Нетканий матеріал і спосіб його отримання
Формула / Реферат
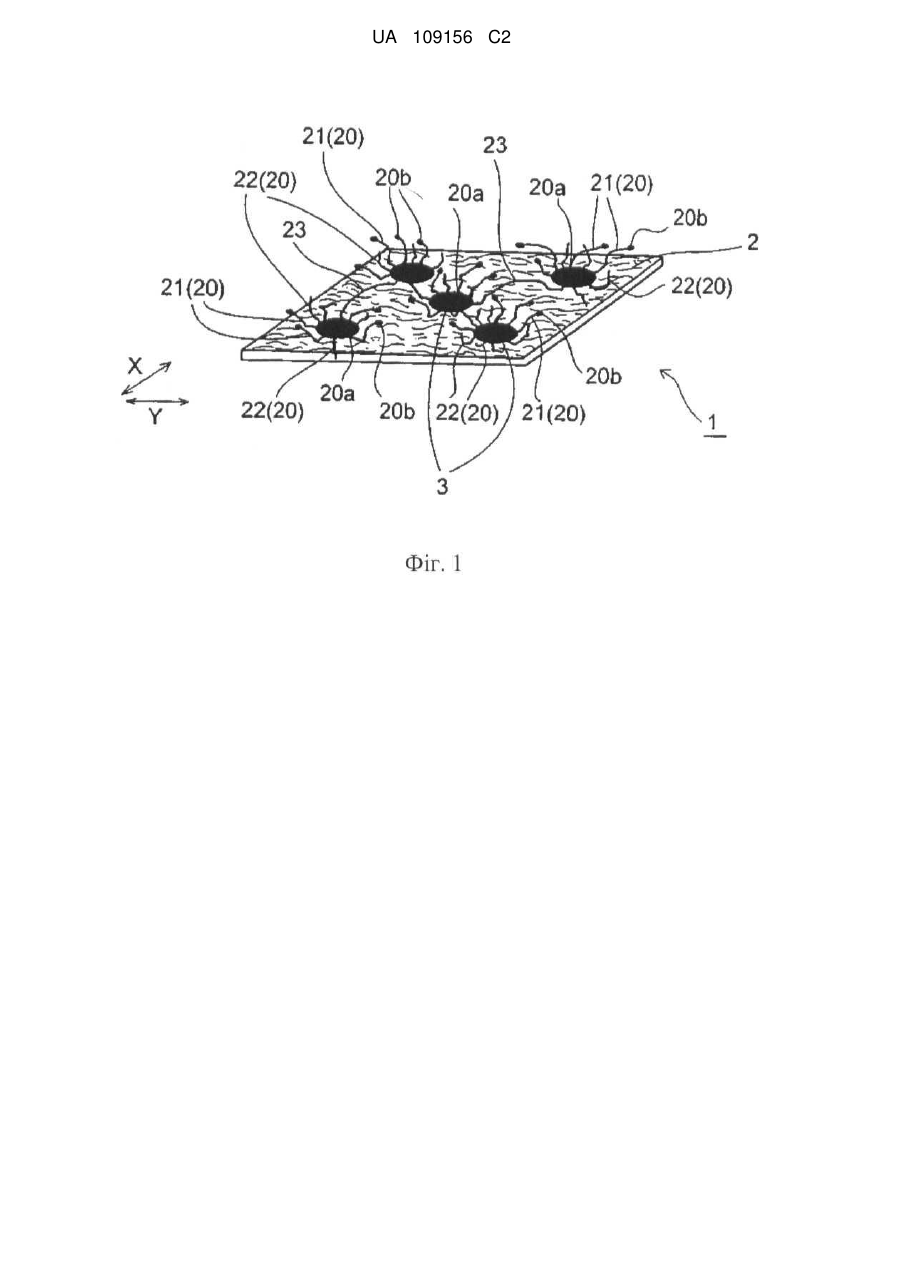
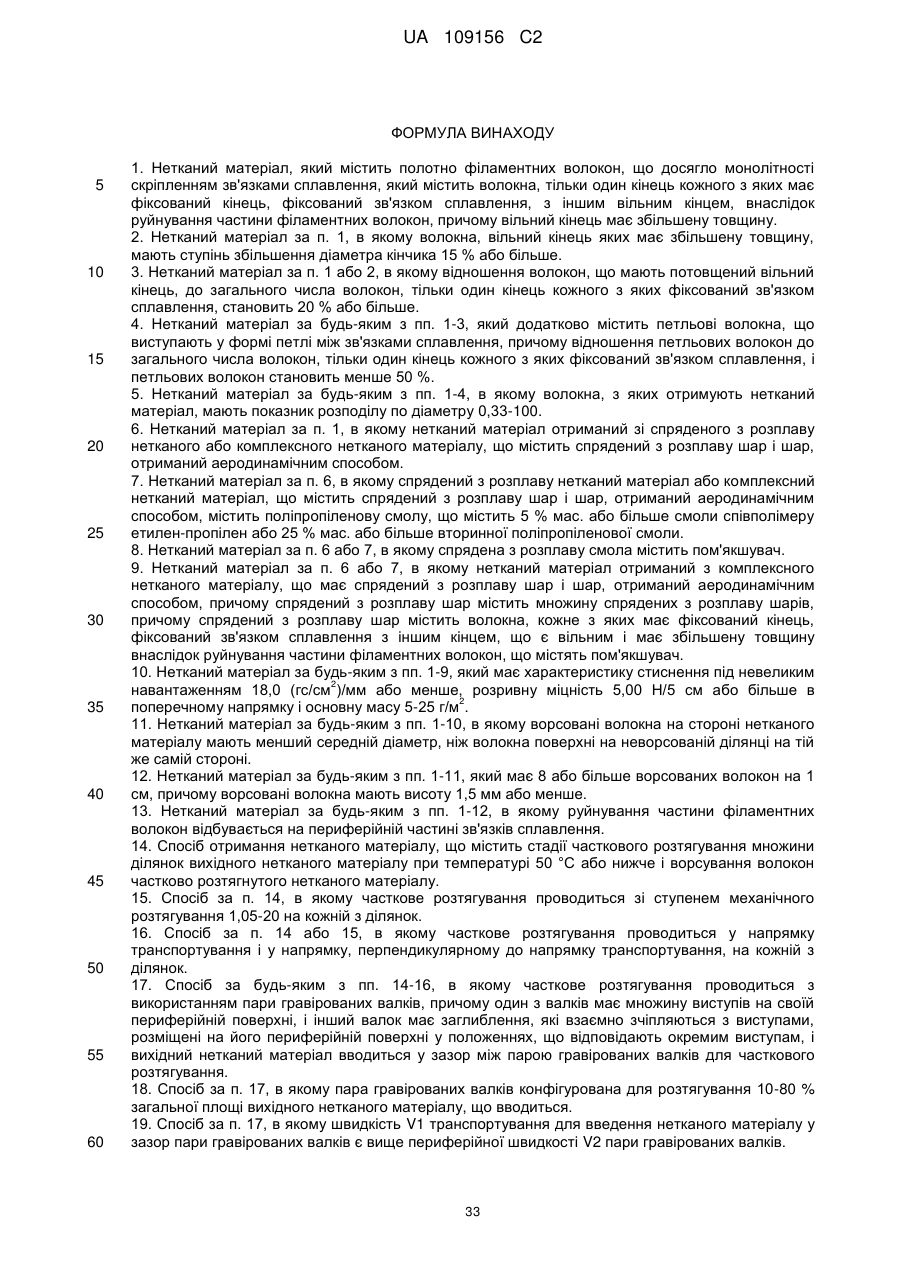
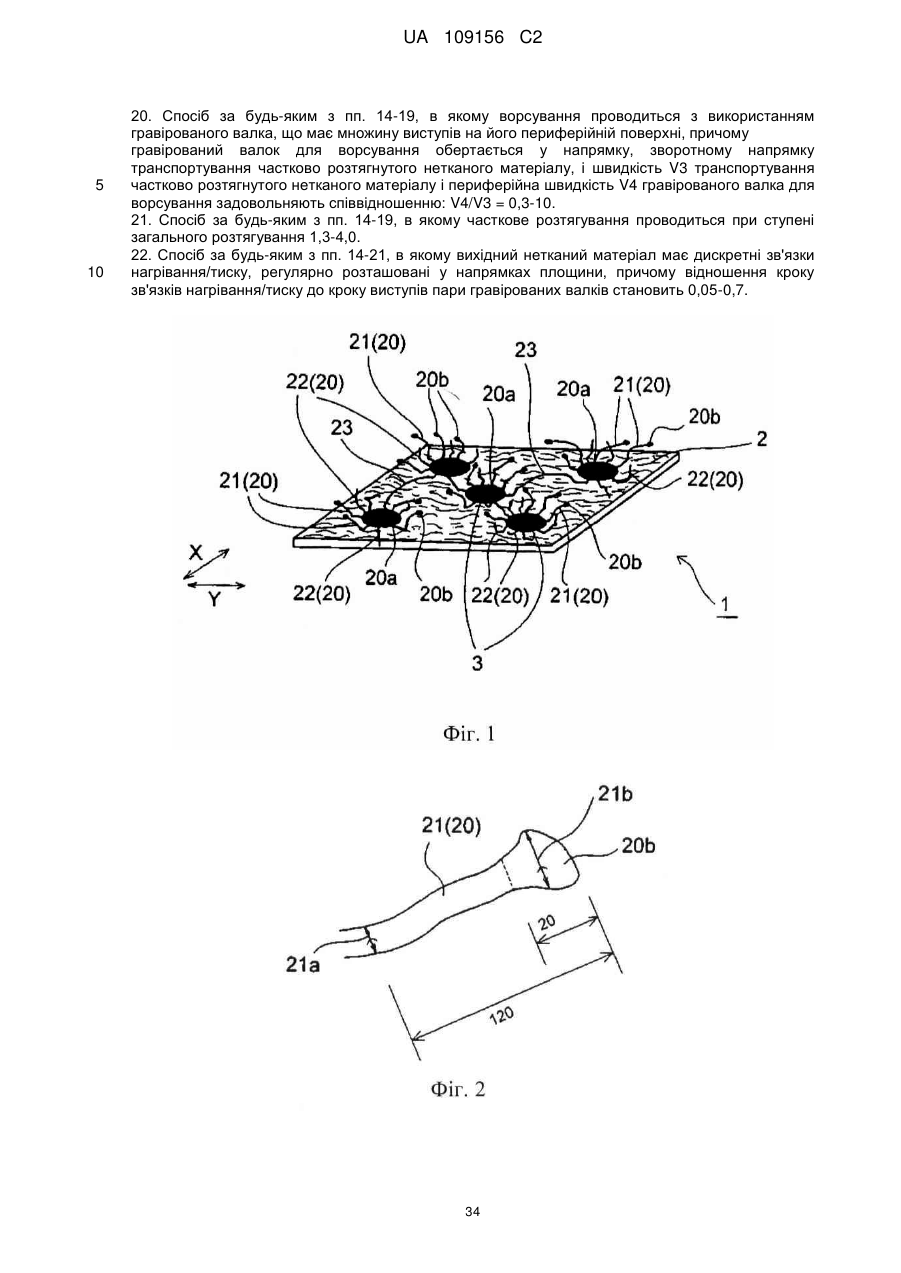
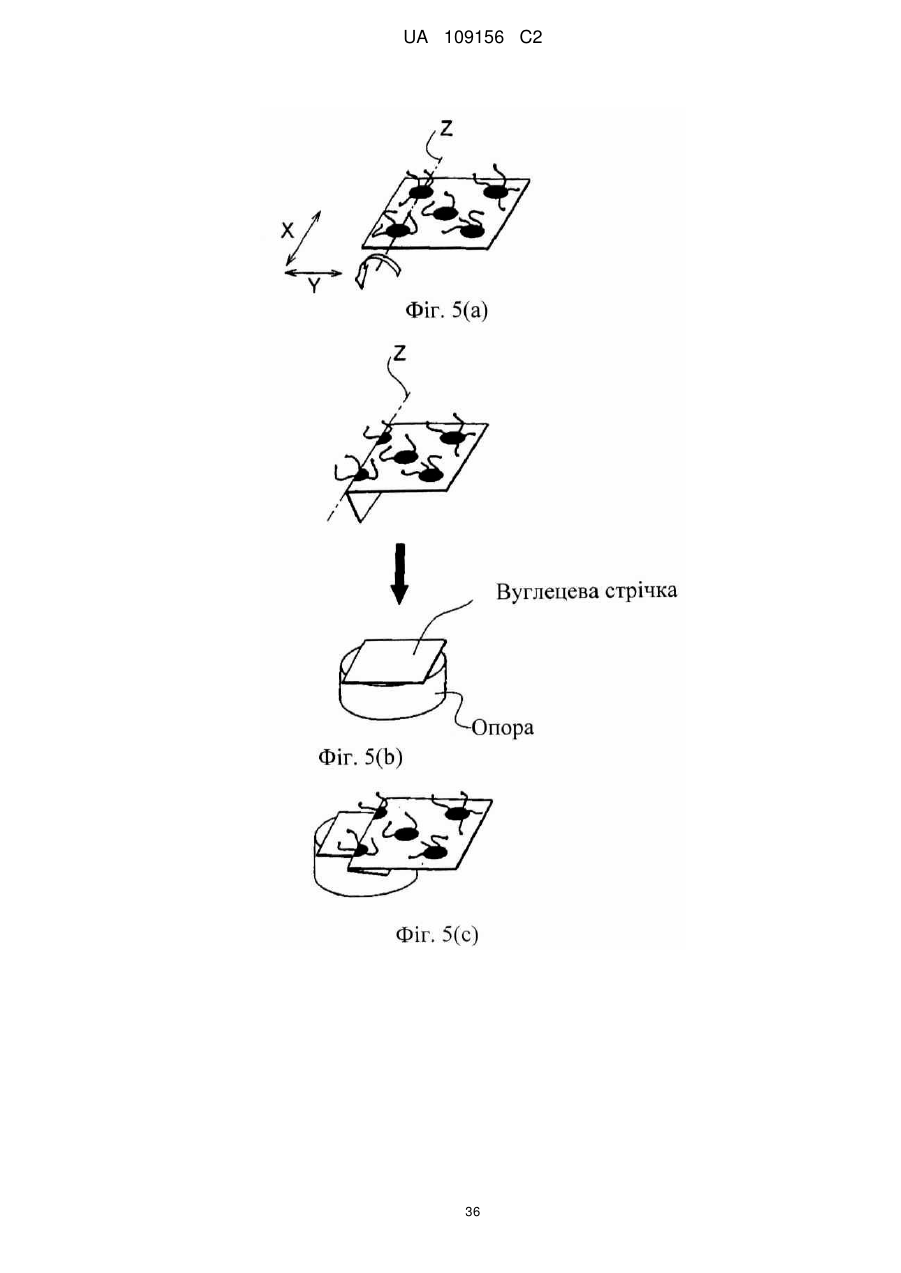
1. Нетканий матеріал, який містить полотно філаментних волокон, що досягло монолітності скріпленням зв'язками сплавлення, який містить волокна, тільки один кінець кожного з яких має фіксований кінець, фіксований зв'язком сплавлення, з іншим вільним кінцем, внаслідок руйнування частини філаментних волокон, причому вільний кінець має збільшену товщину.
