Порошкова металургійна композиція на основі заліза, композиційне мастило на її основі та спосіб його виробництва
Номер патенту: 95096
Опубліковано: 11.07.2011
Автори: Ларссон Пер-Олоф, Солімньяд Нагі, Алін Оса, Алквіст Анна

Формула / Реферат
1. Порошкова металургійна композиція на основі заліза, що містить порошок заліза або на основі заліза і дисперсне композиційне мастило, причому вказане композиційне мастило містить частинки, що мають серцевину, яка містить тверде органічне мастило, вибране з групи, яка складається з моноамідів жирних кислот, бісамідів жирних кислот, поліетилену, поліетиленового воску і вторинних амідів жирних кислот, причому згадана серцевина частинок дисперсного композиційного мастила містить налиплі на неї тонкодисперсні частинки вуглецю.
2. Композиція за п. 1, яка відрізняється тим, що частинки вуглецю вибрані з природного або синтетичного графіту, вуглецевої сажі, активованого вуглецю, вугілля і антрациту.
3. Композиція за п. 1, яка відрізняється тим, що частинки вуглецю вибрані з природного або синтетичного графіту і вуглецевої сажі.
4. Композиція за п. 1, яка відрізняється тим, що частинки вуглецю утворюють покриття на серцевині частинок дисперсного композиційного мастила.
5. Композиція за п. 1, яка відрізняється тим, що матеріал органічної серцевини частинок дисперсного композиційного мастила вибраний з групи, що складається з жирних кислот, восків, полімерів або їх похідних і сумішей.
6. Композиція за п. 1, яка відрізняється тим, що середній розмір органічної серцевини частинок дисперсного композиційного мастила становить 0,5-100 мкм.
7. Композиція за п. 1, яка відрізняється тим, що вміст композиційного мастила в порошковій металевій композиції становить 0,05-2 % по масі.
8. Композиція за п. 1, яка відрізняється тим, що розмір серцевини частинок дисперсного композиційного мастила щонайменше в п'ять разів більше, ніж розмір частинок вуглецю.
9. Композиція за п. 2, яка відрізняється тим, що розмір частинок вуглецевої сажі складає менше 200 нм.
10. Композиція за п. 2, яка відрізняється тим, що вміст вуглецевої сажі в композиційному мастилі становить 0,1-25 % по масі.
11. Композиція за п. 2, яка відрізняється тим, що середній розмір частинок графіту складає менше 10 мкм.
12. Композиція за п. 2, яка відрізняється тим, що вміст графіту в композиційному мастилі становить 0,1-25 % по масі.
13. Композиційне мастило для порошкових металевих композицій, яке містить частинки, що мають серцевину, яка містить тверде органічне мастило, вибране з групи, яка складається з моноамідів жирних кислот, бісамідів жирних кислот, поліетилену, поліетиленового воску і вторинних амідів жирних кислот, причому згадана серцевина частинок дисперсного композиційного мастила має налиплі на неї тонкодисперсні частинки.
14. Спосіб виробництва дисперсного композиційного мастила, за яким змішують органічний дисперсний мастильний матеріал і тонкодисперсні частинки вуглецю при таких умовах, що частинки вуглецю налипають на поверхню органічного дисперсного мастильного матеріалу, причому органічний дисперсний мастильний матеріал вибирають з групи, яка складається з моноамідів жирних кислот, бісамідів жирних кислот, поліетилену, поліетиленового воску і вторинних амідів жирних кислот.
Текст
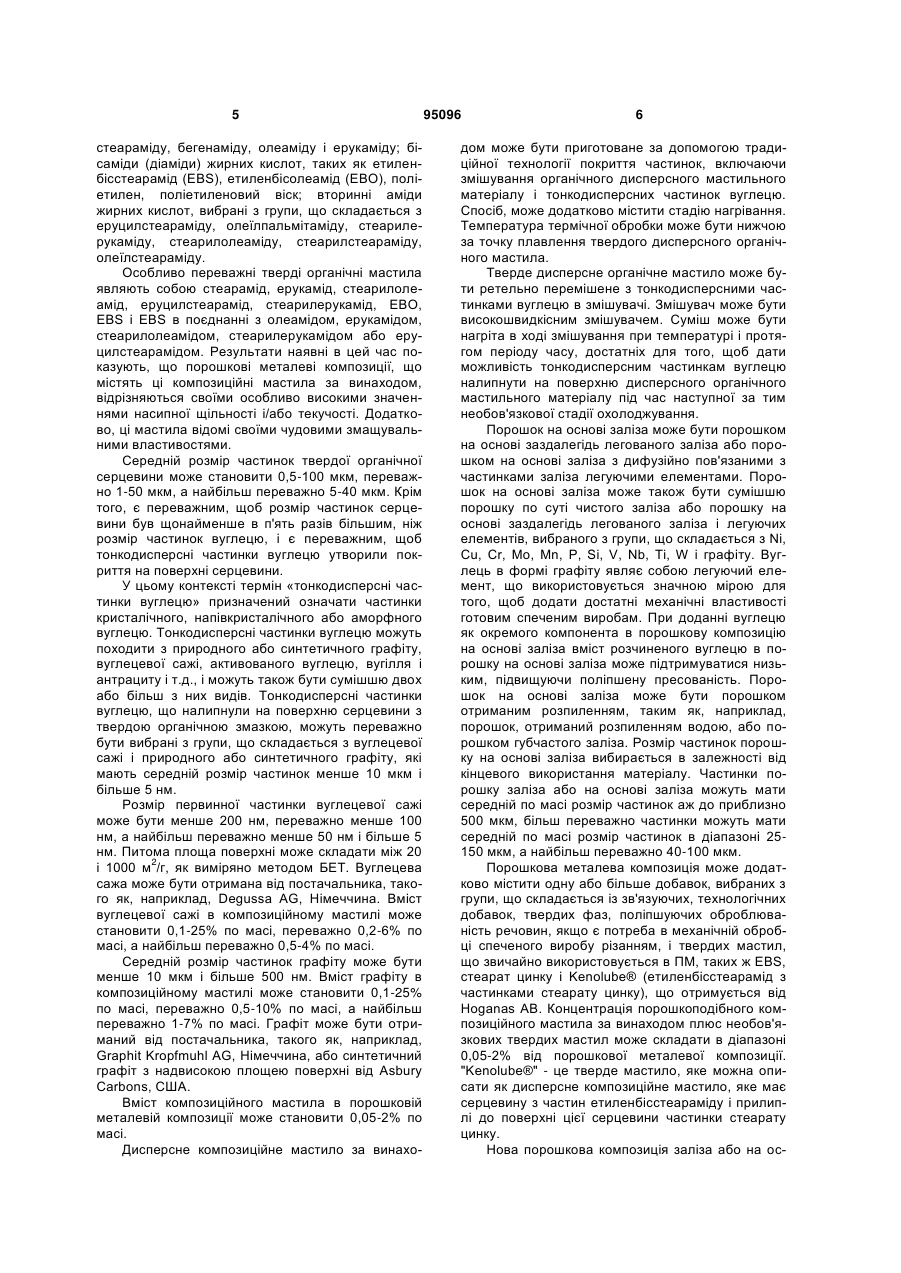
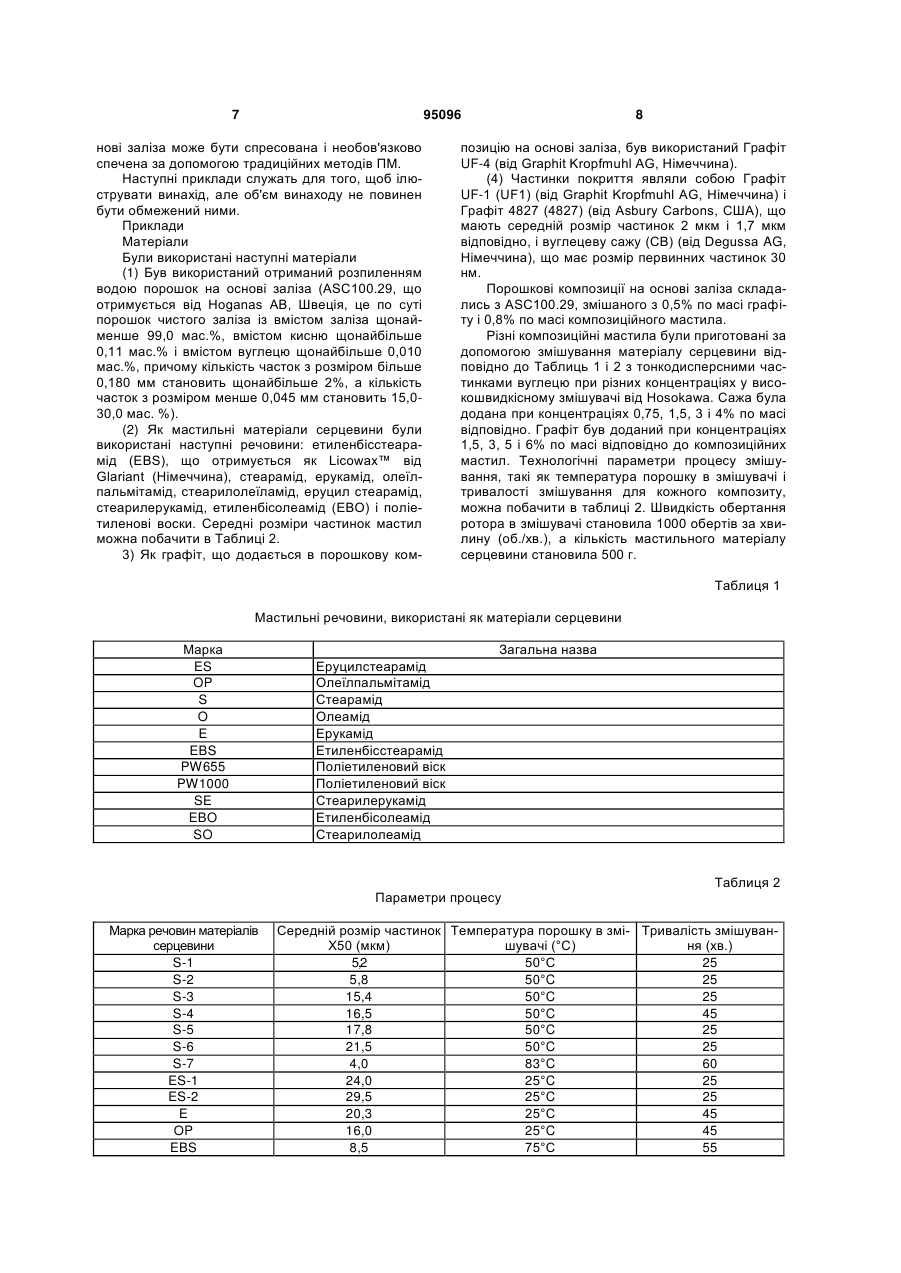
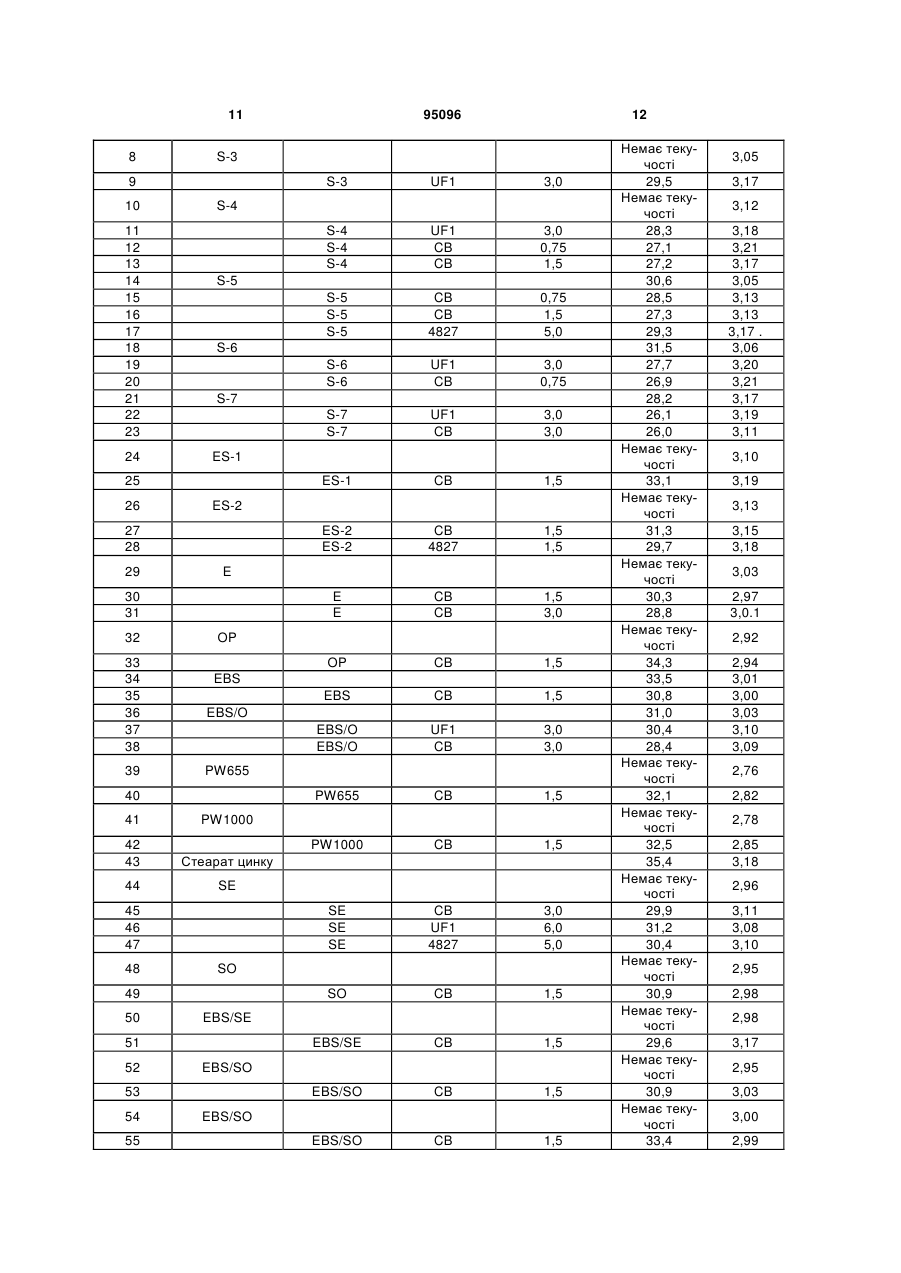
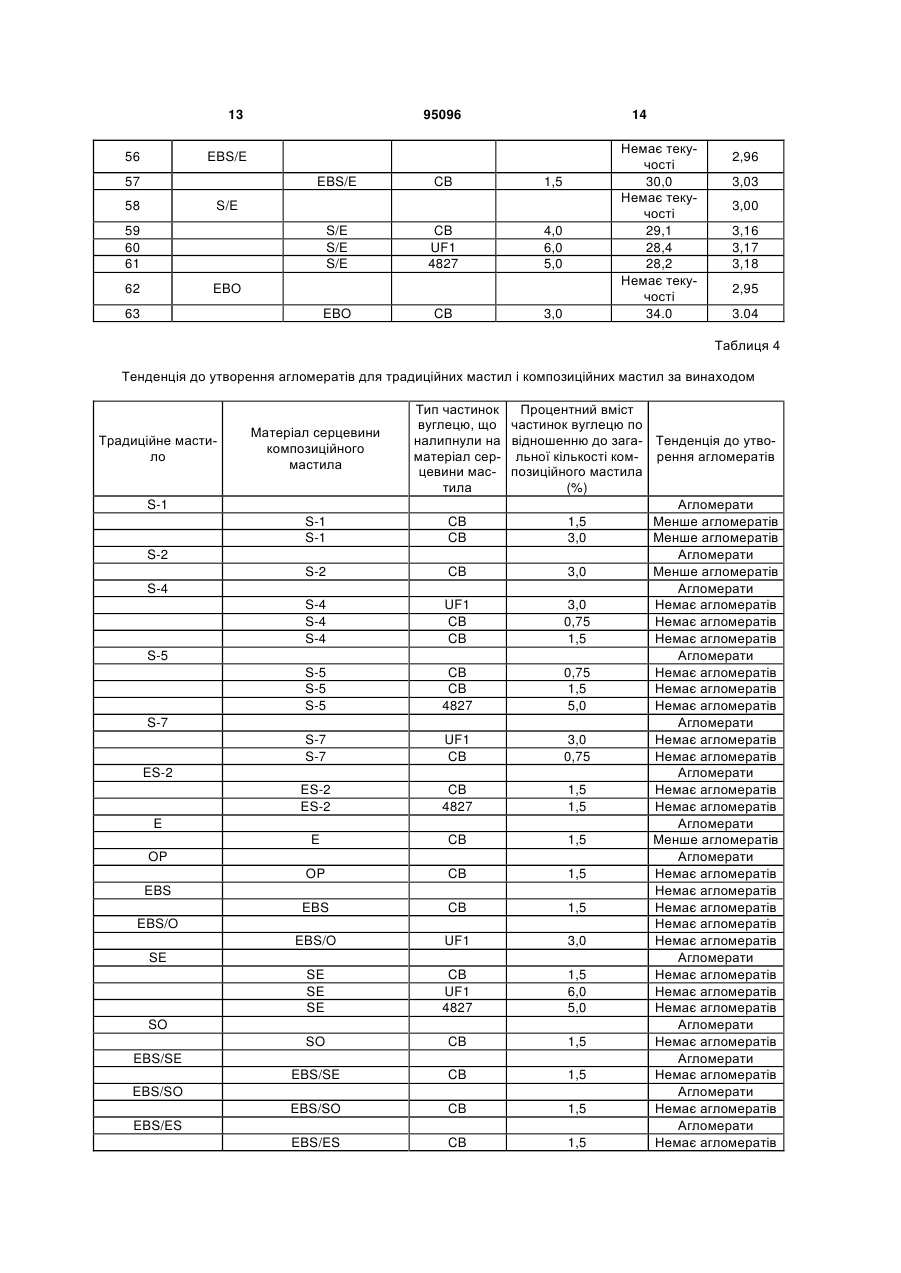
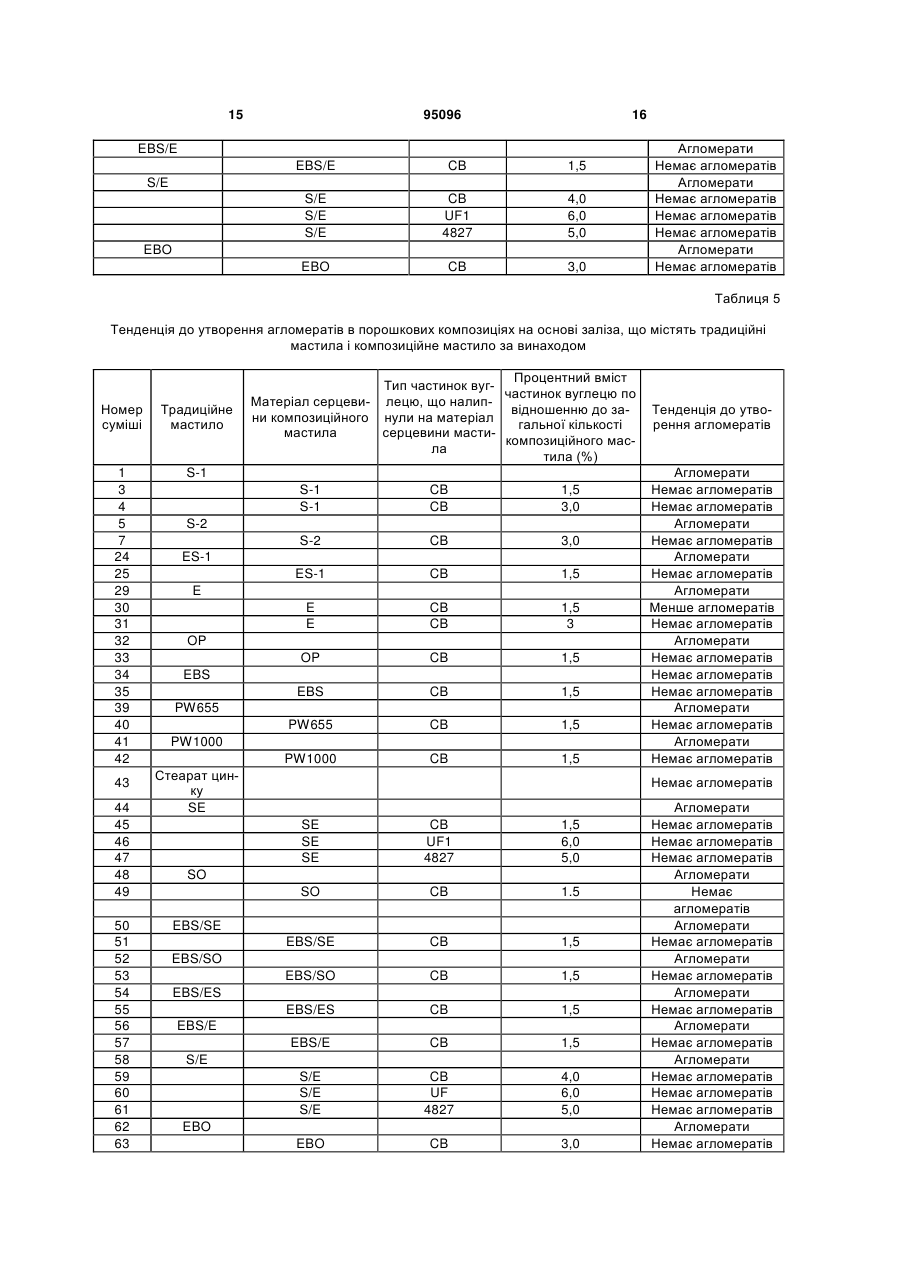
