Сплави на основі заліза з високою твердістю, високою міцністю і способи їхнього виробництва
Номер патенту: 107091
Опубліковано: 25.11.2014
Автори: Парайіл Томас Р., Бейлі Рональд Е., Свайатек Гленн Дж.

Формула / Реферат
1. Спосіб виробництва виробів зі сплаву, що включає:
аустенізацію виробів зі сплаву за допомогою нагрівання виробів зі сплаву при температурі від 777 °С до 899 °С (1450 °F до 1650 °F) з мінімальним часом у печі щонайменше протягом 15 хвилин, причому сплав містить у масових відсотках від загальної маси сплаву:
0,40-0,53 вуглецю,
0,15-1,00 марганцю,
0,15-0,45 кремнію,
0,95-1,70 хрому,
3,30-4,30 нікелю,
0,35-0,65 молібдену,
0,0002-0,0050 бору,
0,001-0,015 церію,
0,001-0,015 лантану,
щонайбільше 0,002 сірки,
щонайбільше 0,015 фосфору,
щонайбільше 0,011 азоту,
залізо і випадкові домішки,
охолодження виробів зі сплаву від температури аустенізації на спокійному повітрі з проміжком від інших виробів зі сплаву, причому в сплаві виникає фазове перетворення в діапазоні температур 148-302 °С (300-575 °F), і
відпускання виробів зі сплаву при температурі від 121 °С до 260 °С (від 250 °F до 500 °F) з витримуванням при заданій температурі протягом від 450 хвилин до 650 хвилин, забезпечуючи, таким чином, відпускання виробів зі сплаву.
2. Спосіб за п. 1, який відрізняється тим, що включає відпускання виробів зі сплаву при температурі від 162 °С до 176 °С (від 325 °F до 350 °F) з витримуванням при заданій температурі протягом від 480 хвилин до 600 хвилин, забезпечуючи, таким чином, відпускання виробів зі сплаву.
3. Спосіб за п. 1, який відрізняється тим, що відпущені вироби зі сплаву виявляють твердість, більшу ніж 570 НВ і меншу ніж 675 НВ.
4. Спосіб за п. 1, який відрізняється тим, що відпущені вироби зі сплаву виявляють твердість, більшу ніж 600 НВ і меншу ніж 675 НВ.
5. Спосіб за п. 1, який відрізняється тим, що відпущені вироби виявляють значення балістичної межі V50, яке більше, ніж мінімальне значення балістичної межі V50, передбачене технічними вимогами MIL-DTL-32332 (клас 1).
6. Спосіб за п. 1, який відрізняється тим, що відпущені вироби зі сплаву виявляють значення балістичної межі V50, яке більше, ніж мінімальне значення балістичної межі V50, передбачене технічними вимогами MIL-DTL-32332 (клас 1) щонайменше на 15,24 м/с (50 фут/с).
7. Спосіб за п. 1, який відрізняється тим, що відпущені вироби зі сплаву виявляють значення балістичної межі V50, яке щонайменше дорівнює значенню балістичної межі V50, меншому на 45,72 м/с (150 фут/с), ніж необхідне значення балістичної межі V50, передбачене технічними вимогами MIL-DTL-32332 (клас 2).
8. Спосіб за п. 1, який відрізняється тим, що відпущені вироби зі сплаву виявляють значення балістичної межі V50, яке щонайменше дорівнює значенню балістичної межі V50, меншому на 30,48 м/с (100 фут/с), ніж необхідне значення балістичної межі V50, передбачене технічними вимогами MIL-DTL-32332 (клас 2).
9. Спосіб за п. 1, який відрізняється тим, що відпущені вироби зі сплаву виявляють нульове помітне тріщиноутворення через влучення снаряда калібру 0,30 М2, АР.
10. Спосіб за п. 1, який відрізняється тим, що відпущені вироби зі сплаву мають мікроструктуру, що містить щонайменше одну із фаз пакетного мартенситу та нижнього бейніту.
11. Спосіб за п. 1, який відрізняється тим, що відпущені вироби зі сплаву виконані у вигляді плити, що має товщину в діапазоні 4,775-7,620 мм (0,188-0,300 дюймів).
12. Спосіб за п. 1, який відрізняється тим, що відпущені вироби зі сплаву виконані у вигляді броньової плити або броньового листа.
13. Спосіб за п. 1, який відрізняється тим, що сплав містить:
0,49-0,51 вуглецю,
0,2-0,8 марганцю,
0,2-0,40 кремнію,
1,00-1,50 хрому,
3,75-4,25 нікелю,
0,40-0,60 молібдену,
0,0010-0,0030 бору,
0,003-0,010 церію, і
0,002-0,010 лантану.
14. Виріб зі сплаву, що містить у масових відсотках від загальної маси сплаву:
0,40-0,53 вуглецю,
0,15-1,00 марганцю,
0,15-0,45 кремнію,
0,95-1,70 хрому,
3,30-4,30 нікелю,
0,35-0,65 молібдену,
0,0002-0,0050 бору,
0,001-0,015 церію,
0,001-0,015 лантану,
щонайбільше 0,002 сірки,
щонайбільше 0,015 фосфору,
щонайбільше 0,011 азоту,
залізо та випадкові домішки,
причому виріб зі сплаву має мікроструктуру, яка містить щонайменше одну із фаз пакетного мартенситу і нижнього бейніту, при цьому виріб зі сплаву виявляє твердість, більшу ніж 570 НВ.
15. Виріб зі сплаву за п. 14, який відрізняється тим, що виявляє твердість, більшу ніж 570 НВ і меншу ніж 675 НВ.
16. Виріб зі сплаву за п. 14, який відрізняється тим, що виявляє твердість, більшу ніж 600 НВ і меншу ніж 675 НВ.
17. Виріб зі сплаву за п. 14, який відрізняється тим, що виявляє значення балістичної межі V50 більше, ніж мінімальне значення балістичної межі V50, передбачене технічними вимогами MIL-DTL-32332 (клас 1).
18. Виріб зі сплаву за п. 14, який відрізняється тим, що виявляє значення балістичної межі V50 більше, ніж мінімальне значення балістичної межі V50, передбачене технічними вимогами MIL-DTL-32332 (клас 1) щонайменше на 15,24 м/с (50 фут/с).
19. Виріб зі сплаву за п. 14, який відрізняється тим, що виявляє значення балістичної межі V50, яке щонайменше дорівнює значенню балістичної межі V50, меншому на 45,72 м/с (150 фут/с), ніж необхідне значення балістичної межі V50, передбачене технічними вимогами MIL-DTL-32332 (клас 2).
20. Виріб зі сплаву за п. 14, який відрізняється тим, що виявляє значення балістичної межі V50, яке щонайменше дорівнює значенню балістичної межі V50, меншому на 30,48 м/с (100 фут/с), ніж необхідне значення балістичної межі V50, передбачене технічними вимогами MIL-DTL-32332 (клас 2).
21. Виріб зі сплаву за п. 14, який відрізняється тим, що виявляє нульове помітне тріщиноутворення через влучення снаряда калібру 0,30 М2, АР.
22. Виріб зі сплаву за п. 14, який відрізняється тим, що його виконано у вигляді плити, що має товщину в діапазоні 4,775-7,620 мм (0,188-0,300 дюймів).
23. Виріб зі сплаву за п. 14, який відрізняється тим, що його виконано у вигляді броньової плити або броньового листа.
Текст
Реферат: Цей винахід спрямовано на низьколеговані сталі, що виявляють високу твердість і поліпшений рівень опору множинному балістичному проникненню з низьким рівнем поширення тріщин або його відсутністю, поліпшуючи рівень балістичних характеристик, що придатний для застосування броні у військових цілях. Різні варіанти сталей, згідно з цим винаходом, мають твердість, що перевищує 550 НВ, і демонструють високий рівень опору балістичному проникненню в порівнянні зі звичайними військовими технічними вимогами. UA 107091 C2 (12) UA 107091 C2 UA 107091 C2 5 10 15 20 25 30 35 40 45 50 55 60 ПЕРЕХРЕСНІ ПОСИЛАННЯ НА СПОРІДНЕНІ ЗАЯВКИ [001] Ця заявка є частковим продовженням заявки на патент США № 12/184,573, дата подачі 1 серпня, 2008 р. Заявка на патент США № 12/184,573 претендує на пріоритет відповідно до кодексу законів США, розділу 35, § 119(e) відповідно до попередньої заявки на патент США № 60/953,269, дата подачі 1 серпня, 2007 р. Заявки на патент США № 12/184,573 і 60/953,269 включені в цю заявку шляхом посилань. ГАЛУЗЬ ТЕХНІКИ [002] Цей винахід належить до сплавів на основі заліза, що мають твердість понад 550 HB (число твердості за Бринеллем) і виявляють значний і несподіваний опір прониканню та тріщиностійкість за стандартних балістичних випробувань. Цей винахід також стосується броні та інших виробів, що містять сплави. Цей винахід, крім того, пов'язаний зі способами обробки різних залізовмісних сплавів, що поліпшують опір балістичному прониканню та тріщиноутворенню. РІВЕНЬ ТЕХНІКИ [003] Броньову плиту, лист, і брус зазвичай використовують для захисту конструкцій від снарядів. Хоча броньову плиту, лист і брус зазвичай використовують у військових цілях як засоби захисту персоналу й майна, наприклад, транспортних засобів і механізованих озброєнь, вироби також мають різне цивільне застосування. Таке застосування може охоплювати, наприклад, обшивку для броньованих цивільних транспортних засобів і вибухозахищених корпусів майна. Броня виконується з різних матеріалів, включно, наприклад, із полімерами, керамікою й металевими сплавами. Оскільки броня часто монтується на мобільних об'єктах, вага броні звичайно є важливим чинником. Крім того, витрати, пов'язані з виробництвом броні, можуть бути значними, і особливо у зв'язку з екзотичними броньовими сплавами, керамікою, і спеціальними полімерами. Таким чином, завдання полягає в тому, щоб забезпечити недорогу, але ефективну альтернативу наявній броні, без значного збільшення ваги броні, потрібного для досягнення бажаного рівня балістичних характеристик (опір проникненню та тріщиностійкість). [004] Крім того, у відповідь на поширювану загрозу стійкості броні, армія США протягом багатьох років нарощує кількість броні, використовуваної на танках та інших бойових машинах, що спричиняє значне збільшення ваги транспортних засобів. Поширення такої тенденції може несприятливо впливати на транспортабельність, можливість проїзду мостами та маневреність броньованих бойових машин. За останні десять років армія США ухвалила стратегію спромоги дуже швидкої мобілізації бойових машин та іншої бронетехніки в будь-якому районі світу за умови виникнення такої необхідності. Таким чином, заклопотаність із приводу збільшення ваги бойових машин зайняла центральне місце. Тому американські військові дослідили ряд можливих альтернатив, полегшених матеріалів броні, як-от деякі сплави титану, кераміки й гібридних композитів керамічної плитки/полімерної матриці (PMCs). [005] Приклади широко використовуваної броні з титанових сплавів включають Ti-6Al-4V, Ti6Al-4V ELI, і Ti-4Al-2,5V-Fe-O. Титанові сплави мають безліч переваг у порівнянні з традиційною бронею з гомогенної катаної сталі. Титанові сплави відзначаються високою масовою ефективністю в порівнянні з гомогенною катаною сталлю й алюмінієвими сплавами в широкому діапазоні балістичних загроз, а також забезпечують відповідну спроможність до опору множинному балістичному проникненню. Титанові сплави, крім того, зазвичай виявляють збільшене співвідношення міцності та ваги, а також значну стійкість до корозії, що звичайно сприяє зменшенню вартості технічного обслуговування майна. Титанові сплави можна швидко виготовити на наявному виробничому обладнанні, а титановий скрап і відходи виробництва можна переплавляти й повторно використовувати в промисловому масштабі. Проте, титанові сплави мають також недоліки. Наприклад, у більшості випадків потрібна протиосколкова підбивка, і витрати, пов'язані з виготовленням титанової броньової плити та продукції з матеріалу (наприклад, витрати на обробку й зварювання), істотно вищі, ніж для броні з гомогенної катаної сталі. [006] Хоча PMCs забезпечують більше переваг (наприклад, відсутність розтріскування через хімічну небезпеку, тихіше робоче середовище для оператора, і високу масову ефективність задля влучення снарядів і осколків), вони також мають численні недоліки. Наприклад, витрати на виготовлення деталей PMC високі в порівнянні з витратами на виготовлення компонентів з гомогенної катаної сталі або титанових сплавів, і PMCs неможливо виготовляти на наявному виробничому обладнанні. Крім того, методи неруйнівного контролю матеріалів PMC, можливо, не так добре розвинені, як для контролю броньових сплавів. Крім того, спроможність до опору множинному балістичному проникненню та транспортабельність автомобіля з PMCs може несприятливо впливати на структурні зміни, які виникають у результаті первісного влучення снаряда. Крім того, може виникнути небезпека пожежі й задимлення для екіпажа в салоні 1 UA 107091 C2 5 10 15 20 25 30 35 40 45 бойових машин із бронею PMC, а промислове виробництво PMC і можливості переробки відходів не склалися. [007] Металеві сплави є матеріалами, які часто вибирають для матеріалу броні. Металеві сплави забезпечують істотний захист від множинних влучень, зазвичай недорогі у виробництві в порівнянні з екзотичною керамікою, полімерами й композитами, і з них легко виготовляти деталі для броньованих бойових машин і мобільних систем озброєння. Традиційно припускають, що для броні вигідно використовувати матеріали, які мають дуже високу твердість, тому що в разі враження снарядом матеріалів з підвищеною твердістю найбільш імовірне утворення осколків. Деяким металевим сплавам, використовуваним для броні, можна легко надати високу твердість, зазвичай шляхом загартування сплавів від дуже високих температур. [008] Оскільки гомогенні катані леговані сталі як правило, дешевші за титанові сплави, значні зусилля зосереджені на зміні складу й технології обробки наявних гомогенних катаних сталей, застосовуваних у броні, тому що навіть невеликі поступові поліпшення балістичних характеристик мають велике значення. Наприклад, поліпшена характеристика опору проникненню снарядів дозволить зменшити товщину броньової плити без втрати функцій, таким чином, знижуючи загальну вагу системи броні. Оскільки велика вага системи є основним недоліком систем металевих сплавів у порівнянні, наприклад, із полімерною й керамічною бронею, поліпшення характеристик опору проникненню снарядів може зробити броню зі сплавів більш конкурентоспроможною в порівнянні з екзотичними системами броні. [009] Протягом останніх 25 років була розроблена досить легка броня з облицюванням і броня з багатошарової сталі. Деякі види багатошарової броні, наприклад, поєднують лицевий шар зі сталі високої твердості, який металургійними засобами пов'язаний з міцним, стійким до проникнення, основним сталевим шаром. Шар зі сталі високої твердості призначений для руйнування снаряда, тоді як міцний шар підбивки призначений для запобігання розтріскуванню, розриву або відшаровуванню броні. Традиційні методи формування багатошарової броні такого типу охоплюють поєднання вальцюванням складених пакетом плит із двох типів сталі. Приклад багатошарової броні – броньова плита K12®, що становить собою поєднану вальцюванням багатошарову броньову плиту подвійної твердості, що постачається компанією ATI Allegheny Ludlum, Пітсбург, штат Пенсільванія. Броньова плита K12® включає лицьовий бік із високою твердістю й м'якіший зворотний бік. Обидва боки броньової плити K12® становлять собою леговану Ni-Mo-Cr сталь, але лицьовий бік містить більше вуглецю, ніж зворотний бік. Броньова плита K12® має підвищені балістичні характеристики в порівнянні зі звичайною гомогенною броньовою плитою, і відповідає балістичним вимогам до численних урядових, військових і цивільних броньованих об'єктів, або перевищує їх. Хоча облицьована й багатошарова сталева броня забезпечує безліч переваг, додаткова обробка, що залучається до процесу облицювання або поєднання вальцюванням неминуче підвищує витрати на системи броні. [0010] Для деяких броньованих об'єктів, крім того, використовуються порівняно недорогі низьколеговані сталі. В результаті легування вуглецем, хромом, молібденом та іншими елементами, і використання відповідних стадій нагрівання, загартування й відпускання, можна виробляти деякі види броні з низьколегованої сталі з високою твердістю, понад 550 HB. Сталі з такою високою твердістю зазвичай позначаються як сталі групи 600 HB. У таблиці 1 наведено повідомлюваний склад і механічні властивості декількох варіантів сталей, що постачаються в групі 600 HB, використовуваної для броні. Сталі MARS 300 і MARS 300 Ni+ виробляються французькою компанією Arcelor. Броня ARMOX 600T постачається компанією SSAB Oxelosund AB, Швеція. Хоча броня зі сталей групи 600 HB з високою твердістю досить ефективна задля руйнування або розплющування снарядів, значним недоліком цих сталей є їхня схильність до крихкості й тріщиноутворення за балістичних випробувань, наприклад, бронебійними снарядами. Розтріскування матеріалів може бути проблемою для забезпечення опору множинному балістичному проникненню. 