Спосіб виготовлення виробів з дроту типу шпильок
Номер патенту: 9931
Опубліковано: 30.09.1996
Автори: Махтюк Леонід Лейбович, Гураль Іван Григорович, Василишин Сергій Опанасович
Формула / Реферат
(57) Способ изготовления изделий из проволоки типа булавок, включающий операции правки, подачи и отрезки, выполняемые на первой позиции, а также операции переноса заготовки, зажима, формирования головки и сброса готового изделия, отличающийся тем, что операции зажима, формирования головки, заточки острия и сброса готового изделия выполняют на второй позиции, при этом заготовку отрезают и переносят на вторую позицию таким образом, чтобы из нажимных матриц с одного торца выступала часть заготовки, необходимая для формирования головки, а с другого -участок заготовки, обеспечивающий получение заостренного конца, причем формирование головки производят путем высадки, при этом высадку головки и заточку острия производят одновременно, а сброс готового изделия производят при переносе заготовки следующего цикла на вторую позицию и перекрывают с операцией переноса по времени.
Текст
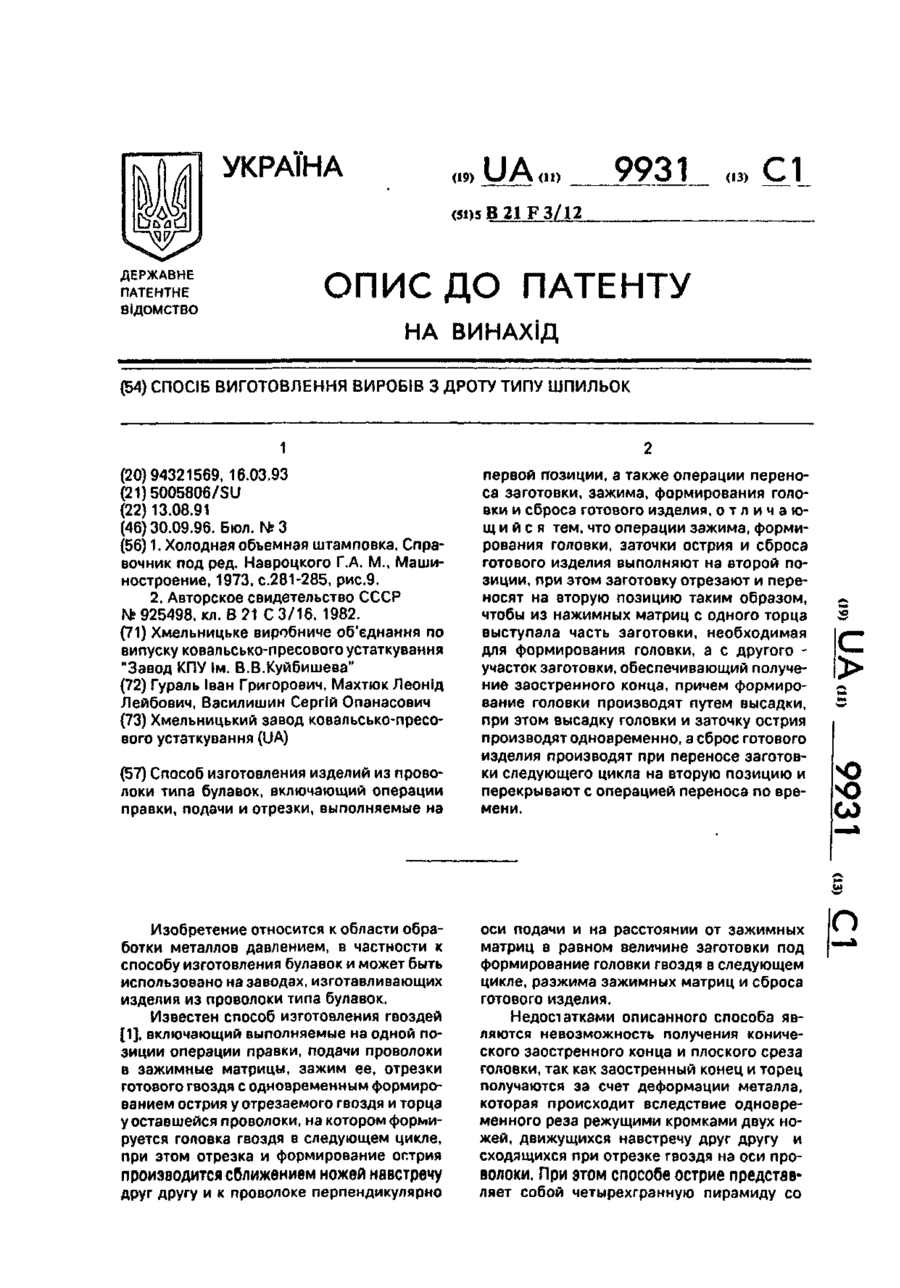
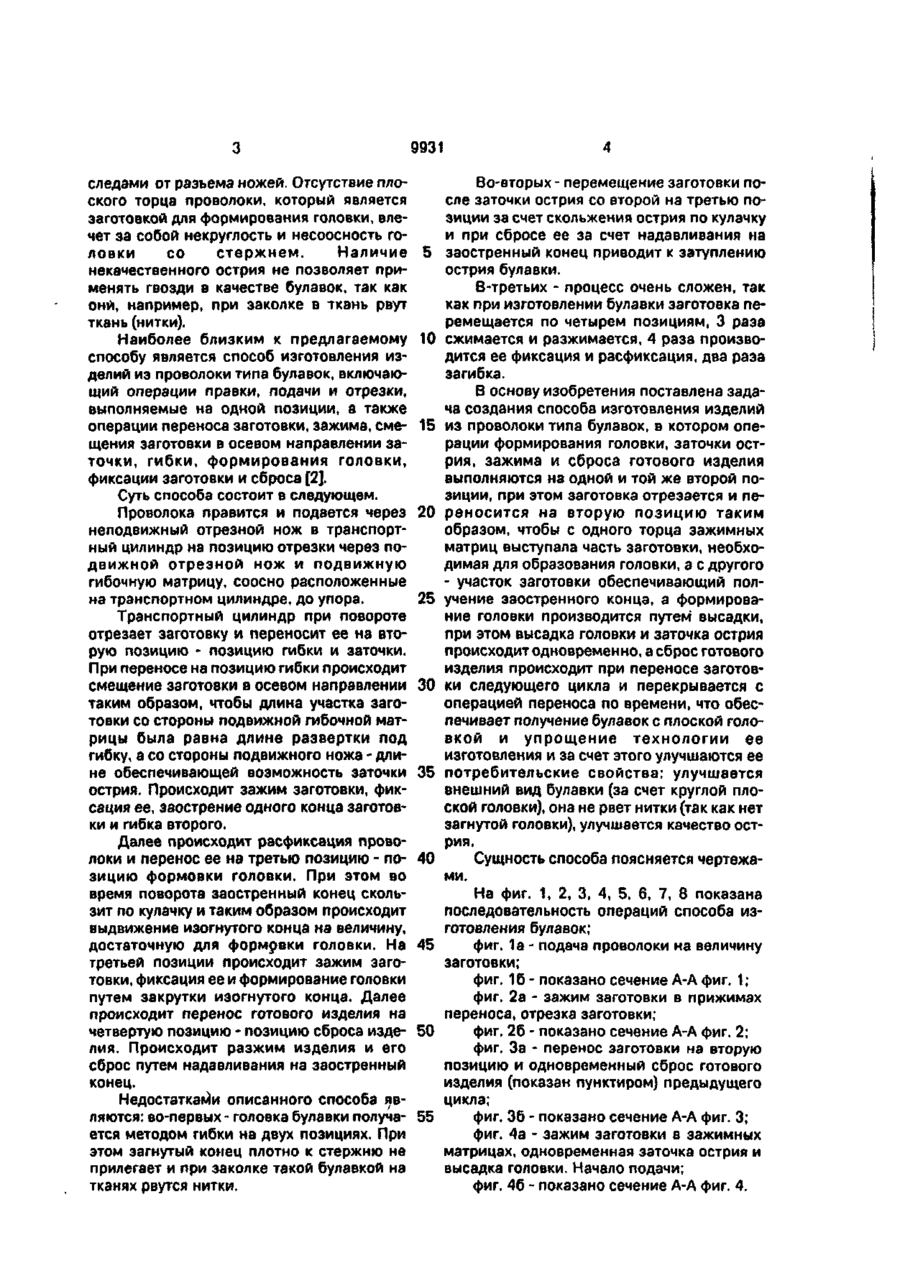
Способ изготовления изделий из проволоки типа булавок, включающий операции правки, подачи и отрезки, выполняемые на Изобретение относится к области обработки металлов давлением, в частности к способу изготовления булавок и может быть использовано на заводах, изготавливающих изделия из проволоки типа булавок. Известен способ изготовления гвоздей [1], включающий выполняемые на одной позиции операции правки, подачи проволоки в зажимные матрицы, зажим ее, отрезки готового гвоздя с одновременным формированием острия у отрезаемого гвоздя и торца у оставшейся проволоки, на котором формируется головка гвоздя в следующем цикле, при этом отрезка и формирование острия производится сближением ножей навстречу друг другу и к проволоке перпендикулярно первой гтозиции, а также операции переноса заготовки, зажима, формирования головки и сброса готового изделия, о т л и ч а ю щ и й с я тем, что операции зажима, формирования