1. Порошкова металургійна композиція на основі заліза, що містить порошок заліза або на основі заліза і дисперсне композиційне мастило, причому вказане композиційне мастило містить частинки, що мають серцевину, яка містить тверде органічне мастило, вибране з групи, яка складається з моноамідів жирних кислот, бісамідів жирних кислот, поліетилену, поліетиленового воску і вторинних амідів жирних кислот, причому згадана серцевина частинок дисперсного композиційного мастила містить налиплі на неї тонкодисперсні частинки вуглецю. 2. Композиція за п. 1, яка відрізняється тим, що частинки вуглецю вибрані з природного або синтетичного графіту, вуглецевої сажі, активованого вуглецю, вугілля і антрациту. 3. Композиція за п. 1, яка відрізняється тим, що частинки вуглецю вибрані з природного або синтетичного графіту і вуглецевої сажі. 4. Композиція за п. 1, яка відрізняється тим, що частинки вуглецю утворюють покриття на серцевині частинок дисперсного композиційного мастила. 2 (19) 1 3 95096 4 вуглецю налипають на поверхню органічного дисперсного мастильного матеріалу, причому органічний дисперсний мастильний матеріал вибирають з групи, яка складається з моноамідів жирних кис лот, бісамідів жирних кислот, поліетилену, поліетиленового воску і вторинних амідів жирних кислот. Даний винахід стосується порошкової металургійної композиції. Конкретно, винахід стосується порошкової металургійної композиції, що містить нове дисперсне композиційне мастило. Винахід також стосується нового дисперсного композиційного мастила, а також до способу приготування цього мастила. У галузі промисловості, яка називається порошковою металургією (ПМ), порошкові метали, найчастіше на основі заліза, використовуються для виробництва виробів. Процес виробництва включає в себе пресування порошкової суміші металу в прес-формі з утворенням неспеченого пресування, виштовхування пресування з пресаформи і сплавлення неспеченого пресування при таких температурах і при таких умовах, що виходить спечене пресування, що має достатню міцність. За допомогою використання порошковометалургійного способу виробництва можна уникнути механічної обробки різанням, що дорого коштує, і втрат матеріалу в порівнянні з традиційною механічною обробкою різанням виробів з суцільних металів, оскільки можуть бути зроблені вироби кінцевої або близької до кінцевої форми. Порошково-металургійний спосіб виробництва є найбільш відповідним для виробництва невеликих і досить складних деталей, таких як зубчаті колеса. Для того, щоб полегшити виробництво ПМдеталей, до порошку на основі заліза перед пресуванням можуть бути додані мастила. При використанні мастил внутрішнє тертя між окремими частинками металу в ході пресування меншає. Інша причина додавання мастила полягає в тому, що знижуються зусилля виштовхування і загальна енергія, необхідна для того, щоб виштовхувати неспечену деталь з прес-форми після пресування. Недостатнє змазування приведе, в результаті, до зносу і заїдання в прес-формі в ході виштовхування неспеченого пресування. Ця проблема з недостатнім змазуванням може бути вирішена головним чином двома шляхами: або шляхом збільшення кількості мастила, або шляхом вибору більш ефективних мастил. При збільшенні кількості мастила, однак, зустрічається небажаний побічний ефект, який полягає в тому, що виграшу в щільності за рахунок кращого змазування протистоїть збільшена кількість мастил. Тому кращим вибором був би вибір більш ефективних мастил. Це, однак, являє собою проблему, оскільки її склади, що мають хорошу змащувальну здатність в контексті ПМ, мають тенденцію до агломерації під час зберігання або сприяють утворенню агломератів в порошковій металургійній композиції, наслідком чого є те, що згодом спресований і спечений виріб може мати порівняно великі пори, які надають шкідливий вплив на статичні і динамічні механічні властивості виробу. Інша проблема полягає в тому, що масти ла, які мають хороші змащувальні властивості, часто надають негативний вплив на так звані порошкові властивості, такі як текучість і насипна щільність (НЩ). Текучість є важливою через її вплив на заповнення прес-форми, що, в свою чергу, є важливим для продуктивності по ПМ-деталях. Висока НЩ є важливою для того, щоб забезпечити більш короткі глибини заповнення пресформи, а рівномірна НЩ є важливою для того, щоб уникнути відхилень по розмірах і масі готових виробів. Таким чином, бажано отримати нове мастило для порошкових металевих композицій, яке долає або зменшує вищезазначені проблеми. Задача