50 2 UA 107091 C2 Таблиця 1 Межа Межа міцності Відносне P S HB Сплав C Mn Si Cr Ni Mo плинності на подовження (макс.) (макс.) (мін.) (Мпа) розрив (%) (МПа) Mars 0,450,6- 0,4 4,5 5780,3-0,7 0,012 0,005 0,3-0,5 ≥ 1,300 ≥ 2,000 ≥6% 300 0,55 1,0 (макс,) (макс,) 655 Mars 0,450,6- 0,01578300 0,3-0,7 0,01 0,005 3,5-4,5 0,3-0,5 ≥ 1,300 ≥ 2,000 ≥6% 0,55 1,0 0,04 655 Ni+ Armox 0,47 1,0 0,1- 1,5 3,0 0,7 1 500 2 000 5700,010 0,005 ≥7% 600 (макс,) (макс,) 0,7 (макс,) (макс,) (макс,) (типовий) (типовий) 640 5 10 15 20 25 30 35 40 45 [0011] У світлі сказаного, було б корисно створити поліпшений матеріал сталевої броні, що має твердість у діапазоні 600 HB, і значний опір балістичному проникненню зі зниженим тріщиноутворенням. СУТНІСТЬ ВИНАХОДУ [0012] За різними варіантами цього винаходу, що не мають обмежувального характеру, створений сплав на основі заліза, який має значний опір множинному балістичному проникненню, твердість понад 550 HB, і містить, у вагових відсотках від загальної ваги сплаву: 0,40-0,53 вуглецю; 0,15-1,00 марганцю; 0,15-0,45 кремнію; 0,95-1,70 хрому; 3,30-4,30 нікелю; 0,35-0,65 молібдену; 0,0002-0,0050 бору; 0,001-0,015 церію; 0,001-0,015 лантану; щонайбільше 0,002 сірки; щонайбільше 0,015 фосфору; щонайбільше 0,011 азоту; залізо; і випадкові домішки. [0013] За різними варіантами цього винаходу, що не мають обмежувального характеру, випущений прокат сплаву, наприклад, плита, брус або лист, має твердість понад 550 HB, і містить, у вагових відсотках від загальної ваги сплаву: 0,40-0,53 вуглецю; 0,15-1,00 марганцю; 0,15-0,45 кремнію; 0,95-1,70 хрому; 3,30-4,30 нікелю; 0,35-0,65 молібдену; 0,0002-0,0050 бору; 0,001-0,015 церію; 0,001-0,015 лантану; щонайбільше 0,002 сірки; щонайбільше 0,015 фосфору; щонайбільше 0,011 азоту; залізо; і випадкові домішки. [0014] За різними варіантами цього винаходу, що не мають обмежувального характеру, створений прокат броні, відібраний із броньової плити, броньового бруса та броньового листа, що має твердість понад 550 HB, і значення балістичної межі V50 (захисту), що відповідає вимогам до характеристик, передбаченим технічними вимогами MIL-DTL-46100E, або перевищує їх. У різних варіантах прокат броні мав значення балістичної межі V50, яке, щонайменше, дорівнює значенню балістичної межі V50, тобто менше на 150 фут/с, ніж вимоги до характеристик, передбачені технічними вимогами MIL-A-46099C, за зниженого або мінімального тріщиноутворення. Прокат становить собою сплав, що містить у вагових відсотках від загальної ваги сплаву: 0,40-0,53 вуглецю; 0,15-1,00 марганцю; 0,15-0,45 кремнію; 0,95-1,70 хрому; 3,30-4,30 нікелю; 0,35-0,65 молібдену; 0,0002-0,0050 бору; 0,001-0,015 церію; 0,001-0,015 лантану; щонайбільше 0,002 сірки; щонайбільше 0,015 фосфору; щонайбільше 0,011 азоту; залізо; і випадкові домішки. [0015] Згідно з різними варіантами цього винаходу, що не мають обмежувального характеру, створений прокат броні, відібраний із броньової плити, броньового бруса та броньового листа, що має твердість, понад 550 HB, і значення балістичної межі V50 (захисту), що відповідає вимогам до характеристик класу 1 по технічних вимогах MIL-DTL-32332, або перевищує їх. У різних варіантах прокат броні має значення балістичної межі V50, яке, щонайменше, дорівнює значенню балістичної межі V50, тобто менше на150 фут/с за вимоги до характеристик, передбачених до класу 2 технічними вимогами MIL-DTL-32332. Прокат становить собою сплав, що містить у вагових відсотках, від загальної ваги сплаву: 0,40-0,53 вуглецю; 0,15-1,00 марганцю; 0,15-0,45 кремнію; 0,95-1,70 хрому; 3,30-4,30 нікелю; 0,35-0,65 молібдену; 0,00020,0050 бору; 0,001-0,015 церію; 0,001-0,015 лантану; щонайбільше 0,002 сірки; щонайбільше 0,015 фосфору; щонайбільше 0,011 азоту; залізо; і випадкові домішки. [0016] Різні варіанти цього винаходу спрямовані на спосіб виробництва сплаву, що має значний опір множинному балістичному проникненню за зниженого або мінімального тріщиноутворення та твердість понад 550 HB, прокат якого становить собою сплав, що містить у вагових відсотках від загальної ваги сплаву: 0,40 – 0,53 вуглецю; 0,15 – 1,00 марганцю; 0,15 – 0,45 кремнію; 0,95 – 1,70 хрому; 3,30 – 4,30 нікелю; 0,35 – 0,65 молібдену; 0,0002 – 0,0050 бору; 3 UA 107091 C2 5 10 15 20 25 30 35 40 45 50 55 0,001 – 0,015 церію; 0,001 – 0,015 лантану; щонайбільше 0,002 сірки; щонайбільше 0,015 фосфору; щонайбільше 0,011 азоту; залізо; і випадкові домішки. Сплав піддавався аустенізації шляхом нагрівання до температури, як мінімум, 1450 °F. Потім сплав охолоджувався від температури аустенізації способом, що відрізняється від звичайного способу охолодження броньового сплаву від температури аустенізації, який змінював хід кривої охолодження сплаву щодо ходу кривої, очікуваного під час охолодження сплаву за звичайним способом. Охолодження сплаву від температури аустенізації може забезпечити сплаву значення балістичної межі V50, що відповідає вимогам значення балістичної межі V50, передбаченим технічними вимогами MIL-DTL-46100E, або перевищує їх, і в різних варіантах – передбаченим технічними вимогами MIL-DTL-32332 (клас 1). [0017] У різних варіантах, охолодження сплаву від температури аустенізації забезпечує значення балістичної межі V50,щонайменше рівне значенню, меншому на 150 фут/с, ніж вимога до значення балістичної межі V50, передбачена технічними вимогами MIL-A-46099C, і в різних варіантах – технічними вимогами MIL-DTL-32332 (клас 2), за зменшеного або мінімального тріщиноутворення. Інакше кажучи, значення балістичної межі V50, як мінімум, дорівнює значенню балістичної межі V50, меншому на 150 фут/с, ніж вимога до значення балістичної межі V50, передбачена технічними вимогами MIL-A-46099C, і в різних варіантах – технічними вимогами MIL-DTL-32332 (клас 2), за зменшеного або мінімального тріщиноутворення. [0018] За різними варіантами способу, що не мають обмежувального характеру, згідно з цим винаходом, стадія охолодження сплаву полягає в одночасному охолодженні декількох плит сплаву від температури аустенізації, причому плити розташовані в контакті одна з іншою. [0019] У різних варіантах, виріб зі сплаву піддається аустенізації шляхом нагрівання до температури, як мінімум, 1450 °F. Потім виріб зі сплаву охолоджується від температури аустенізації за звичайним способом охолодження легованих сталей від температури аустенізації. Охолоджений сплав потім відпускається при температурі в діапазоні від 250 °F до 500 °F. Охолодження сплаву від температури аустенізації й відпускання може забезпечити сплаву значення балістичної межі V50, що відповідає вимогам до значень балістичної межі V50, передбаченим технічними вимогами MIL-DTL-46100E, або перевищує їх, і в різних варіантах – технічними вимогами MIL-DTL-32332 (клас 1). [0020] У різних варіантах, звичайне охолодження виробу зі сплаву від температури аустенізації й відпускання забезпечує виробу зі сплаву значення балістичної межі V50,щонайменше рівне значенню, меншому на 150 фут/с, ніж вимога до значення балістичної межі V50, передбачене технічними вимогами MIL-A-46099C, і в різних варіантах – технічними вимогами MIL-DTL-32332 (клас 2), за зменшеного, мінімального або нульового тріщиноутворення. Інакше кажучи, значення балістичної межі V50, як мінімум, дорівнює значенню балістичної межі V50, меншому на 150 фут/с, ніж вимога до значення балістичної межі V50, передбачена технічними вимогами MIL-A-46099C, і в різних варіантах – технічними вимогами MIL-DTL-32332 (клас 2). [0021] У різних варіантах, виріб зі сплаву може бути плитою або листом зі сплаву. Лист зі сплаву або плита зі сплаву може бути листом або плитою броні. Інший варіант цього винаходу спрямований на промислові вироби, що містять варіанти сплавів і виробів зі сплавів за цим винаходом. Такі промислові вироби охоплюють, наприклад, броньовані машини, броньовані корпуси й елементи броньованого мобільного устаткування. [0022] Зрозуміло, що винахід, розкритий і описаний в цьому документі, не обмежується варіантами, розкритими в цьому огляді. КОРОТКИЙ ОПИС КРЕСЛЕНЬ [0023] Різні характеристики варіантів, що не мають обмежувального характеру, розкриті й описані в цьому документі, можна краще зрозуміти з посиланнями на супровідні ілюстрації, в яких: [0024] Фіг. 1 - графік твердості HRC як функція температури нагрівання для аустенізації деяких експериментальних зразків плит, оброблених, як зазначено нижче; [0025] Фіг. 2 - графік твердості HRC як функція температури нагрівання для аустенізації деяких, що не є обмежувальними, експериментальних зразків плит, оброблених, як зазначено нижче; [0026] Фіг. 3 - графік твердості HRC як функція температури нагрівання для аустенізації деяких, що не є обмежувальними, експериментальних зразків плит, оброблених, як зазначено нижче; [0027] Фіг. 4, 5 і 7 - схематичне подання розташування випробуваних зразків, використовуваного під час охолодження від температури аустенізації; 4 UA 107091 C2 5 10 15 20 25 30 35 40 45 50 55 60 [0028] Фіг 6 – графік швидкості V50, що перевищує необхідну мінімальну швидкість V50 (згідно MIL-A-46099C), як функція режиму відпускання для деяких випробуваних зразків; [0029] Фіг. 8 і 9 - графіки температури зразка з плином часу, протягом стадії охолодження деяких випробуваних зразків від температури аустенізації; [0030] Фіг. 10 і 11 - схематичне подання розташування випробуваних зразків, використовуваного під час охолодження від температури аустенізації; [0031] Фіг. 12-14 - побудовані графіки температури зразків з плином часу, для деяких випробуваних зразків, охолоджуваних від температури аустенізації, як зазначено нижче; і [0032] Фіг. 15-20 - фотознімки після балістичних випробувань плит, виготовлених зі сплаву з високою твердістю, розкритого й описаного в цьому документі. [0033] Читач належним чином оцінить викладені деталі, а також інші подробиці, які враховують подальший докладний опис різних варіантів сплаву, виробів і способів, що не мають обмежувального характеру, згідно з цим винаходом. Читач може також осмислити додаткову інформацію про здійснення або використання сплавів, виробів і способів, описаних у цьому документі. ДОКЛАДНИЙ ОПИС ВАРІАНТІВ, ЩО НЕ МАЮТЬ ОБМЕЖУВАЛЬНОГО ХАРАКТЕРУ [0034] Варто розуміти, що різні описи варіантів, що розкриваються, спрощені, щоб показати лише ті елементи, параметри й аспекти, які стосуються чіткого розуміння варіантів, що розкриваються, за винятком, для ясності, інших характеристик, параметрів, аспектів тощо. Фахівець у даній галузі, розглядаючи поданий опис розкритих варіантів, зрозуміє, що інші характеристики, параметри, аспекти і т.п. можуть бути бажані при конкретному здійсненні або застосуванні варіантів, що розкриваються. Однак, оскільки такі інші характеристики, параметри, аспекти і т.п. можуть бути легко встановлені й здійснені фахівцями в даній галузі, розглядаючи наведений опис варіантів, що розкриваються, і тому не обов'язкові для повного розуміння варіантів, що розкриваються, опис таких характеристик, параметрів, аспектів і т.п. у цьому документі не передбачений. Таким чином, варто розуміти, що опис, викладений у цьому документі, є зразковим та ілюстративним для варіантів, що розкриваються, і не призначений для обмеження обсягу винаходу, обумовленого винятково формулою. [0035] У цьому винаході, якщо не зазначено інше, всі числа, що відбивають кількості або характеристики, варто розуміти як попередні, і кориговані у всіх варіантах терміном "близько". Отже, якщо не зазначено зворотне, будь-які числові параметри, викладені в подальшому описі, можуть змінюватися залежно від бажаних властивостей, для одержання складу та способів відповідно до цього винаходу. Як мінімум, а не як спроба обмежити застосування доктрини еквівалентів в обсязі формули, кожний числовий параметр, викладений у цьому описі, повинен, щонайменше, тлумачитися у світлі кількості повідомлених значущих цифр, застосовуючи звичайні методи округлення. [0036] Крім того, будь-який числовий діапазон, цитований у цьому документі, має містити всі охоплювані ним піддіапазони. Наприклад, діапазон "від 1 до 10" передбачає охоплення всіх піддіапазонів між (і включно) зазначеним мінімальним значенням 1, і зазначеним максимальним значенням 10, тобто, має мінімальне значення, рівне 1, або щонайменше 1, і максимальне значення, рівне 10, або щонайбільше 10. Будь-яке чисельне обмеження максимуму, зазначене в цьому документі, передбачає охоплення всіх менших чисельних обмежень, що містяться в ньому, і будь-яке чисельне обмеження мінімуму, зазначене в цьому документі, передбачає охоплення всіх більших чисельних обмежень, що містяться в ньому. Відповідно, Заявники зберігають за собою право вносити зміни в цей винахід, включно з формулою, для будь-якого точно зазначеного піддіапазону, в межах діапазону, точно зазначеного в цьому документі. Всі такі діапазони, за своєю природою призначені для розкриття в цьому документі таким чином, щоб зміни для точного зазначення піддіапазонів відповідали вимогам кодексу законів США, розділ 35, § 112, перший пункт, і розділ 35, § 132(a). [0037] Граматичні артиклі "one", "a", "an", і "the", використані в цьому документі, мають значення "як мінімум один" або "один або більше", якщо не зазначено інше. Таким чином, артиклі використані в цьому документі для одного або більш ніж одного (тобто як мінімум одного) граматичного об'єкта артикля. Наприклад, "a component (компонент)» означає один або кілька компонентів, і тому, можливо, розглядається, і може реалізуватися більше одного компонента описуваного варіанта. [0038] Будь-який патент, публікація або інший матеріал, що розкриває, у цілому або частково, який залучений шляхом посилання до цього документа, залучений до нього в повному обсязі, але тільки тією мірою, в якій залучений матеріал не суперечить наявним визначенням, заявам або іншому розкритому матеріалу, явно викладеному в цьому винаході. Таким чином, у міру необхідності, точне розкриття, викладене в цьому документі, заміняє собою будь-які 5 UA 107091 C2 5 10 15 20 25 30 35 40 45 50 55 суперечні матеріали, залучені до цього документа як посилання. Будь-який матеріал або його частина, залучений за допомогою посилання до цього документа, але суперечний існуючим визначенням, заявам або іншим матеріалам винаходу, викладеним у цьому документі, залучений тільки тією мірою, в якій не виникають суперечності між залученим матеріалом і наявним матеріалом винаходу. Заявники зберігають за собою право вносити зміни до цього винаходу для чіткого зазначення будь-якого предмета обговорення, залученого як посилання до цього документа. [0039] Цей винахід містить опис різних варіантів. Варто розуміти, що всі описані в цьому документі варіанти є зразковими, ілюстративними, і не несуть обмежувального характеру. Таким чином, винахід не обмежений описом різних варіантів, зразкових, ілюстративних, що не несуть обмежувального характеру. Точніше, винахід окреслюється винятково пунктами формули, які можуть бути змінені для викладу будь-яких параметрів, безпосередньо або за суттю своєю описаних або викладених іншим способом у цьому винаході. [0040] Цей винахід, зокрема, спрямовано на низьколеговані сталі, що мають значну твердість, і виявляють значний і несподіваний опір множинному балістичному проникненню, за зниженого, мінімального або нульового тріщиноутворення й поширення тріщин, що надає рівень опору балістичному проникненню, прийнятний, наприклад, для використання броні у військових цілях. Різні варіанти сталей згідно з цим винаходом виявляють значення твердості понад 550 HB, і демонструють значний рівень опору балістичному проникненню, оцінюваний за технічними вимогами MIL-DTL-46100E, а також MIL-A-46099C. Різні варіанти сталей згідно з цим винаходом виявляють значення твердості понад 570 HB, і демонструють значний рівень опору балістичному проникненню, оцінюваний за технічними вимогами MIL-DTL-32332, клас 1 або клас 2. Військові технічні вимоги США MIL-DTL-46100E, MIL-A-46099C, і MIL-DTL-32332 залучено до цього документа як посилання. [0041] У порівнянні з деякими наявними сталями групи 600 HB для броньових плит, різні варіанти сплавів згідно з цим винаходом набагато менше схильні до тріщиноутворення й проникнення при випробуваннях бронебійними снарядами (AP). Різні варіанти сплавів, крім того, виявляють балістичні характеристики на рівні з характеристиками високолегованих матеріалів броні, таких, наприклад, як броньова плита K-12®. Балістичні характеристики різних варіантів легованих сталей згідно з цим винаходом були цілком несподіваними, з огляду, наприклад, на низький вміст легувальних елементів і порівняно помірну твердість у порівнянні з традиційними матеріалами сталевої броні групи 600 HB. [0042] Зокрема, несподівано спостерігалося, що, хоча різні варіанти сплавів згідно з цим винаходом виявляли порівняно помірну твердість (яка може забезпечуватися охолодженням сплавів від температур аустенізації з відносно невеликою швидкістю охолодження), зразки сплавів виявляють високі балістичні характеристики, які, як мінімум, дорівнюють характеристикам броньової плити K-12®. Це дивне й неочевидне відкриття відверто суперечить поширеній думці, що збільшення твердості сталевих броньових плит поліпшує балістичні характеристики. [0043] Різні варіанти сталей згідно з цим винаходом містять низькі рівні домішкових елементів: сірки, фосфору, азоту й кисню. Крім того, різні варіанти сталей можуть містити певні концентрації церію, лантану та інших рідкісноземельних металів. Без посилання на будь-які теорії дії, автори винаходу гадають, що домішки рідкісноземельних елементів призначені для зв'язування певної частки сірки, фосфору й/або кисню, що наявна у сплаві, тому малоймовірне концентрування цих домішок на межах зерен, і зменшення за їхній рахунок опору матеріалу балістичному проникненню. Крім того, припускається, що концентрація сірки, фосфору й/або кисню по межах зерен сталі може сприяти міжкристалітному розбиванню за умови високої швидкості удару, що спричиняє руйнування матеріалу, поширення тріщин, і можливе проникнення ударного снаряда. Різні варіанти сталей згідно з цим винаходом, крім того, містять порівняно високий відсоток нікелю, наприклад, від 3,30 до 4,30 вагових відсотків, для створення досить міцної матриці, таким чином, поліпшуючи балістичні характеристики. У різних варіантах вміст нікелю в сталях, що розкриваються в цьому документі, може становити від 3,75 до 4,25 вагових відсотків. [0044] У різних варіантах леговані сталі, що розкриваються в цьому документі, можуть містити (у вагових відсотках від загальної ваги сплаву): 0,40-0,53 вуглецю; 0,15-1,00 марганцю; 0,15-0,45 кремнію; 0,95-1,70 хрому; 3,30-4,30 нікелю; 0,35-0,65 молібдену; щонайбільше 0,002 сірки; щонайбільше 0,015 фосфору; щонайбільше 0,11 азоту; залізо; і випадкові домішки. У різних варіантах леговані сталі можуть містити 0,0002-0,0050 бору; 0,001-0,015 церію; і/або 0,001-0,015 лантану. 