Спосіб виготовлення кабельного виробу
Номер патенту: 99369
Опубліковано: 25.05.2015
Автори: Соколенко В'ячеслав Володимирович, Сокольський Олександр Леонідович, Мікульонок Ігор Олегович, Романченко Марія Анатоліївна

Формула / Реферат
1. Спосіб виготовлення кабельного виробу, що включає послідовне накладення екструзією на струмопровідну жилу внутрішнього й зовнішнього шарів термопластичних матеріалів, який відрізняється тим, що зовнішню поверхню внутрішнього шару термопластичного матеріалу виконують із виступами й западинами, що чергуються між собою.
2. Спосіб за п. 1, який відрізняється тим, що зовнішню поверхню внутрішнього шару термопластичного матеріалу виконують хвилястою в коловому напрямку.
3. Спосіб за п. 1, який відрізняється тим, що зовнішню поверхню внутрішнього шару термопластичного матеріалу виконують хвилястою в поздовжньому напрямку.
Текст
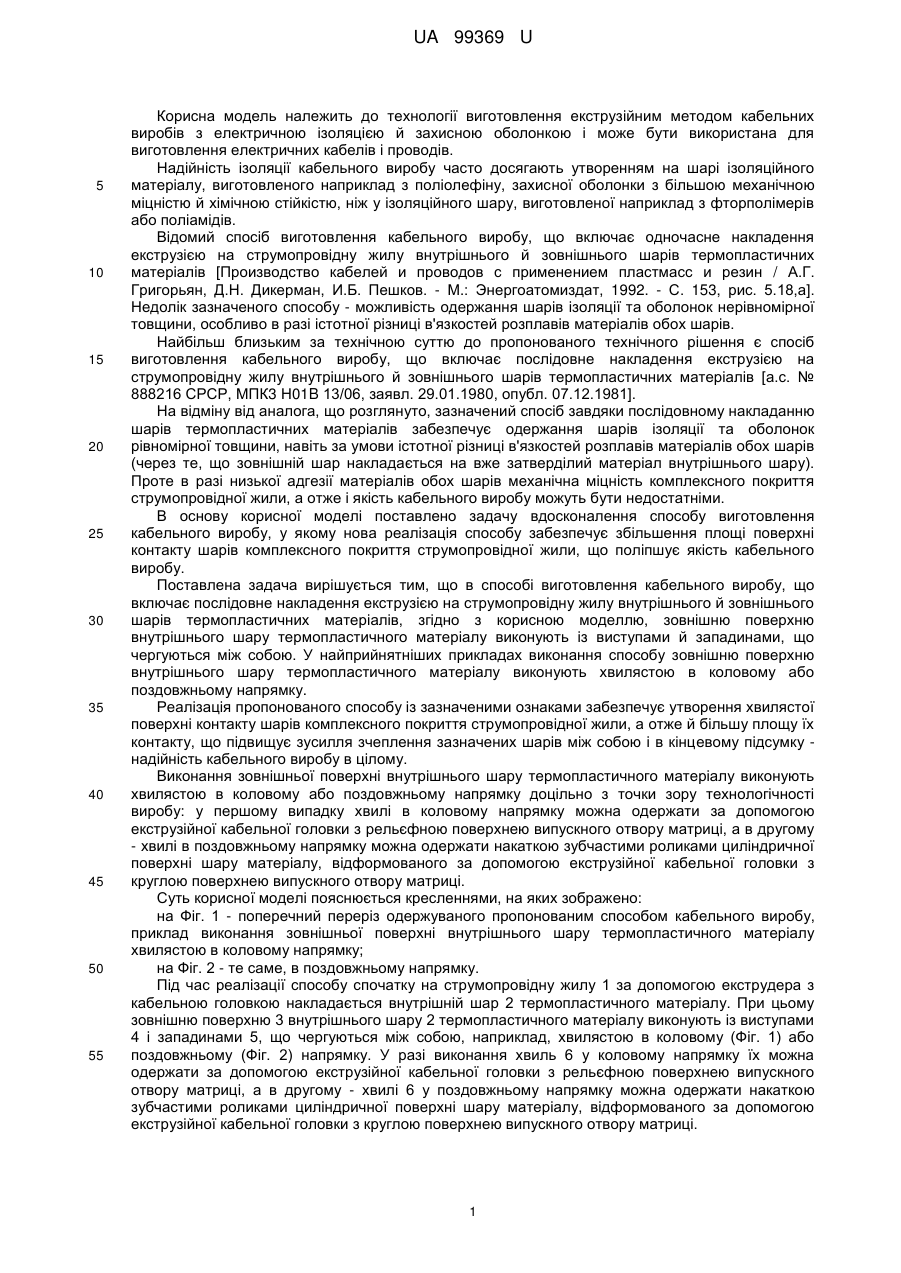
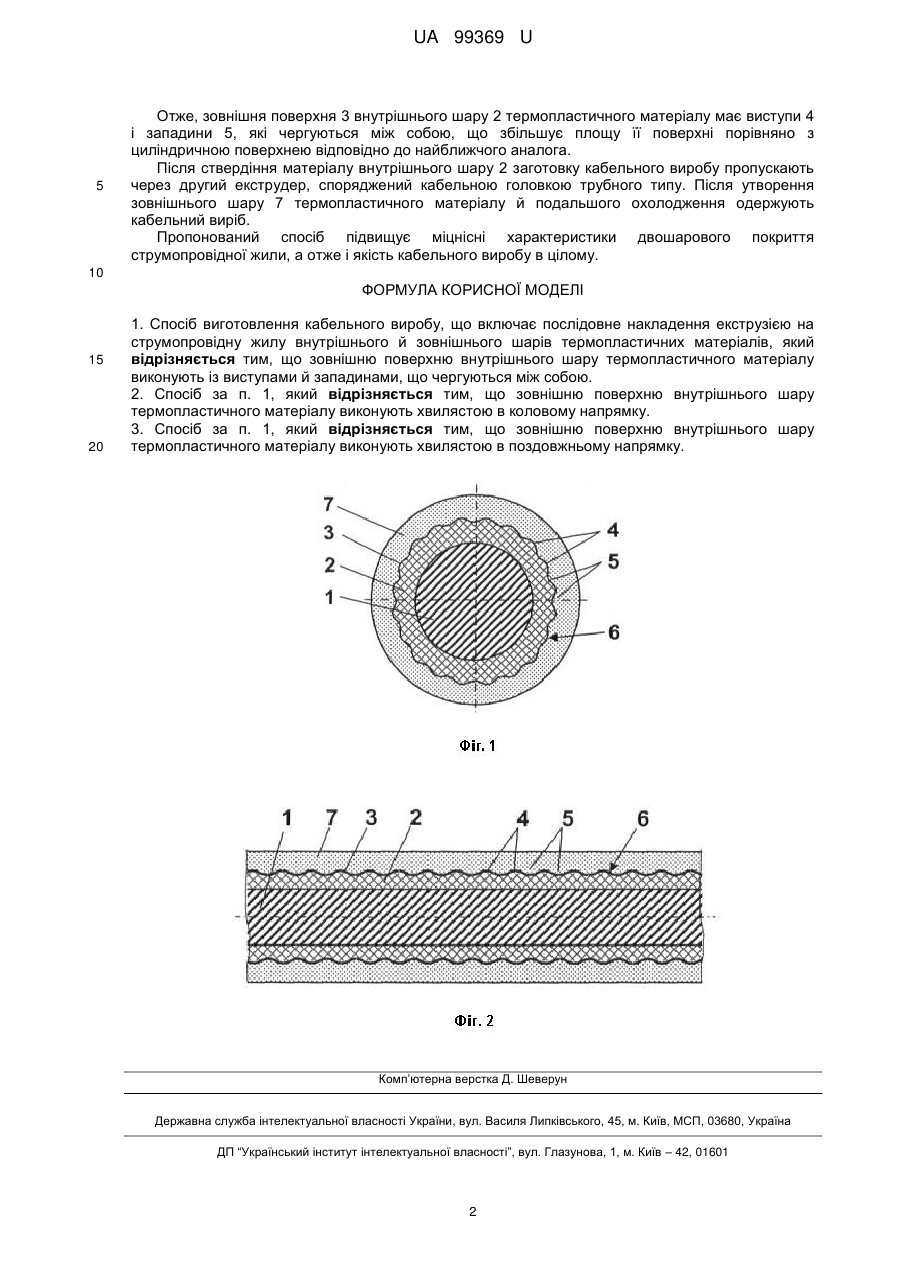
Реферат: Спосіб виготовлення кабельного виробу включає послідовне накладення екструзією на струмопровідну жилу внутрішнього й зовнішнього шарів термопластичних матеріалів. Зовнішню поверхню внутрішнього шару термопластичного матеріалу виконують із виступами й западинами, що чергуються між собою. UA 99369 U (12) UA 99369 U UA 99369 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до технології виготовлення екструзійним методом кабельних виробів з електричною ізоляцією й захисною оболонкою і може бути використана для виготовлення електричних кабелів і проводів. Надійність ізоляції кабельного виробу часто досягають утворенням на шарі ізоляційного матеріалу, виготовленого наприклад з поліолефіну, захисної оболонки з більшою механічною міцністю й хімічною стійкістю, ніж у ізоляційного шару, виготовленої наприклад з фторполімерів або поліамідів. Відомий спосіб виготовлення кабельного виробу, що включає одночасне накладення екструзією на струмопровідну жилу внутрішнього й зовнішнього шарів термопластичних матеріалів [Производство кабелей и проводов с применением пластмасс и резин / А.Г. Григорьян, Д.Н. Дикерман, И.