Металорізальний верстат
Номер патенту: 9962
Опубліковано: 17.10.2005
Автори: Погрібна Наталія Вікторівна, Пестунов Володимир Михайлович

Формула / Реферат
1. Металорізальний верстат, що містить зв'язану із приводом обертання центральну колону, на якій рівномірно по окружності розташовані затискні пристосування для довгомірних заготовок, редуктор, телескопічний вал, стіл, круглу станину, на якій навколо колони розташований інструмент, який відрізняється тим, що в приводі обертання колони, яка виконана у вигляді мальтійського хреста, встановлено механізм ділильного повороту, що включає електродвигун, а в кожній позиції ділильного повороту на станині розташовані силові вузли процесу формоутворення, які виконані у вигляді полозок, причому хоча б в одній позиції встановлений відрізний силовий вузол.
2. Верстат за п. 1, який відрізняється тим, що силові вузли оснащені механізмом переміщень шпинделя в площині, перпендикулярній осі шпинделя.
3. Верстат за п. 1, який відрізняється тим, що він оснащений другим відрізним силовим вузлом, розташованим на станині протилежно першому.
4. Верстат за п. 1, який відрізняється тим, що число позицій, у яких установлений відрізний силовий вузол, визначають зі співвідношення:
![]()
де ![]() - число позицій, у яких установлюють відрізний силовий вузол;
- число позицій, у яких установлюють відрізний силовий вузол;
m - число позицій верстата;
k - число позицій верстата, у яких здійснюють процес обробки даної заготовки.
Текст
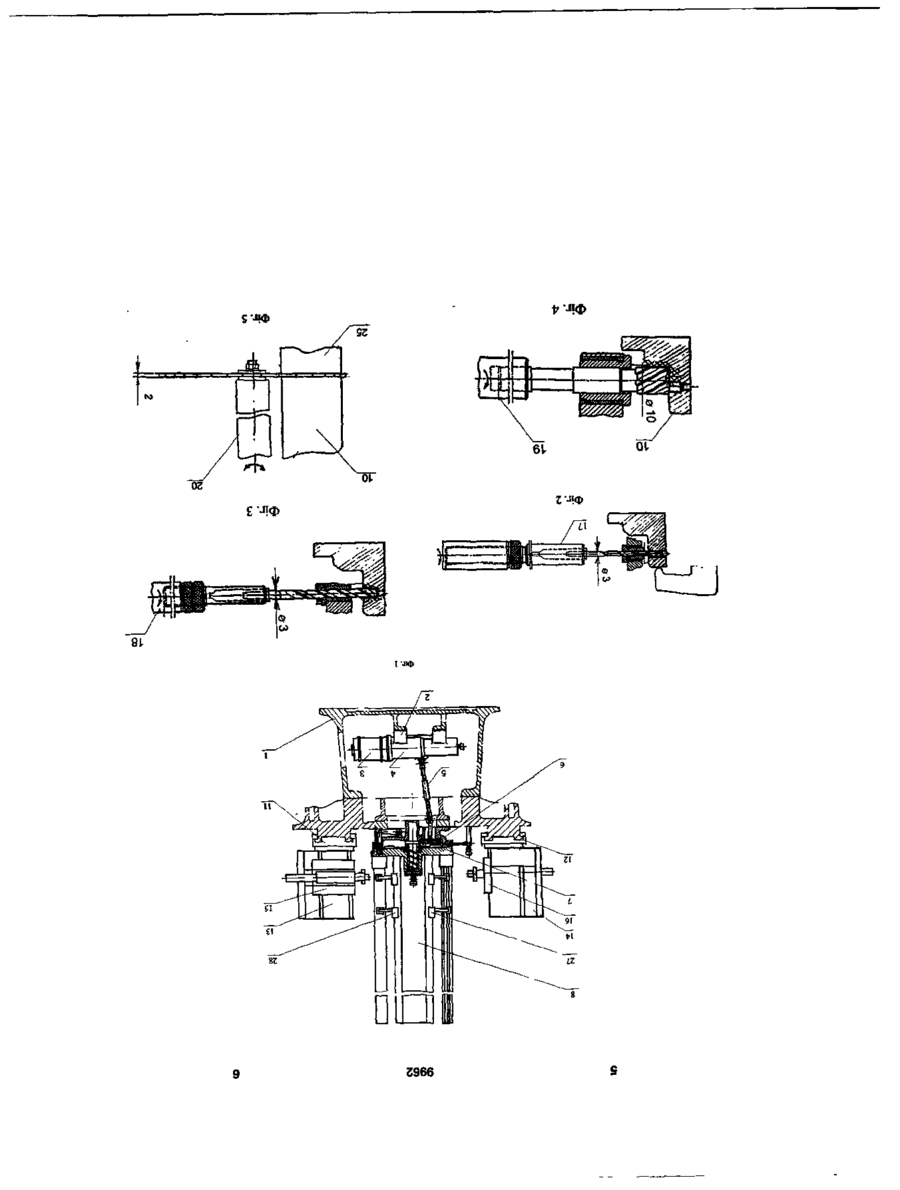
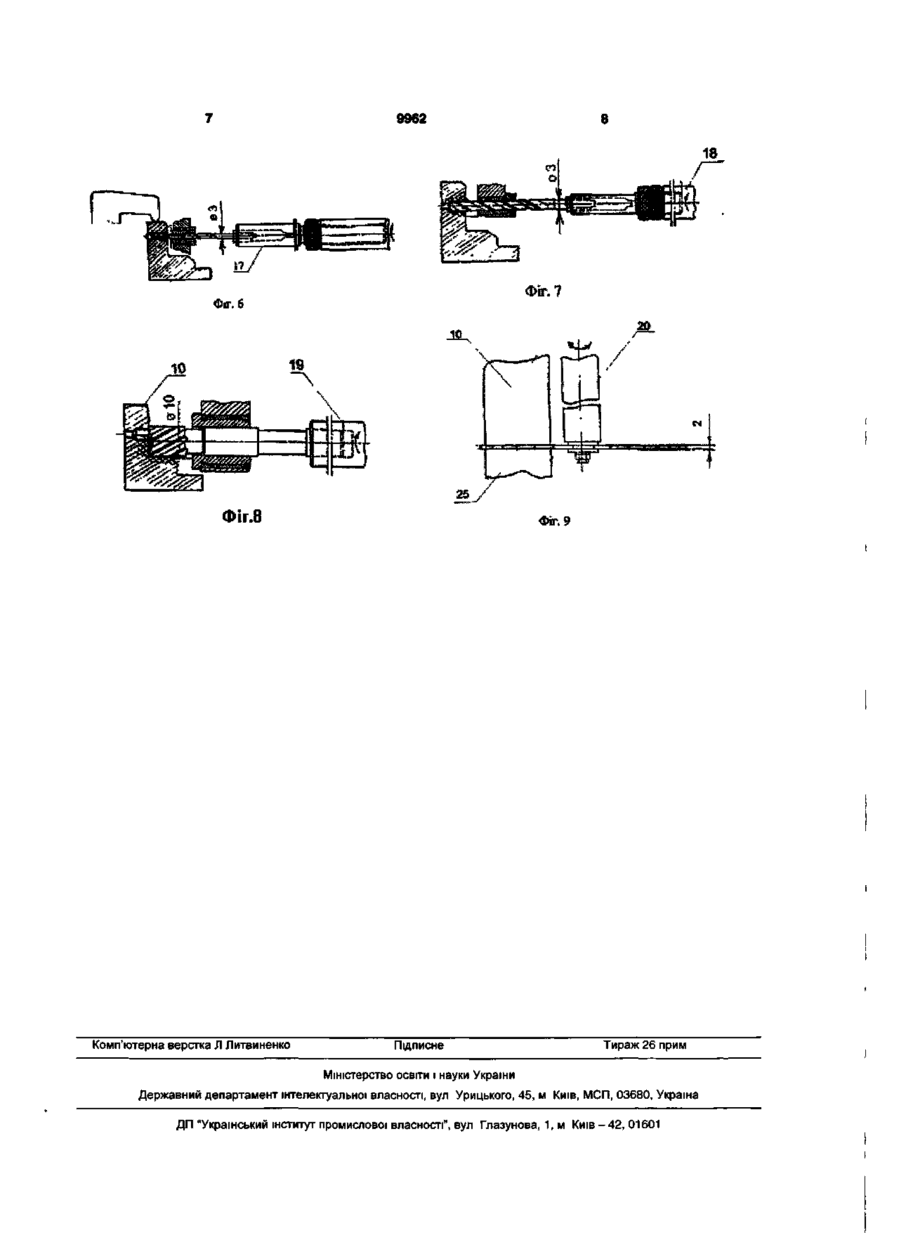
1 Металорізальний верстат, що містить зв'язану із приводом обертання центральну колону, на якій рівномірно по окружності розташовані затискні пристосування для довгомірних заготовок, редуктор, телескопічний вал, стіл, круглу станину, на якій навколо колони розташований інструмент, який відрізняється тим, що в приводі обертання колони, яка виконана у вигляді мальтійського хреста, встановлено механізм ділильного повороту, що включає електродвигун, а в кожній позиції ділильного повороту на станині розташовані силові вузли процесу формоутворення, які виконані у вигляді полозок, причому хоча б в одній позиції встановлений відрізний силовий вузол 2 Верстат за п 1, який відрізняється тим, що силові вузли оснащені механізмом переміщень шпинделя в площині, перпендикулярній осі шпинделя 3 Верстат за п 1, який відрізняється тим, що він оснащений другим відрізним силовим вузлом, розташованим на станині протилежно першому 4 Верстат за п 1, який відрізняється тим, що число позицій, у яких установлений відрізний силовий вузол, визначають зі співвідношення m п= , к +1 де п - число позицій, у яких установлюють відрізний