6 UA 107091 C2 5 10 15 20 25 30 35 40 45 50 55 60 [0045] У різних варіантах вміст вуглецю може охоплювати будь-який піддіапазон у межах 0,40-0,53 вагових відсотків, наприклад, 0,48-0,52 вагових відсотків або 0,49-0,51 вагових відсотків. Вміст марганцю може охоплювати будь-який піддіапазон у межах 0,15-1,00 вагових відсотків, наприклад, 0,20-0,80 вагових відсотків. Вміст кремнію може охоплювати будь-який піддіапазон у межах 0,15-0,45 вагових відсотків, наприклад, 0,20-0,40 вагових відсотків. Вміст хрому може охоплювати будь-який піддіапазон у межах 0,95-1,70 вагових відсотків, наприклад, 1,00-1,50 вагових відсотків. Вміст нікелю може охоплювати будь-який піддіапазон у межах 3,304,30 вагових відсотків, наприклад, 3,75-4,25 вагових відсотків. Вміст молібдену може охоплювати будь-який піддіапазон у межах 0,35-0,65 вагових відсотків, наприклад, 0,40-0,60 вагових відсотків. [0046] У різних варіантах вміст сірки може становити щонайбільше 0,001 вагових відсотків, вміст фосфору може становити щонайбільше 0,010 вагових відсотків, і/або вміст азоту може становити щонайбільше 0,010 вагових відсотків. У різних варіантах вміст бору може охоплювати будь-який піддіапазон у межах 0,0002-0,0050 вагових відсотків, наприклад, 0,008-0,0024, 0,00100,0030, або 0,0015-0,0025 вагових відсотків. Вміст церію може охоплювати будь-який піддіапазон у межах 0,001-0,015 вагових відсотків, наприклад, 0,003-0,010 вагових відсотків. Вміст лантану може охоплювати будь-який піддіапазон у межах 0,001-0,015 вагових відсотків, наприклад, 0,002-0,010 вагових відсотків. [0047] На додаток до розробки унікальної системи сплаву, автори винаходу також провели дослідження, щоб визначити спосіб обробки сталей у межах цього винаходу для поліпшення твердості та балістичних характеристик, оцінюваних відповідно до відомих військових технічних вимог MIL-DTL-46100E, MIL-A-46099C, і MIL-DTL-32332. Автори винаходу також піддавали зразки сталі, згідно з цим винаходом, впливу різних температур, призначених для розчинення карбідних часток у сталі та для забезпечення дифузії й одержання сприятливого рівня однорідності стали. Метою даних випробувань було визначення температур термообробки, які не спричиняють зайве навуглецьовування або неприйнятне зростання зерна, що зменшило б міцність матеріалу й тому знизило би балістичні характеристики. У різних процесах обробки плити сталі піддавалися поперечному вальцюванню для забезпечення певного рівня ізотропії. [0048] Також припускається, що різні варіанти способів обробки, описані в цьому документі, надають певної мікроструктури легованим сталям. Наприклад, у різних варіантах розкриваються сталі, що, охолоджувалися від температур аустенізації для утворення мартенситу. Охолоджувані сплави могли містити значну кількість двійникованого мартенситу й різні кількості залишкового аустеніту. Відпускання охолоджених сплавів відповідно до різних описаних варіантів може перетворити залишковий аустеніт на нижній бейніт і/або пакетний мартенсит. При цьому можна одержати леговану сталь, що має синергетичне сполучення мікроструктури твердого двійникованого мартенситу й мікроструктури міцнішого, більш пластичного нижнього бейніту й/або пакетного мартенситу. Синергетичне сполучення твердості, міцності й пластичності може надавати властивості високого опору балістичному проникненню й тріщиноутворенню в сплавах, описаних у цьому документі. [0049] Крім того, виконувалася оцінка при випробуваннях балістичних характеристик зразків, які охолоджувалися з різною швидкістю від температури аустенізації, і, отже, мали різну твердість. Випробування, проведені авторами винаходу, також охоплювали випробування відпускання, призначені для оцінки того, як краще сприяти опору множинному балістичному проникненню за зниженого, мінімального або нульового поширення тріщин. Зразки оцінювалися шляхом визначення значення балістичної межі V50 різних випробуваних зразків відповідно до технічних вимог MIL-DTL-46100E, MIL-A-46099C, і MIL-DTL-32332, використовуючи снаряди 7,62 мм (калібр 0,30 M2, AP). Далі описані подробиці вивчення сплаву авторами винаходу. 1. Підготовка експериментальних плит сплаву [0050] Сформульовано новий склад низьколегованої броньової сталі. Автори винаходу прийшли до висновку, що такий склад сплаву переважно повинен містити відносно високий рівень нікелю й низькі рівні домішкових елементів: сірки, фосфору й азоту, і повинен оброблятися для одержання плити способом, що забезпечує однорідність. Кілька злитків сплаву, що має експериментальний хімічний склад, показаний у таблиці 2, підготовані методом обробки поза піччю за допомогою аргонокисневого зневуглецювання (АОД) або методом АОД і електрошлакового переплавлення (ЕШП). У таблиці 2 зазначений бажаний мінімум і максимум, найкращий мінімум і максимум (якщо це має місце), і номінальний заданий рівень легувальних елементів, а також фактичний хімічний склад отриманого сплаву. Решта складу сплаву містить залізо й випадкові домішки. Приклади елементів, що не мають обмежувального характеру, які можуть бути наявними як випадкові домішки, містять мідь, алюміній, титан, вольфрам і кобальт. Інші можливі випадкові домішки, які можуть мати походження з вихідних матеріалів і/або з 7 UA 107091 C2 процесів обробки сплаву, повинні бути відомі фахівцям в галузі металургії. Склад сплавів, зазначений в таблиці 2, і в загальному вигляді викладений в цьому документі, у вагових відсотках від загальної ваги сплаву, якщо не зазначено інше. Крім того в таблиці 2, "LAP" означає "найбільш низький можливий рівень". 5 Таблиця 2 C Mn P S Si Cr Ni Mo Ce La V W Ti Co Al N B Мін. 0,40 0,15 - 0,15 0,95 3,30 0,35 0,001 0,001 - 0,0002 Макс. 0,53 1,00 0,015 0,002 0,45 1,70 4,30 0,65 0,015 0,015 0,05 0,08 0,05 0,05 0,020 0,010 0,0050 Найкращий 0,49 0,20 - 0,20 1,00 3,75 0,40 0,003 0,002 - 0,0010 мін. Найкращий 0,51 0,80 0,010 0,001 0,40 1,50 4,25 0,60 0,010 0,010 - 0,0030 макс. Задане 0,50 0,50 LAP LAP 0,30 1,25 4,00 0,50 - LAP LAP LAP LAP LAP LAP 0,0016 значення Фактичне 0,50 0,53 0,01 0,0006 00,4 1,24 4,01 0,52 - 0,003 0,01 0,01 0,002 0,02 0,02 0,007 0,0015 значення* * Аналіз виявив, що у складі також міститься 0,09 міді, 0,004 ніобію, 0,004 олова, 0,001 цирконію, і 92,62 заліза. 10 15 20 25 [0051] Поверхні злитків шліфувалися, використовуючи звичайні технології. Злитки нагрівалися до температури близько 1300 °F (704 °C), витримувалися для вирівнювання при цій температурі від 6 до 8 годин, нагрівалися зі швидкістю близько 200 °F/годину (93 °C/годину) до температури 2050 °F (1121 °C), і витримувалися при іншій температурі протягом 30-40 хвилин на дюйм товщини. Потім злитки піддавалися гарячому вальцюванню до товщини 6-7 дюймів (15,2-17,8 см), кінець обрізався, і, за необхідності, повторно нагрівалися до 2050 °F (1121 °C) протягом 1-2 годин перед наступним додатковим гарячим вальцюванням до отримання слябів повторного вальцювання товщиною близько 1,50-2,65 дюймів (3,81-6,73 см). Сляби повторного вальцювання піддавалися відпалюванню для зняття внутрішніх напружень, використовуючи звичайні технології, а потім поверхні слябів піддавалися піскоструминному очищенню й чистовому вальцюванню для одержання довгомірних плит з кінцевою каліброваною товщиною в діапазоні від 0,188 дюймів (4,8 мм) до 0,310 дюймів (7,8 мм). Потім довгомірні плити піддавалися повному відпалюванню, піскоструминному очищенню, вирівнюванню, і розрізуванню, щоб дістати декілька окремих плит. [0052] У певних випадках сляби повторного вальцювання повторно нагрівалися до температури вальцювання безпосередньо перед стадією чистового вальцювання, необхідної для досягнення кінцевої товщини. Більш конкретно, певні зразки плит проходили чистове вальцювання, як зазначено в таблиці 3. Випробування проводилися на зразках плит товщиною (номінал) 0,275 і 0,310 дюймів (7 і 7,8 мм), які піддавалися чистовому вальцюванню, як показано в таблиці 3, для досягнення можливих параметрів термообробки, що оптимізують твердість поверхні та балістичні характеристики. Таблиця 3 Приблизна товщина, дюймів (мм) 0,275 (7) 0,275 (7) 0,310 (7.8) 0,310 (7.8) 30 Параметри процесу гарячого вальцювання Повторне нагрівання сляба при 0,5 протягом 10 хв. перед вальцюванням до кінцевої товщини Без повторного нагрівання безпосередньо перед вальцюванням до кінцевої товщини Повторне нагрівання сляба при 0,6 протягом 30 хв. перед вальцюванням до кінцевої товщини Без повторного нагрівання безпосередньо перед вальцюванням до кінцевої товщини 2. Випробування на твердість 8 UA 107091 C2 5 10 15 20 25 30 [0053] Плити вироблялися, як зазначено раніше, у розділі 1, піддавалися обробці аустенізацією й загартуванням, розрізалися на третини для формування зразків для подальших випробувань, і додатково піддавалися відпусканню. Аустенізація полягала в нагріванні зразків до 1550-1650 °F (843-899 °C) з витримуванням протягом 40 хвилин при заданій температурі. Загартування полягало в охолодженні зразків на повітрі або загартуванні зразків в оливі від температури аустенізації до кімнатної температури (RT). [0054] Використаний у цьому документі термін "час витримування при заданій температурі" означає тривалість періоду часу, протягом якого виріб витримується при заданій температурі після того, як, щонайменше, поверхня виробу досягне цієї температури. Наприклад, фраза "нагрівання зразка до 1650 °F з витримуванням 40 хвилин при заданій температурі" означає, що зразок нагрівався до температури 1650 °F, і з моменту, коли температура зразка досягала 1650 °F, зразок витримувався протягом 40 хвилин при 1650°. Після закінчення заданого часу витримування при заданій температурі, температура виробу могла змінюватися від заданої температури. Використаний у цьому документі термін "мінімальний час у печі" стосується мінімальної тривалості періоду часу, протягом якого виріб перебував у печі, тобто нагрівався до заданої температури. Наприклад, фраза "нагрівання зразка до 1650 °F у печі мінімум 40 хвилин" означає, що зразок розташовувався в печі з температурою 1650 °F на 40 хвилин, а потім витягався з печі з температурою 1650 °F. [0055] Один із трьох зразків від кожної аустенізованої та загартованої плити зберігався в стані загартування для випробувань. Інші два зразки, вирізані з кожної аустенізованої та загартованої плити, відпускалися при 250 °F (121 °C) або 300 °F (149 °C) з витримуванням 90 хвилин при заданій температурі. Для зменшення часу, необхідного для оцінки твердості зразка, всі зразки спочатку випробовувалися, використовуючи метод Роквелла за шкалою C (HRC), замість випробувань на твердість за Бринеллем. Два зразки, що виявили найбільші значення HRC у стані після загартування, випробовувалися також для визначення твердості за Бринеллем (HB) у стані після загартування (тобто, перед відпусканням). У таблиці 4 наведені температури аустенізації, тип загартування, товщина, і значення HRC для зразків, відпущених при температурі 250 °F (121 °C) або 300 °F (149 °C). У таблиці 4 також зазначено, чи були плити, використані для випробувань, повторно нагріті безпосередньо перед вальцюванням до кінцевої товщини. Крім того, у таблиці 4 наведена твердість HB для не відпущених зразків, у стані загартування, що виявили найбільші значення HRC у стані загартування. Таблиця 4 ТемператуВид HRC у стані HB у стані HRC після HRC після ра Повторне охолодженТовщина загартуван- загартуван- відпускання відпускання аустенізації нагрівання ня ня ня при 250 °F при 300 °F (°F) 1550 На повітрі Немає 0,275 50 -54 54 1550 На повітрі Немає 0,310 53 -58 57 1550 На повітрі Так 0,275 50 -53 56 1550 На повітрі Так 0,310 50 -55 57 1550 В оливі Немає 0,275 48 -54 56 1550 В оливі Немає 0,310 53 -58 58 1550 В оливі Так 0275 59 624 52 53 1550 В оливі Так 0,310 59 -55 58 1600 На повітрі Немає 0,275 53 587 54 57 1600 На повітрі Немає 0,310 48 -56 57 1600 На повітрі Так 0,275 54 -56 57 1600 На повітрі Так 0,310 50 -57 58 1600 В оливі Немає 0,275 53 -54 57 1600 В оливі Немає 0,310 52 -55 58 1600 В оливі Так 0,275 51 -51 58 1600 В оливі Так 0,310 53 -53 58 1650 На повітрі Немає 0,275 46 -54 56 1650 На повітрі Немає 0,310 46 -53 56 1650 На повітрі Так 0,275 48 -53 57 1650 На повітрі Так 0,310 48 -54 56 1650 В оливі Немає 0,275 47 -52 55 9 UA 107091 C2 Таблиця 4 ТемператуВид HRC у стані HB у стані HRC після HRC після ра Повторне охолодженТовщина загартуван- загартуван- відпускання відпускання аустенізації нагрівання ня ня ня при 250 °F при 300 °F (°F) 1650 В оливі Немає 0,310 46 -54 57 1650 В оливі Так 0,275 46 -55 54 1650 В оливі Так 0,310 47 -57 58 [0056] У таблиці 5 наведено середні значення HRC для зразків, включених у таблицю 4 у стані загартування й після відпускання при температурах 250 °F (121 °C) або 300 °F (149 °C) з витримуванням 90 хвилин при заданій температурі. 5 Таблиця 5 Температура аустенізації (°F) 1550 1600 1650 10 15 20 25 30 35 40 Середнє значення HRC у стані загартування 52 52 47 Середнє значення HRC після відпускання при 250 °F 55 55 54 Середнє значення HRC після відпускання при 300 °F 56 57 56 [0057] Загалом, твердість за Бринеллем визначається згідно з технічними вимогами ASTM E-10 вдавлюванням індентора у вигляді кульки із загартованої сталі або твердого сплаву заданого діаметра при заданому навантаженні в поверхню зразка, і вимірюванням діаметра заглибини, що залишилася після випробувань. Число твердості за Бринеллем або HB, отримують діленням використаного навантаження індентора (у кілограмах) на фактичну площу поверхні заглибини (у квадратних міліметрах). Результатом є виміряний тиск, але, якщо вказується значення HB, одиниці виміру повідомляються рідко. [0058] Для оцінювання числа твердості за Бринеллем зразків сталевої броні, використовувався настільний прилад для вдавлювання кульки індентора діаметром 10 мм із карбіду вольфраму в поверхню досліджуваного зразка. На приладі встановлювалося навантаження 3000 кг, зазвичай протягом 10 секунд. Після виймання кульки визначався діаметр круглого відбитка, що залишився. Значення HB розраховувалося за такою формулою: 2 2 ½ HB=2P / [π D (D – (D -d ) )], де HB = значення твердості за Бринеллем; P = прикладене навантаження в кг; D = діаметр сферичного індентора в мм; і d = діаметр відбитка індентора, що залишився, у мм. [0059] Могли виконуватися кілька випробувань HB на ділянці поверхні броньової плити, і кожний результат випробувань міг мати дещо інше число твердості. Ці коливання твердості могли виникати внаслідок мінімальних коливань локального хімічного складу й мікроструктури плити, оскільки навіть гомогенна броня не абсолютно однорідна. Невеликі коливання при вимірюванні твердості можуть також виникати внаслідок помилок у вимірюванні діаметра відбитка індентора на зразку. З урахуванням очікуваних коливань вимірювання твердості будьякого одиничного зразка, значення HB часто надають у вигляді діапазону, а не окремих дискретних значень. [0060] Як зазначено в таблиці 4, найвищою твердістю за Бринеллем, виміряною для зразків, були значення 624 і 587. Це були зразки у стані після загартування, з аустенізацією при температурах 1550 °F (843 °C) (HB 624) або 1600 °F (871 °C) (HB 587). Один із двох зразків гартувався в оливі (HB 624), а інший охолоджувався на повітрі, і тільки один із двох зразків (HB 624) нагрівався повторно перед вальцюванням до кінцевої товщини. [0061] Загалом, спостерігалося, що при використанні відпускання, спрямованого на збільшення твердості зразка, температура відпускання 300 °F (149 °C) спричинила більше зростання твердості для всіх температур аустенізації. Крім того, спостерігалося, що збільшення температури аустенізації, у цілому, мало тенденцію до зменшення кінцевої досягнутої твердості. Ці зв'язки показано на фіг. 1, де наведено графіки середньої твердості HRC як функції температури аустенізації для зразків товщиною 0,275 дюймів (7 мм) (ліва плита) і 0,310 дюймів (7,8 мм) (права плита) у стані після загартування (AgeN) або після відпускання при температурі 250 °F (121 °C) (Age25) або 300 °F (149 °C) (Age30). 