головки, заточки острия и сброса готового изделия выполняют на второй позиции, при этом заготовку отрезают и переносят на вторую позицию таким образом, чтобы из нажимных матриц с одного торца выступала часть заготовки, необходимая для формирования головки, а с другого участок заготовки, обеспечивающий получение заостренного конца, причем формирование головки производят путем высадки, при этом высадку головки и заточку острия производят одновременно, а сброс готового изделия производят при переносе заготовки следующего цикла на вторую позицию и перекрывают с операцией переноса по времени. оси подачи и на расстоянии от зажимных матриц в равном величине заготовки под формирование головки гвоздя в следующем цикле, разжима зажимных матриц и сброса готового изделия. Недостатками описанного способа являются невозможность получения конического заостренного конца и плоского среза головки, так как заостренный конец и торец получаются за счет деформации металла, которая происходит вследствие одновременного реза режущими кромками двух ножей, движущихся навстречу друг другу и сходящихся при отрезке гвоздя на оси проволоки. При этом способе острие представляет собой четырехгранную пирамиду со С > со О 9931 следами от разъема ножей. Отсутствие плоского торца проволоки, который является заготовкой для формирования головки, влечет за собой некруглость и несоосность головки со стержнем. Наличие некачественного острия не позволяет применять гвозди в качестве булавок, так как они, например, при заколке в ткань рвут ткань (нитки). Наиболее близким к предлагаемому способу является способ изготовления изделий из проволоки типа булавок, включающий операции правки, подачи и отрезки, выполняемые на одной позиции, а также операции переноса заготовки, зажима, смещения заготовки в осевом направлении заточки, гибки, формирования головки, фиксации заготовки и сброса [2]. Суть способа состоит в следующем. Проволока правится и подается через неподвижный отрезной нож в транспортный цилиндр на позицию отрезки через подвижной отрезной нож и подвижную гибочную матрицу, соосно расположенные на