силовий вузол, m - число позицій верстата, к - число позицій верстата, у яких здійснюють процес обробки даної заготовки со Корисна модель відноситься до технології обробки матеріалів різанням і зокрема до багатоопераційних верстатів Широко ВІДОМІ металорізальні верстати, що містять вертикально встановлену колону, що несе затискні пристосування із заготовками й установлений на станині інструмент [1] Верстат має вузьке технологічне призначення, що істотно обмежує область його можливого використання Відомий також металорізальний верстат прийнятий за прототип, що містить пов'язану із приводом обертання центральну колону, на якій рівномірно по окружності розташовані затискні пристосування для довгомірних заготовок і круглу станину на якій навколо колони розташовані інструментальні пристосування [2] Відомий металорізальний верстат має обмежені технологічні можливості і не дозволяє вести обробку на не обертових заготовках Метою корисної моделі є розширення технологічних можливостей шляхом виконання різних технологічних операцій на нерухомій заготовці Поставлена мета досягається тим, що в приводі обертання колони, яка виконана у вигляді мальтійського хреста, встановлено механізм ділильного повороту, а в кожній позиції ділильного повороту на станині розташовані силові вузли процесу формоутворення, причому, хоча б в одній позиції встановлений відрізний силовий вузол Широкі технологічні можливості забезпечуються шляхом збільшення числа координат обробки поверхонь щодо бази установки заготовок Для цього силові вузли оснащені механізмами переміщення шпинделя в площині, перпендикулярної ЙОГО ОСІ Підвищення продуктивності досягається шляхом двупоточної обробки, для чого верстат оснащення другим силовим відрізним вузлом, розташованим на станині протилежно першому Подальше збільшення продуктивності досягається багатопоточною обробкою, для чого число позицій із установленим відрізним силовим вузлом визначається зі співвідношення (0 9962 n= m k+T де n - число позицій, у яких установлюють відрізний силовий вузол: m - число позицій верстата; k - число позицій верстата, у яких здійснюють процес обробки даної заготовки. Приклад виконання верстата показаний на кресленнях Фіг.1 - загальний вид верстата, Фіг.2 - перша позиція, Фіг.З - друга позиція, Фіг.4 - третя, Фіг.5 - четверта позиція, Фіг.6 - п'ята позиція, Фіг.7 - шоста позиція, Фіг.8 - сьома позиція, Фіг.9 - восьма позиція. Верстат містить круглу станину 1, механізм ділильного повороту 2, що включає електродвигун З, редуктор 4, телескопічний вал 5, мальтійський механізм 6, стіл 7. На столі верстата розташована колона 8 і затискне пристосування 9 із заготовками 10. На станині встановлені