10 UA 107091 C2 5 10 15 20 25 30 35 40 45 50 55 [0062] На фіг. 2 і 3 розглянутий вплив на твердість виду загартування й того, чи нагрівалися сляби повторно перед вальцюванням до номінальної кінцевої товщини 0,275 і 0,310 дюймів (7 і 7,8 мм). На фіг. 2 наведено графіки твердості HRC як функція температури аустенізації для зразків, що не нагрівалися повторно, товщиною 0,275 дюймів (7 мм) (верхня ліва плита), зразків, що нагрівалися повторно товщиною 0,275 дюймів (7 мм) (нижня ліва плита), зразків, що не нагрівалися повторно товщиною 0,310 дюймів (7,8 мм) (верхня права плита), і зразків, що нагрівалися повторно, товщиною 0,310 дюймів (7,8 мм) (нижня права плита) у стані після загартування (AgeN) або після відпускання при температурі 250 °F (121 °C) (Age25) або 300 °F (149 °C) (Age30). Аналогічно, на фіг. 3 графіки твердості HRC як функція температури аустенізації для охолоджених на повітрі зразків товщиною 0,275 дюймів (7 мм) (верхня ліва плита), загартованих в оливі зразків товщиною 0,275 дюймів (7 мм) (нижня ліва плита), охолоджених на повітрі зразків товщиною 0,310 дюймів (7,8 мм) (верхня права плита), і загартованих в оливі зразків товщиною 0,310 дюймів (7,8 мм) (нижня права плита) у стані після загартування (AgeN) або після відпускання при температурі 250 °F (121 °C) (Age25) або 300 °F (149 °C) (Age30). Середня твердість зразків, оброблених при кожній з температур аустенізації, яка відповідає умовам, що стосуються кожної з плит на фіг. 2 і 3, побудована для кожної плити, у вигляді точок квадратної форми на графіку, і всі такі точки на графіку для кожної плити з'єднані пунктирними лініями, щоб краще відобразити будь-яку тенденцію. Загальна середня твердість всіх зразків, розглянута для кожної плити на фіг. 2 і 3, побудована для кожної плити як точки ромбовидної форми на графіку. [0063] З посиланням на фіг. 2, в цілому, спостерігається, що вплив на твердість повторного нагрівання перед вальцюванням до остаточної товщини мінімальний, і не очевидний у порівнянні із впливом інших змінних факторів. Наприклад, тільки один із двох зразків з найбільшою твердістю за Бринеллем повторно нагрівався перед вальцюванням до остаточної товщини. З посиланням на фіг. 3, в цілому, спостерігається, що будь-яка різниця у твердості, що виникла через використання охолодження на повітрі у порівнянні із загартуванням в оливі після нагрівання для аустенізації, мінімальна. Наприклад, тільки один із двох зразків з найбільшою твердістю за Бринеллем був із плити, що повторно нагрівалася перед вальцюванням до остаточної товщини. [0064] Визначено, що зразки експериментального сплаву містили високу концентрацію залишкового аустеніту після загартування від температури аустенізації. При більшій товщині плити й підвищеній температурі аустенізації виявляється тенденція до одержання вищих рівнів залишкового аустеніту. Крім того, спостерігається, що, у процесі відпускання, як мінімум, деяка частка аустеніту перетворюється на мартенсит. Будь-який не відпущений мартенсит, присутній після відпускання, може знижувати міцність кінцевого матеріалу. Зроблено висновок, що для одержання оптимальної міцності може використовуватися додаткове відпускання для додаткового перетворення будь-якого залишкового аустеніту на мартенсит. На підставі спостережень авторів винаходу температура аустенізації, як мінімум, 1500 °F (815 °C), і найкраща температура, як мінімум, 1550 °F (843 °C), виявилася придатною для виробів, оцінюваних з погляду досягнення високої твердості. 3. Випробування балістичних характеристик [0065] Кілька випробуваних плит розміром 18 × 18 дюймів (45,7 × 45,7 см) з номінальною товщиною 0,275 дюймів (7 мм) підготовлялися, як описано раніше, у розділі 1, і оброблялися за режимами, описаними далі. Потім плити піддавалися випробуванню балістичних характеристик, як описано далі. [0066] Вісім випробуваних плит вироблялися, як описано в розділі 1, і оброблялися, як зазначено далі. Вісім плит піддавалися аустенізації при температурі 1600 °F (871 °C) з витримуванням 35 хвилин (+/- 5 хвилин), охолоджувалися на повітрі до кімнатної температури та випробовувалися на твердість. Твердість HB однієї з восьми плит, аустенізованих при 1600 °F (871 °C), визначалася після охолодження на повітрі у стані після аустенізації, без відпускання (у стані загартування). Плита у стані загартування виявляла твердість близько 600 HB. [0067] Шість із восьми плит, аустенізованих при 1600 °F (871 °C), і охолоджених на повітрі, розрізалися на три набори по дві, і кожний набір відпускався при одній із температур 250 °F (121 °C), 300 °F (149 °C), і 350 °F (177 °C) з витримуванням 90 хвилин (+/- 5 хвилин), охолоджувався до кімнатної температури, і випробовувався на твердість. Одна плита кожного із трьох наборів відпущених плит (усього три плити) відкладалася, а інші три відпущені плити піддавалися повторному відпусканню при вихідній для кожної з них температурі відпускання 250 °F (121 °C), 300 °F (149 °C), або 350 °F (177 °C) з витримуванням 90 хвилин (+/- 5 хвилин), 11 UA 107091 C2 5 10 15 20 25 30 35 40 45 50 55 60 охолоджувалися на повітрі до кімнатної температури, і випробовувалися на твердість. Ці шість плит зазначені в таблиці 6 під ідентифікаційними номерами від 1 до 6. [0068] Одну з восьми плит, аустенізованих при 1600 °F (871 °C), і охолоджених на повітрі, занурювали в талу воду з температурою 32 °F (0 °C) на 15 хвилин, а потім витягали й випробовували на твердість. Потім плиту відпускали при 300 °F (149 °C) з витримуванням 90 хвилин (+/- 5 хвилин), охолоджували на повітрі до кімнатної температури, занурювали в талу воду з температурою 32 °F (0 °C) на 15 хвилин, а потім витягали й випробовували на твердість. Потім зразок повторно відпускали при 300 °F (149 °C) з витримуванням 90 хвилин (+/- 5 хвилин), охолоджували на повітрі до кімнатної температури, знову занурювали в талу воду з температурою 32 °F (0 °C) на 15 хвилин, а потім витягали і випробовували на твердість. Ця плита зазначена в таблиці 6 під ідентифікаційним номером 7. [0069] Три додаткові іспитові плити підготовлялися, як описано раніше, у розділі 1, а потім оброблялися, як зазначено далі та піддавалися випробуванням балістичних характеристик. Кожна із трьох плит піддавалася аустенізації при температурі 1950 °F (1065 °C) з витримуванням 35 хвилин (+/- 5 хвилин), охолоджувалася на повітрі до кімнатної температури та випробовувалася на твердість. Кожна із трьох плит піддавалася відпусканню при температурі 148,89 °C з витримуванням 90 хвилин (+/- 5 хвилин), охолоджувалася на повітрі до кімнатної температури та випробовувалася на твердість. Дві із трьох відпущених, охолоджених на повітрі плит, потім піддавалися повторному відпусканню при температурі 149 °C з витримуванням 90 хвилин (+/- 5 хвилин), охолоджувалися на повітрі та випробовувалися на твердість. Одна з повторно відпущених плит потім піддавалася кріогенному охолодженню при температурі -84 °C, залишалася до досягнення кімнатної температури, і випробовувалася на твердість. Ці три плити в таблиці 6 позначені номерами 8-10. [0070] Одинадцять плит, зазначених у таблиці 6, окремо випробовувалися на балістичні характеристики, оцінюючи балістичну межу V50 (захисту), використовуючи снаряди 7,62 мм (калібр 0,30 M2, AP) відповідно до технічних вимог MIL-DTL-46100E. Значення балістичної межі V50 – розрахункова швидкість снаряда, за якої з імовірністю 50 % снаряд проникає у броньовану іспитову плиту. [0071] Точніше кажучи, за американськими військовими технічними умовами MIL-DTL46100E ("Броня, плита, сталева, оброблена, з високою твердістю"), MIL-A-46099C ("Броньова плита, сталева, з'єднана вальцюванням, багатошарова, з подвійною твердістю (від 0,187 дюймів до 0,700 дюймів включно")), і MIL-DTL-32332 ("Броньова плита, сталева, оброблена, з надвисокою твердістю"), значення балістичної межі V50 (захисту) становить собою середню швидкість із шести значних швидкостей під час удару, включаючи три найменших швидкості снарядів, у результаті повного проникнення, і три найбільших швидкості снарядів, у результаті часткового проникнення. Допускається максимальний розкид 150 фут/с між найменшими й найбільшими швидкостями, використовуваними для визначення значення балістичної межі V50. [0072] У випадках, коли найменша швидкість за повного проникнення менша, ніж найвища швидкість за часткового проникнення, більш ніж на 150 фут/с, балістична межа ґрунтується на десяти швидкостях (п'ять найменших швидкостей, у результаті повного проникнення та п'ять найбільших швидкостей, у результаті часткових проникнень). Якщо використовується балістична межа з надмірним розкидом по десяти залпах, розкид швидкості повинен бути зменшений до найменшого рівня за часткового проникнення, якнайближче до значення 150 фут/с. Зазвичай для визначення балістичної межі (захисту) V50 використовується метод стрільби з підвищенням і зниженням швидкості, всі швидкості підлягають коректуванню до швидкості під час удару. Якщо розрахункове значення балістичної межі V50 менше, ніж 30 фут/с понад необхідний мінімум, і якщо існує інтервал (висока швидкість за часткового проникнення, нижче низької швидкості за повного проникнення) 30 фут/с або більше, стрільба снарядами триває з потреби, для зниження інтервалу до 25 фут/с або менше. [0073] Значення балістичної межі V50, визначене для дослідної плити, може порівнюватися з необхідним мінімальним значенням балістичної межі V50 для конкретної товщини дослідної плити. Якщо розрахункове значення балістичної межі V50 для дослідної плити перевищує необхідне мінімальне значення балістичної межі V50, можна сказати, що дослідна плита відповідає необхідному критерію балістичної характеристики. Мінімальні значення балістичної межі V50 для броні плити встановлені в різних військових технічних вимогах США, у тому числі, MIL-DTL-46100E, MIL-A-46099C, і MIL-DTL-32332. [0074] У таблиці 6 наведено таку інформацію для кожної з одинадцяти плит, що пройшли балістичні випробування: ідентифікаційний номер зразка; температура аустенізації; твердість HB після охолодження до кімнатної температури від температури аустенізації (у стані після загартування); параметри відпускання (якщо воно використовується); твердість HB після 12 UA 107091 C2 5 охолодження до кімнатної температури від температури відпускання; параметри повторного відпускання (якщо воно використовується); твердість HB після охолодження до кімнатної температури від температури повторного відпускання; і різниця у фут/с між розрахунковим значенням балістичної межі V50 і необхідним мінімальним значенням балістичної межі V50 відповідно до технічних вимог MIL-DTL-46100E і MIL-A-46099C. Позитивна різниця значень V50 у таблиці 6 (наприклад, “+419") свідчить, що розрахункова балістична межа V50 для плити перевищує необхідну V50 на зазначену величину. Негативна різниця значень (наприклад, -44) свідчить, що розрахункова балістична межа V50 для плити менше необхідного значення балістичної межі V50, зазначеного у військових технічних вимогах на зазначену величину. 10 Таблиця 6 ТверТверТвердість дість Твердість Повторне Повторне V50 V50 Іденти- Темпера- дість Відпус(HB) (HB) (HB) відпусвідпусвіднос- відносфікацій- тура (HB) у кання після після після кання кання но но ний аустеніза- стані (хвилин повторповторвідпус(хвилин (хвилин 46100E 46099C номер ції (°F) загарту- при°F) ного ного кання при°F) при°F) (фут/с) (фут/с) вання відпусвідпускання кання 90 при Немає Немає Немає Немає 1 1600 600 600 +419 +37 250 даних даних даних даних 90 при Немає Немає 2 1600 600 600 90 при 250 600 +341 -44 250 даних даних 90 при Немає Немає Немає Немає 3 1600 600 600 +309 -74 300 даних даних даних даних 90 при Немає Немає 4 1600 600 600 90 при 300 600 +346 -38 300 даних даних 90 при Немає Немає Немає Немає 5 1600 600 578 +231 -153 350 даних даних даних даних 90 при Немає Немає 6 1600 600 578 90 при 350 578 +240 -144 350 даних даних 90 при 90 при 15 при 7 1600 600 600 300+AC+15 600 300+AC+15 600 +372 -16 32 при 32 при 32 90 при Немає Немає Немає Немає 8 1950 555 555 +243 -137 300 даних даних даних даних 90 при Немає Немає 9 1950 555 555 90 при 300 555 +234 -147 300 даних даних 90 при 10 1950 555 -90 при 300 --120 ---300 15 20 25 [0075] Вісім додаткових випробуваних плит розміром 18 × 18 дюймів (45,7 × 45,7 см) (номінал), з номерами 12-19, що виготовлені з експериментального сплаву, підготовлялися, як описано раніше, у розділі 1. Кожна плита була номінальною товщиною 0,275 дюймів (7 мм) або 0,320 дюймів (7,8 мм). Кожна з восьми плит піддавалася аустенізації шляхом нагрівання до температури 871 °C протягом 35 хвилин (+/- 5 хвилин), а потім охолоджувалися на повітрі до кімнатної температури. Плита 12 оцінювалася за балістичними характеристиками у стані після загартування (після охолодження, без відпускання) проти снарядів 7,62 мм (калібр 0,30) M2, AP. Плити 13-19 піддавалися індивідуальним режимам відпускання, наведеним у таблиці 7, охолоджувалися на повітрі до кімнатної температури, а потім оцінювалися за балістичними характеристиками так само, як описані вище плити 1-11. Кожний із періодів відпускання, наведених у таблиці 7, – приблизний, і відрізнявся на +/- 5 хвилин від зазначеної тривалості. У таблиці 8 наведено розрахункове значення балістичної межі (характеристики) V50 кожної з випробуваних плит 12-19, разом з необхідним мінімальним значенням балістичної межі V50 відповідно до технічних вимог MIL-DTL-46100E і MIL-A-46099C для конкретної товщини панелі, наведеної в таблиці 7. 