Машина для контактного стикового зварювання оплавленням труб
Номер патенту: 2650
Опубліковано: 26.12.1994
Автори: Уніговський Михайло Рахмілєвич, Сєрафін Орєст Міхайловіч, Солтис Віталій Петрович, Іткін Олександр Феліксович, Немировський Ісак Якович, Зубаньов Олександр Георгійович

Формула / Реферат
Машина для контактной стыковой сварки оплавлением труб, содержащая кинематически связанные между собой приводом оплавлення и осадки два полукорпуса клещевого типа, каждый из которых включает подвижную и неподвижную щеки с полукруглыми окнами для фиксации труб, отличающаяся тем, что она снабжена двумя жестко закрепленными на торцах неподвижных щек амортизационными устройствами, каждое из которых выполнено в виде жестко закрепленной на торце неподвижной Щеки опоры с направляющими, кронштейна, установленного в направляющих с возможностью возвратно-поступательного перемещения, оси, жестко закрепленной на кронштейне, ролика, свободно размещенного на оси, и пружинных элементов, установленных между кронштейном и опорой.
Текст
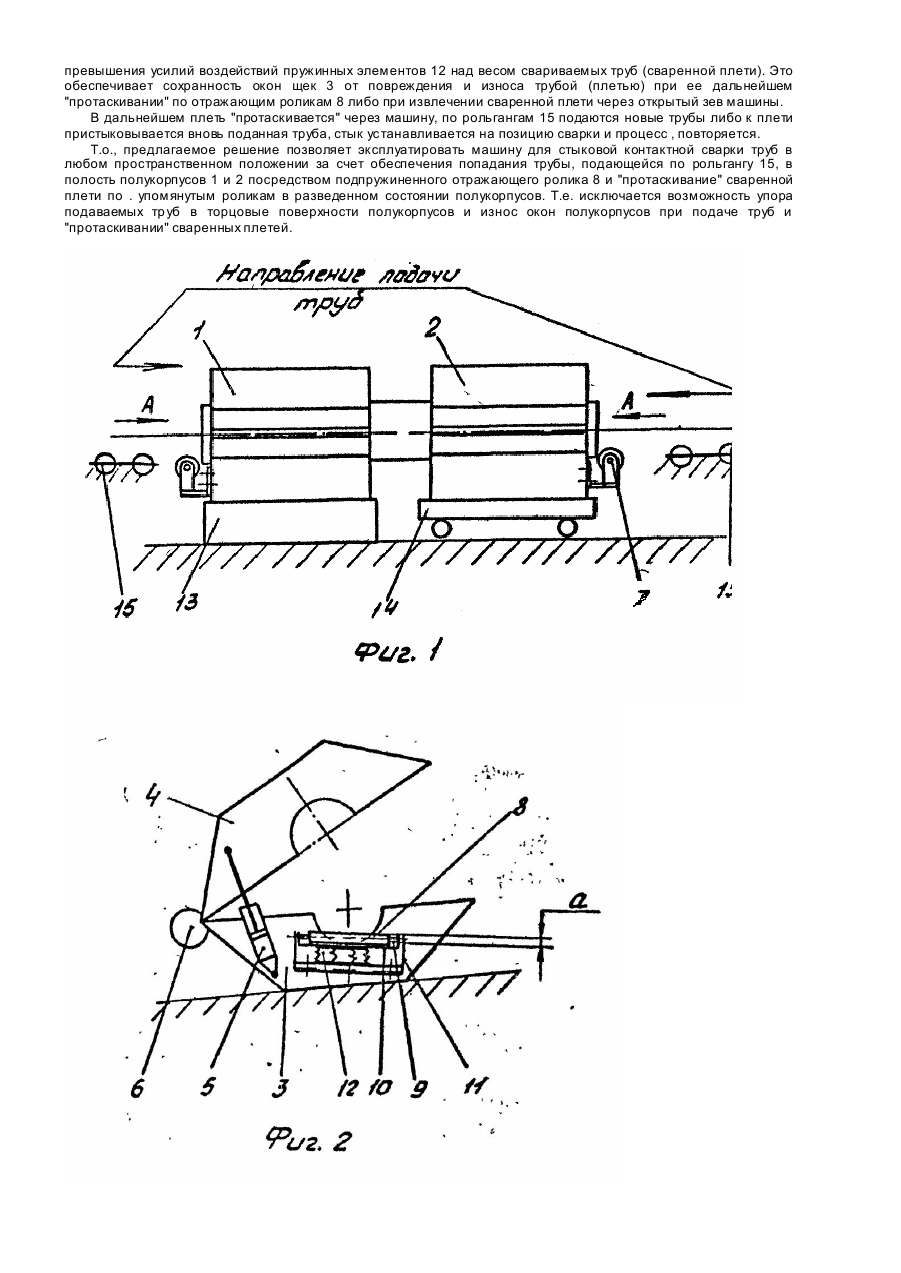
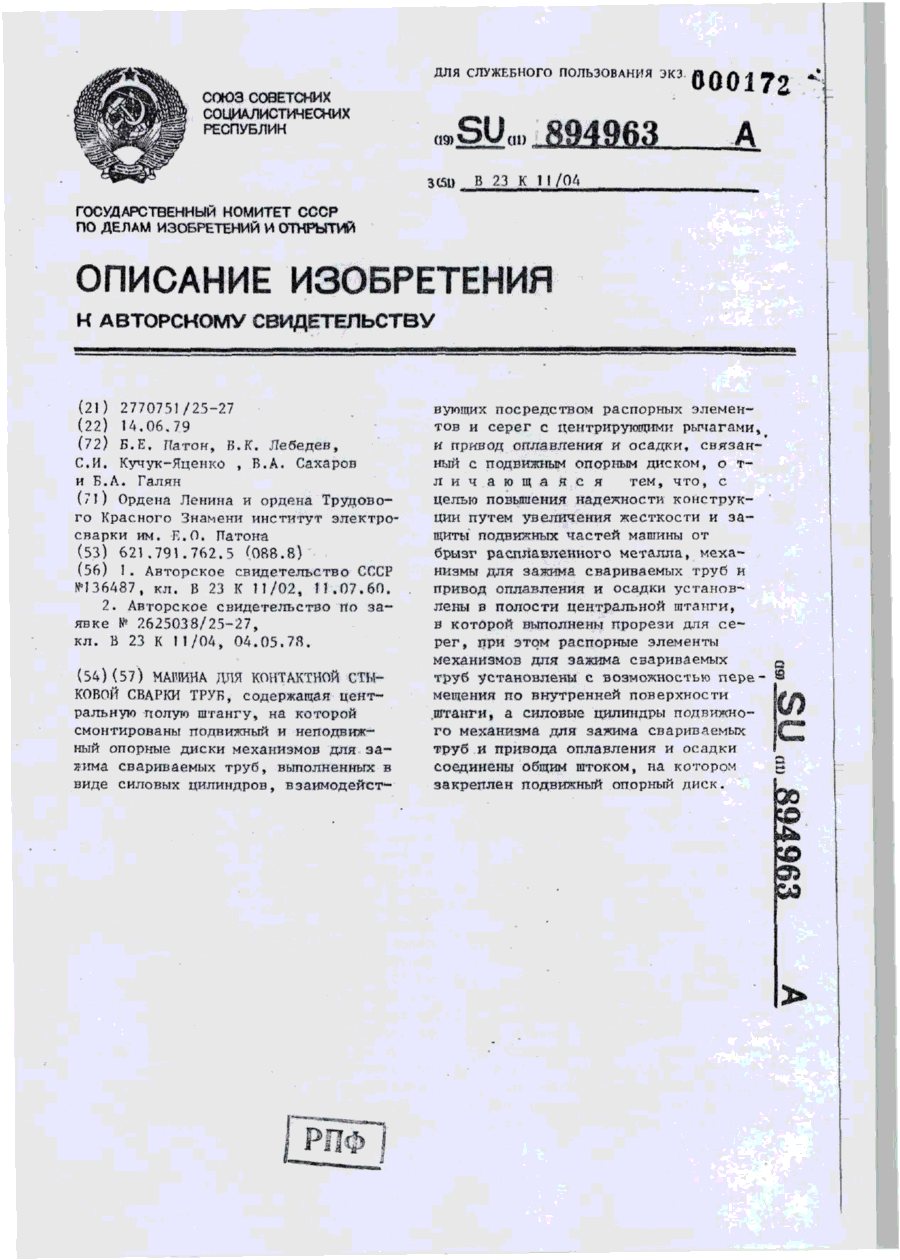
Заявляемое решение относится к оборудованию для строительства трубопроводов стыковой контактной сваркой, в частности к наружнотрубным контактно-сварочным машинам клещевого типа для сварки трубопроводов промыслового сортамента, й может быть использовано при контактной сварке изделий други х профилей. Известны конструкции машины для контактной стыковой сварки [1], состоящей из полукорпусов, связанных с приводом осадки и оплавлення, каждый из которых выполнен в виде двух щек. соединенных механизмом их сведения-разведения и имеющих полуокна для фиксации свариваемых тр уб, при этом полукорпуса укреплены на серьге для подвески машины на раме технологического сварочного комплекса для строительства трубопроводов. Недостатками такой конструкции являются сложности, возникающие при эксплуатации машины с горизонтальной либо наклонной плоскостью разъема, вызванные опасностью ударов подающихся в машину тр уб о торцовую поверхность полукорпусов при жестком креплении нижней щеки. или необходимостью наличия сложной системы синхронизации сведения обеих щек при отсутствии опорной поверхности нижней щеки. Наиболее близкой к заявляемому решению является конструкция стыковой контактно-сварочной машины [2]. состоящая из связанных между собой приводом оплавле-нигіи осадки полукорпусов клещевого типа, выполненных в виде двух щек, соединенных механизмами их сведения-разведения и имеющих полуокна для фиксации свариваемых тр уб. Недостатками такой