транспортном цилиндре, до упора. Транспортный цилиндр при повороте отрезает заготовку и переносит ее на вторую позицию - позицию гибки и заточки. При переносе на позицию гибки происходит смещение заготовки в осевом направлении таким образом, чтобы длина участка заготовки со стороны подвижной гибочной матрицы была равна длине развертки под гибку, а со стороны подвижного ножа - длине обеспечивающей возможность заточки острия. Происходит зажим заготовки, фиксация ее, заострение одного конца заготовки и гибка второго. Далее происходит расфиксация проволоки и перенос ее на третью позицию - позицию формовки головки. При этом во время поворота заостренный конец скользит по кулачку и таким образом происходит выдвижение изогнутого конца на величину, достаточную для формовки головки. На третьей позиции происходит зажим заготовки, фиксация ее и формирование головки путем закрутки изогнутого конца. Далее происходит перенос готового изделия на четвертую позицию - позицию сброса изделия. Происходит разжим изделия и его сброс путем надавливания на заостренный конец. Недостатками описанного способа являются: во-первых - головка булавки получается методом гибки на двух позициях. При этом загнутый конец плотно к стержню не прилегает и при заколке такой булавкой на тканях рвутся нитки. 5 10 15 20 25 30 35 40 45 50 55 Во-вторых- перемещение заготовки после заточки острия со второй на третью позиции за счет скольжения острия по кулачку и при сбросе ее за счет надавливания на заостренный конец приводит к затуплению острия булавки. В-третьих - процесс очень сложен, так как при изготовлении булавки заготовка перемещается по четырем позициям, 3 раза сжимается и разжимается, 4 раза производится ее фиксация и расфиксация, два раза загибка. В основу изобретения поставлена задача создания способа изготовления изделий из проволоки типа булавок, в котором операции формирования головки, заточки острия, зажима и сброса готового изделия выполняются на одной и той же второй позиции, при этом заготовка отрезается и переносится на вторую позицию таким образом, чтобы с одного торца зажимных