13 UA 107091 C2 Таблиця 7 ВідпусВідпусВідпусВідпусВідпусВідпусВідпусІдентикання при Товщи- Без кання при кання при кання при кання при кання при кання при фіка250 °F на відпус- 175 °F 200 °F 225 °F 250 °F 250 °F 250 °F ційний протягом (дюйм) кання протягом протягом протягом протягом протягом протягом номер 90 60 хвилин 60 хвилин 60 хвилин 30 хвилин 60 хвилин 120 хвилин хвилин 12 0,282 X 13 0,280 X 14 0,281 X 15 0,282 X 16 0,278 X 17 0,278 X 18 0,285 X 19 0,281 X Таблиця 8 Позначення зразка 12 13 14 15 16 17 18 19 5 10 15 20 25 30 Розрахункова балістична межа V50 (фут/с) 2936 2978 3031 2969 2877 2915 2914 2918 Мін. балістична межа V50 Мін. балістична межа V50 по MIL-DTL-46100E по MIL-A-46099C (фут/с) (фут/с) 2426 2807 2415 2796 2421 2801 2426 2807 2403 2785 2403 2785 2443 2823 2421 2801 [0076] З метою оптимізації твердості та балістичних характеристик сплаву прокат у вигляді, наприклад, плит, бруса й листа може виготовлятися зі сплавів відповідно до цього винаходу за режимами, що охоплюють стадії, сформульовані за попередніми спостереженнями і висновками. Як зрозуміло фахівцеві, продукція "плита" має номінальну товщину, щонайменше, 3/16 дюйма й ширину, щонайменше, 10 дюймів, а продукція "лист" має номінальну товщину щонайбільше 3/16 дюйма й ширину, щонайменше, 10 дюймів. Фахівцеві зрозуміла різниця між різною катаною продукцією, такою як плита, лист і брус. 4. Випробування на охолодження a. Проба 1 [0077] Групи зразків із розмірами 0,275 × 18 × 18 дюймів, що мають хімічний склад, показаний у таблиці 2, оброблялися за режимом аустенізації з нагріванням зразків до температури 871±6 °C протягом 35 хвилин ± 5 хвилин, і охолоджувалися до кімнатної температури, використовуючи різні методи для впливу на хід кривої охолодження. Охолоджені зразки потім відпускалися протягом заданого часу, і охолоджувалися на повітрі до кімнатної температури. Зразки випробовувалися на твердість за Бринеллем і на балістичні характеристики. Бажаними були значення балістичної межі V50, що відповідають вимогам технічних вимог MIL-DTL-46100E. Бажано, щоб балістичні характеристики, оцінені за значеннями балістичної межі V50, були не менш ніж на 150 фут/с менше, ніж значення V50, передбачені технічними вимогами MIL-A-46099C. Загалом, технічні вимоги MIL-A-46099C вимагають значно більших значень V50, які, як правило, на 300-400 фут/с більше, ніж передбачено в MIL-DTL-46100E. [0078] У таблиці 9 наведено результати випробувань твердості та V50 для зразків, охолоджених від температури аустенізації шляхом вертикального підвішування на стояку для охолодження, із проміжком 1 дюйм між зразками, із залишенням зразків для охолодження до кімнатної температури на спокійному повітрі в кімнатному середовищі. На фіг. 4 схематично показане розташування пакетів для цих зразків. [0079] У таблиці 10 наведено твердість і значення V50 для зразків, охолоджених від температури аустенізації, використовуючи загальні умови охолодження й таке ж вертикальне 14 UA 107091 C2 5 10 15 20 25 30 35 40 підвішування зразків, як у таблиці 9, але під час охолодження навколо зразків циркулювало повітря з кімнатною температурою, що нагніталося вентилятором. Таким чином, середня швидкість, з якою зразки, наведені в таблиці 10, охолоджувалися від температури аустенізації, перевищувала швидкість для зразків, наведену в таблиці 9. [0080] У таблиці 11 наведено результати випробувань твердості та V50 для зразків, охолоджених на повітрі, розташованих горизонтально на стояку для охолодження, і складених у пакет у контакті із сусідніми зразками, аби це впливало на швидкість охолодження зразків від температури аустенізації. Значення V50, включені в таблицю 11, побудовані на графіку як функція режиму відпускання на фіг. 6. Для зразків з таблиці 11 використовувалися чотири різних розташування пакетів. В одному розташуванні, показаному у верхній частині фіг. 5, два зразки розташовувалися в контакті один з іншим. В іншому розташуванні, показаному в нижній частині фіг. 5, три зразки розташовувалися в контакті один з іншим. На фіг. 8 наведено графік кривих охолодження для зразків, складених у пакет, як показано у верхній і нижній частині фіг. 5. На фіг. 7 показані два додаткових розташування пакетів, де кожні чотири плити (верхня частина) або п'ять плит (нижня частина) під час охолодження від температури аустенізації розташовувалися в контакті одна з іншою. На фіг. 9 наведено графік кривих охолодження для зразків, складених у пакет, як показано у верхній і нижній частині фіг. 7. [0081] Для кожного зразка, наведеного в таблиці 11, у другому стовпці таблиці зазначена загальна кількість зразків, пов'язаних з пакетним розташуванням. Очікувалося, що циркуляція повітря навколо зразків (у порівнянні з охолодженням на спокійному повітрі) і розташування різної кількості зразків у контакті один з одним, як зразки в таблицях 9, 10, і 11, вплине на форму кривих охолодження для різних зразків. Інакше кажучи, очікувалося, що хід окремих кривих охолодження (тобто форма кривих) відрізнятиметься для різних розташувань зразків у таблицях 9, 10, і 11. Наприклад, швидкість охолодження однієї або декількох ділянок кривих охолодження для зразка, охолодженого в контакті з іншими зразками, може бути менше, ніж швидкість охолодження для вертикально підвішеного із проміжком зразка, на тій же ділянці кривої охолодження. Припускається, що різниця в охолодженні зразків спричинила відмінності в мікроструктурі, що несподівано впливала на балістичний опір проникненню зразків, як описано нижче. [0082] У таблицях 9-11 зазначені режими відпускання, використані для кожного зразка, включеного в ці таблиці. Результати V50 у таблицях 9-11 наведені як різниця у фут/с, щодо необхідного мінімального значення балістичної межі V50 для окремих розмірів випробуваних зразків, передбаченого технічними вимогами MIL-A-46099C. Як приклад, значення «-156" показує, що значення балістичної межі V50 для зразка, оцінюваного за військовими технічними вимогами, використовуючи снаряди 7,62 мм (калібр 0,30 M2, AP), менше на 156 фут/с, ніж значення, передбачене військовими технічними вимогами, а значення «+82" показує, що значення балістичної межі V50 перевищило передбачене значення на 82 фут/с. Таким чином, більші позитивні значення різниці найбільш бажані, тому що вони відображають опір балістичному проникненню, що перевищує значення балістичної межі V50, передбачене військовими технічними вимогами. Значення V50, наведені в таблиці 9, оцінювалися після розтріскування (руйнування) плит мішені у процесі балістичних випробувань. В результаті балістичних випробувань зразки, наведені в таблицях 9 і 10, зазнавали вищий рівень тріщиноутворення. Таблиця 9 Охолодження на спокійному повітрі, зразки, підвішені вертикально із проміжком 1 дюйм Зразок 79804AB1 79804AB2 79804AB3 79804AB4 79804AB5 79804AB6 79804AB7 Режим відпускання (темп.°F/час витримування при темп./охолодження) 200/60/AC 200/60/AC + 350/60/AC 200/60/AC 200/60/AC 225/60/AC 225/60/AC 225/60/AC Середня Середня твердість V50 (46099C) твердість у стані після відпускання (фут/с) після аустенізації (HB) (HB) -712 712 -712 712 +3 712 640 -712 704 -712 712 -712 712 -712 704 -712 712 15 UA 107091 C2 Таблиця 9 Охолодження на спокійному повітрі, зразки, підвішені вертикально із проміжком 1 дюйм Зразок Режим відпускання (темп.°F/час витримування при темп./охолодження) 79804AB8 79804AB9 79804AB10 400/60/AC 500/60/AC 600/60/AC Середня Середня твердість V50 (46099C) твердість у стані після відпускання (фут/с) після аустенізації (HB) (HB) -155 712 608 -61 712 601 -142 712 601 Таблиця 10 Охолодження вентилятором, зразки, підвішені вертикально з проміжком 1 дюйм Зразок 79373AB1 79373AB2 79373AB3 79373AB4 79373AB5 79373AB6 79373AB7 79373AB8 79373AB9 Середня Режим відпускання Середня V50 (оцінюване) твердість у стані (темп.°F/час витримування твердість після (46099C) (фут/с) після аустенізації при темп./охолодження) відпускання (HB) (HB) 200/60/AC -95 712 675 200/120/AC -47 712 675 225/60/AC +35 712 668 225/120/AC -227 712 682 250/60/AC +82 712 682 250/120/AC +39 712 682 275/60/AC +82 712 682 275/120/AC +13 712 675 300/60/AC -54 712 675 Таблиця 11 Охолодження на спокійному повітрі, пакетовані зразки Зразок 79804AB3 79804AB4 79804AB1 79804AB5 79804AB6 79804AB7 79373DA1 79373DA2 79373DA3 79373DA4 79373DA5 79373DA6 79373DA7 79373DA8 5 Режим відпускання Пакетування (темп.°F/час V50 (46099C) (кількість витримування при (фут/с) плит зразків) темп./охолодження) 2 225/60/AC +191 2 225/60/AC +135 3 225/60/AC +222 3 225/60/AC +198 3 225/60/AC +167 4 225/60/AC +88 4 225/60/AC +97 4 225/60/AC -24 4 225/60/AC +108 5 225/60/AC +114 5 225/60/AC +133 5 225/60/AC +138 5 225/60/AC +140 5 225/60/AC +145 Середня твердість у стані після аустенізації (HB) 653 653 640 640 627 646 601 601 620 627 627 620 620 614 Середня твердість після відпускання (HB) 653 653 627 640 627 646 601 601 607 614 601 601 614 621 [0083] Значення твердості для зразків, наведених у таблиці 11, були значно менше, ніж для зразків у таблицях 9 і 10. Імовірно, ця різниця виникає в результаті розташування зразків у контакті один з іншим під час охолодження від температури аустенізації, що змінює криву охолодження зразків щодо зразків, загартованих на повітрі з таблиць 9 і 10 та фіг. 4. Припускається також, що сповільнене охолодження, використовуване для зразків з таблиці 11, 16 UA 107091 C2 5 10 15 20 25 30 35 40 45 50 55 60 діє як самовідпускання матеріалу в процесі охолодження від температури аустенізації до кімнатної температури. [0084] Як вказувалося раніше, звичайне переконання полягає в тому, що підвищення твердості сталевої броні підвищує стійкість броні до руйнування снарядами, що влучають, і тому буде поліпшувати оцінювані балістичні характеристики, наприклад, при випробуванні значення балістичної межі V50. Зразки з таблиць 9 і 10 за складом були ідентичні зразкам з таблиці 11 і, за винятком способу охолодження від температури аустенізації, оброблялися, по суті, у такий же спосіб. Таким чином, фахівці в галузі виробництва матеріалів сталевої броні вправі очікувати, що зменшення поверхневої твердості зразків з таблиці 11 негативно позначилося би на опорі ударному балістичному проникненню, і спричинило би зменшення значення балістичної межі V50 для зразків з таблиць 9 і 10. [0085] Натомість, автори цього винаходу виявили, що зразки з таблиці 11 несподівано виявили поліпшений опір проникненню, за меншого тріщиноутворення, одночасно зберігаючи позитивні значення V50. Беручи до уваги очевидне поліпшення балістичних властивостей в експериментальних дослідженнях для відпускання сталі після охолодження від температури аустенізації, припускається, що в різних варіантах видалення вторинної окалини корисним було би відпускання при температурах 250-450 °F, переважно, при 375 °F, протягом близько 1 години, після охолодження від температури аустенізації. [0086] Середнє значення балістичної межі V50 у таблиці 11 становить на 119,6 фут/с більше, ніж необхідне значення балістичної межі V50 для зразків за технічними вимогами MIL-A46099C. Відповідно, експериментальні дані в таблиці 11 показують, що варіанти сталевої броні згідно з цим винаходом мають швидкості V50, близькі або вищі за необхідні значення згідно MILA-46099C. Навпаки, середнє значення балістичної межі V50, наведене в таблиці 10, для зразків, охолоджених з високою швидкістю, було всього на 2 фут/с вище, ніж необхідно за технічними вимогами, і зразки виявляли неприйнятний опір множинному тріщиноутворенню. З огляду на те, що вимоги до значення балістичної межі V50 за MIL-A-46099C приблизно на 300-400 фут/с вищі, ніж за технічними вимогами MIL-DTL-461000E, різні варіанти сталевої броні згідно з цим винаходом також наближаються до значень, необхідних згідно MIL-DTL-46100E, або відповідають ім. Жодним чином, не обмежуючи обсяг цього винаходу, значення балістичної межі V50 переважно становлять не менш ніж на 150 фут/с менше значень, передбачених MIL-A46099C. Інакше кажучи, значення балістичної межі V50 є, як мінімум, такі ж за величиною, як значення V50, менше на 150 фут/с, ніж необхідне значення V50 відповідно до технічних вимог MIL-A-46099C, за мінімального поширення тріщин. [0087] Середня характеристика опору проникненню для варіантів з таблиці 11 є значною, і вважається, як мінімум, близькою до деяких дорожчих високолегованих матеріалів броні або броньової плити подвійної твердості K-12®. В цілому, хоча зразки зі сталевої броні з таблиці 11 мають значно меншу поверхневу твердість, ніж зразки з таблиць 9 і 10, вони несподівано демонструють значно більший опір балістичному проникненню, за меншої схильності до поширення тріщин, який близький до балістичного опору деяких дорожчих високолегованих броньових сплавів. [0088] Без наміру пов'язувати це з будь-якою конкретною теорією, автори винаходу вважають, що унікальний склад сталевої броні згідно з цим винаходом і нетрадиційним підходом до охолодження броні від температури аустенізації важливі для створення сталевої броні з несподівано високим опором проникненню. Автори винаходу спостерігали, що високі балістичні характеристики зразків з таблиці 11 були не просто функцією зниженої твердості зразків у порівнянні зі зразками з таблиць 9 і 10. Дійсно, як показано далі в таблиці 12, деякі зразки з таблиці 9 мали після відпускання твердість, практично таку ж, як зразки після відпускання з таблиці 11, але зразки з таблиці 11, охолоджені від температури аустенізації за іншим режимом, ніж зразки з таблиць 9 і 10, мали значно більші значення балістичної межі V50, за зниженого тріщиноутворення. Тому, без наміру зв'язувати це з будь-якою конкретною теорією, припускається, що помітне поліпшення опору проникненню в таблиці 11 можливе в результаті несподіваних і значних змін мікроструктури, що виникають внаслідок незвичайного способу охолодження, і додатково забезпечує матеріалу можливість самовідпускання в процесі охолодження до кімнатної температури. [0089] Хоча в цих випробуваннях крива охолодження була змінена в порівнянні із традиційною стадією загартування на повітрі, шляхом розташування зразків у контакті один з іншим у горизонтальній орієнтації на стояку для охолодження, на підставі спостережень авторів винаходу, обговорюваних тут, припускається, що для позитивного впливу на балістичні характеристики сплаву згідно з цим винаходом можуть використовуватися інші засоби зміни традиційної кривої охолодження. Приклади можливих способів сприятливої зміни кривої 17 UA 107091 C2 охолодження сплаву охоплюють охолодження від температури аустенізації в контрольованій зоні охолодження, або покриття сплаву теплоізоляційним матеріалом, наприклад, каоліновою ватою, протягом усього або частини етапу охолодження сплаву від температури аустенізації. Таблиця 12 Таблиця 9 – Вибрані зразки Середня твердість після відпускання (HB) 640 608 601 601 V50 (46099C) (фут/с) +3 -155 -61 -142 Таблиця 11 – Вибрані зразки Середня твердість V (46099C) (фут/с) після відпускання (HB) 50 640 +198 607 +108 601 +97 601 -24 601 +133 601 +138 5 10 15 20 25 30 35 40 [0090] У світлі переваг, отриманих від високої твердості броньованих об'єктів, низьколеговані сталі, згідно з цим винаходом, можуть мати твердість, як мінімум 550 HB, і в різних варіантах - як мінімум 570 HB або 600 HB. На підставі наведених результатів випробувань і спостережень авторів цього винаходу, сталі, відповідно до цього винаходу, можуть мати твердість понад 550 HB, і меншу за 700 HB, а в різних варіантах понад 550 або 570 HB, і меншу за 675. За різними іншими варіантами, сталі, відповідно до цього винаходу, мають твердість, як мінімум, 600 HB і меншу за 675 HB. Твердість, імовірно, відіграє важливу роль у встановленні балістичних характеристик. Однак експериментальні броньові сплави, вироблені згідно з цим способом, також виявляють несподівано значний опір проникненню через зміни мікроструктури, що виникають внаслідок нетрадиційного способу охолодження зразків, який змінює криві охолодження зразків у порівнянні із кривою, що характеризує звичайну стадію охолодження зразків на повітрі від температури аустенізації. b. Проба 2 [0091] Для вивчення конкретних змін кривих охолодження сплавів, охолоджуваних від температури аустенізації, які можуть, хоча б частково, відповідати за несподіване поліпшення опору балістичному проникненню сплавів відповідно до цього винаходу, проводилися дослідні проби. Дві групи із трьох плит товщиною 0,310 дюймів, що мають хімічний склад, показаний у таблиці 2, нагрівалися до температури аустенізації 871±6 °C протягом 35 хвилин ± 5 хвилин. Для вивчення впливу на криві охолодження зразків від температури аустенізації, групи укладалися в лоток печі у двох різних пристосуваннях. У першому пристосуванні, показаному на фіг. 10, три зразки (позначені DA-7, DA-8, і DA-9) підвішувалися вертикально з мінімальним проміжком між зразками 1 дюйм. Перша термопара (названа "канал 1") установлювалася на лицьовій поверхні середнього зразка (DA-8) підвішених зразків. Друга термопара (канал 2) встановлювалася на зворотній поверхні (тобто, не зверненій до середньої плити) зовнішньої плити (DA-7). У другому пристосуванні, показаному на фіг. 11, три зразки вкладалися пакетом горизонтально, у контакті один з іншим, зразок BA-10 внизу, зразок BA-2 – нагорі, і зразок BA-1 – в середині. Перша термопара (канал 3) встановлювалася на верхній поверхні нижнього зразка, а друга термопара (канал 4) встановлювалася на нижній поверхні верхнього зразка (протилежної верхньої поверхні середнього зразка). Потім кожне пристосування зі зразками нагрівалося та витримувалося при температурі аустенізації, лоток зі зразками витягався з печі та охолоджувався на спокійному повітрі, доки зразки не досягали температури нижче 149 °C. [0092] Твердість (HB) оцінювалася в куті кожного зразка після охолодження від температури аустенізації до кімнатної температури, і знову – після того як кожний підданий аустенізації зразок відпускався протягом 60 хвилин при температурі 107 °C. Результати показані в таблиці 13. 