конструкции являются: - опасность наличия ударов труб, подаваемых в сварочную машину по рольгангам технологических сварочных комплексов, в которые встроена машина, о торцовую поверхность полукорпусов при эксплуатации сварочной машины в положении с горизонтальной или наклонной плоскостью разъема при фиксированном положении нижней щеки; - износ зажимных поверхностей полу-. окон нижних щек, вызванный интенсивным трением материала сваренной плети трубопровода о зажимную поверхность полуокон при протаскивании плети от стыка к стыку, либо при перемещении от стыка к стыку сварочной машины. Задачей изобретения является усовершенствование машины для стыковой контактной сварки труб путем исключения контакта зажимных поверхностей сварочной машины и подаваемой на позицию сварки Трубы при движении, что позволит эксплуатировать сварочные машины клещевого типа с горизонтальной плоскостью разъема, уменьшить износ зажимных приспособлений, тем самым расширить возможности использования сварочных машин, повысив их эксплуатационную надежность. Данный технический результат достигается тем, что машина для контактной стыковой сварки оплавлением труб, содержащая кинематически связанные между собой приводом оплавлення и осадки два полукорпуса клещевого типа, каждый из которых включает подвижную и неподвижную щеки с полукруглыми окнами для фиксации труб, согласно изобретению она снабжена двумя жестко закрепленными на торцах неподвижных щек амортизационными устройствами, каждое из которых выполнено в виде жестко закрепленной на торце неподвижной щеки опоры с направляющими, кронштейна, установленного в направляющих с возможностью возвратно-поступательного перемещения, оси, жестко закрепленной на кронштейне, ролика, свободно размещенного на оси, и пружинных элементов, установленных между кронштейном и опорой. Таким образом, предлагаемое решение позволяет эксплуатировать машину для стыковой контактной сварки труб в любом пространственном положении. Изобретение поясняется чертежами. На фиг. 1 изображена машина для стыковой контактной сварки труб, общий вид; на фиг.2 - вид А на фиг.1. Заявляемая машина состоит из неподвижного 1 и подвижного 2 полукорпусов, состоящих из опорной неподвижной щеки 3 и верхней подвижной щеки 4, снабженных полукруглыми окнами для фиксации труб. Щеки 3 и 4 связаны механизмами их сведения-разведения 5 известной конструкции, например гидроцилиндром. Полукорпуса 1 и 2 соединены приводом оплавлення и осадки 6 известной конструкции, например, выполненным в виде гидроцилиндра с программным изменением подачи рабочей жидкости. Со