матриц выступала часть заготовки, необходимая для образования головки, а с другого - участок заготовки обеспечивающий получение заостренного конца, а формирование головки производится путем высадки, при этом высадка головки и заточка острия происходит одновременно, а сброс готового изделия происходит при переносе заготовки следующего цикла и перекрывается с операцией переноса по времени, что обеспечивает получение булавок с плоской головкой и упрощение технологии ее изготовления и за счет этого улучшаются ее потребительские свойства: улучшается внешний вид булавки (за счет круглой плоской головки), она не рвет нитки (так как нет загнутой головки), улучшается качество острия. Сущность способа поясняется чертежами. На фиг. 1, 2, 3, 4, 5, 6, 7, 8 показана последовательность операций способа изготовления булавок; фиг. 1а - подача проволоки на величину заготовки; фиг. 16 - показано сечение А-А фиг. 1; фиг. 2а - зажим заготовки в прижимах переноса, отрезка заготовки; фиг. 26 - показано сечение А-А фиг. 2; фиг. За - перенос заготовки на вторую позицию и одновременный сброс готового изделия (показан пунктиром) предыдущего цикла; фиг. 36 - показано сечение А-А фиг. 3; фиг. 4а - зажим заготовки в зажимных матрицах, одновременная заточка острия и высадка головки. Начало подачи; фиг. 46 - показано сечение А-А фиг. 4. 9931 Способ изготовления изделий типа булавок состоит в следующем. булавки предыдущего цикла путем нажатия на боковую поверхность булавки. На второй позиции происходит зажим На первой позиции проволока 1 правитзаготовки в зажимных матрицах 7 и 8 таким ся и подается на величину L, равную длине образом, чтобы с одного торца матриц вызаготовки под булавку. Производится отрезступала часть заготовки Li, необходимая ка заготовки 2 посредством перемещения для формирования головки, а с другого торподвижного ножа 3 относительно неподвижца - участок длиной 1_г, обеспечивающий ного 4, при этом проволока зажимается в приполучение заостренного конца. Далее одножимах переноса 5 и 6, а отрезка и перенос 10 временно происходит высадка головки вызаготовки происходит синхронно. Процесс садочным пуансоном 9 с одного торца переноса заканчивается на второй позиции. булавки и заточка острия заточной головкой При этом при переносе заготовки с первой 10 с другого конца, после чего происходит позиции на вторую происходит сброс готовой разжим матриц и процесс повторяется ери Г.