силові вузли, виконані у вигляді полозок 11, 12, 13, 14, силові головки 15 й 16 зі шпинделями 17, 18, 19, 20, 21, 22, 23, 24, що несуть інструмент. Всі вузли й механізми розташовані на станині 1. У порожнині станини 1 установлений механізм ділильного повороту 2. Електродвигун 3 через редуктор 4 і телескопічний вал 5 кінематично пов'язаний з мальтійським механізмом 6 ділильного повороту стола 7. На столі 7 закріплена центральна колона 8, на якій установлені затискні пристосування 9 із закріпленими довгомірними заготовками 10. На станині 1 рівномірно по окружності розташовані напрямні горизонтального переміщення 11 й 12. На робочих столах полозок встановлені полозки 13 й 14 вертикального переміщення силових головок 15 й 16 зі шпинделями 17...24. Робота верстата. Процес обробки на верстаті здійснюється у восьми позиціях (Фіг.2 і Фіг.З). У першій позиції здійснюється свердління наскрізного отвору Змм на глибину 6мм. У другій позиції здійснюється розсвердлювання отвору 5мм на глибину 4мм. У третій позиції здійснюється фрезерування фрезою 10мм площини заготовки. У четвертій позиції здійснюється відрізка готової деталі 25 від довгомірної заготовки 10. У п'ятої позиції здійснюється свердління отвору Змм на глибину 6мм. У шостій позиції здійснюється розсвердлювання отвору 6мм на глибину 4мм. У сьомий здійснюється зенкування отвору. У восьмій позиції здійснюється відрізка готової деталі 26 від заготовки 10. Після закінчення обробки у всіх позиціях відбувається відвід шпинделя й силових головок і вертикальне переміщення заготовок 10 у позиціях 4 й 8, для чого затискачі 27 й 28 звільняють заготовок 10 і вони переміщаються до упорів. Силові головки, їхні шпинделі з інструментом перебувають у вихідному положенні й у цей період механізм 2 ділильні повороти, повертає стіл 7 з колоною 8 і довгомірними заготовками в чергову позицію. У зазначених восьми позиціях (Фіг.2 і Фіг.З) процес обробки повторюється. Для цього кожна із силових головок, що несуть шпиндель із інструментом, робить повний цикл зворотнопоступальних рухів. Цикл роботи звичайно складається зі швидкого підведення, робочої подачі й відводу інструмента у вихідне положення. Для розширення технологічних можливостей верстата шляхом зміни координат оброблюваних поверхонь (координат отворів, площин і т.