18 UA 107091 C2 Таблиця 13 Зразки Вертикально підвішені DA-7 DA-8 DA-9 Пакетовані горизонтально DA-10 (нижній) BA-1 (середній) BA-2 (верхній) 5 10 15 20 25 30 35 40 45 Твердість (HB) у куті зразка після охолодження від температури аустенізації Твердість (HB) у куті зразка після відпускання 653 627 653 601 601 653 653 653 653 653 627 627 653 653 601 627 627 627 601 653 601 627 653 627 653 653 712 653 653 653 627 653 653 627 653 653 653 682 653 627 682 653 601 653 653 653 653 653 [0093] Крива охолодження, яку показано на фіг. 12, побудована для температури зразків, зареєстрованої на кожному з каналів 1-4 з моменту, коли зразки були витягнуті з печі після аустенізації, до досягнення температури в діапазоні 93-204 °C. На фіг. 12 також показана крива можливого продовження перетворень під час охолодження (CCT), що ілюструє різні фазові зони для сплаву, з плином охолодження від високої температури. На малюнку 13 показаний збільшений вид частини кривої охолодження з фіг. 11, що містить ділянку, в якій кожна із кривих охолодження для каналів 1-4 перетинає теоретичну криву CCT. Аналогічно, на фіг. 14 показана частина кривої охолодження й криві CCT, показані на фіг. 12, у діапазоні температур 260-482 °C зразка. Криві охолодження для каналів 1 і 2 (вертикально підвішені зразки) аналогічні кривим для каналів 3 і 4 (пакетовані зразки). Однак криві для каналів 1 і 2 мають хід, що відрізняється від ходу кривих для каналів 3 і 4, і особливо в початковій частині кривих охолодження (протягом початку стадії охолодження). [0094] Згодом, форма кривих для каналів 1 і 2 відображає більшу швидкість охолодження, ніж для каналів 3 і 4. Наприклад, на ділянці кривої охолодження, в якій окремі криві охолодження каналу спочатку перетинають криву CCT, швидкість охолодження для каналів 1 і 2 (вертикально підвішені зразки) була приблизно 75,6 °C/хв., і для каналів 3 і 4 (пакетовані зразки) була приблизно 54,4 °C/хв. і приблизно 59,4 °C/хв., відповідно. Як і очікувалося, швидкості охолодження для каналів 3 і 4 припадають між швидкостями охолодження, виміряними для випробувань охолодження, що стосуються двох пакетованих плит 61,7 °C/хв. і 5 пакетованих плит 52,8 °C/хв., як зазначено раніше. Криві охолодження для двох пакетованих плит (2Pl) і 5 пакетованих плит (5Pl) для випробувань охолодження також показані на фіг. 12-14. [0095] Криві охолодження, показані на фіг. 12-14 для каналів 1-4 відображають, що всі швидкості охолодження істотно не відрізнялися. Як показано на фіг. 12 і 13, однак, кожна із кривих спочатку перетинає криву CCT у різних точках, указуючи на різні кількості перетворень, які можуть значно впливати на порівняльні мікроструктури зразків. Зміна точки перетину кривої CCT багато в чому визначається ступенем охолодження, що виникає, доки зразок перебуває при високій температурі. Таким чином, величина охолодження, що виникає в період часу незабаром після витягування зразка з печі, може помітно впливати на кінцеву мікроструктуру зразків, і це, у свою чергу, може забезпечити або сприяти несподіваному поліпшенню опору балістичному проникненню, обговорюваному в цьому документі. Таким чином, експериментальні випробування підтвердили, що спосіб охолодження зразків від температури аустенізації може впливати на мікроструктуру сплаву, і це може, як мінімум, частково відповідати за поліпшення балістичних характеристик броньових сплавів відповідно до цього винаходу. 5. Випробування традиційного охолодження й відпускання [0096] Плити для балістичних випробувань виготовлялися зі сплаву, що має експериментальний хімічний склад, показаний у таблиці 2. Злитки сплаву виготовлялися шляхом переплаву в електродуговій печі, і рафінувалися, використовуючи АОД або АОД і ЕШП. Поверхні злитків шліфувалися, використовуючи звичайні технології. Злитки нагрівалися до температури близько 704 °C, витримувалися до вирівнювання при цій температурі від 6 до 8 годин, нагрівалися зі швидкістю близько 93 °C/годину до температури 1121 °C, і витримувалися при іншій температурі близько 30-40 хвилин на дюйм товщини. Потім злитки очищалися від окалини та піддавалися гарячому вальцюванню до одержання слябів 6-7 дюймів (15,2-17,8 см). 19 UA 107091 C2 5 10 15 20 25 30 Сляби обрізалися ножицями для гарячого різання для утворення слябів з розмірами 6-7 дюймів товщиною, 38-54 дюймів (96,5-137,2 см) довжиною, і 36 дюймів (91,4 см) шириною. [0097] Сляби повторно нагрівалися до температури 1121 °C з витримуванням 1-2 години перед наступним додатковим гарячим вальцюванням для одержання слябів повторного вальцювання товщиною 1,50-2,65 дюймів (3,81-6,73 см). Сляби повторного вальцювання піддавали відпалюванню для зняття внутрішніх напружень, використовуючи звичайний технологічний процес. Поверхня слябів повторного вальцювання потім піддавалася піскоструминному очищенню, і шліфуванню країв і торців. [0098] Сляби повторного вальцювання нагрівалися до 982 °C і витримувалися при цій температурі протягом 20 хвилин на дюйм товщини. Сляби піддавалися чистовому вальцюванню до довгомірних плит з кінцевою каліброваною товщиною в діапазоні від 0,188 дюймів (4,8 мм) до 0,300 дюймів (7,6 мм). [0099] Потім плити переносили до печі для аустенізації легованої сталі шляхом нагрівання до температури в діапазоні від 1450 °F до 1650 °F (( 10° F) з витримуванням 60 хвилин (( 5 хвилин), починаючи з моменту, коли поверхні плит досягнуть межі 10° F від температури аустенізації. Після витримування 60 хвилин плити витягали з печі та залишали для охолодження на спокійному повітрі до кімнатної температури. Після охолодження до кімнатної температури плити піддавалися піскоструминній обробці для очищення й видалення окалини. [00100] Потім плити відпускалися при температурі в діапазоні від 250 °F до 500 °F (( 5° F) з витримуванням при заданій температурі від 450 хвилин до 650 хвилин (( 5 хвилин). Відпущені плити розрізалися на плити розміром 12 на 12 дюймів (30,5 × 30,5 см), що мали різну кінцеву калібровану товщину в діапазоні 0,188-0,300 дюймів. Шість (6) плит розміром 12 на 12 дюймів відбиралися для випробувань твердості та випробувань на стійкість до балістичного проникнення. Число HB кожної відпущеної плити визначалося згідно ASTM E-10. Значення балістичної межі (захисту) V50 для кожної плити визначалося згідно військовим технічним вимогам США (наприклад, MIL-DTL-46100E, MIL-A-46099C, і MIL-DTL-32332) використовуючи снаряди калібру 0,30 M2, AP. [00101] Всі шість (6) плит оброблялися, використовуючи ідентичні способи, за винятком температури відпускання, і вальцювалися до кінцевої товщини. Товщина плит і параметри відпускання, а також число HB у стані після відпускання, визначені для кожної плити, наведені в таблиці 14, а результати балістичних випробувань наведені в таблиці 15. Таблиця 14 Плита Номінальна товщина (дюймів) Середня товщина (дюймів) Температура відпускання (°F) 1005049A 1005049B 1005049C 1005049G 1005049H 1005049I 0,188 0,236 0,250 0,188 0,236 0,250 0,192 0,240 0,254 0,195 0,237 0,252 350 350 350 335 335 335 Час витримування при заданій температурі (хвилин) 480 480 480 480 480 480 (HB) 578 601 601 578 601 601 Таблиця 15 Плита Виміряна балістична межа V50 (фут/с) 1005049A 1005049B 1005049C 1005049G 1005049H 1005049I 2246 2565 2613 2240 2562 2703 Мінімальна Мінімальна Мінімальна Мінімальна балістична балістична балістична балістична межа V50 по MIL- межа V50 по MIL- межа V50 по MIL- межа V50 по MILDTL-46100E A-46099C DTL-32332 DTL-32332 (фут/с) (фут/с) (клас 1) (фут/с) (клас 2) (фут/с) 1765 2280 2103 2303 2162 2574 2445 2645 2258 2653 2520 2720 1793 2299 2129 2329 2140 2557 2428 2628 2245 2642 2510 2710 20 UA 107091 C2 5 10 [00102] На фіг. 15-20 наведено фотографії плит 1005049A-C і 1005049G-I, відповідно, зроблені після балістичних випробувань за військовими технічними вимогами США. Як показано на фотографіях, плити не демонструють помітного розтріскування або поширення тріщин у результаті множинного влучення снарядів калібру 0,30 AP. Як показано раніше, у таблиці 14, твердість кожної із плит перевищує 570 HB, а в чотирьох із шести плит перевищує 600 HB. [00103] У таблиці 16 наведено результати балістичних випробувань як різниця між виміряним значенням балістичної межі V50 і мінімальним значенням балістичної межі V50 за військовими технічними вимогами США (MIL-DTL-46100E, MIL-A-46099C, і MIL-DTL-32332). Наприклад, значення "481" означає, що значення V50 для окремої плити перевищує значення мінімальної необхідної межі V50 за зазначеними військовими технічними вимогами США на 481 фут/с. Значення «-34" означає, що значення V50 для окремої плити було на 34 фут/с менше, ніж значення мінімальної необхідної межі V50 за зазначеними військовими технічними вимогами США. Таблиця 16 Плита Виміряна балістична межа V50 (фут/с) 1005049A 1005049B 1005049C 1005049G 1005049H 1005049I 2246 2565 2613 2240 2562 2703 Різниця між Різниця між Різниця між Різниця між виміряним V50 і виміряним V50 і виміряним V50 і виміряним V50 і мінімальним V50 мінімальним V50 мінімальним V50 мінімальним V50 по MIL-DTLпо MIL-DTLпо MIL-DTLпо MIL-A32332 (клас 1) 32332 (клас 2) 46100E (фут/с) 46099C (фут/с) (фут/с) (фут/с) 481 -34 143 -57 403 -9 120 -80 355 -40 93 -107 447 -59 111 -89 422 5 134 -66 458 61 193 -7 15 20 25 30 35 40 45 [00104] Як показано в таблиці 16, кожна із плит перевищувала мінімальне значення балістичної межі V50 за військовими технічними вимогами США MIL-DTL-46100E і MIL-DTL32332 (клас 1). Дві із шести плит перевищували мінімальну балістичну межу V50 за MIL-A46099C. Кожна із плит виявляла значення балістичної межі V50, що було, як мінімум, того ж рівня, що й значення балістичної межі V50, що становило на 150 фут/с менше, ніж вимоги до характеристик по MIL-A-46099C і вимоги до характеристик класу 2 по MIL-DTL-32332. Природно, кожна із плит виявляла значення балістичної межі V50, що було, як мінімум, тієї ж величини, що й значення балістичної межі V50, що становило на 60 фут/с менше, ніж вимоги до характеристик по MIL-A-46099C і на 110 фут/с менше, ніж вимоги до характеристик класу 2 по MIL-DTL-32332. [00105] Несподівані та дивні балістичні характеристики, зазначені вище, були досягнуті при надвисокій твердості близько 600 HB або понад 600 HB плит з легованої сталі, які не виявляли помітного розтріскування у процесі балістичних випробувань. Такі характеристики досягалися, використовуючи термообробку з аустенізацією, охолодження для загартування сплаву та відпускання для зміцнення сплаву. Припускається, що легувальні домішки, наприклад, нікель, хром і молібден, схильні стабілізувати аустеніт, що утворився під час термообробки з аустенізацією. Стабілізація аустеніту може сповільнювати перетворення аустеніту в інші мікроструктури в процесі охолодження від температур аустенізації. Зменшення швидкості перетворення аустеніту дозволяє утворювати мартенсит, використовуючи менші швидкості охолодження, які в іншому випадку утворювали б мікроструктури, багаті на ферит і цементит. [00106] Вимірювання термічного розширення виконувалися для сплаву, що має дослідний хімічний склад, показаний раніше, у таблиці 2. Вимірювання термічного розширення виконувалися в діапазоні охолодження, починаючи з температур аустенізації (1450 °F-1650 °F) до кімнатної температури. При вимірюванні термічного розширення виявлено, що в сплаві виникає, щонайменше, одне фазове перетворення, у діапазоні температур 300 °F-575 °F. Припускається, що має місце фазове перетворення аустеніту в нижній бейніт, пакетний мартенсит або комбінацію нижнього бейніту та пакетного мартенситу. [00107] Взагалі, якщо сплав, що має експериментальний хімічний склад, показаний у таблиці 2, охолоджувався від температури аустенізації зі швидкістю охолодження вище граничної швидкості охолодження (наприклад, на спокійному повітрі), фаза аустеніту перетворюється на порівняно тверду фазу двійникованого мартенситу та залишковий аустеніт. Залишковий 21 UA 107091 C2 5 10 15 20 25 30 35 40 45 50 55 60 аустеніт згодом може перетворюватися на не відпущений двійникований мартенсит. Припускається, що відпускання винайдених сплавів при температурах поблизу спостережуваного фазового перетворення (наприклад, відпускання при температурі в діапазоні 250 °F-500 °F) може спричинити перетворення залишкового аустеніту на нижній бейніт і/або пакетний мартенсит. Мікроструктури нижнього бейніту та пакетного мартенситу значно пластичніше та міцніше, ніж мікроструктура значно твердішого двійникованого мартенситу. [00108] В результаті, сплави відповідно до різних варіантів цього винаходу, після відпускання в діапазоні 250 °F-500 °F можуть мати мікроструктуру, що складається із двійникованого мартенситу, пакетного мартенситу й/або нижнього бейніту. Це може дати леговану сталь, що має синергетичне сполучення мікроструктури твердого двійникованого мартенситу й мікроструктури більш міцного, пластичного нижнього бейніту й/або пакетного мартенситу. Синергетичне сполучення твердості, міцності й пластичності може надавати властивості високого опору балістичному проникненню та поширенню тріщин у сплавах, описаних у цьому документі. [00109] У різних варіантах вироби, що складаються зі сплаву, розкритого в цьому документі, можуть нагріватися до температур 1450 °F-1650 °F до аустенітної мікроструктури сплаву. У різних варіантах вироби зі сплаву для аустенізації можуть нагріватися, як мінімум 15 хвилин у печі, як мінімум 18 хвилин у печі, або як мінімум 21 хвилину в печі. У різних варіантах вироби зі сплаву можуть нагріватися для аустенізації протягом 15-60 хвилин у печі або протягом 15-30 хвилин у печі. Наприклад, для аустенізації сплаву, плити зі сплаву, що мають калібровану товщину 0,188-0,225 дюймів, можуть нагріватися при температурі 1450 °F-1650 °F протягом, як мінімум, 18 хвилин у печі, а плити зі сплаву, що мають калібровану товщину 0,226-0,313 дюймів, можуть нагріватися при температурі 1450 °F-1650 °F протягом, як мінімум, 21 хвилини в печі. У різних варіантах, вироби зі сплаву можуть нагріватися для аустенізації сплаву при температурі 1450 °F-1650 °F з витримуванням 15-60 хвилин або з витримуванням 15-30 хвилин при заданій температурі. [00110] Для загартування вироби зі сплаву можуть охолоджуватися від температури аустенізації до кімнатної температури на спокійному повітрі. У процесі охолодження вироби зі сплаву, виконані у вигляді листів або плит, можуть вирівнюватися шляхом застосування механічного зусилля до виробу. Наприклад, після охолодження виробів на спокійному повітрі до температур 600 °F – 700 °F, плити можна вирівнювати у вирівнювальних/правильних пристроях. Операція вирівнювання може полягати в застосуванні механічного зусилля до плоских поверхонь виробу. Механічне зусилля може прикладатися, наприклад, використовуючи операцію вальцювання, операцію вирівнювання розтяганням і/або операцію пресування. Механічне зусилля повинне застосовуватися таким чином, щоб у процесі операції вирівнювання калібрована товщина виробів не зменшувалося. Виробам дають продовжити охолоджування в процесі вирівнювання, що припиняється після спаду температури поверхні виробу нижче температури 250 °F. Вироби не повинні укладатися в пакети, доки температура поверхні охолоджуваних виробів не буде нижче 200° F. [00111] У різних варіантах вироби зі сплаву можуть відпускатися при температурі в діапазоні 250 °F – 500 °F. У різних варіантах виріб зі сплаву може відпускатися при температурі в діапазоні 300 °F – 400 °F. У різних варіантах виріб зі сплаву може відпускатися при температурі в діапазоні, наприклад, 325 °F – 375 °F, 235 °F – 350 °F, або 335 °F – 350 °F. У різних варіантах виріб зі сплаву може відпускатися з витримуванням 450-650 хвилин при заданій температурі. У різних варіантах виріб зі сплаву може відпускатися з витримуванням 480-600 хвилин при заданій температурі. У різних варіантах виріб зі сплаву може відпускатися з витримуванням 450500 хвилин при заданій температурі. [00112] У різних варіантах виріб зі сплаву, оброблюваний, як описано нижче, може бути виконаний у вигляді листа або