даного винаходу полягає в тому, щоб запропонувати мастило, що має хороші змащувальні властивості, але без тенденції до агломерації або із зниженою тенденцією до агломерації. Інша задача даного винаходу полягає в тому, щоб запропонувати мастило, що має хороші змащувальні властивості і все що ще додає реологічні або поліпшені реологічні властивості, коли воно використовується в порошковій композиції заліза або на основі заліза. Інша задача полягає в тому, щоб запропонувати нову порошкову композицію заліза або на основі заліза, яка включає в себе нове мастило і яка має хороші реологічні властивості і високу, і рівномірну насипну щільність. Ще одна задача полягає в тому, щоб запропонувати спосіб виробництва мастила. Відповідно до винаходу тепер несподівано було виявлено, що вищезазначені задачі можуть бути вирішені за допомогою порошкової металургійної композиції на основі заліза, що містить порошок заліза або на основі заліза, і нове дисперсне композиційне мастило, причому вказане композиційне мастило містить частинки, які мають серцевину, що містить тверде органічне мастила, з тонкодисперсними частинками вуглецю, що налипнули на неї. Винахід також стосується самого дисперсного композиційного мастила, а також його приготування. Тип твердого органічного мастила в композиційному мастилі за винаходом не є критично важливим, але в зв'язку з недоліками металоорганічних мастил це органічне мастило переважно не повинно включати металевих компонентів. Таким чином, органічне мастило може бути вибране з широкої різноманітності органічних речовин, що мають хороші змащувальні властивості. Прикладами таких речовин є жирні кислоти, воски, полімери або їх похідні і суміші. Переважні тверді органічні мастила являють собою жирні кислоти, вибрані з групи, що складається з пальмітинової кислоти, стеаринової кислоти і бегенової кислоти; моноаміди жирних кислот, вибрані з групи, що складається з пальмітаміду, 5 стеараміду, бегенаміду, олеаміду і ерукаміду; бісаміди (діаміди) жирних кислот, таких як етиленбісстеарамід (EBS), етиленбісолеамід (ЕВО), поліетилен, поліетиленовий віск; вторинні аміди жирних кислот, вибрані з групи, що складається з еруцилстеараміду, олеїлпальмітаміду, стеарилерукаміду, стеарилолеаміду, стеарилстеараміду, олеїлстеараміду. Особливо переважні тверді органічні мастила являють собою стеарамід, ерукамід, стеарилолеамід, еруцилстеарамід, стеарилерукамід, ЕВО, EBS і EBS в поєднанні з олеамідом, ерукамідом, стеарилолеамідом, стеарилерукамідом або еруцилстеарамідом. Результати наявні в цей час показують, що порошкові металеві композиції, що містять ці композиційні мастила за винаходом, відрізняються своїми особливо високими значеннями насипної щільності і/або текучості. Додатково, ці мастила відомі своїми чудовими змащувальними властивостями. Середній розмір частинок твердої органічної серцевини може становити 0,5-100 мкм, переважно 1-50 мкм, а найбільш переважно 5-40 мкм. Крім того, є переважним, щоб розмір частинок серцевини був щонайменше в п'ять разів більшим, ніж розмір частинок вуглецю, і є переважним, щоб тонкодисперсні частинки вуглецю утворили покриття на поверхні серцевини. У цьому контексті термін «тонкодисперсні частинки вуглецю» призначений означати частинки кристалічного, напівкристалічного або аморфного вуглецю. Тонкодисперсні частинки вуглецю можуть походити з природного або синтетичного графіту, вуглецевої сажі, активованого вуглецю, вугілля і антрациту і т.