Б. Пешков. - М.: Энергоатомиздат, 1992. - С. 153, рис. 5.18,а]. Недолік зазначеного способу - можливість одержання шарів ізоляції та оболонок нерівномірної товщини, особливо в разі істотної різниці в'язкостей розплавів матеріалів обох шарів. Найбільш близьким за технічною суттю до пропонованого технічного рішення є спосіб виготовлення кабельного виробу, що включає послідовне накладення екструзією на струмопровідну жилу внутрішнього й зовнішнього шарів термопластичних матеріалів [а.с. № 888216 СРСР, МПК3 Н01B 13/06, заявл. 29.01.1980, опубл. 07.12.1981]. На відміну від аналога, що розглянуто, зазначений спосіб завдяки послідовному накладанню шарів термопластичних матеріалів забезпечує одержання шарів ізоляції та оболонок рівномірної товщини, навіть за умови істотної різниці в'язкостей розплавів матеріалів обох шарів (через те, що зовнішній шар накладається на вже затверділий матеріал внутрішнього шару). Проте в разі низької адгезії матеріалів обох шарів механічна міцність комплексного покриття струмопровідної жили, а отже і якість кабельного виробу можуть бути недостатніми. В основу корисної моделі поставлено задачу вдосконалення способу виготовлення кабельного виробу, у якому нова реалізація способу забезпечує збільшення площі поверхні контакту шарів комплексного покриття струмопровідної жили, що поліпшує якість кабельного виробу. Поставлена задача вирішується тим, що в способі виготовлення кабельного виробу, що включає послідовне накладення екструзією на струмопровідну жилу внутрішнього й зовнішнього шарів термопластичних матеріалів, згідно з корисною моделлю, зовнішню поверхню внутрішнього шару термопластичного матеріалу виконують із виступами й западинами, що чергуються між собою. У найприйнятніших прикладах виконання способу зовнішню поверхню внутрішнього шару термопластичного матеріалу виконують хвилястою в коловому або поздовжньому напрямку. Реалізація пропонованого способу із зазначеними ознаками забезпечує утворення хвилястої поверхні контакту шарів комплексного покриття струмопровідної жили, а отже й більшу площу їх контакту, що підвищує зусилля зчеплення зазначених шарів між собою і в кінцевому підсумку надійність кабельного виробу в цілому. Виконання