2. Нетканий матеріал за п. 1, в якому волокна, вільний кінець яких має збільшену товщину, мають ступінь збільшення діаметра кінчика 15 % або більше.
3. Нетканий матеріал за п. 1 або 2, в якому відношення волокон, що мають потовщений вільний кінець, до загального числа волокон, тільки один кінець кожного з яких фіксований зв'язком сплавлення, становить 20 % або більше.
4. Нетканий матеріал за будь-яким з пп. 1-3, який додатково містить петльові волокна, що виступають у формі петлі між зв'язками сплавлення, причому відношення петльових волокон до загального числа волокон, тільки один кінець кожного з яких фіксований зв'язком сплавлення, і петльових волокон становить менше 50 %.
5. Нетканий матеріал за будь-яким з пп. 1-4, в якому волокна, з яких отримують нетканий матеріал, мають показник розподілу по діаметру 0,33-100.
6. Нетканий матеріал за п. 1, в якому нетканий матеріал отриманий зі спряденого з розплаву нетканого або комплексного нетканого матеріалу, що містить спрядений з розплаву шар і шар, отриманий аеродинамічним способом.
7. Нетканий матеріал за п. 6, в якому спрядений з розплаву нетканий матеріал або комплексний нетканий матеріал, що містить спрядений з розплаву шар і шар, отриманий аеродинамічним способом, містить поліпропіленову смолу, що містить 5 % мас. або більше смоли співполімеру етилен-пропілен або 25 % мас. або більше вторинної поліпропіленової смоли.
8. Нетканий матеріал за п. 6 або 7, в якому спрядена з розплаву смола містить пом'якшувач.
9. Нетканий матеріал за п. 6 або 7, в якому нетканий матеріал отриманий з комплексного нетканого матеріалу, що має спрядений з розплаву шар і шар, отриманий аеродинамічним способом, причому спрядений з розплаву шар містить множину спрядених з розплаву шарів, причому спрядений з розплаву шар містить волокна, кожне з яких має фіксований кінець, фіксований зв'язком сплавлення з іншим кінцем, що є вільним і має збільшену товщину внаслідок руйнування частини філаментних волокон, що містять пом'якшувач.
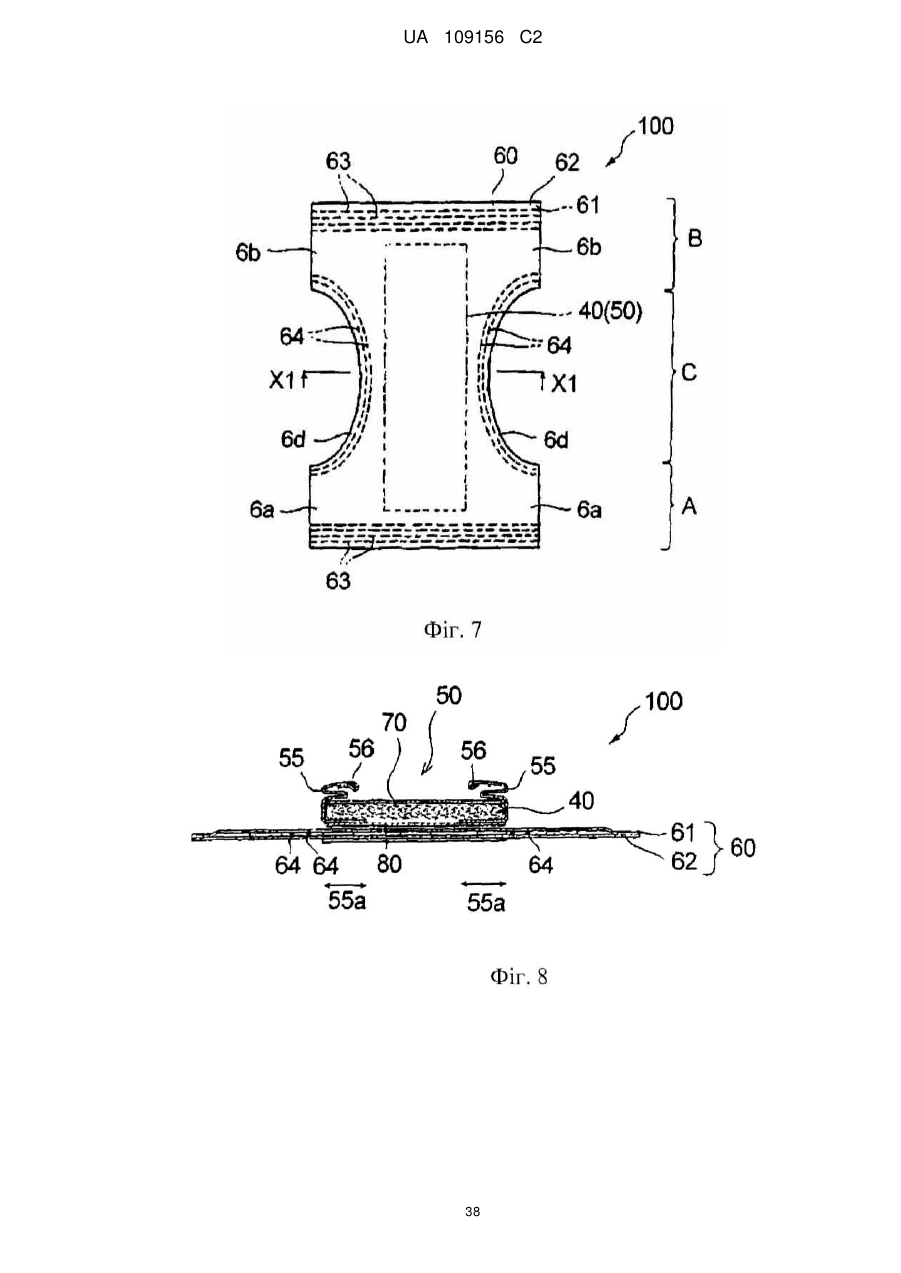
10. Нетканий матеріал за будь-яким з пп. 1-9, який має характеристику стиснення під невеликим навантаженням 18,0 (гс/см2)/мм або менше, розривну міцність 5,00 Н/5 см або більше в поперечному напрямку і основну масу 5-25 г/м2.