плити зі сплаву. У різних варіантах, виріб зі сплаву можуть виконуватися у вигляді плити, що має середню товщину 0,118-0,630 дюймів (3-16 мм). У різних варіантах, виріб зі сплаву може виконуватися у вигляді плити, що має середню товщину 0,1880,300 дюймів (3-8 мм). У різних варіантах виріб зі сплаву може мати твердість понад 550, 570 або 600 HB. У різних варіантах виріб зі сплаву може мати твердість понад 700, або 675 HB. У різних варіантах виріб зі сплаву може бути виконаний у вигляді сталевої броньової плити. [00113] У різних варіантах, виріб зі сплаву, оброблений в описаному режимі, може виявляти значення V50, що перевищує мінімальне значення балістичної межі V50, передбачене військовими технічними вимогами США MIL-DTL-46100E і MIL-DTL-32332 (клас 1). У різних варіантах, виріб зі сплаву, оброблений в описаному режимі, може виявляти значення V50, що перевищує мінімальне значення балістичної межі V50, передбачене технічними вимогами MILDTL-46100E, щонайменше, на 300, щонайменше, на 350, щонайменше, на 400, або, 22 UA 107091 C2 5 10 15 20 25 30 35 40 щонайменше, на 450 фут/с. У різних варіантах, виріб зі сплаву, оброблений в описаному режимі, може виявляти значення V50, що перевищує мінімальне значення балістичної межі V50, передбачене технічними вимогами MIL-DTL-32332 (клас 1), щонайменше, на 50, щонайменше, на 100, або, щонайменше, на 150 фут/с. У різних варіантах, виріб зі сплаву, оброблений в описаному режимі, може виявляти низьке, мінімальне або нульове тріщиноутворення або поширення тріщин, що виникає через множинне влучення осколків снарядів у броню. [00114] У різних варіантах, виріб зі сплаву, оброблений в описаному режимі, може виявляти значення V50, що перевищує мінімальне значення балістичної межі V50, передбачене технічними вимогами MIL-A-46099C. У різних варіантах, виріб зі сплаву, оброблений в описаному режимі, може виявляти значення V50, як мінімум, рівне значенню балістичної межі V50, передбаченому технічними вимогами MIL-A-46099C і MIL-DTL-32332 (клас 2). У різних варіантах, виріб зі сплаву, оброблений в описаному режимі, може виявляти значення V50, як мінімум, рівне значенню балістичної межі V50, що на 100 фут/с або 60 фут/с менше передбаченого технічними вимогами MIL-A-46099C. У різних варіантах, виріб зі сплаву, оброблений в описаному режимі, може виявляти значення V50, як мінімум, рівне значенню балістичної межі V50, що на 125 фут/с або 110 фут/с менше передбаченого технічними вимогами MIL-DTL-32332 (клас 2). У різних варіантах, виріб зі сплаву, оброблений в описаному режимі, може виявляти низьке, мінімальне або нульове тріщиноутворення або поширення тріщин, що виникає через множинне влучення осколків снарядів у броню. [00115] У різних варіантах, виріб зі сплаву, оброблений в описаному режимі, може мати мікроструктуру, що складається, щонайменше, з пакетного мартенситу й нижнього бейніту. У різних варіантах, виріб зі сплаву, оброблений в описаному режимі, може мати мікроструктуру, що складається з пакетного мартенситу й нижнього бейніту. 6. Процес виробництва броньової плити [00116] Подальші наочні варіанти, що не мають обмежувального характеру, призначені для додаткового опису різних варіантів, наведених у цьому документі, без обмеження його обсягу. У варіантах розглянуті процеси, які можуть використовуватися для виробництва броньових плит з високою твердістю, високою міцністю, балістичним опором і опором тріщиноутворенню. Фахівцям у даній галузі зрозуміло, що можливі зміни варіантів, наприклад, використовуючи різний склад, час, температури й розміри, по-різному описані в цьому документі. a. Варіант 1 [00117] Була підготовлена плавка, що мала хімічний склад, наведений у таблиці 17. Відповідна вихідна сировина плавилася в електродуговій печі. Плавка випускалася в ківш, де до розплаву додавалися відповідні легувальні домішки. Плавка переносилася в ковші, і розливалася в тигель АОД. У ньому плавка піддавалася зневуглецюванню, використовуючи звичайну технологію АОД. Зневуглецьована плавка випускалася в ківш і розливалася в виливницю, а потім кристалізувалася у виливниці. Злиток витягали з виливниці та транспортували до печі ЕШП, де злиток міг переплавлятися та заново розливатися для утворення рафінованого злитка. Операція ЕШП є необов'язковою, і злиток міг оброблятися після кристалізації, після АОД, минаючи ЕШП. Злиток мав прямокутну форму 13 × 36 дюймів і номінальну масу 4500 фунтів. Таблиця 17 C 0,50 45 50 55 Mn 0,50 P 0,009 S 0,0009 Si 0,30 Cr 1,25 Ni 4,00 Mo 0,50 Ce 0,007 La 0,006 N 0,005 B 0,002 [00118] Злиток нагрівався в печі до температури 1300° F протягом семи (7) годин (мінімальний час витримування в печі), після чого злиток нагрівався зі швидкістю 200° F у годину до 2050° F і витримувався при температурі 2050° F протягом 35 хвилин на дюйм товщини злитка (13 дюймів, 455 хвилин). Злиток очищався від окалини та піддавався гарячому вальцюванню при температурі 2050° F на 110-дюймовому вальцівному стані, для формування довгомірного сляба розміром 6 × 36 дюймів. Сляб повторно нагрівався в печі з температурою 2050° F протягом 1,5 години мінімального часу в печі. Сляб піддавався гарячому вальцюванню при температурі 2050° F на 110-дюймовому вальцівному стані для утворення довгомірного сляба повторного вальцювання розміром 2,65 × 36 дюймів. Сляб повторного вальцювання обрізався ножицями для гарячого різання для формування двох (2) слябів повторного вальцювання розміром 2,65 × 36 × 54 дюйми. Сляби повторного вальцювання піддавалися відпалюванню для зняття внутрішніх напружень, використовуючи звичайний технологічний процес. Сляби повторного вальцювання піддавалися піскоструминному очищенню, всі краї й 23 UA 107091 C2 5 10 15 20 25 30 35 40 45 торці шліфувалися, і сляби повторного вальцювання нагрівалися до 1800° F і витримувалися при температурі 1800° F протягом 20 хвилин на дюйм товщини (2,65 дюйми, 53 хвилини). [00119] Сляби повторного вальцювання очищалися від окалини та піддавалися гарячому вальцюванню при температурі 1800° F на 110-дюймовому вальцівному стані, для формування плит розміром 0,313 × 54 × 300 дюймів. За потреби, щоб уникнути закінчення операції вальцювання при температурі, меншій за 1425° F, сляби повторного вальцювання повторно нагрівалися до температури 1800° F між проходами на вальцівному стані. [00120] Плити розміром 0,313 × 54 × 300 дюйма нагрівалися в печі протягом 21 хвилини при температурі 1625° F (мінімальний час у печі) для аустенізації плит. Піч заздалегідь нагрівалася до температури 1625° F, і плити розташовували на 21 хвилину після стабілізації при температурі 1625° F. Вважається, що плити досягають температури 1600-1625° F протягом 21 хвилини мінімального часу в печі. [00121] Через 21 хвилину мінімального часу в печі, аустенізовані плити витягали з печі, і залишали для охолоджування на спокійному повітрі до температури 1000° F. Після охолоджування до 1000° F, плити транспортували мостовим краном до вирівнювальної установки CauffielTM. Після досягнення температури 600 °F-700 °F, плити вирівнювалися у вирівнювальній установці, із застосуванням механічного зусилля до плоских поверхонь розміром 54 × 300 дюймів плит. Механічне зусилля прикладалося таким чином, щоб у процесі операції вирівнювання калібрована товщина плит не зменшувалося. Плитам давали продовжити охолоджування у процесі вирівнювання, що припинявся після спаду температури поверхні плит нижче температури 250 °F. Плити не укладали в пакети, доки температура плит, що охолоджуються, не опускалася нижче° 200 F. [00122] Охолоджені плити піддавали піскоструминному очищенню та різали на різні розміри за довжиною й шириною, використовуючи операцію розрізування абразивною пилкою. Розрізані плити нагрівали до 335° F (( 5° F) у печі з витримуванням протягом 480-600 хвилин (( 5 хвилин) при 335° F (( 5° F) (час витримування при заданій температурі) для відпускання плит, а потім давали охолонути на спокійному повітрі до кімнатної температури. Відпущені плити виявляли твердість, як мінімум, 550 HB. [00123] Відпущені плити знаходять застосування як броньові плити, виявляючи високу твердість, високу міцність, чудовий балістичний опір, і чудову тріщиностійкість. Відпущені плити виявляють значення балістичної межі V50, більше, ніж мінімальне значення балістичної межі, передбачене технічними вимогами MIL-DTL-32332 (клас 1). Відпущені плити також виявляють значення балістичної межі V50, як мінімум, рівне значенню балістичної межі V50, меншому на 150 фут/с, ніж необхідне значення балістичної межі V50, передбачене технічними вимогами MIL-DTL-32332 (клас 2). b. Варіант 2 [00124] Була підготовлена плавка, що мала хімічний склад, наведений у таблиці 18. Відповідна вихідна сировина плавилася в електродуговій печі. Плавка випускалася в ківш, де до розплаву додавалися відповідні легувальні домішки. Плавка переносилася в ковші, і розливалася в тигель АОД. У ньому плавка піддавалася зневуглецюванню, використовуючи звичайну технологію АОД. Зневуглецьована плавка випускалася в ківш і розливалася у виливницю, а потім кристалізувалася у виливниці. Злиток витягався з виливниці та міг транспортуватися до печі ЕШП, де злиток міг переплавлятися та заново розливатися для утворення рафінованого злитка. Операція ЕШП є необов'язковою, і злиток міг оброблятися після кристалізації, після АОД, минаючи ЕШП. Злиток мав прямокутну форму 13 × 36 дюймів і номінальну масу 4500 фунтів. Таблиця 18 C 0,49 50 55 Mn 0,20 P 0,009 S 0,0009 Si 0,20 Cr 1,00 Ni 3,75 Mo 0,40 Ce 0,003 La 0,002 N 0,005 B 0,001 [00125] Злиток нагрівався в печі до температури 1300° F протягом шести (6) годин (мінімальний час у печі), після чого злиток нагрівався зі швидкістю 200° F на годину до 2050° F і витримувався при температурі 2050° F протягом 30 хвилин на дюйм товщини злитка (13 дюймів, 390 хвилин). Злиток очищався від окалини та піддавався гарячому вальцюванню при температурі 2050° F на 110-дюймовому вальцівному стані, для формування довгомірного сляба розміром 6 × 36 дюймів. Сляб повторно нагрівався в печі з температурою 2050° F протягом 1,5 години. Сляб піддавався гарячому вальцюванню при температурі 2050° F на 110-дюймовому вальцівному стані для утворення довгомірного сляба повторного вальцювання розміром 1,75 × 24 UA 107091 C2 5 10 15 20 25 30 35 40 45 50 36 дюймів. Сляб повторного вальцювання різався ножицями для гарячого різання для формування двох (2) слябів повторного вальцювання розміром 1,75 × 36 × 38 дюйма. Сляби повторного вальцювання піддавалися відпалюванню для зняття внутрішніх напружень, використовуючи звичайний технологічний процес. Сляби повторного вальцювання піддавалися піскоструминному очищенню, всі краї й торці шліфувалися, і сляби повторного вальцювання нагрівалися до 1800° F і витримувалися при температурі 1800° F протягом 20 хвилин на дюйм товщини (1,75 дюйма, 35 хвилин). [00126] Сляби повторного вальцювання очищалися від окалини та піддавалися гарячому вальцюванню при температурі 1800° F на 110-дюймовому вальцівному стані, для формування плит розміром 0,188 × 54 × 222 дюймів. За потреби, щоб уникнути закінчення операції вальцювання при температурі, меншій за 1425° F, сляби повторного вальцювання повторно нагрівалися до температури 1800° F між проходами на вальцівному стані. [00127] Плити розміром 0,188 × 54 × 222 дюйма нагрівалися в печі протягом 18 хвилин при температурі 1600° F (мінімальний час у печі) для аустенізації плит. Піч заздалегідь нагрівалася до температури 1600° F, і плити розташовувалися на 18 хвилин після стабілізації при температурі 1600° F. Вважається, що плити досягають температури 1575-1600° F протягом 18 хвилин мінімального часу в печі. [00128] Через 18 хвилин мінімального часу в печі, аустенізовані плити витягали з печі, і залишали для охолоджування на спокійному повітрі до температури 1000° F. Після охолоджування до 1000° F, плити транспортувалися мостовим краном до вирівнювальної установки CauffielTM. Після досягнення температури 600 °F-700 °F, плити вирівнювалися у вирівнювальній установці, із застосуванням механічного зусилля до плоских поверхонь розміром 54 × 222 дюймів плит. Механічне зусилля прикладається таким чином, щоб у процесі операції вирівнювання калібрована товщина плит не зменшувалося. Плитам давали продовжити охолоджування у процесі вирівнювання, що припинявся після спаду температури поверхні плит нижче температури 250 °F. Плити не укладали в пакети, доки температура плит, що охолоджуються, не опускалася нижче° 200 F. [00129] Охолоджені плити піддавали піскоструминному очищенню та різали на різні розміри за довжиною й шириною, використовуючи операцію розрізування абразивною пилкою. Розрізані плити нагрівали до 325° F (( 5° F) у печі з витримуванням протягом 480-600 хвилин (( 5 хвилин) при 325° F (( 5° F) (час витримування при заданій температурі) для відпускання плит, а потім давали охолонути на спокійному повітрі до кімнатної температури. Відпущені плити виявляли твердість, як мінімум, 550 HB. [00130] Відпущені плити знаходять застосування як броньові плити, маючи високу твердість, високу міцність, чудовий балістичний опір, і чудову тріщиностійкість. Відпущені плити виявляють значення балістичної межі V50, більше, ніж мінімальне значення балістичної межі, передбачене технічними вимогами MIL-DTL-32332 (клас 1). Відпущені плити також виявляють значення балістичної межі V50, як мінімум, рівне значенню балістичної межі V50, менше на 150 фут/с, ніж необхідне значення балістичної межі V50, передбачене технічними вимогами MIL-DTL-32332 (клас 2). c. Варіант 3 [00131] Була підготовлена плавка, що мала хімічний склад, наведений у таблиці 19. Відповідна вихідна сировина плавилася в електродуговій печі. Плавка випускалася в ківш, де до розплаву додавалися відповідні легувальні домішки. Плавка переносилася в ковші, і розливалася в тигель АОД. У ньому плавка піддавалася зневуглецюванню, використовуючи звичайну технологію АОД. Зневуглецьована плавка випускалася в ківш і розливалася у виливницю, а потім кристалізувалася у виливниці. Злиток витягався з виливниці й міг транспортуватися до печі ЕШП, де злиток міг переплавлятися та заново розливатися для утворення рафінованого злитка. Операція ЕШП є необов'язковою, і злиток міг оброблятися після кристалізації, після АОД, минаючи ЕШП. Злиток мав прямокутну форму 13 × 36 дюймів і номінальну масу 4500 фунтів. Таблиця 19 C 0,51 55 Mn 0,80 P 0,010 S 0,001 Si 0,40 Cr 1,50 Ni 4,25 Mo 0,60 Ce 0,01 La 0,01 N 0,007 B 0,003 [00132] Злиток нагрівався в печі до температури 1300° F протягом восьми (8) годин (мінімальний час у печі), після чого злиток нагрівався зі швидкістю 200° F на годину до 2050° F і витримувався при температурі 2050° F протягом 40 хвилин на дюйм товщини злитка (13 дюймів, 25 UA 107091 C2 5 10 15 20 25 30 35 40 45 50 55 520 хвилин). Злиток очищався від окалини та піддавався гарячому вальцюванню при температурі 2050° F на 110-дюймовому вальцівному стані, для формування довгомірного сляба розміром 6 × 36 дюймів. Сляб повторно нагрівався в печі з температурою 2050° F протягом 1,5 години. Сляб піддавався гарячому вальцюванню при температурі 2050° F на 110-дюймовому вальцівному стані для утворення довгомірного сляба повторного вальцювання розміром 1,75 × 36 дюймів. Сляб повторного вальцювання різався ножицями для гарячого різання для формування двох (2) слябів повторного вальцювання розміром 1,75 × 36 × 50 дюймів. Сляби повторного вальцювання піддавалися відпалюванню для зняття внутрішніх напружень, використовуючи звичайний технологічний процес. Сляби повторного вальцювання піддавалися піскоструминному очищенню, всі краї й торці шліфувалися, і сляби повторного вальцювання нагрівалися до 1800° F і витримувалися при температурі 1800° F протягом 20 хвилин на дюйм товщини (1,75 дюйма, 35 хвилин). [00133] Сляби повторного вальцювання очищалися від окалини та піддавалися гарячому вальцюванню при температурі 1800° F на 110-дюймовому вальцівному стані, для формування плит розміром 0,250 × 54 × 222 дюймів. За потреби, щоб уникнути закінчення операції вальцювання при температурі, меншій за 1425° F, сляби повторного вальцювання повторно нагрівалися до температури 1800° F між проходами на вальцівному стані. [00134] Плити розміром 0,250 × 54 × 222 дюйма нагрівалися в печі протягом 21 хвилини при температурі 1625° F (мінімальний час у печі) для аустенізації плит. Піч заздалегідь нагрівалася до