*! a) Позиция і! ери г. 2 9931 ери г, Упорядник Замовлення 4559 Техред М.Моргентал Коректор Л. Ліврінц Тираж Підписне Державне патентне відомство України, 254655, ГСП, Київ-53, Львівська пл., 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул.ГагарІна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing of articles of wire of stud type
Автори англійськоюHural Ivan Hryhorovych, Makhtiuk Leonid Leibovych, Vasylyshyn Serhii Opanasovych
Назва патенту російськоюСпособ изготовления изделий из проволоки типа шпилек
Автори російськоюГураль Иван Григорьевич, Махтюк Леонид Лейбович, Василишин Сергей Афанасьевич
МПК / Мітки
МПК: B21F 3/00
Мітки: виробів, спосіб, виготовлення, дроту, шпильок, типу
Код посилання
<a href="https://ua.patents.su/4-9931-sposib-vigotovlennya-virobiv-z-drotu-tipu-shpilok.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення виробів з дроту типу шпильок</a>
Спосіб виготовлення порошкового дроту
Номер патенту: 2375
Опубліковано: 26.12.1994
Автори: Походня Ігор Костянтинович, Овчаренко Микола Трофимович, Рак Петро Іванович, Савенко Валентин Олексійович, Косенко Петро Олексійович, Дмитренко Сергій Георгієвич, Альтер Володимир Федорович, Чащихін Едуард Германович
МПК: B23K 35/40
Мітки: порошкового, дроту, виготовлення, спосіб
Формула / Реферат:
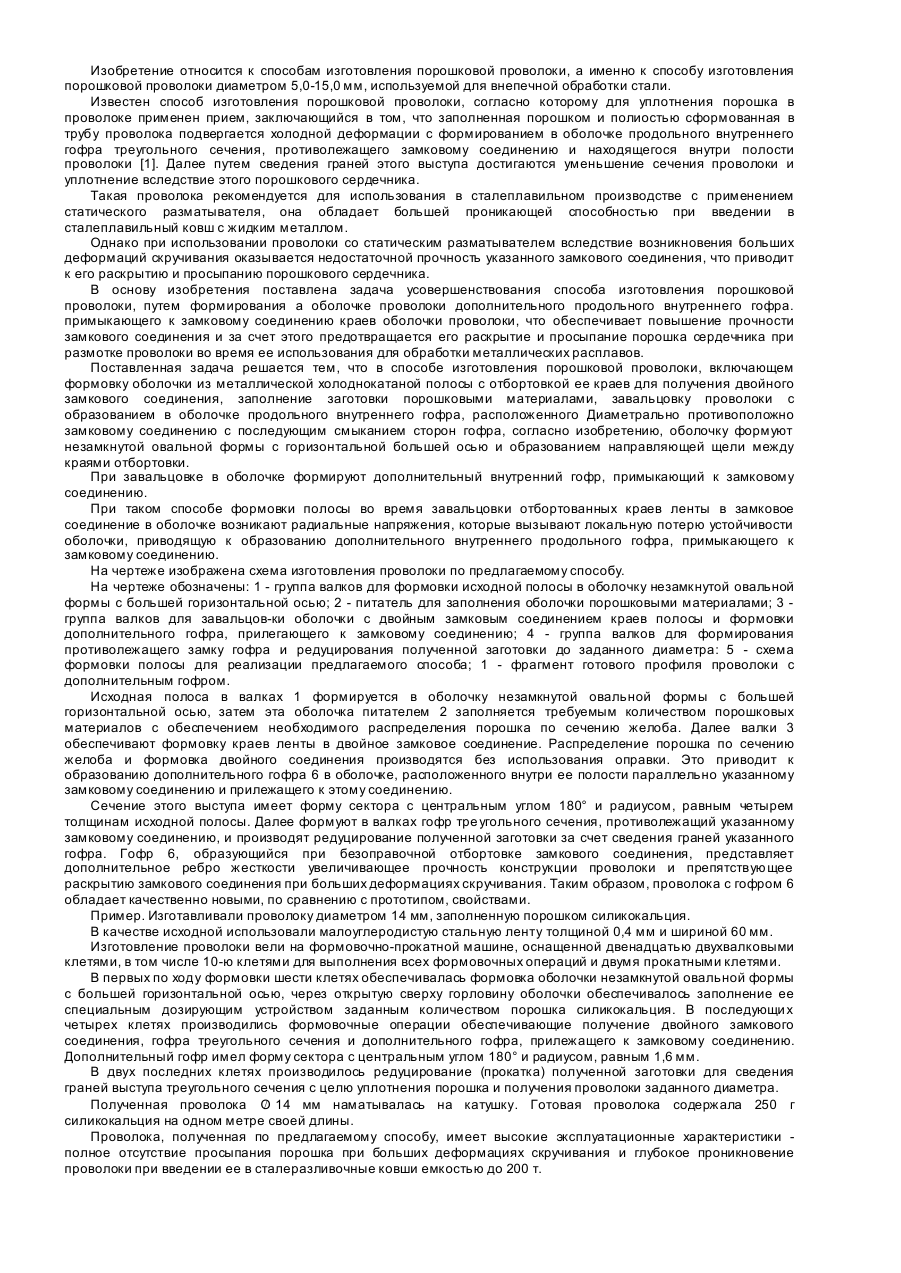
Способ изготовления порошковой проволоки для обработки металлических расплавов, включающий формовку оболочки из металлической холоднокатаной полосы с отбортовкой ее краев для получения двойного замкового соединения, заполнение заготовки порошковыми материалами, завальцовку проволоки с образованием а оболочке продольного внутреннего гофра, расположенного диаметрально противоположно замковому соединению с последующим замыканием сторон гофра,...