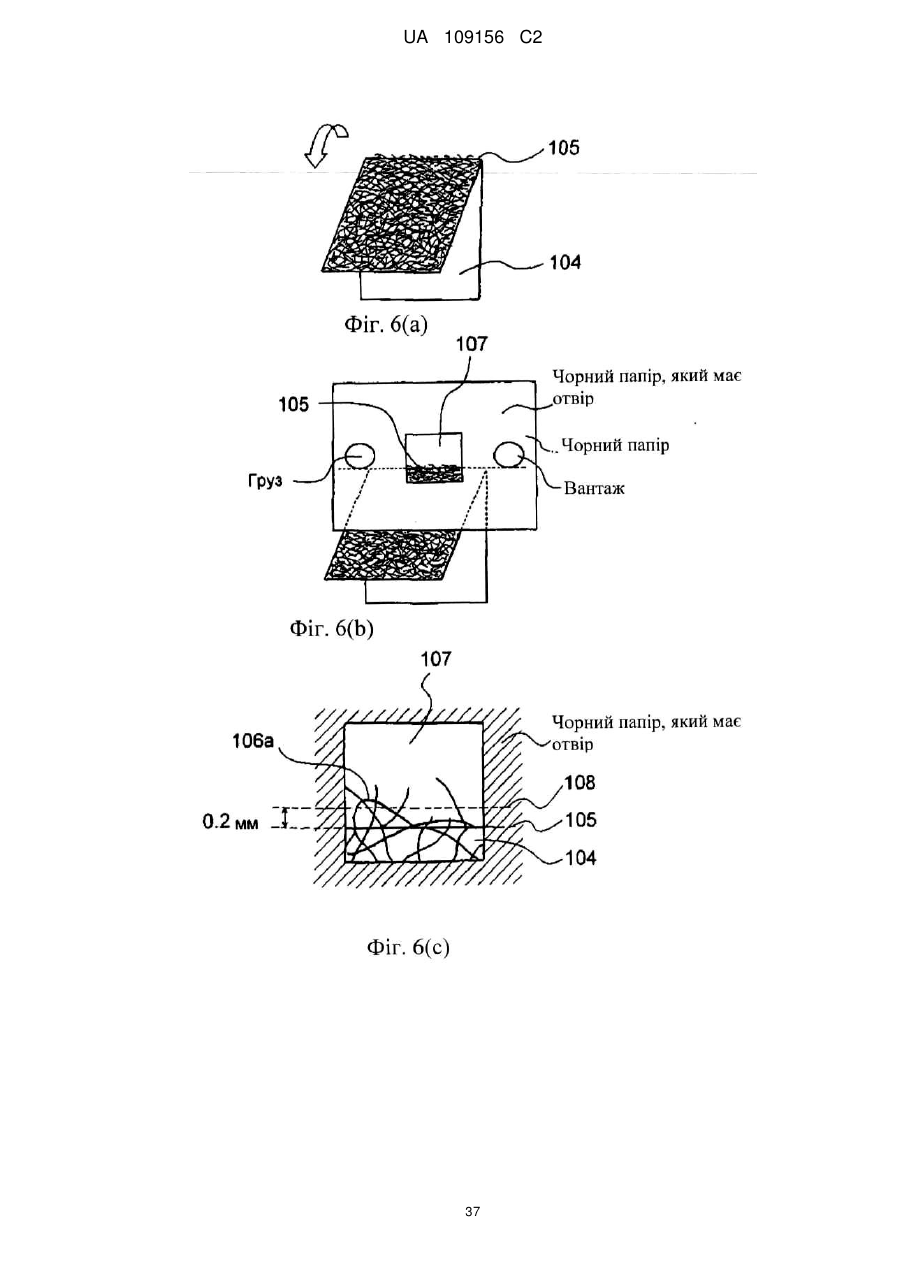
11. Нетканий матеріал за будь-яким з пп. 1-10, в якому ворсовані волокна на стороні нетканого матеріалу мають менший середній діаметр, ніж волокна поверхні на неворсованій ділянці на тій же самій стороні.
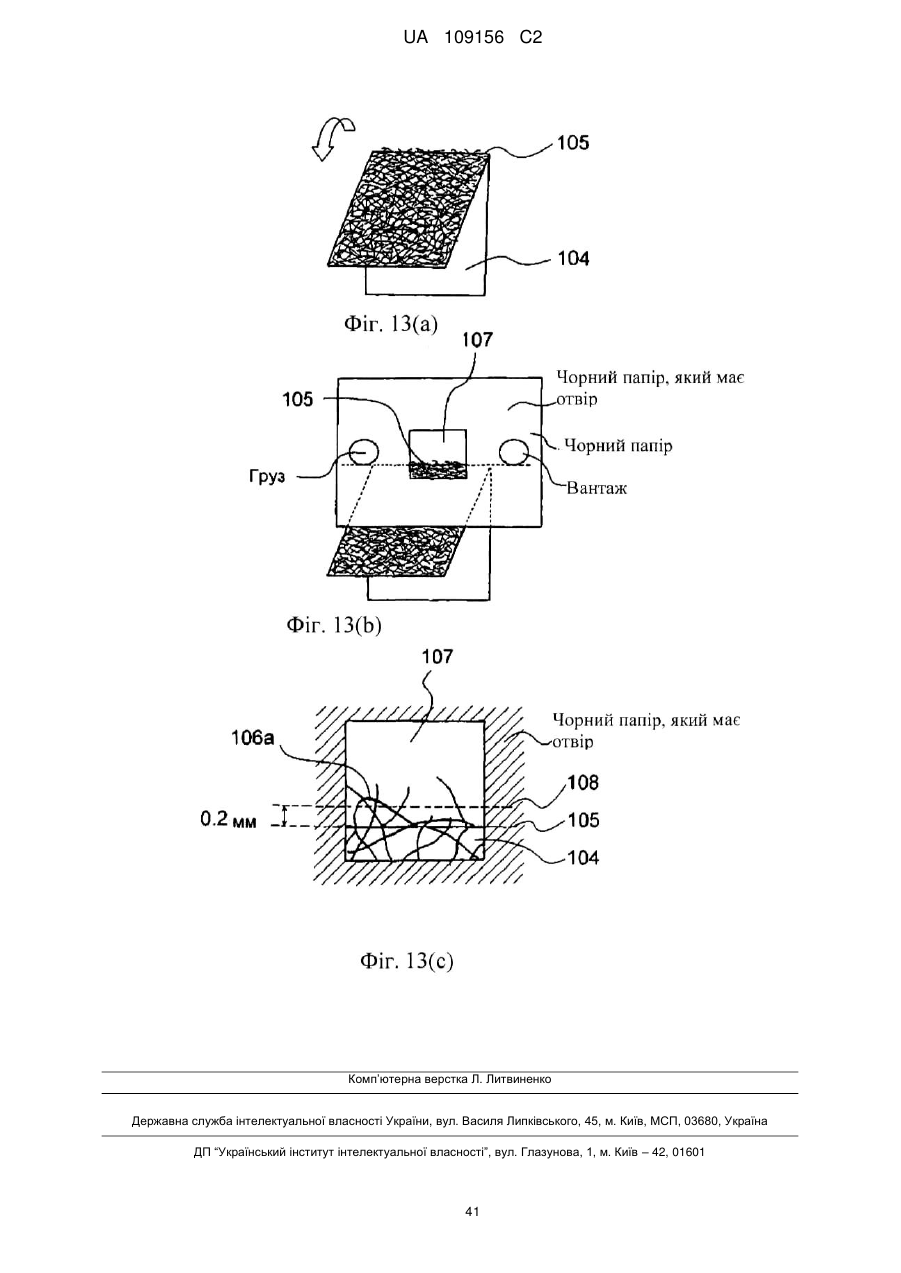
12. Нетканий матеріал за будь-яким з пп. 1-11, який має 8 або більше ворсованих волокон на 1 см, причому ворсовані волокна мають висоту 1,5 мм або менше.