стороны подачи трубы каждый из полукорпусов 1 и 2 снабжен подающим устройством 7, состоящим из отражающего ролика 8, установленного с возможностью вращения на оси 9, закрепленной в кронштейне 10, установленном в направляющих опоры 11, которая закреплена на нижних щеках 3 полукорпусов 1 и 2. Между кронштейном 10 и опорой 11 размещен пружинный элемент 12 известной конструкции, выполненный, например, в виде набора цилиндрических пружин либо плоской пружины. Полукорпуса 1 и 2 установлены на изолированных друг от др уга неподвижной 13 и подвижной 14 тележках, входящи х в состав те хнологического сварочного комплекса (на фиг. не показан). Трубы подаются по рольгангам 15, также являющимися частью сварочного комплекса. Машина работает следующим образом. В исходном положении подвижные щеки 4 полукорпусов 1 и 2 отведены. По рольгангам 15 в полукорпуса 1 и 2 подаются трубы. При этом подаваемая под действием приводных роликов рольганга 15 труба сталкивается с отражающим роликом 8. Вследствие небольшого превышения ролика 8 над роликами рольганга 15, на котором труба находится в положении, соосном со сварочной машиной, сталкиваясь с роликом 8, труба "запрыгивает" на ролик 8 и в дальнейшем подается в машину без трения о поверхность полукруглых окон для фиксации труб неподвижных щек 3. Это становится возможным из-за превышения усилия воздействия пружинного элемента 12 под весом транспортируемой трубы либо плети. Таким образом, подача труб в сварочную машину осуществляется с гарантированным отсутствием ударов труб о полукорпуса 1 и 2 и фрикционного взаимодействия труб с поверхностью полукруглых окон. Поданные в сварочную машину трубы стыкуются и устанавливаются на позиции сварки. Приводом сведенияразведения 5 щеки осуществляется сведение щеки 4 с неподвижной щекой 3. За счет усилия прижатия щеки 4, большего усилия воздействия пружинного элемента 12, отражающий ролик 8 под действием зажимаемых труб опускается до уровня нижней точки полукруглого окна зажатия труб, чем реализуется беспрепятственная фиксация свариваемых труб щеками 3 и 4 полукорпусов 1, 2. После полной фиксации труб производится их сварка по известной технологии, включающей оплавление и осадку, осуществляемые приводом 6. После окончания процесса сварки приводом 5 осуществляется отведение подвижной щеки 4. При этом под действием пружинных элементов 12 сваренная плеть выталкивается из окон щек 3 благодаря условию превышения усилий воздействий пружинных элементов 12 над весом свариваемых труб (сваренной плети). Это обеспечивает сохранность окон щек 3 от повреждения и износа трубой (плетью) при ее дальнейшем "протаскивании" по отражающим роликам 8 либо при извлечении сваренной плети через открытый зев машины. В дальнейшем плеть "протаскивается" через машину, по рольгангам 15 подаются новые трубы либо к плети пристыковывается вновь поданная труба, стык устанавливается на позицию сварки и процесс , повторяется. Т.