Спосіб виготовлення порошкового дроту
Номер патенту: 1615
Опубліковано: 25.10.1994
Автори: Альтер Володимир Федорович, Походня Ігор Костянтинович, Рак Петро Іванович, Бугай Олександр Іванович
МПК: B23K 35/40
Мітки: виготовлення, порошкового, спосіб, дроту
Формула / Реферат:
Способ изготовления порошковой проволоки, при котором заранее просчитывают исходные размеры ленты, формируют желоб, заполняют его шихтой с Кзп 40—65 % от объема попости трубки, закрывают желоб в трубку и многократно волочат полученную заготовку с единичными обжатиями 20—45 % до достижения суммарных обжатий 70—85 % в обратной пропорции к величине Кзп отличающийся тем, что, с целью изготовления проволоки малых диаметров 1,2 мм и менее из...
Пристрій для виготовлення порошкового дроту
Номер патенту: 2374
Опубліковано: 26.12.1994
Автори: Альтер Володимир Федорович, Косенко Петро Олексійович, Рак Петро Іванович, Походня Ігор Костянтинович
МПК: B23K 35/40
Мітки: порошкового, дроту, пристрій, виготовлення
Формула / Реферат:
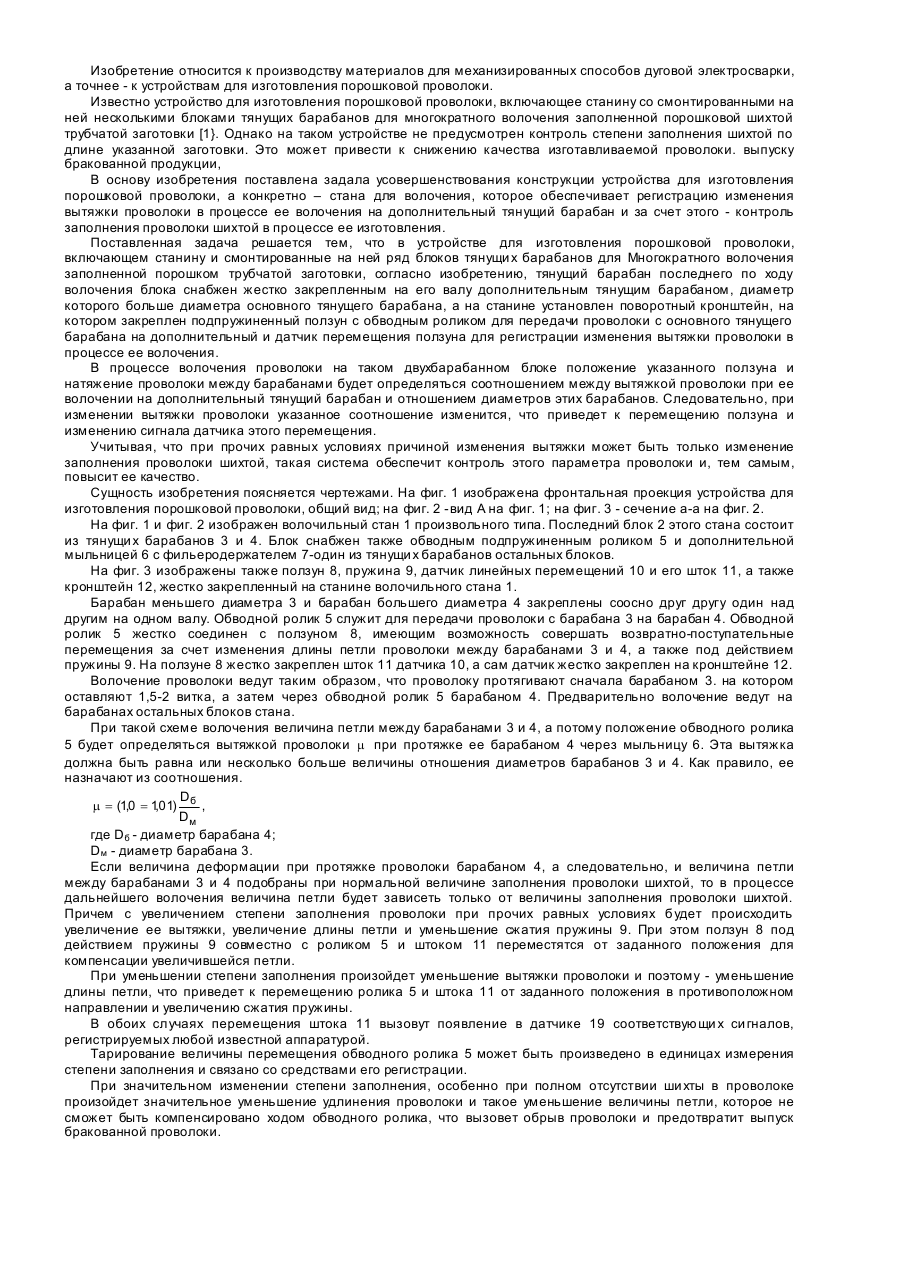