13. Нетканий матеріал за будь-яким з пп. 1-12, в якому руйнування частини філаментних волокон відбувається на периферійній частині зв'язків сплавлення.
14. Спосіб отримання нетканого матеріалу, що містить стадії часткового розтягування множини ділянок вихідного нетканого матеріалу при температурі 50 °С або нижче і ворсування волокон частково розтягнутого нетканого матеріалу.
15. Спосіб за п. 14, в якому часткове розтягування проводиться зі ступенем механічного розтягування 1,05-20 на кожній з ділянок.
16. Спосіб за п. 14 або 15, в якому часткове розтягування проводиться у напрямку транспортування і у напрямку, перпендикулярному до напрямку транспортування, на кожній з ділянок.
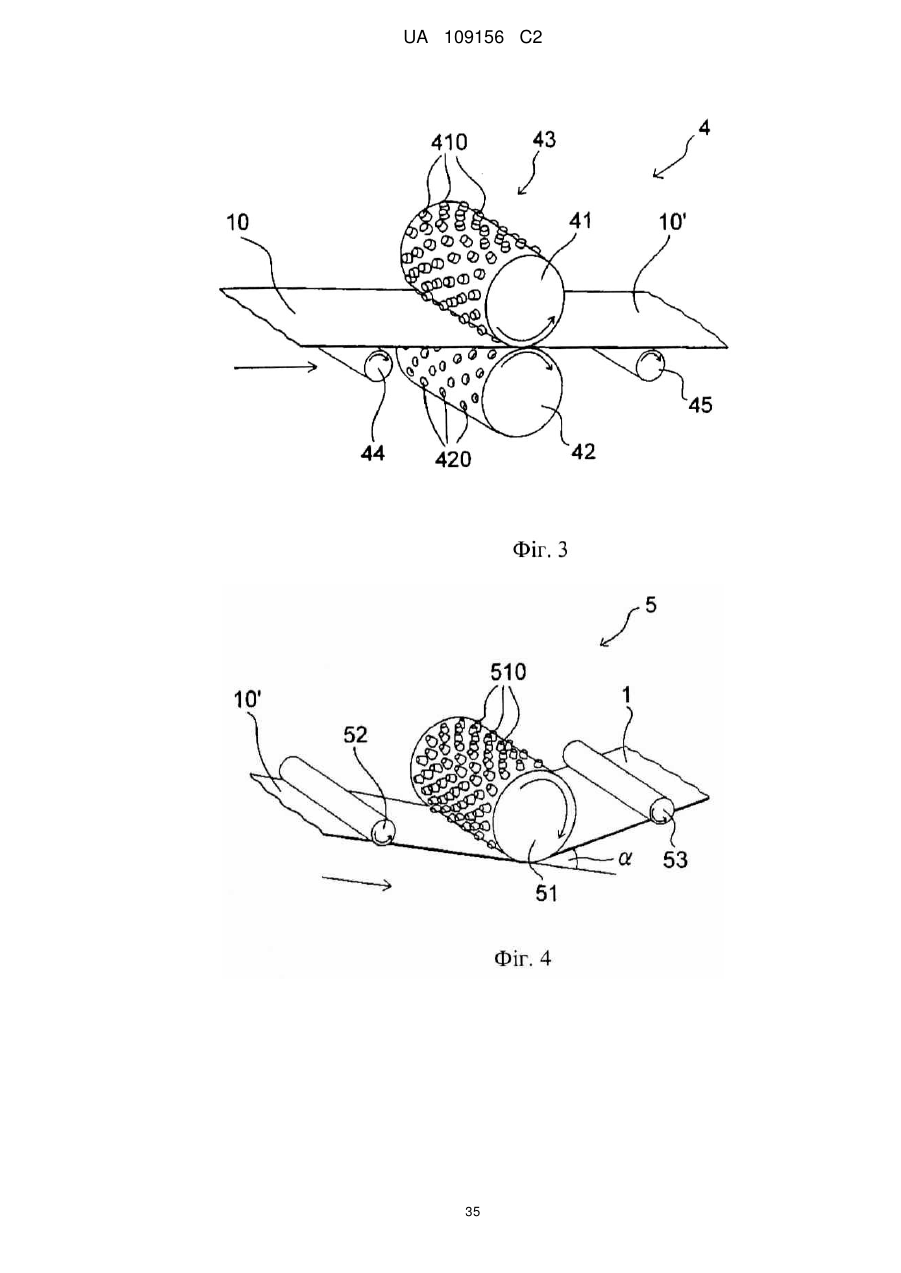
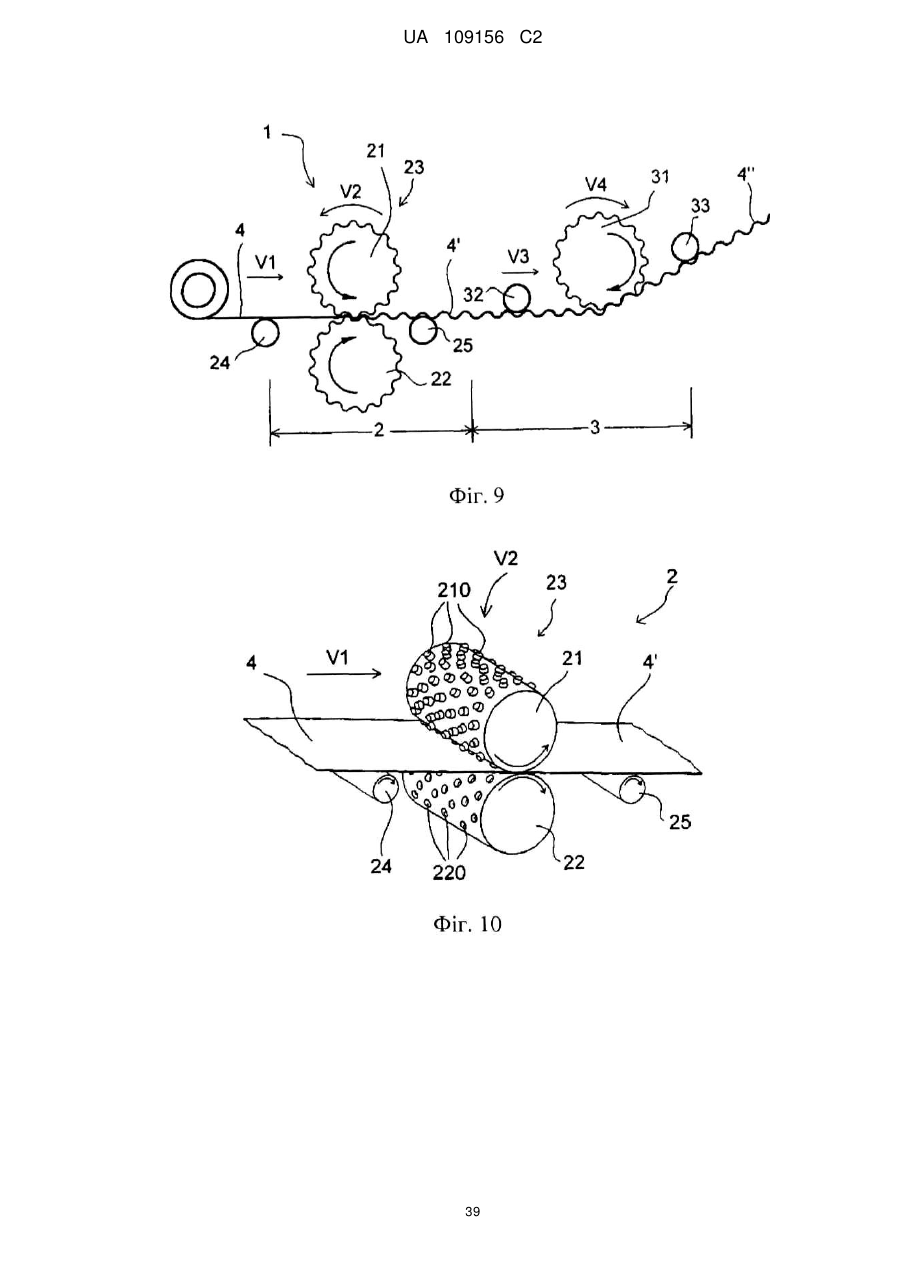
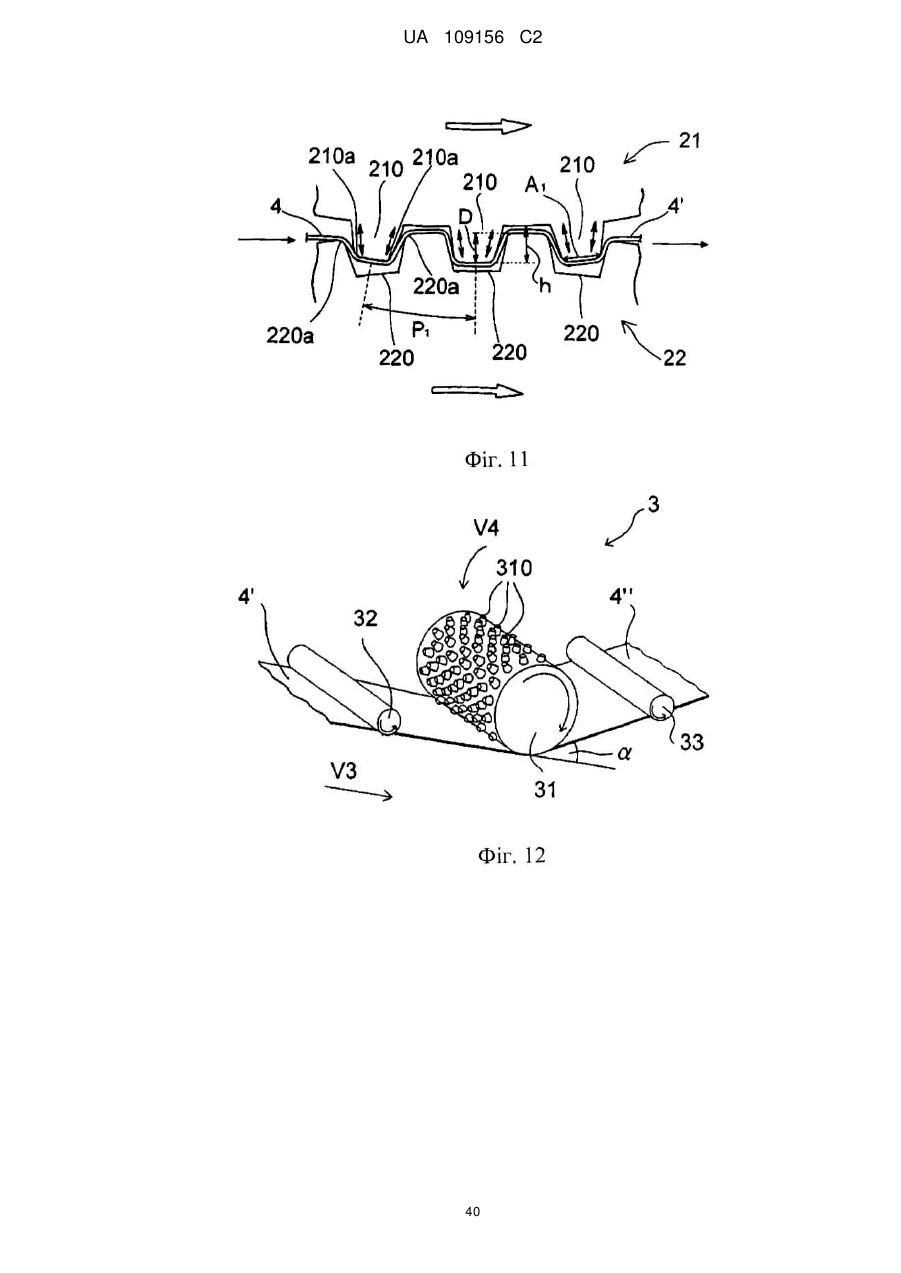
17. Спосіб за будь-яким з пп. 14-16, в якому часткове розтягування проводиться з використанням пари гравірованих валків, причому один з валків має множину виступів на своїй периферійній поверхні, і інший валок має заглиблення, які взаємно зчіпляються з виступами, розміщені на його периферійній поверхні у положеннях, що відповідають окремим виступам, і вихідний нетканий матеріал вводиться у зазор між парою гравірованих валків для часткового розтягування.