о., предлагаемое решение позволяет эксплуатировать машину для стыковой контактной сварки труб в любом пространственном положении за счет обеспечения попадания трубы, подающейся по рольгангу 15, в полость полукорпусов 1 и 2 посредством подпружиненного отражающего ролика 8 и "протаскивание" сваренной плети по . упомянутым роликам в разведенном состоянии полукорпусов. Т.е. исключается возможность упора подаваемых тр уб в торцовые поверхности полукорпусов и износ окон полукорпусов при подаче труб и "протаскивании" сваренных плетей.
ДивитисяДодаткова інформація
Назва патенту англійськоюMachine for contact flash welding pipes
Автори англійськоюZubaniov Oleksandr Heorhiiovych, Unihovskyi Mykhailo Rakhmilievych, Nemyrovskyi Isak Yakovych, Itkin Oleksandr Feliksovych, Soltys Vitalii Petrovych, Sierafin Orest Mykhailovych
Назва патенту російськоюМашина для контактной стыковой сварки оплавлением труб
Автори російськоюЗубанев Александр Георгиевич, Униговский Михаил Рахмилевич, Немировский Исаак Яковлевич, Иткин Александр Феликсович, Солтис Виталий Петрович, Серафин Орест Михайлович
МПК / Мітки
МПК: B23K 11/04
Мітки: контактного, машина, оплавленням, зварювання, стикового, труб
Код посилання
<a href="https://ua.patents.su/2-2650-mashina-dlya-kontaktnogo-stikovogo-zvaryuvannya-oplavlennyam-trub.html" target="_blank" rel="follow" title="База патентів України">Машина для контактного стикового зварювання оплавленням труб</a>
Машина для стикового контактного зварювання труб

Номер патенту: 2648
Опубліковано: 26.12.1994
Автори: Солтис Віталій Петрович, Іткін Олександр Феліксович, Немировський Ісак Якович, Зубаньов Олександр Георгієвич, Уніговський Михайло Рахмілєвич
МПК: B23K 11/04
Мітки: труб, стикового, зварювання, машина, контактного
Формула / Реферат:
Машина для стыковой контактной сварки труб, включающая связанные между собой приводом оплавления и осадки два корпуса, выполненные в виде шарнирно связанных между собой механизмами сведения - разведения щек с полуокнами для фиксации свариваемых труб, отличающаяся тем, что она снабжена основанием, на котором размещена одна з щек каждого корпуса, установленными на торцовых поверхностях каждого из корпусов подающими устройствами, каждое из...