Устройство для изготовления порошковой проволоки, включающее станину и смонтированный на ней ряд блоков тянущих барабанов для многократного волочения заполненной порошком трубчатой заготовки, отличающееся тем, что тянущий барабан последнего по ходу волочения блока снабжен жестко закрепленным на его валу дополнительным тянущим барабаном, диаметр которого больше диаметра основного тянущего барабана, а на станине установлен поворотный кронштейн,...
Машина прямоточного типу для волочіння дроту
Номер патенту: 5143
Опубліковано: 28.12.1994
Автори: Походня Ігор Костянтинович, Каплієнко Ігор Прокопович, Рак Петро Іванович, Альтер Володимир Федорович, Оголь Олексій Михайлович, Семенов Юрій Миколайович, Косенко Петро Олексійович
МПК: B21C 1/02
Мітки: машина, прямоточного, волочіння, дроту, типу
Формула / Реферат:
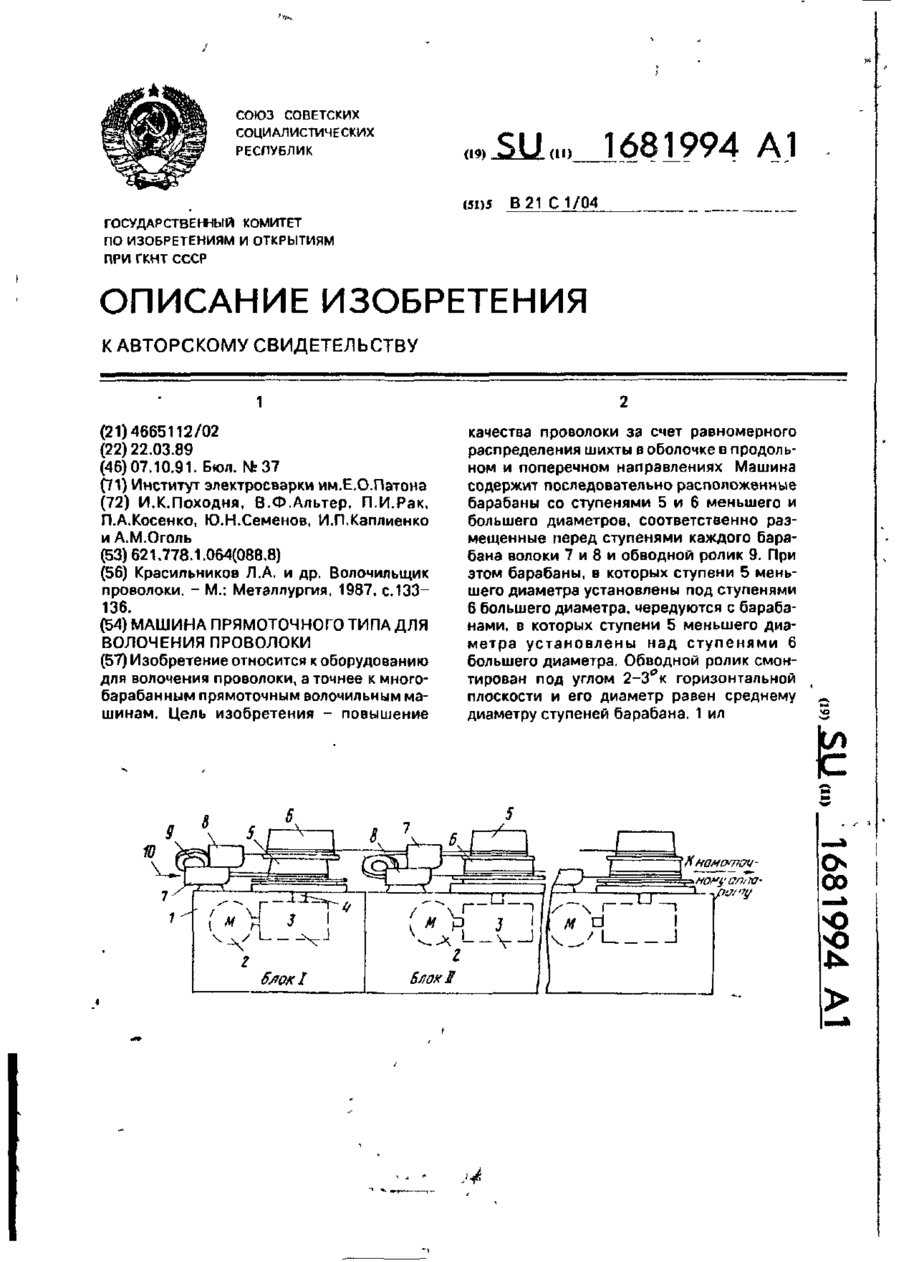
Машина прямоточного типа для волочения проволоки, преимущественно порошковой, содержащая последовательно расположенные двухступенчатые барабаны со ступенями меньшего и большего диаметров, размещенную перед каждой ступенью волоку и обводной ролик между ступенями каждого барабана, отличающаяся тем, что, с целью повышения качества проволоки за счет равномерного распределения шихты в оболочке в продольном и поперечном направлениях, барабаны,...
Спосіб виготовлення кільцевих одногребеневих виробів
Номер патенту: 4033
Опубліковано: 27.12.1994
Автори: Озимин Віктор Михайлович, Биков Петро Павлович, Горб Євген Васильович, Староселецький Михайло Іліч, Стальнокрицький Віктор Миколайович, Козловський Альфред Іванович, Пахомов Генадій Юхимович, Хейфец Валентин Ільіч
МПК: B21H 1/00
Мітки: одногребеневих, виготовлення, кільцевих, виробів, спосіб
Формула / Реферат:
Способ изготовления кольцевых одногребневых изделий, включающий получение предварительной заготовки, черненую и чистовую прокатку сдвоенной заготовки и разделение заготовок, отличающийся тем, что, с целью расширения технологических возможностей, черновую прокатку осуществляют с формовкой разделительной впадины со стороны наружной образующей поверхности заготовки глубиной 1,2-2,0 толщины гребня готового изделия и гребней высотой 0,9-1,1...
Попередній патент: Запалювач
Наступний патент: Штамп для рубки профільного і листового прокату
Випадковий патент: Спосіб виявлення зниженого порогу больової чутливості у хворих на фіброміалгію