18. Спосіб за п. 17, в якому пара гравірованих валків конфігурована для розтягування 10-80 % загальної площі вихідного нетканого матеріалу, що вводиться.
19.Спосіб за п. 17, в якому швидкість V1 транспортування для введення нетканого матеріалу у зазор пари гравірованих валків є вище периферійної швидкості V2 пари гравірованих валків.
20. Спосіб за будь-яким з пп. 14-19, в якому ворсування проводиться з використанням гравірованого валка, що має множину виступів на його периферійній поверхні, причому
гравірований валок для ворсування обертається у напрямку, зворотному напрямку транспортування частково розтягнутого нетканого матеріалу, і швидкість V3 транспортування частково розтягнутого нетканого матеріалу і периферійна швидкість V4 гравірованого валка для ворсування задовольняють співвідношенню: V4/V3 = 0,3-10.
21. Спосіб за будь-яким з пп. 14-19, в якому часткове розтягування проводиться при ступені загального розтягування 1,3-4,0.
22. Спосіб за будь-яким з пп. 14-21, в якому вихідний нетканий матеріал має дискретні зв'язки нагрівання/тиску, регулярно розташовані у напрямках площини, причому відношення кроку зв'язків нагрівання/тиску до кроку виступів пари гравірованих валків становить 0,05-0,7.
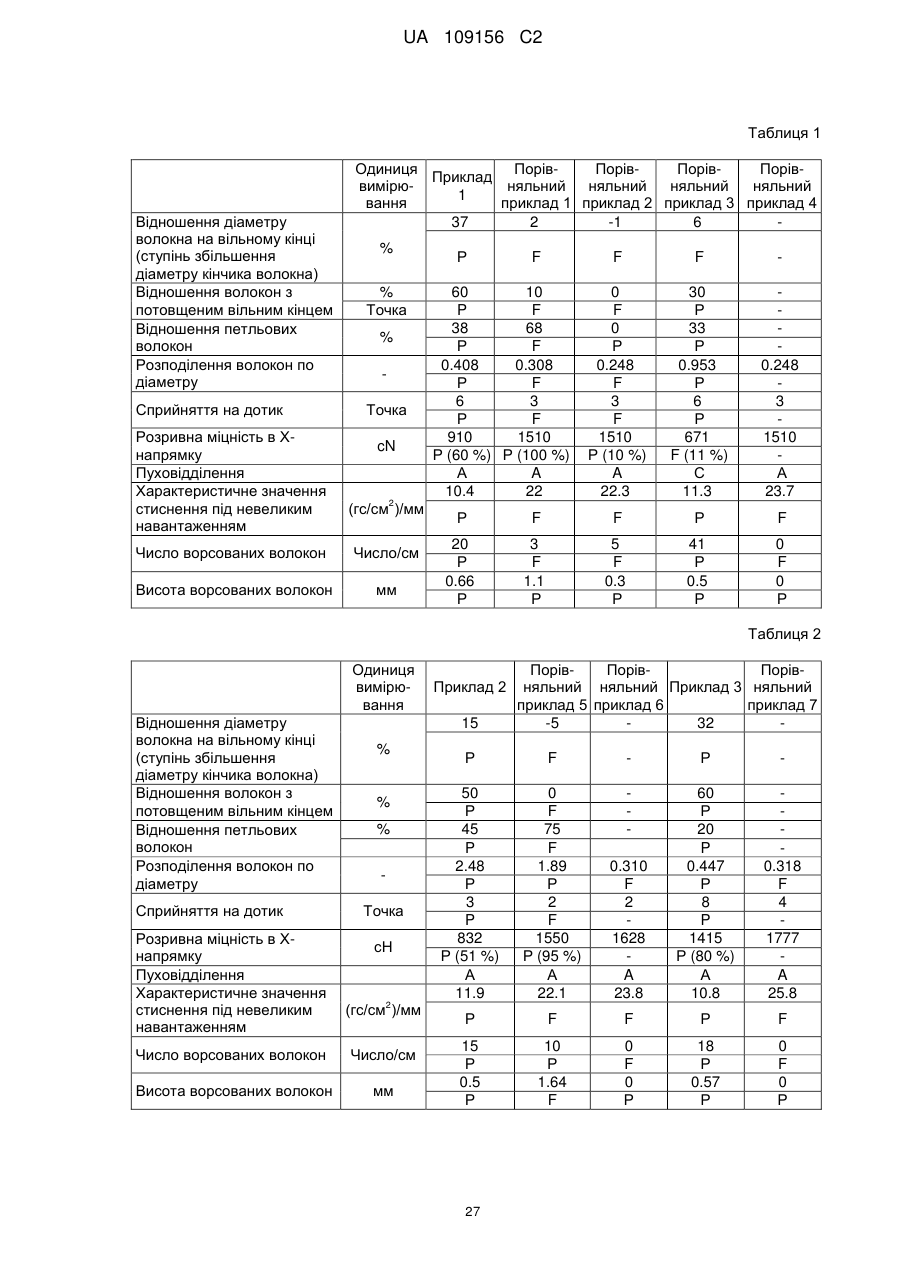
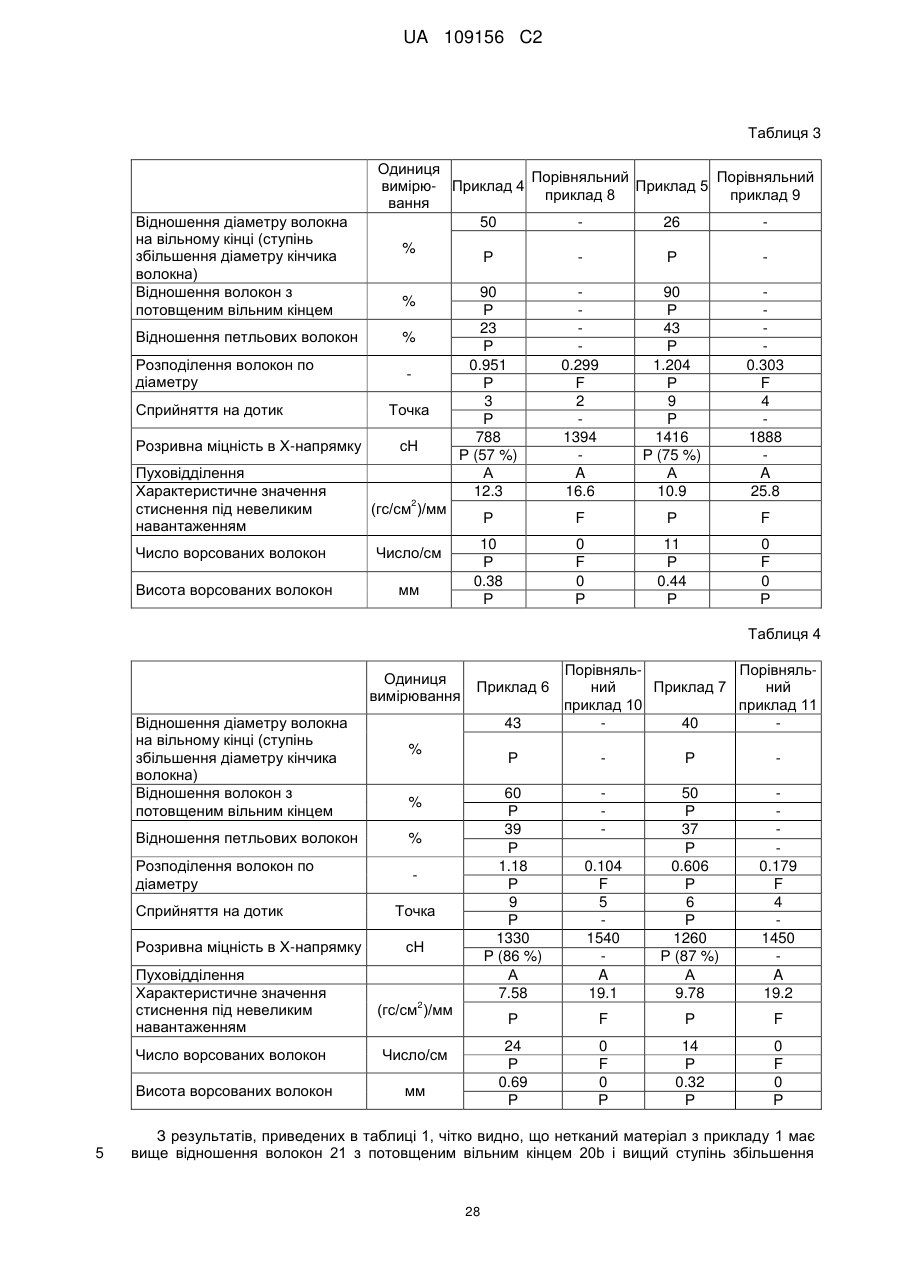
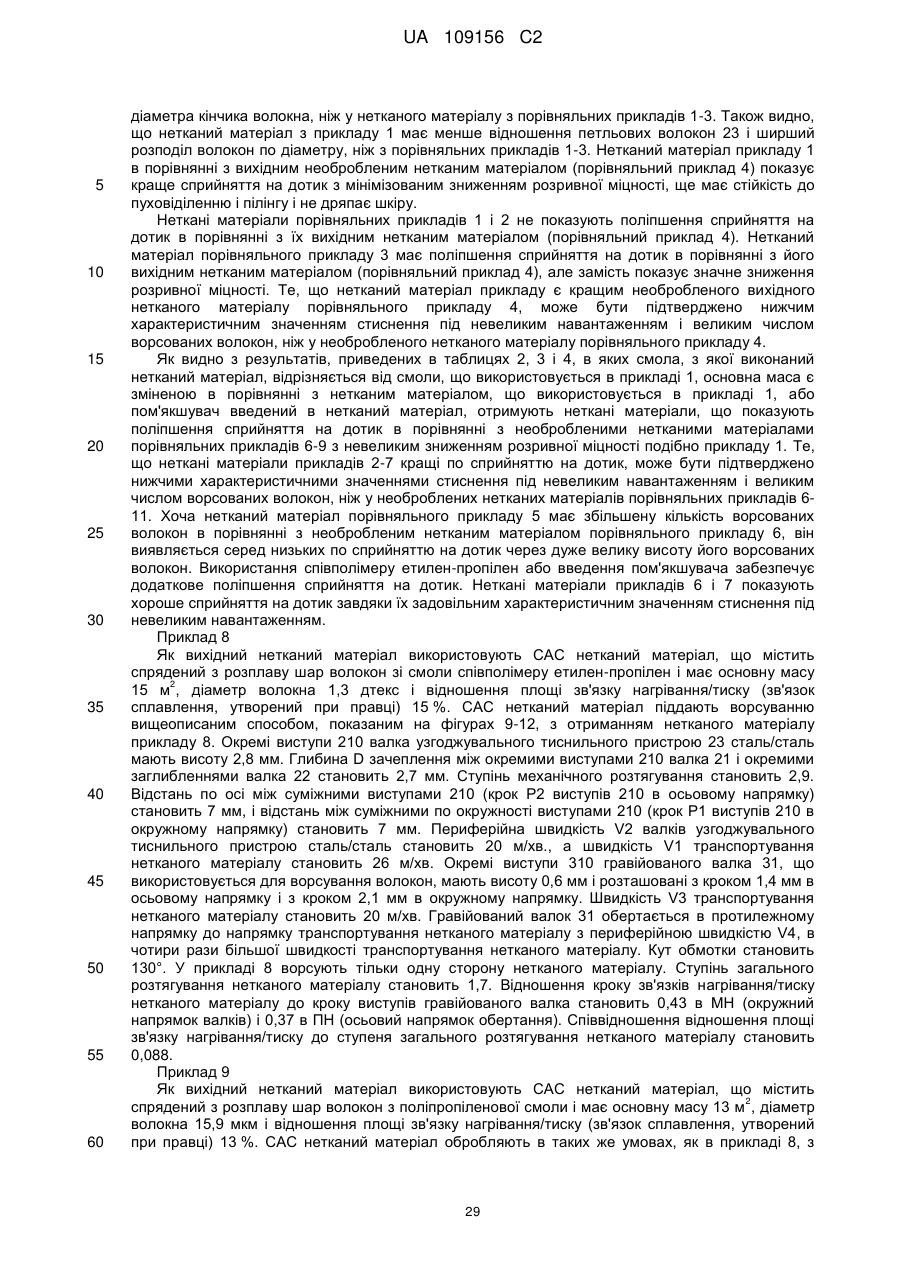
Текст
