой механической прочностью, а полимерные — слои из полиуретановой пленки, в основном из поперечно связанного полиуретана, наносимые погружением или, преимущественно, распылением Можно также использовать пленку из масляного поливинила, но она не всегда обладает преимуществом, поскольку имеет гидрофильное свойство Полимерные, а также металлические пленки или пленки из окислов металлов, наносимые для защиты поверхности стекла после ее травления кислотой, могут также выполнять полезные функции при окончательном остеклении Так, полиуретановые пленки могут защищать поверхность от царапин, способны связывать осколки стекла в случае его разбивания, могут поглощать удары или служить поверхностью раздела между стеклом и комбинированной полимерной пленкой, такой, как пленка из масляного поливинила, особенно с целью сокращения эффекта растрескивания стекла от холода вследствие увеличения разницы при низких температурах между плотностью стекла и масляного поливинила Кроме того, если вышеупомянутая полиуретановая пленка наносится на шесть поверхностей стеклянных листов, это позволяет создать капсулу, которая сама по себе составляет хорошую защиту Во втором и более преимущественном варианте реализации изобретения защита достигается новым, внутренним укреплением стекла Это укрепление производится химической закалкой, совершаемой сразу после химического травления,и сокращает время нагревания перед погружением в ванну для химического укрепления, производящегося при высокой температуре, вызывающей сокращение внутренней прочности травленной поверхности активизацией динамики коррозии на дне трещин, которые до этого были уменьшены Это ведет к созданию изделия, имеющего все преимущества обычных, усиленных химических изделий, такие, как их сопротивляемость разрушению, как прямое следствие измененной толщины и создания механического предварительного напряжения Можно также защитить лист стекла термической закалкой, но поскольку желательно сохранить в целости две поверхности, необходимо исключить подачу стекла по вальцам и обеспечить нагревание и закалку или при помощи воздушной подушки, или между захватами, или любым другим способом, уменьшающим контакт Иногда проще защитить стекло немедленно после кислотного травления предпочтительнее внешним способом, чем внутренним, но такая защита слабее, за исключением способа с применением тонкой полимерной пленки, который ограничивает круг применения обработанного изделия, поскольку полимерная пленка не всегда способна выдержать использование на внешней поверхности изделия Полезно использование внешней защиты в форме временной, имеющей ограниченную, но необходимую продолжительность действия, с тем, чтобы иметь возможность создать внутреннюю защиту типа химического укрепления Следует также отметить, что в ходе непосредственного проведения кислотного травления (сопровождающегося закалкой) без какой-либо укрепляющей предварительной обработки путем термической или химической закалки, можно достичь высокой конечной прочности изделия при предварительном выборе концентрации кислотного раствора Однако разброс результатов (низших уровней относительно высших в пробной партии обработанных изделий) увеличивается при увеличении скорости травления, в то время как средний уровень предельного напряжения опускается Отсутствие предварительной укрепляющей обработки термической или химической закалкой не делает возможным достижение в данной партии стекла минимальной механической прочности, 41891 превышающей прочность необработанного стекла и однообразия химического травления поверхности и крупных дефектов Однако уровни механической прочности так же высоки, как и с предварительной укрепляющей обработкой Только разброс уровней становится выше и не позволяет достичь минимального уровня механической прочности, большего, чем у необработанного стекла Некоторые варианты применения изделий требуют того, чтобы минимальный уровень прочности был значительно выше этого показателя у необработанного стекла путем сокращения нижнего предела разброса, которое может быть обеспечено химическим или термическим укреплением/присадкой и травлением плавиковой кислотой/химическим или термическим укреплением или защитой при помощи нанесения механическим/химическим путем защитного слоя Следует также отметить, что добавка различных присадок, таких, как серная кислота, делает возможным достижение первоначальных оптических свойств стекла и их улучшение Особое преимущество дает использование травящего раствора, содержащего выравнивающие вещества, дающие однообразное травление Другие преимущества и подробности изобретения могут быть выведены при сравнительных испытаниях и обобщены ниже Они проведены на основе стекла, полученного в ходе «плавучего» процесса, имеющего химический состав, соответствующий следующей формуле, выраженной в весовом процентном соотношении Уровень подготовки кромок Нет (до обрезки) SiO 2 AI2O3 71,7 0,6 СаО 9,5 МдО 4,0 Na2O 13,6 0,2 SO3 Другое 0,4 «Другое» подразумевает, что сумма компонентов индивидуально в весовом процентном отношении ниже 0,1% Листы размером 300 х 150 х 6 мм отрезаны при помощи алмазного барабана, кромки подверглись механической абразивной обработке либо просто типа «ниспадающих кромок», когда обрабатываются все отрезанные кромки с целью предохранения рабочего от ранений, путем придания кромкам скошенного профиля стремя стесанными углами, либо типа «отполированных, полностью закругленных кромок», когда кромки стекла полностью закруглены с тем, чтобы иметь округлый профиль, причем обработка заканчивается шлифовкой окисью алюминия Химическая закалка (ХЗ) проводится путем помещения листов в азотнокислый калий при температуре 460°С на 48 часов При этом толщина стекла изменяется примерно на 40—60 микрон Кислотное травление производится при помощи 2,4% водного раствора плавиковой кислоты при температуре 24°С Для травления слоя примерно в 80 микрон требуется 4 часа Достигнутые результаты даны в следующей таблице Вид обработки — Достигнутая прочность 100 МРа Отшлифованные, полностью закругленные кромки ХЗ 100-350 М Ра Ниспадающие кромки ХЗ 300 МРа -" Травление плавиковой кислотой (ТПК) 60-800 МРа - ТПК+ХЗ 120-130 МРа - ХЗ+ТПК 300- 800 МРа Ниспадающие кромки ХЗ+ТПК+ХЗ 480-650 МРа Отшлифованные, полностью закругленные кромки ХЗ+ТПК+ХЗ 450-350 МРа В двух последних случаях нужно заметить, что средняя прочность составляет примерно 550 МРа, то есть довольно высока Также нужно отметить, что шлифовка кромок (типа «отшлифованных, полностью закругленных кромок») не ведет к увеличению прочности и, поэтому, не имеет смысла производить такую обработку, так как она гораздо дороже, чем простая обработка типа «ниспадающей кромки» или сокращение кромок Это представляет важное различие с результатами, достигнутыми ранее использовавшимся способом только термической закалки, способ «ниспадающей кромки» оказывается в сущ ности не пригодным при большом количестве повреждений (даже если некоторые изделия показали прочность примерно на уровне 300 МРа, прочность большей части изделий должна быть оценена в 0 МРа, что обусловлено повреждениями) В частности, можно получить изделия, имеющие прочность, превышающую 200 МРа при толщине 3 мм и глубине сжатого слоя более 600 микрон Для сравнения, стандартное автомобильное стекло, подвергшееся термической закалке, имеет прочность около 100— 150 МРа при такой же глубине сжатого слоя, тогда как химическая закалка в основном не позволяет достичь глубины сжатого слоя, превышающей 100 микрон 41891 Нужно отметить, что состав стекла, приведенный выше, соответствует составу «обычного» оконного стекла на натронной извести, то есть не подходит для химической закалки, и механическая прочность, достигнутая в ходе процесса согласно изобретению, существенно выше, когда заготовки сделаны из компонентов, подходящих для больших уровней закалки В этой связи рекомендуется стекло, весовой состав которого определяется следующим процентным соотношением SiO2 65-76 В2Оз 0-4 AI2O3 1,5-5 MgO 4-8 CaO 0-4,5 Na2O 10-18 К2О 1-7,5 Эти элементы представляют по меньшей мере 96% веса стекла и соотносятся в весовых пропорциях CaO/CaO+MgO — между 0 и 0,45 и K2O/K2O+Na2O — между 0,05 и 0,35 Такое сочетание позволяет достигнуть высокой степени укрепления при большой глубине сжатия Процесс, согласно изобретению, имеет многие варианты применения Он, несомненно, может применяться для обработки стеклянных листов, но также применим и для обработки других изделий, таких, как бутылки Если применяется укрепляющая обработка типа термической закалки, достигается особенно большая глубина сжатого слоя, сочетающаяся с исключительно высоким для данного типа закалки уровнем предельного напряжения Тираж 50 екз Відкрите акціонерне товариство «Патент» Україна, 88000, м Ужгород, вул Гагаріна, 101 (03122) 3-72-89 (03122) 2-57-03
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for strengthening glass product, hardened glass product strengthened in accordance with the method
Автори англійськоюHerve Charrue
Назва патенту російськоюСпособ упрочнения сктеклянного изделия, закаленное стеклянное изделие, упрочненное в соответствии со способом
Автори російськоюЭрве Шаррю
МПК / Мітки
МПК: C03C 21/00
Мітки: загартований, зміцнення, скляного, виробу, зміцнений, виріб, відповідності, скляний, спосіб, способом
Код посилання
<a href="https://ua.patents.su/5-41891-sposib-zmicnennya-sklyanogo-virobu-zagartovanijj-sklyanijj-virib-zmicnenijj-u-vidpovidnosti-zi-sposobom.html" target="_blank" rel="follow" title="База патентів України">Спосіб зміцнення скляного виробу, загартований скляний виріб, зміцнений у відповідності зі способом</a>
Спосіб виготовлення профільованого виробу і сам профільований виріб, виготовлений таким способом
Номер патенту: 41982
Опубліковано: 15.10.2001
Автори: Фленнері Стевен Дж., Бюкінг Гюнтер
МПК: B27N 5/00
Мітки: профільований, способом, виріб, виготовлення, виробу, виготовлений, спосіб, профільованого, таким
Формула / Реферат:
1. Способ изготовления профилированного изделия, отличающийся тем, что он включает стадии: смешивания отверждаемого водой связующего с частицами вещества растительного происхождения для образования первой смеси, влагосодержание которой является недостаточным для отверждения связующего перед помещением смеси в пресс-форму, подачу первой смеси в пресс-форму, имеющую плиты для прессования, при этом плиты для прессования и первая смесь определяют...