д., і можуть також бути сумішшю двох або більш з них видів. Тонкодисперсні частинки вуглецю, що налипнули на поверхню серцевини з твердою органічною змазкою, можуть переважно бути вибрані з групи, що складається з вуглецевої сажі і природного або синтетичного графіту, які мають середній розмір частинок менше 10 мкм і більше 5 нм. Розмір первинної частинки вуглецевої сажі може бути менше 200 нм, переважно менше 100 нм, а найбільш переважно менше 50 нм і більше 5 нм. Питома площа поверхні може складати між 20 2 і 1000 м /г, як виміряно методом БЕТ. Вуглецева сажа може бути отримана від постачальника, такого як, наприклад, Degussa AG, Німеччина. Вміст вуглецевої сажі в композиційному мастилі може становити 0,1-25% по масі, переважно 0,2-6% по масі, а найбільш переважно 0,5-4% по масі. Середній розмір частинок графіту може бути менше 10 мкм і більше 500 нм. Вміст графіту в композиційному мастилі може становити 0,1-25% по масі, переважно 0,5-10% по масі, а найбільш переважно 1-7% по масі. Графіт може бути отриманий від постачальника, такого як, наприклад, Graphit Kropfmuhl AG, Німеччина, або синтетичний графіт з надвисокою площею поверхні від Asbury Carbons, США. Вміст композиційного мастила в порошковій металевій композиції може становити 0,05-2% по масі. Дисперсне композиційне мастило за винахо 95096 6 дом може бути приготоване за допомогою традиційної технології покриття частинок, включаючи змішування органічного дисперсного мастильного матеріалу і тонкодисперсних частинок вуглецю. Спосіб, може додатково містити стадію нагрівання. Температура термічної обробки може бути нижчою за точку плавлення твердого дисперсного органічного мастила. Тверде дисперсне органічне мастило може бути ретельно перемішене з тонкодисперсними частинками вуглецю в змішувачі. Змішувач може бути високошвидкісним змішувачем. Суміш може бути нагріта в ході змішування при температурі і протягом періоду часу, достатніх для того, щоб дати можливість тонкодисперсним частинкам вуглецю налипнути на поверхню дисперсного органічного мастильного матеріалу під час наступної за тим необов'язкової стадії охолоджування. Порошок на основі заліза може бути порошком на основі заздалегідь легованого заліза або порошком на основі заліза з дифузійно пов'язаними з частинками заліза легуючими елементами. Порошок на основі заліза може також бути сумішшю порошку по суті чистого заліза або порошку на основі заздалегідь легованого заліза і легуючих елементів, вибраного з групи, що складається з Ni, Cu, Cr, Mo, Mn, Р, Si, V, Nb, Ті, W і графіту. Вуглець в формі графіту являє собою легуючий елемент, що використовується значною мірою для того, щоб додати достатні механічні властивості готовим спеченим виробам. При доданні вуглецю як окремого компонента в порошкову композицію на основі заліза вміст розчиненого вуглецю в порошку на основі заліза може підтримуватися низьким, підвищуючи поліпшену пресованість. Порошок на основі заліза може бути порошком отриманим розпиленням, таким як, наприклад, порошок, отриманий розпиленням водою, або порошком губчастого заліза. Розмір частинок порошку на основі заліза вибирається в залежності від кінцевого використання матеріалу. Частинки порошку заліза або на основі заліза можуть мати середній по масі розмір частинок аж до приблизно 500 мкм, більш переважно частинки можуть мати середній по масі розмір частинок в діапазоні 25150 мкм, а найбільш переважно 40-100 мкм. Порошкова металева композиція може додатково містити одну або більше добавок, вибраних з групи, що складається із зв'язуючих, технологічних добавок, твердих фаз, поліпшуючих оброблюваність речовин, якщо є потреба в механічній обробці спеченого виробу різанням, і твердих мастил, що звичайно використовується в ПМ, таких ж EBS, стеарат цинку і Kenolube® (етиленбісстеарамід з частинками стеарату цинку), що отримується від Hoganas AB. Концентрація порошкоподібного композиційного мастила за винаходом плюс необов'язкових твердих мастил може складати в діапазоні 0,05-2% від порошкової металевої композиції. "Kenolube®" - це тверде мастило, яке можна описати як дисперсне композиційне мастило, яке має серцевину з частин етиленбісстеараміду і прилиплі до поверхні цієї серцевини частинки стеарату цинку. Нова порошкова композиція заліза або на ос 7 95096 нові заліза може бути спресована і необов'язково спечена за допомогою традиційних методів ПМ. Наступні приклади служать для того, щоб ілюструвати винахід, але об'єм винаходу не повинен бути обмежений ними. Приклади Матеріали Були використані наступні матеріали (1) Був використаний отриманий розпиленням водою порошок на основі заліза (ASC100.29, що отримується від Hoganas AB, Швеція, це по суті порошок чистого заліза із вмістом заліза щонайменше 99,0 мас.