Машина для контактного стикового зварювання оплавленням

Номер патенту: 396
Опубліковано: 30.04.1993
Автори: Кривенко Валерій Георгійович, Добровольський Станіслав Дмитрович, Сахарнов Василь Олексійович, Череднічок Віталій Тимофійович, Кучук-Яценко Сергій Іванович, Галян Борис Опанасович, Лебедєв Володимир Костянтинович
МПК: B23K 11/04
Мітки: зварювання, оплавленням, машина, контактного, стикового
Формула / Реферат:
Формула изобретенияМашина для контактной стыковой сварки оплавлением с h -параллельными сварочными цепями, содержащая датчики сварочного тока, включенные в каждую сварочную цепь, программирующее устройство управления, соединенное с приводом перемещения и осадки, отличающаяся тем, что, с целью повышения качества сварного соединения и уменьшения припуска на оплавление, в устройство введен пороговый элемент совпадения, к входам которого...
Машина для контактного стикового зварювання труб
Номер патенту: 736
Опубліковано: 15.12.1993
Автори: Лебедєв Володимир Костянтинович, Галян Борис Опанасович, Кучук-Яценко Сергій Іванович, Патон Борис Євгенович, Сахарнов Василь Олексійович
МПК: B23K 11/04
Мітки: контактного, машина, стикового, труб, зварювання
Формула / Реферат:
Машина для контактной стыковой сварки труб, содержащая центральную полую штангу, на которой смонтированы подвижный и неподвижный опорные диски механизмов для зажима свариваемых труб, выполненных в виде силовых цилиндров, взаимодействующих посредством распорных элементов и серег с центрирующими рычагами, и привод оплавлення и осадки, связанный с подвижным опорным диском, отличающаяся тем, что, с целью повышения надежности конструкции путем...
Машина для контактного стикового зварювання труб
Номер патенту: 398
Опубліковано: 30.04.1993
Автори: Кучук-Яценко Сергій Іванович, Мірошниченко Олександр Петрович, Патон Борис Євгенович, Лебедєв Володимир Костянтинович, Галян Борис Опанасович, Сахарнов Василь Олексійович
МПК: B23K 31/02, B23K 11/04
Мітки: контактного, стикового, зварювання, машина, труб
Формула / Реферат:
Формула изобретенияМашина для контаткной стыковой сварки труб, содержащая центральную штангу, смонтированные на ней с возможностью радиального перемещения разжимные элементы механизмы их разжатия и привод оплавления и осадки, отличающаяся тем, что, с целью улучшения условий центрирования и сварки труб с большим допуском на диаметр и конусность, разжимные элементы выполнены в виде рычагов, имеющих на концах скосы, а механизм разжатия...
Машина для контактного стикового зварювання труб

Номер патенту: 3126
Опубліковано: 26.12.1994
Автори: Кучук-Яценко Сергій Іванович, Головачов Віктор Миколайович, Галян Борис Опанасович, Сахарнов Василь Олексійович, Мірошниченко Олександр Петрович
МПК: B23K 11/04
Мітки: машина, труб, контактного, зварювання, стикового
Формула / Реферат:
Машина для контактной стыковой сварки труб, содержащая привод оплавления и осадки, центральную штангу, а также смонтированные на ней неподвижный и подвижный механизмы разжатия, каждый из которых включает разжимной рычаг, на концах которого соответственно расположены зажимные и токоподводящие башмаки, элементы, установленные с возможностью взаимодействия с концами рычагов посредством роликов, привод и пружину возврата разжимных рычагов,...
Попередній патент: Машина для контактностикового зварювання труб
Наступний патент: Установка для з’єднання труб з термопластів
Випадковий патент: Корозійно-стійка сталь