зовнішньої поверхні внутрішнього шару термопластичного матеріалу виконують хвилястою в коловому або поздовжньому напрямку доцільно з точки зору технологічності виробу: у першому випадку хвилі в коловому напрямку можна одержати за допомогою екструзійної кабельної головки з рельєфною поверхнею випускного отвору матриці, а в другому - хвилі в поздовжньому напрямку можна одержати накаткою зубчастими роликами циліндричної поверхні шару матеріалу, відформованого за допомогою екструзійної кабельної головки з круглою поверхнею випускного отвору матриці. Суть корисної моделі пояснюється кресленнями, на яких зображено: на Фіг. 1 - поперечний переріз одержуваного пропонованим способом кабельного виробу, приклад виконання зовнішньої поверхні внутрішнього шару термопластичного матеріалу хвилястою в коловому напрямку; на Фіг. 2 - те саме, в поздовжньому напрямку. Під час реалізації способу спочатку на струмопровідну жилу 1 за допомогою екструдера з кабельною головкою накладається внутрішній шар 2 термопластичного матеріалу. При цьому зовнішню поверхню 3 внутрішнього шару 2 термопластичного матеріалу виконують із виступами 4 і западинами 5, що чергуються між собою, наприклад, хвилястою в коловому (Фіг. 1) або поздовжньому (Фіг. 2) напрямку. У разі виконання хвиль 6 у коловому напрямку їх можна одержати за допомогою екструзійної кабельної головки з рельєфною поверхнею випускного отвору матриці, а в другому - хвилі 6 у поздовжньому напрямку можна одержати накаткою зубчастими роликами циліндричної поверхні шару матеріалу, відформованого за допомогою екструзійної кабельної головки з круглою поверхнею випускного отвору матриці. 1 UA 99369 U 5 Отже, зовнішня поверхня 3 внутрішнього шару 2 термопластичного матеріалу має виступи 4 і западини 5, які чергуються між собою, що збільшує площу її поверхні порівняно з циліндричною поверхнею відповідно до найближчого аналога. Після ствердіння матеріалу внутрішнього шару 2 заготовку кабельного виробу пропускають через другий екструдер, споряджений кабельною головкою трубного типу. Після утворення зовнішнього шару 7 термопластичного матеріалу й подальшого охолодження одержують кабельний виріб. Пропонований спосіб підвищує міцнісні характеристики двошарового покриття струмопровідної жили, а отже і якість кабельного виробу в цілому. 