%, вмістом кисню щонайбільше 0,11 мас.% і вмістом вуглецю щонайбільше 0,010 мас.%, причому кількість часток з розміром більше 0,180 мм становить щонайбільше 2%, а кількість часток з розміром менше 0,045 мм становить 15,030,0 мас. %). (2) Як мастильні матеріали серцевини були використані наступні речовини: етиленбісстеарамід (EBS), що отримується як Licowax™ від Glariant (Німеччина), стеарамід, ерукамід, олеїлпальмітамід, стеарилолеїламід, еруцил стеарамід, стеарилерукамід, етиленбісолеамід (ЕВО) і поліетиленові воски. Середні розміри частинок мастил можна побачити в Таблиці 2. 3) Як графіт, що додається в порошкову ком 8 позицію на основі заліза, був використаний Графіт UF-4 (від Graphit Kropfmuhl AG, Німеччина). (4) Частинки покриття являли собою Графіт UF-1 (UF1) (від Graphit Kropfmuhl AG, Німеччина) і Графіт 4827 (4827) (від Asbury Carbons, США), що мають середній розмір частинок 2 мкм і 1,7 мкм відповідно, і вуглецеву сажу (CB) (від Degussa AG, Німеччина), що має розмір первинних частинок 30 нм. Порошкові композиції на основі заліза складались з ASC100.29, змішаного з 0,5% по масі графіту і 0,8% по масі композиційного мастила. Різні композиційні мастила були приготовані за допомогою змішування матеріалу серцевини відповідно до Таблиць 1 і 2 з тонкодисперсними частинками вуглецю при різних концентраціях у високошвидкісному змішувачі від Hosokawa. Сажа була додана при концентраціях 0,75, 1,5, 3 і 4% по масі відповідно. Графіт був доданий при концентраціях 1,5, 3, 5 і 6% по масі відповідно до композиційних мастил. Технологічні параметри процесу змішування, такі як температура порошку в змішувачі і тривалості змішування для кожного композиту, можна побачити в таблиці 2. Швидкість обертання ротора в змішувачі становила 1000 обертів за хвилину (об./хв.), а кількість мастильного матеріалу серцевини становила 500 г. Таблиця 1 Мастильні речовини, використані як матеріали серцевини Марка ES OP S O E EBS PW655 PW1000 SE EBO SO Загальна назва Еруцилстеарамід Олеїлпальмітамід Стеарамід Олеамід Ерукамід Етиленбісстеарамід Поліетиленовий віск Поліетиленовий віск Стеарилерукамід Етиленбісолеамід Стеарилолеамід Таблиця 2 Параметри процесу Марка речовин матеріалів серцевини S-1 S-2 S-3 S-4 S-5 S-6 S-7 ES-1 ES-2 E OP EBS Середній розмір частинок Температура порошку в змі- Тривалість змішуванХ50 (мкм) шувачі (°С) ня (хв.) 5,2 50°С 25 5,8 50°C 25 15,4 50°C 25 16,5 50°C 45 17,8 50°C 25 21,5 50°C 25 4,0 83°C 60 24,0 25°C 25 29,5 25°C 25 20,3 25°С 45 16,0 25°C 45 8,5 75°С 55 9 EBS/O PW655 PW1000 SE SO EBS/SE EBS/SO EBS/SE EBS/E S/E EBO 95096 25,6 10,0 10,0 27,4 35,4 29,0 29,2 20,4 26,0 24,3 16,0 Різні порошкові композиції на основі заліза (суміші номер 1-63) по 25 кг кожна були приготовані за допомогою змішування отриманого композиційного мастила або традиційного дисперсного мастила (що використовується як контрольна) з графітом і ASC 100.29 в змішувачі Nauta на 50 кг. Частинки твердого органічного мастила в сумішах номер 36-38 і 50-61 (див. Табл.3) були розплавлені, згодом затверділі і мікроподрібнені перед їх використанням як матеріал серцевини для приготування композиційних мастил або перед доданням до контрольних сумішей. Насипна щільність (НЩ) і текучість по Холу були виміряні відповідно до ISO 4490 і IS03923-1 відповідно на отриманих порошкових композиціях на основі заліза через 24 години після змішування. У таблиці 3 показані результати вимірювань. Як можна побачити з таблиці 3, при використанні різних композиційних мастил за винаходом текучість порошкових композицій на основі заліза поліпшилася і могли бути отримані більш високі значення насипної щільності в порівнянні з використанням традиційного мастила. Фактично, коли ПМ-композиція, що містить традиційне мастило, не має