д.) кожна силова головка з рухливим в осьовому напрямку шпинделем установлена на полозках 13 й 14, що забезпечують вертикальне її переміщення при переналагодженні або в процесі обробки. У свою чергу ці полозки встановлені на полозках 11 й 12, які забезпечують горизонтальне переміщення при переналагодженні або в процесі обробки. Це забезпечує переміщення шпинделя в площині, перпендикулярної його осі в будь-яку задану координату відповідно до програми обробки. Двупоточна обробка забезпечується тим, що повний цикл обробки деталі здійснюється в чотирьох з восьми позицій, а в четвертій і восьмій позиціях розташовані відрізні силові вузли. У загальному випадку число позицій верстата може бути збільшено, одночасно може бути збільшене й число відрізних силових вузлів. Число відрізних силових вузлів може бути прийняте зі співвідношення наведеного в формулі. Вищенаведене математичне співвідношення випливає із принципу побудови пропонованого верстата. Істотні відмінності корисної моделі полягають у тому, що викладене у формулі патенту сполучення основних ознак забезпечує одержання якісно нової властивості металорізального верстата, що полягає в тім, що верстат забезпечує багатоопераційну обробку деталей з довгомірних необертових заготовок при багатопоточному виготовленні. Це розширює технологічні можливості й область використання верстата в порівнянні із прототипом. Економічна ефективність верстата забезпечується за рахунок розширення технологічних можливостей і підвищення продуктивності. Верстат знайде широке застосування в машинобудуванні, у переналагоджуваних гнучких виробництвах. Джерела інформації 1. А.с. №212710. Бюл. №9. 1968р. 2. А.с. №43469. Бюл. №29, 1976р. Ї'ЩФ І-Пф 2966 9962 ФІГ. 7 Фіг.8 Комп'ютерна верстка Л Литвиненко Фіг. 9 Підписне Тираж 26 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул Урицького, 45, м Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул Глазунова, 1, м Київ - 4 2 , 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMachine-tool
Автори англійськоюPestunov Volodymyr Mykhailovych
Назва патенту російськоюМеталлорежущий станок
Автори російськоюПестунов Владимир Михайлович
МПК / Мітки
МПК: B23B 3/00
Мітки: металорізальний, верстат
Код посилання
<a href="https://ua.patents.su/4-9962-metalorizalnijj-verstat.html" target="_blank" rel="follow" title="База патентів України">Металорізальний верстат</a>
Металорізальний верстат

Номер патенту: 4232
Опубліковано: 17.01.2005
Автори: Пестунов Володимир Михайлович, Крижанівський Володимир Андрійович, Базоров Дмитро Іванович
МПК: B23B 7/00, B23Q 37/00
Мітки: металорізальний, верстат
Формула / Реферат:
Металорізальний верстат, що містить станину і розташовану на ній поворотну планшайбу з затискним пристосуванням і механізмом фіксації, силову головку і відповідні приводи обертання шпинделя і повороту планшайби, який відрізняється тим, що він оснащений механізмом повороту планшайби навколо горизонтальної осі і механізмом її фіксації в двох протилежно розташованих точках, через які проходить площина розташування шпинделя свердлильної головки і...