Термооброблюваний скляний виріб (варіанти)
Номер патенту: 27311
Опубліковано: 15.09.2000
Автори: Лінгл Філіп Дж., Налепка Реймонд, Гартіг Клаус В.
МПК: C03C 17/34
Мітки: термооброблюваний, виріб, варіанти, скляний
Текст:
...либо прозрачным, либо окрашенным.. В том случае, когда стеклянная подложка G служит в качестве автомобильного- интимного стеклянного окна (на фиг. 1 показано в неполном разрезе), особенно предпочтительным вариантом исполнения этой подложки служит стекло, окрашенное в зеленый цвет. В некоторых вариантах воплощения настоящего изобретения слои покрытия А и В являются необязательными. Слой покрытия С является металлическим слоем, предусмотренным...
Спосіб нанесення багатошарового покриття, що служить тепловим бар’єром, на виріб із суперсплаву і багатошарове покриття, одержане цим способом (варіанти)
Номер патенту: 35620
Опубліковано: 16.04.2001
Автори: Уінг Родні Джордж, Белл Стенлі Рассел, Рікербі Девід Стаффорд
МПК: C23C 10/00, C23C 14/08, C23C 28/00, C23C 10/60
Мітки: цим, варіанти, спосіб, способом, багатошарового, служить, багатошарове, одержане, суперсплаву, бар'єром, покриття, тепловим, нанесення, виріб
Формула / Реферат:
1. Способ нанесения многослойного покрытия, служащего тепловым барьером, на изделие из суперсплава, включающий нанесение слоя металла группы платины на изделие из суперсплава, термообработку изделия из суперсплава с нанесенным покрытием из металла группы платины и нанесение керамического покрытия, отличающийся тем, что для диффузии металла группы платины в изделие из суперсплава и создания на изделии внешнего слоя, обогащенного металлом...
Спосіб зміцнення вуглецевих сталей
Номер патенту: 15973
Опубліковано: 29.08.1997
Автор: Спектор Юрій Олександрович
МПК: C21D 1/78
Мітки: сталей, зміцнення, спосіб, вуглецевих
Формула / Реферат:
Способ упрочнения углеродистых сталей, включающий нагрев и выдержку в нитроцементи-рующей среде, закалку и отпуск, отличающийся тем, что, с целью повышения твердости и упрощения способа, нагрев и выдержку проводят при температуре АС і, нагрев до температуры закалки проводят со скоростью не менее 40°С в 1 с.
Фільтрівний сердечник для виробу для паління і виріб для паління
Номер патенту: 27402
Опубліковано: 15.09.2000
Автори: Кольман Мартін, Кейс Паул Девід
Мітки: виробу, виріб, паління, фільтрівний, сердечник
Текст:
...в качестве фильтрационного материала влагоразлагаемую бумагу Фильтр согласно настоящему изобретению, предпочтительно проявляет эффективность фильтрования по отношению к фазе из микрочастиц гла вного потока дыма в пределах от 10% до 90% (NFDPM). Длина фильтра согласно настоящему изобретению может быть в пределах о т 6 мм до 30 мм. Фильтр согласно настоящему изобретению может содержать особый материал, модифицир ующий дым. Такой о собы й...
Попередній патент: Спосіб одержання похідних 2-перфторалкіл-3-оксазолін-5-ону (варіанти), перфторалканоїламінонітрильні проміжні сполуки
Наступний патент: Система передачі, термінальний пристрій, кодувальний пристрій, декодувальний пристрій і адаптивний фільтр
Випадковий патент: Сплав протекторного захисту від корозії підземних споруд