текучості, ПМ-композиція, що містить композиційне мастило за винаходом, забезпечує текучість. Особливо високі значення насипної щільності і/або текучості були отримані для порошкових металевих композицій, що містять композиційні 10 40°C 25°С 40°C 25°C 25°С 25°C 25°С 25°С 25°С 25°С 50°C 20 45 45 45 45 45 45 45 15 45 10 мастила за винаходом, тобто що містять стеарамід, ерукамід, еруцилстеарамід, стеарилерукамід, ЕВО, EBS і EBS в поєднанні з олеамідом або стеарилерукамідом. Для того, щоб виміряти тенденцію композиційних мастил і традиційних мастил до утворення, агломератів, мастила були просіяні на стандартному ситі 315 мкм після зберігання їх сладу протягом щонайменше одного тижня. Кількість втриманого матеріалу на вказаному ситі була виміряна. Таблиця 4 показує, що тенденція до утворення агломератів меншає, коли органічний мастильний матеріал серцевини покривається тонко дисперсними частинками вуглецю, що призводить, в результаті, до композиційного мастила за винаходом. Той же самий тип вимірювань, що і показаний в таблиці 4, був повторюваний з певними порошковими композиціями на основі заліза для того, щоб оцінити тенденцію до утворення агломератів в порошковій композиції на основі заліза, що містить відповідно традиційні мастила і композиційні мастила за винаходом. Таблиця 5 показує, що тенденція до утворення агломератів є менш явною в порошкових композиціях на основі заліза, що містять композиційне мастило за винаходом, в порівнянні з композиціями, що містять традиційне мастило. Таблиця 3 Текучість і насипна щільність (НЩ) композицій 1-63 Номер суміші 1 2 3 4 5 6 7 Процентний Тип частинок вміст частинок Традиційне мавуглецю, Серцевина вуглецю по відстило, викорисщо налипнули Текучість (секомпозиційного ношенню до затане як на кунд/ 50 г) мастила гальної кількості контрольне серцевину макомпозиційного стила мастила (мас.%) Немає текуS-1 чості Немає текуS-1 UF1 3,0 чості S-1 CB 1,5 34,5 S-1 CB 3,0 30,4 Немає текуS-2 чості Немає текуS-2 UF1 3,0 чості S-2 CB 3,0 32,9 НЩ 3 (г/см ) 2,97 2,99 2,85 2,92 2,98 2,99 2,91 11 8 11 12 13 14 15 16 17 18 19 20 21 22 23 24 S-3 33 34 35 36 37 38 39 UF1 CB CB 3,0 0,75 1,5 S-5 S-5 S-5 CB CB 4827 0,75 1,5 5,0 S-6 S-6 UF1 CB 3,0 0,75 S-7 S-7 UF1 CB 3,0 3,0 S-5 S-6 S-7 ES-1 ES-1 CB 1,5 ES-2 ES-2 ES-2 CB 4827 1,5 1,5 E 30 31 32 3,0 S-4 S-4 S-4 27 28 29 UF1 S-4 25 26 12 S-3 9 10 95096 E E CB CB 1,5 3,0 OP OP CB 1,5 EBS CB 1,5 EBS/O EBS/O UF1 CB 3,0 3,0 EBS EBS/O PW655 40 PW655 41 Стеарат цинку 44 1,5 PW1000 42 43 CB SE PW1000 45 46 47 48 SE SE SE SO EBS/SE 55 CB 1,5 CB 1,5 EBS/SO 53 54 3,0 6,0 5,0 EBS/SE 51 52 CB UF1 4827 1,5 SO 49 50 CB EBS/SO CB 1,5 EBS/SO EBS/SO CB 1,5 Немає текучості 29,5 Немає текучості 28,3 27,1 27,2 30,6 28,5 27,3 29,3 31,5 27,7 26,9 28,2 26,1 26,0 Немає текучості 33,1 Немає текучості 31,3 29,7 Немає текучості 30,3 28,8 Немає текучості 34,3 33,5 30,8 31,0 30,4 28,4 Немає текучості 32,1 Немає текучості 32,5 35,4 Немає текучості 29,9 31,2 30,4 Немає текучості 30,9 Немає текучості 29,6 Немає текучості 30,9 Немає текучості 33,4 3,05 3,17 3,12 3,18 3,21 3,17 3,05 3,13 3,13 3,17 . 3,06 3,20 3,21 3,17 3,19 3,11 3,10 3,19 3,13 3,15 3,18 3,03 2,97 3,0.1 2,92 2,94 3,01 3,00 3,03 3,10 3,09 2,76 2,82 2,78 2,85 3,18 2,96 3,11 3,08 3,10 2,95 2,98 2,98 3,17 2,95 3,03 3,00 2,99 13 56 95096 14 EBS/E 57 EBS/E 58 CB 1,5 S/E 59 60 61 S/E S/E S/E 62 CB UF1 4827 4,0 6,0 5,0 EBO 63 EBO CB 3,0 Немає текучості 30,0 Немає текучості 29,1 28,4 28,2 Немає текучості 34.0 2,96 3,03 3,00 3,16 3,17 3,18 2,95 3.04 Таблиця 4 Тенденція до утворення агломератів для традиційних мастил і композиційних мастил за винаходом Традиційне мастило Матеріал серцевини композиційного мастила S-1 S-1 S-1 S-2 S-2 S-4 S-4 S-4 S-4 S-5 S-5 S-5 S-5 S-7 S-7 S-7 ES-2 ES-2 ES-2 E E OP OP EBS EBS EBS/O EBS/O SE SE SE SE SO SO EBS/SE EBS/SE EBS/SO EBS/SO EBS/ES EBS/ES Тип частинок Процентний вміст вуглецю, що частинок вуглецю по налипнули на відношенню до зага- Тенденція до утвоматеріал сер- льної кількості