10 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 20 1. Спосіб виготовлення кабельного виробу, що включає послідовне накладення екструзією на струмопровідну жилу внутрішнього й зовнішнього шарів термопластичних матеріалів, який відрізняється тим, що зовнішню поверхню внутрішнього шару термопластичного матеріалу виконують із виступами й западинами, що чергуються між собою. 2. Спосіб за п. 1, який відрізняється тим, що зовнішню поверхню внутрішнього шару термопластичного матеріалу виконують хвилястою в коловому напрямку. 3. Спосіб за п. 1, який відрізняється тим, що зовнішню поверхню внутрішнього шару термопластичного матеріалу виконують хвилястою в поздовжньому напрямку. Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Автори англійськоюMikulionok Ihor Olehovych, Sokolskyi Oleksandr Leonidovych, Romanchenko Mariya Anatoliivna, Sokolenko V'iacheslav Volodymyrovych
Автори російськоюМикуленок Игорь Олегович, Сокольский Александр Леонидович, Романченко Мария Анатолиевна, Соколенко Вячеслав Владимирович
МПК / Мітки
МПК: H01B 13/14, H01B 13/24
Мітки: виробу, виготовлення, спосіб, кабельного
Код посилання
<a href="https://ua.patents.su/4-99369-sposib-vigotovlennya-kabelnogo-virobu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення кабельного виробу</a>
Фільтр для курильного виробу, курильний виріб та спосіб виготовлення курильного виробу
Номер патенту: 101706
Опубліковано: 25.04.2013
Автор: Фібелкорн Річард
МПК: A24D 3/04
Мітки: курильний, виріб, виготовлення, курильного, виробу, фільтр, спосіб
Формула / Реферат:
1. Фільтр для курильного виробу, що містить подовжену основну частину фільтруючого матеріалу, внутрішню обгортку, яка має першу й другу області непористого матеріалу, розташовані навколо й з проміжком уздовж довжини фільтруючого матеріалу з утворенням зазору, що діє як зона вентиляції, і зовнішню обгортку, розміщену поверх внутрішньої обгортки й виконану так, щоб повітря, що вентилює, могло втягуватися через зону вентиляції й проходити у...