Багатопозиційний агрегатний верстат
Номер патенту: 31025
Опубліковано: 15.12.2000
Автори: Пестунов Володимир Михайлович, Бабич Валентин Миколайович
МПК: B23B 39/00
Мітки: верстат, агрегатний, багатопозиційний
Текст:
...9, му&га 10, шпонка 11 І пружина 12. На робочих позиціях статти 1 агрегатного верстата встановлені силові вузли 2. Навколо нерухомої центральної колони 3 періодично обертається поворотний ділильний стіл 4, ка всіх позиціях якого (включаючи і завантажувальну), позначених римськими цифрами І-VIII, установлені поворотні планшайби 5, що несуть затискні пристосування 13 з оброблюваними заготовками 14, На нерухомій частині верстата...
Багатоопераційний верстат
Номер патенту: 5095
Опубліковано: 15.02.2005
Автори: Крамар Артем Володимирович, Пестунов Володимир Михайлович, Павленко Іван Іванович
МПК: B23Q 3/157, B23Q 15/00, B23B 11/00
Мітки: верстат, багатоопераційний
Формула / Реферат:
1. Багатоопераційний верстат, що містить передню бабку, задню бабку, які зв'язані з приводом обертового руху, і два супорти, які оснащені механізмом взаємно перпендикулярного руху подачі, який відрізняється тим, що супорти встановлені на траверсі, розташованій паралельно осям шпинделів передньої та задньої бабок і зв'язаній з механізмом вертикальної подачі.2. Верстат за п. 1, який відрізняється тим, що він оснащений попарно...
Шліфувальний верстат
Номер патенту: 28792
Опубліковано: 16.10.2000
Автор: Пестунов Володимир Михайлович
МПК: B24B 5/00
Мітки: шліфувальний, верстат
Формула / Реферат:
1. Шліфувальний верстат, який складається з шліфувального круга, привода обертання круга та механізмів повздовжньої, поперечної та вертикальної подачі відносного руху формоутворення у системі інструмент-заготовка, який відрізняється тим, що привод головного обертального руху розташованийна поворотній відносно вертикальної вісі колоні та споряджені механізмом вертикальної подачі, а с протилежного боку колони встановлений шпіндель з механізмом...
Металорізальний верстат

Номер патенту: 19269
Опубліковано: 25.12.1997
Автори: Великий Михайло Григорович, Гейдер Лазар Янкович
МПК: B23B 47/00, B23Q 11/00
Мітки: верстат, металорізальний
Формула / Реферат:
Изобретение относится к станкостроению.Известен металлорежущий станок, содержащий станину, на которой установлена подвижная стойка с вертикально перемещающейся шпиндельной бабкой, и уравновешивающее устройство, включающее противовесный гидроцилиндр [Авт. св. СССР №872200, кл. В 23 Q 11/00].В этом станке шпиндельная бабка смонтирована на поверхности подвижной стойки. Недостатком такого размещения является то, что вертикальная...
Попередній патент: Катамаран
Наступний патент: Дозатор для фасування сипучих матеріалів у клапанні мішки
Випадковий патент: Пристрій для охолодження макухи