ком- рення агломератів цевини мас- позиційного мастила тила (%) Агломерати CB 1,5 Менше агломератів CB 3,0 Менше агломератів Агломерати CB 3,0 Менше агломератів Агломерати UF1 3,0 Немає агломератів CB 0,75 Немає агломератів CB 1,5 Немає агломератів Агломерати CB 0,75 Немає агломератів CB 1,5 Немає агломератів 4827 5,0 Немає агломератів Агломерати UF1 3,0 Немає агломератів CB 0,75 Немає агломератів Агломерати CB 1,5 Немає агломератів 4827 1,5 Немає агломератів Агломерати CB 1,5 Менше агломератів Агломерати CB 1,5 Немає агломератів Немає агломератів CB 1,5 Немає агломератів Немає агломератів UF1 3,0 Немає агломератів Агломерати CB 1,5 Немає агломератів UF1 6,0 Немає агломератів 4827 5,0 Немає агломератів Агломерати CB 1,5 Немає агломератів Агломерати CB 1,5 Немає агломератів Агломерати CB 1,5 Немає агломератів Агломерати CB 1,5 Немає агломератів 15 95096 16 EBS/E EBS/E CB 1,5 S/E S/E S/E CB UF1 4827 4,0 6,0 5,0 EBO CB 3,0 S/E EBO Агломерати Немає агломератів Агломерати Немає агломератів Немає агломератів Немає агломератів Агломерати Немає агломератів Таблиця 5 Тенденція до утворення агломератів в порошкових композиціях на основі заліза, що містять традиційні мастила і композиційне мастило за винаходом Номер суміші Традиційне мастило 1 3 4 5 7 24 25 29 30 31 32 33 34 35 39 40 41 42 Процентний вміст Тип частинок вугчастинок вуглецю по Матеріал серцеви- лецю, що налипвідношенню до зани композиційного нули на матеріал гальної кількості мастила серцевини мастикомпозиційного масла тила (%) S-1 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 S-1 S-1 CB CB 1,5 3,0 S-2 CB 3,0 ES-1 CB 1,5 E E CB CB 1,5 3 OP CB 1,5 EBS CB 1,5 PW655 CB 1,5 PW1000 CB 1,5 S-2 ES-1 E OP EBS PW655 PW1000 Стеарат цинку SE Тенденція до утворення агломератів Агломерати Немає агломератів Немає агломератів Агломерати Немає агломератів Агломерати Немає агломератів Агломерати Менше агломератів Немає агломератів Агломерати Немає агломератів Немає агломератів Немає агломератів Агломерати Немає агломератів Агломерати Немає агломератів Немає агломератів SE SE SE CB UF1 4827 1,5 6,0 5,0 SO CB 1.5 EBS/SE CB 1,5 EBS/SO CB 1,5 EBS/ES CB 1,5 EBS/E CB 1,5 S/E S/E S/E CB UF 4827 4,0 6,0 5,0 EBO CB 3,0 SO EBS/SE EBS/SO EBS/ES EBS/E S/E EBO Агломерати Немає агломератів Немає агломератів Немає агломератів Агломерати Немає агломератів Агломерати Немає агломератів Агломерати Немає агломератів Агломерати Немає агломератів Агломерати Немає агломератів Агломерати Немає агломератів Немає агломератів Немає агломератів Агломерати Немає агломератів 17 Комп’ютерна верстка А. Крулевський 95096 Підписне 18 Тираж 24 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюIron-based powder metallurgical composition, composite lubricant on its base and method of production thereof
Автори англійськоюAhlin Aasa, Ahlquist Anna, Larsson Per-Olof, Solimnjad Naghi
Назва патенту російськоюПорошковая металлургическая композиция на основе железа, композиционная смазка на ее основе и способ ее производства
Автори російськоюАлин Оса, Алквист Анна, Ларссон Пер-Олоф, Солимньяд Наги
МПК / Мітки
МПК: C22C 33/02, C10M 171/00, C10M 177/00, B22F 1/02, B22C 1/00
Мітки: мастило, спосіб, порошкова, металургійна, композиція, виробництва, заліза, основі, композиційне
Код посилання
<a href="https://ua.patents.su/9-95096-poroshkova-metalurgijjna-kompoziciya-na-osnovi-zaliza-kompozicijjne-mastilo-na-osnovi-ta-sposib-jjogo-virobnictva.html" target="_blank" rel="follow" title="База патентів України">Порошкова металургійна композиція на основі заліза, композиційне мастило на її основі та спосіб його виробництва</a>
Порошкова металургійна композиція на основі заліза та спосіб одержання спеченого компонента на її основі
Номер патенту: 84235
Опубліковано: 25.09.2008
Автор: Ларссон Матс
МПК: C22C 33/02, C22C 38/12, C22C 38/08, C22C 38/16, B22F 1/00, C22C 1/04
Мітки: основі, компонента, спеченого, заліза, композиція, металургійна, спосіб, одержання, порошкова
Формула / Реферат:
1. Порошкова металургійна композиція, яка містить:- порошок А на основі заліза, який по суті складається з базових частинок заліза, попередньо легованого молібденом, при цьому 6-15 мас. % порошку А складає мідь, введена за допомогою дифузійного легування в базові частинки;- порошок В на основі заліза, який по суті складається з базових частинок заліза, попередньо легованого молібденом, при цьому містить 4,5-8 мас. % нікелю,...
Порошкова металургійна композиція на основі заліза з добавкою сажі і застосування такої добавки в порошкових металургійних композиціях
Номер патенту: 87322
Опубліковано: 10.07.2009
Автор: Солімнджад Нагхі
МПК: B22F 1/00, C22C 33/02, B22F 1/02, B22F 3/00, C22C 38/00, C22B 1/14, C22C 38/22
Мітки: добавки, металургійних, металургійна, добавкою, порошкова, такої, сажі, основі, порошкових, композиціях, композиція, застосування, заліза
Формула / Реферат:
1. Порошкова металургійна композиція на основі заліза з добавкою сажі, що містить порошок металевого заліза або порошок на основі заліза, мастильну і/або зв'язувальну речовину, а сажу містить від 0,001 до 0,2 мас. %, переважно від 0,01 до 0,1 мас. %.2. Порошкова металургійна композиція за п. 1, яка відрізняється тим, що розмір частинок сажі в ній переважно складає менше 200 нм, переважно менше 100 нм, і більш переважно менше 50...
Металургійна композиція порошку на основі заліза, яка включає сполуку зв’язуючого-мастила, та спосіб приготування композиції порошку
Номер патенту: 79412
Опубліковано: 11.06.2007
Автори: Відарссон Хільмар, Алін Оса, Ларссон Матс, Рамстедт Марія
МПК: C22C 1/05, B22F 1/02, B22F 1/00, C08L 91/00
Мітки: приготування, основі, включає, композиції, композиція, сполуку, спосіб, зв'язуючого-мастила, порошку, яка, заліза, металургійна
Формула / Реферат:
1. Поліпшена стійка до сегрегації та до пилоутворення металургійна композиція для виготовлення пресованих деталей, яка включає:(а) щонайменше приблизно 80 масових відсотків порошку заліза або порошку на основі заліза,(b) щонайменше один порошок легуючого елемента і(c) приблизно від 0,05 до приблизно 2 масових відсотків сполуки зв'язуючого - мастила з поліетиленового воску та етилен біс-стеараміду, причому поліетиленовий...
Порошкова композиція на основі заліза, добавка до порошкової композиції і спечений виріб, який виробляють з цієї композиції
Номер патенту: 84067
Опубліковано: 10.09.2008
Автор: Андерссон Олоф
МПК: C22C 1/04, B22F 1/00, C22C 1/05, C22C 33/02, C22C 38/00
Мітки: виріб, спечений, виробляють, композиції, добавка, заліза, композиція, порошкова, цієї, порошкової, основі
Формула / Реферат:
1. Порошкова композиція на основі заліза, яка містить додатково до порошку на основі заліза від 0,02 % до 1,0 % по масі добавки, що поліпшує механічну оброблюваність у пресованому і спеченому стані, причому згадана добавка містить фторид кальцію і гексагональний нітрид бору.2. Порошкова композиція на основі заліза за п. 1, яка відрізняється тим, що містить поліпшуючу механічну оброблюваність добавку в кількості між 0,02 % і 0,6 % по...
Металургійна порошкова композиція для виготовлення пресованих виробів і спосіб її отримання
Номер патенту: 94436
Опубліковано: 10.05.2011
Автори: Кнутссон Пер, Ларссон Пер-Олоф, Відарссон Хільмар
МПК: B22F 1/00, C22C 33/02
Мітки: композиція, виготовлення, металургійна, отримання, спосіб, пресованих, порошкова, виробів
Формула / Реферат:
1. Металургійна порошкова композиція для виготовлення пресованих виробів, що включає:(a) щонайменше близько 80 мас. % залізного порошку або порошку на основі заліза,(b) до близько 20 мас. % щонайменше одного легуючого порошку,(c) від близько 0,05 до близько 2 мас. % зв'язувального засобу, який включає насичений або ненасичений, лінійноланцюговий або розгалужений, аліфатичний С14-С30-спирт, і(d) від близько 0,001...
Попередній патент: 11-бета-гідроксіандроста-1,4-дієн-3-они
Наступний патент: Пристрій для обробки грунту, такий як заорювач
Випадковий патент: Спосіб фіксації кришки в корпусі масляного фільтра