Пристрій для виготовлення поглинаючого виробу і спосіб виготовлення такого виробу
Номер патенту: 102006
Опубліковано: 27.05.2013
Автори: Іто Норіакі, Огасавара Йошіказу
МПК: A61F 13/49, A61F 13/56, A61F 13/15
Мітки: пристрій, поглинаючого, спосіб, виготовлення, виробу, такого
Формула / Реферат:
1. Пристрій для виготовлення поглинаючого виробу, що включає:обертовий елемент, що обертається, коли знаходиться напроти однієї поверхні безперервного полотна, що рухається, при цьому обертовий елемент має дугоподібну утримуючу поверхню, яка утримує деталь, причому обертовий елемент змушує цю деталь рухатися в позицію, де вона захоплюється між згаданою однією поверхнею безперервного полотна та дугоподібною утримуючою поверхнею в...
Фільтруючий елемент для курильного виробу (варіанти), фільтр для курильного виробу, курильний виріб та спосіб виготовлення фільтруючого елемента для курильного виробу (варіанти)
Номер патенту: 101219
Опубліковано: 11.03.2013
Автори: Олівейра Пауло, Д'юк Мартін
Мітки: елемент, варіанти, елемента, фільтруючий, спосіб, фільтр, виріб, виготовлення, курильного, курильний, виробу, фільтруючого
Формула / Реферат:
1. Фільтруючий елемент для курильного виробу, що містить тампон фільтруючого матеріалу, тютюнову серцевину, витягнуту по суті подовжньо через тампон фільтруючого матеріалу, і засіб для обгортання, обгорнений навколо щонайменше ділянки подовжньо витягнутої поверхні тютюнової серцевини.2. Фільтруючий елемент за п. 1, який відрізняється тим, що тютюнова серцевина витягнута по суті подовжньо між взаємно протилежними торцевими поверхнями...
Спосіб виготовлення виробу промислового, художнього або побутового призначення з ефектом люмінофорного післясвітіння
Номер патенту: 2600
Опубліковано: 15.06.2004
Автор: Салієв Вафо Сафойович
Мітки: люмінофорного, промислового, виробу, спосіб, виготовлення, художнього, призначення, ефектом, побутового, післясвітіння
Формула / Реферат:
1. Спосіб виготовлення виробу промислового, художнього або побутового призначення з ефектом люмінофорного післясвітіння включає нанесення на поверхню виробу шару люмінофорної фарби з ефектом післясвітіння або виготовлення хоча б частини вищезгаданого виробу з матеріалу із вмістом люмінофорної фарби з ефектом післясвітіння і витримку готового виробу на світлі.2. Спосіб за п.1, який відрізняється тим, що як виріб виготовляють сувеніри...
Спосіб виготовлення виробу для формування об’ємних тіл
Номер патенту: 57137
Опубліковано: 10.02.2011
Автор: Цапюк Василь Віталійович
МПК: A63H 33/00
Мітки: тіл, спосіб, об'ємних, виготовлення, формування, виробу
Формула / Реферат:
1. Спосіб виготовлення виробу для формування об'ємних тіл, що включає формування елементів геометричної форми, з'єднання їх між собою, який відрізняється тим, що як елементи геометричної форми використовують куби або паралелепіпеди з прорізами у взаємно перпендикулярних площинах, причому прорізи виконують на глибину з утворенням каналу їх перетину, а після чого в утвореному каналі розміщують з натягом заздалегідь заготовлену еластичну нитку...
Попередній патент: Пристрій для ефективної протидії ураганам
Наступний патент: Панцерований транспортний засіб
Випадковий патент: Розприскувальна сушарка для рідких продуктів