температури 1625° F, і плити розташовувалися на 21 хвилину після стабілізації при температурі 1625° F. Вважається, що плити досягають температури 1600-1625° F протягом 21 хвилин мінімального часу в печі. [00135] Через 21 хвилину мінімального часу в печі, аустенізовані плити витягали з печі, і залишали для охолоджування на спокійному повітрі до температури 1000° F. Після охолоджування до 1000° F, плити транспортувалися мостовим краном до вирівнювальної установки CauffielTM. Після досягнення температури 600 °F-700 °F, плити вирівнювалися у вирівнювальній установці, із застосуванням механічного зусилля до плоских поверхонь розміром 54 × 222 дюймів плит. Механічне зусилля прикладалося таким чином, щоб у процесі операції вирівнювання калібрована товщина плит не зменшувалося. Плитам давали продовжити охолоджування у процесі вирівнювання, що припинявся після спаду температури поверхні плит нижче температури 250 °F. Плити не укладали в пакети, доки температура плит, що охолоджуються, не опускалася нижче° 200 F. [00136] Охолоджені плити піддавали піскоструминному очищенню та різали на різні розміри за довжиною й шириною, використовуючи операцію розрізування абразивною пилкою. Розрізані плити нагрівали до 350° F (( 5° F) у печі з витримуванням протягом 480-600 хвилин (( 5 хвилин) при 350° F (( 5° F) (час витримування при заданій температурі) для відпускання плит, а потім давали охолонути на спокійному повітрі до кімнатної температури. Відпущені плити виявляли твердість, як мінімум, 550 HB. [00137] Відпущені плити знаходять застосування як броньові плити, маючи високу твердість, високу міцність, чудовий балістичний опір, і чудову тріщиностійкість. Відпущені плити виявляють значення балістичної межі V50, більше, ніж мінімальне значення балістичної межі, передбачене технічними вимогами MIL-DTL-32332 (клас 1). Відпущені плити також виявляють значення балістичної межі V50, як мінімум, рівне значенню балістичної межі V50, меншому на 150 фут/с, ніж необхідне значення балістичної межі V50, передбачене технічними вимогами MIL-DTL-32332 (клас 2). d. Варіант 4 [00138] Була підготовлена плавка, що мала хімічний склад, представлений у таблиці 20. Відповідна вихідна сировина плавилася в електродуговій печі. Плавка випускалася в ківш, де до розплаву додавалися відповідні легувальні домішки. Плавка переносилася в ковші, і розливалася в тигель АОД. У ньому плавка піддавалася зневуглецюванню, використовуючи звичайну технологію АОД. Зневуглецьована плавка випускалася в ківш і розливалася у виливницю, а потім кристалізувалася у виливниці для утворення злитка розміром 8 × 38 × 115 дюймів. Злиток витягався з виливниці й транспортувався до печі ЕШП, де злиток переплавлявся та заново розливався для утворення рафінованого злитка. Рафінований злиток мав прямокутну форму 12 × 42 дюймів і номінальну масу 9500 фунтів. Таблиця 20 C 0,50 Mn 0,50 P 0,009 S 0,0009 Si 0,30 Cr 1,25 Ni 4,00 26 Mo 0,50 Ce 0,007 La 0,006 N 0,005 B 0,002 UA 107091 C2 5 10 15 20 25 30 35 40 45 50 55 60 [00139] Рафінований злиток розміром 12 × 42 дюйма вальцювали у сляб розміром 2,7 × 42 × 63 дюймів. Сляб нагрівався в печі при 1800° F протягом однієї (1) години (мінімальний час у печі), після чого сляб витримувався при 1800° F протягом додаткових 20 хвилин на дюйм товщини (2,7 дюйми, 54 додаткових хвилини). Сляб очищався від окалини та піддавався гарячому вальцюванню при температурі 1800° F на 110-дюймовому вальцівному стані для утворення довгомірного сляба повторного вальцювання розміром 1,5 × 42 дюйма. Сляб повторного вальцювання різався ножицями для гарячого різання для формування двох (2) слябів повторного вальцювання розміром 1,5 × 42 × 48 дюйма. Сляби повторного вальцювання піддавалися відпалюванню для зняття внутрішніх напружень, використовуючи звичайний технологічний процес. Сляби повторного вальцювання піддавалися піскоструминному очищенню, всі краї й торці шліфувалися, і сляби повторного вальцювання нагрівалися до 1800° F і витримувалися при температурі 1800° F протягом 20 хвилин на дюйм товщини (1,5 дюйма, 30 хвилин). [00140] Сляби повторного вальцювання очищалися від окалини та піддавалися гарячому вальцюванню при температурі 1800° F на 110-дюймовому вальцівному стані, для формування плит розміром 0,238 × 54 × 222 дюймів. За потреби, щоб уникнути закінчення операції вальцювання при температурі, меншій за 1425° F, сляби повторного вальцювання повторно нагрівалися до температури 1800° F між проходами на вальцівному стані. [00141] Плити розміром 0,238 × 54 × 222 дюйма нагрівалися в печі протягом 21 хвилини при температурі 1625° F (мінімальний час у печі) для аустенізації плит. Піч заздалегідь нагрівалася до температури 1625° F, і плити розташовувалися на 21 хвилину після стабілізації при температурі 1625° F. Вважається, що плити досягають температури 1600-1625° F протягом 21 хвилин мінімального часу в печі. [00142] Через 21 хвилину мінімального часу в печі, аустенізовані плити витягали з печі, і залишали для охолоджування на спокійному повітрі до температури 1000 °F. Після охолоджування до 1000 °F, плити транспортували мостовим краном до вирівнювальної установки CauffielTM. Після досягнення температури 600 °F-700 °F, плити вирівнювали у вирівнювальній установці, із застосуванням механічного зусилля до плоских поверхонь розміром 54 × 222 дюймів плит. Механічне зусилля прикладалося таким чином, щоб у процесі операції вирівнювання калібрована товщина плит не зменшувалася. Плитам давали продовжити охолоджування у процесі вирівнювання,що припинявся після спаду температури поверхні плит нижче температури 250 °F. Плити не укладали в пакети, доки температура плит, що охолоджуються, не опускалася нижче° 200 F. [00143] Охолоджені плити піддавали піскоструминному очищенню та різали на різні розміри за довжиною й шириною, використовуючи операцію розрізування абразивною пилкою. Розрізані плити нагрівали до 335° F (( 5° F) у печі з витримуванням протягом 480-600 хвилин (( 5 хвилин) при 335° F (( 5° F) (час витримування при заданій температурі) для відпускання плит, а потім давали охолонути на спокійному повітрі до кімнатної температури. Відпущені плити виявляли твердість, як мінімум, 550 HB. [00144] Відпущені плити знаходять застосування як броньові плити, маючи високу твердість, високу міцність, чудовий балістичний опір, і чудову тріщиностійкість. Відпущені плити виявляють значення балістичної межі V50, більше, ніж мінімальне значення балістичної межі, передбачене технічними вимогами MIL-DTL-32332 (клас 1). Відпущені плити також виявляють значення балістичної межі V50, як мінімум, рівне значенню балістичної межі V50, меншому на 150 фут/с, ніж необхідне значення балістичної межі V50, передбачене технічними вимогами MIL-DTL-32332 (клас 2). [00145] Сталева броня відповідно до цього винаходу може забезпечити велике значення, оскільки вона виявляє балістичні характеристики, як мінімум, на рівні з дорожчими, високолегованими сплавами, при цьому містить значно менші рівні дорогих легувальних елементів, наприклад, нікель, молібден і хром. Крім того, сталева броня згідно з цим винаходом виявляє балістичні характеристики, як мінімум, на рівні з передбаченими військовими технічними вимогами США для багатошарової броньової плити подвійної твердості, такими як, наприклад, вимоги, передбачені технічними вимогами MIL-A-46099C. З урахуванням характеристик і переваг у витратах варіантів сталевої броні згідно з цим винаходом, припускається, що така броня становить собою істотний крок уперед у порівнянні з іншими наявними броньовими сплавами. [00146] Плита зі сплаву й інша катана продукція, вироблена відповідно до цього винаходу, може використовуватися для звичайного застосування як броня. Таке застосування охоплює, наприклад, броньоване обшивання й інші елементи бойових машин, озброєнь, броньованих 27 UA 107091 C2 5 10 15 20 дверей і корпусів, та інші вироби, що вимагають або виграють від захисту від снарядів, що влучають, вибухових речовин, та інших високоенергетичних уражальних факторів. Ці варіанти можливих застосувань для сплавів відповідно до цього винаходу пропонуються тільки як приклад, і не є вичерпними для всіх сфер застосування цих сплавів. Фахівці зі звичайною підготовкою після прочитання цього винаходу можуть легко визначити додаткові сфери застосування для описаних сплавів. Припускається, що фахівці в даній галузі зможуть виготовити всі такі вироби зі сплавів відповідно до цього винаходу на підставі знань, що існують на сучасному рівні техніки. Відповідно, подальше обговорення технології виробництва для таких виробів необов'язково. [00147] Цей винахід написаний з посиланнями на різні зразкові, ілюстративні варіанти, що не мають обмежувального характеру. Однак звичайні фахівці в даній галузі повинні визнати, що різні заміни, зміни або сполучення для кожного з варіантів винаходу (або його частини) можуть бути зроблені без відступу від обсягу винаходу, як це визначено винятково пунктами формули. Таким чином, припускається й зрозуміло, що цей винахід містить у собі додаткові варіанти, явно не викладені в цьому документі. Такі варіанти можуть бути отримані, наприклад, шляхом сполучення, зміни або реорганізації будь-яких розкритих етапів, інгредієнтів, складових, компонентів, елементів, параметрів, аспектів та ін. для описаних варіантів. Таким чином, винахід обмежений не описом різних варіантів, зразкових, ілюстративних, що не носять обмежувального характеру, а винятково пунктами формули. Таким чином, автори винаходу зберігають за собою право у процесі розгляду вносити зміни у формулу для додавання параметрів, як по-різному описано в цьому документі. ФОРМУЛА ВИНАХОДУ 25 30 35 40 45 50 55 1. Спосіб виробництва виробів зі сплаву, що включає: аустенізацію виробів зі сплаву за допомогою нагрівання виробів зі сплаву при температурі від 777 °С до 899 °С (1450 °F до 1650 °F) з мінімальним часом у печі щонайменше протягом 15 хвилин, причому сплав містить у масових відсотках від загальної маси сплаву: 0,40-0,53 вуглецю, 0,15-1,00 марганцю, 0,15-0,45 кремнію, 0,95-1,70 хрому, 3,30-4,30 нікелю, 0,35-0,65 молібдену, 0,0002-0,0050 бору, 0,001-0,015 церію, 0,001-0,015 лантану,щонайбільше 0,002 сірки, щонайбільше 0,015 фосфору, щонайбільше 0,011 азоту, залізо і випадкові домішки, охолодження виробів зі сплаву від температури аустенізації на спокійному повітрі з проміжком від інших виробів зі сплаву, причому в сплаві виникає фазове перетворення в діапазоні температур 148-302 °С (300-575 °F), і відпускання виробів зі сплаву при температурі від 121 °С до 260 °С (від 250 °F до 500 °F) з витримуванням при заданій температурі протягом від 450 хвилин до 650 хвилин, забезпечуючи, таким чином, відпускання виробів зі сплаву. 2. Спосіб за п. 1, який відрізняється тим, що включає відпускання виробів зі сплаву при температурі від 162 °С до 176 °С (від 325 °F до 350 °F) з витримуванням при заданій температурі протягом від 480 хвилин до 600 хвилин, забезпечуючи, таким чином, відпускання виробів зі сплаву. 3. Спосіб за п. 1, який відрізняється тим, що відпущені вироби зі сплаву виявляють твердість, більшу ніж 570 НВ і меншу ніж 675 НВ. 4. Спосіб за п. 1, який відрізняється тим, що відпущені вироби зі сплаву виявляють твердість, більшу ніж 600 НВ і меншу ніж 675 НВ. 5. Спосіб за п. 1, який відрізняється тим, що відпущені вироби виявляють значення балістичної межі V50, яке більше, ніж мінімальне значення балістичної межі V50, передбачене технічними вимогами MIL-DTL-32332 (клас 1). 28
ДивитисяДодаткова інформація
Автори англійськоюBailey, Ronald, E., Swiatek, Glenn, J., Parayil, Thomas, R.
Автори російськоюБейли Рональд Э., Свайатек Гленн Дж., Парайил Томас Р.
МПК / Мітки
МПК: C22C 38/08, C22C 38/04, F41H 5/00, C22C 38/00, C22C 38/02, C21D 9/42
Мітки: твердістю, заліза, міцністю, виробництва, високою, основі, їхнього, способи, сплави
Код посилання
<a href="https://ua.patents.su/41-107091-splavi-na-osnovi-zaliza-z-visokoyu-tverdistyu-visokoyu-micnistyu-i-sposobi-khnogo-virobnictva.html" target="_blank" rel="follow" title="База патентів України">Сплави на основі заліза з високою твердістю, високою міцністю і способи їхнього виробництва</a>
Дріт конденсаторного сорту з більш високими міцністю на розрив і твердістю
Номер патенту: 84126
Опубліковано: 25.09.2008
Автори: Кумар Прабхат, Мален Річард
МПК: H01G 9/042, H01G 9/048
Мітки: більш, твердістю, розрив, високими, сорту, міцністю, конденсаторного, дріт
Формула / Реферат:
1. Спосіб виготовлення провідникового дроту з ніобію з добавкою кремнію, який включає:(а) формування порошку ніобію з низьким вмістом кисню гідруванням зливка ніобію або ніобієвої заготовки і подрібнювання або дроблення зливка або заготовки з одержанням порошку з розмірами частинок, визначених за методом середнього діаметра частинок за Фішером, у межах менш ніж приблизно 150 мікронів;(б) дегідрування порошку і при необхідності...
Шихта для виготовлення керамічного матеріалу з високою твердістю та тріщиностійкістю
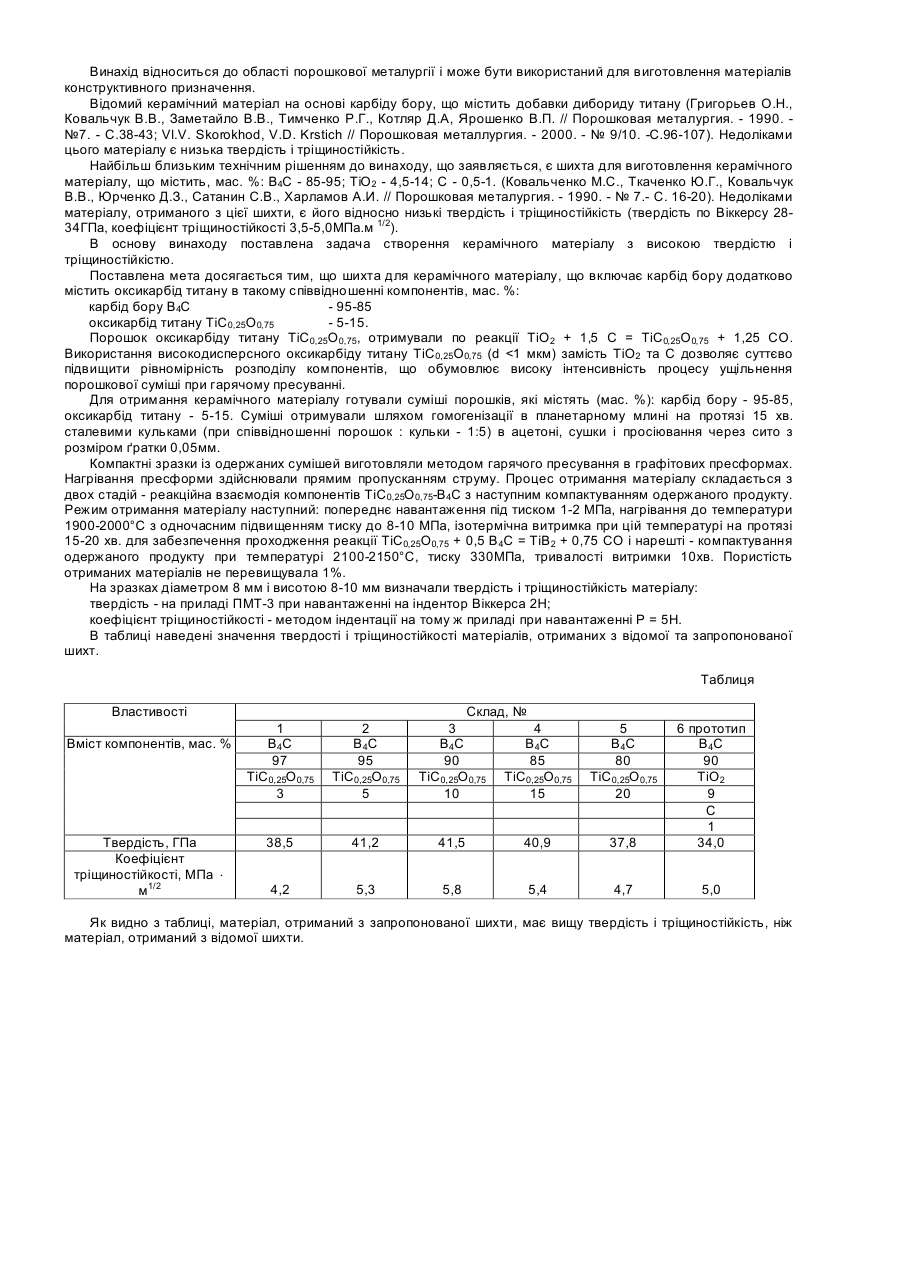
Номер патенту: 67541
Опубліковано: 15.06.2004
Автори: Ткаченко Юрій Григорович, Прилуцький Емануїл Вольфович, Юрченко Джемма Захарівна
МПК: C04B 35/563, C04B 35/56
Мітки: високою, матеріалу, виготовлення, тріщиностійкістю, керамічного, твердістю, шихта
Формула / Реферат:
Шихта для виготовлення керамічного матеріалу з високою твердістю та тріщиностійкістю, що включає карбід бору, яка відрізняється тим, що вона додатково містить оксикарбід титану в такому співвідношенні компонентів, мас. %: оксикарбід титану ТіС0,25О0,75 5-15 карбід бору В4С решта.
Композитний матеріал з високою міцністю зчеплення, спосіб одержання та застосування, зокрема в цигаркових фільтрах
Номер патенту: 101024
Опубліковано: 25.02.2013
Автори: Вйо Жан-Франсуа, Гуммель Андреас, Ляперзонн Філіпп, Габек Карстен
МПК: A24D 3/10, B01J 20/28, B01J 20/20, B01J 20/10, B01J 20/06, A24D 3/08, A24D 3/16, B01J 20/16, B01J 20/00
Мітки: міцністю, цигаркових, застосування, одержання, матеріал, зчеплення, композитний, спосіб, зокрема, високою, фільтрах
Формула / Реферат:
1. Композитний матеріал, який відрізняється тим, що складається з принаймні одного полімеру (Р) та принаймні однієї сполуки (С), вибраної з неорганічних оксидів, силікоалюмінатів та активованого вугілля, та має:медіанний розмір часток, що складає принаймні 150 мкм,об'єм пор (Vd1), утворений порами діаметром від 3,6 до 1000 нм, що становить принаймні 0,4 см3/г, таіндекс міцності зчеплення (показник когезії) СIN, що...
Композитний матеріал з високою міцністю зчеплення, спосіб одержання та застосування, зокрема в цигаркових фільтрах
Номер патенту: 102217
Опубліковано: 25.06.2013
Автори: Перен Ерік, Еберхардт Роберт
МПК: A24D 3/16, A24D 3/02, B01J 20/06, B01J 20/16, B01J 20/20
Мітки: застосування, одержання, зчеплення, матеріал, міцністю, високою, цигаркових, фільтрах, композитний, спосіб, зокрема
Формула / Реферат:
1. Композитний матеріал для цигаркових фільтрів, який відрізняється тим, що він утворений з принаймні одного полімеру (П), який являє собою ацетат целюлози, і з принаймні однієї сполуки (С), вибраної з осадженого діоксиду кремнію та суміші осадженого діоксиду кремнію та активованого вугілля, при цьому композитний матеріал має:- середній розмір частинок принаймні 100 мкм;- об'єм пор (Vd1), утворений з пор діаметром від 3,6 до...
Порошкова металургійна композиція на основі заліза, композиційне мастило на її основі та спосіб його виробництва
Номер патенту: 95096
Опубліковано: 11.07.2011
Автори: Солімньяд Нагі, Алін Оса, Алквіст Анна, Ларссон Пер-Олоф
МПК: C10M 171/00, C22C 33/02, B22F 1/02, C10M 177/00, B22C 1/00
Мітки: мастило, металургійна, спосіб, композиційне, композиція, порошкова, основі, виробництва, заліза
Формула / Реферат:
1. Порошкова металургійна композиція на основі заліза, що містить порошок заліза або на основі заліза і дисперсне композиційне мастило, причому вказане композиційне мастило містить частинки, що мають серцевину, яка містить тверде органічне мастило, вибране з групи, яка складається з моноамідів жирних кислот, бісамідів жирних кислот, поліетилену, поліетиленового воску і вторинних амідів жирних кислот, причому згадана серцевина частинок...
Попередній патент: Пристрій для розведення трихограми
Наступний патент: Заміщені похідні карбамоїлметиламінооцтової кислоти як інгібітори nep
Випадковий патент: Теплогенератор