Реферат: Даний винахід стосується нетканого матеріалу, що складається з філаментних волокон. Заявлений нетканий матеріал містить полотно філаментних волокон, що досягло монолітності скріпленням зв'язками сплавлення, який містить волокна, тільки один кінець кожного з яких має фіксований кінець, фіксований зв'язком сплавлення, з іншим вільним кінцем, внаслідок руйнування частини філаментних волокон. Вільний кінець має збільшену товщину. Заявлений спосіб отримання нетканого матеріалу включає стадії часткового розтягування множини ділянок вихідного нетканого матеріалу при температурі 50 °С або нижче і ворсування волокон частково розтягнутого нетканого матеріалу. Винахід полягає у отриманні нетканого матеріалу, який має високу розривну міцність та поліпшенні сприйняття на дотик. UA 109156 C2 (12) UA 109156 C2 UA 109156 C2 5 10 15 20 25 30 35 40 45 50 55 Галузь техніки, до якої належить винахід Даний винахід стосується нетканого матеріалу, що складається з філаментних волокон. Передумови створення винаходу Спрядений з розплаву нетканий матеріал часто використовується у всмоктувальних виробах, таких як пелюшки одноразового користування, завдяки їх розривній міцності, чудовій оброблюваності і хорошої економічності. Однак спрядений з розплаву нетканий матеріал має недолік загальної ворсистості в природі способу отримання і є важкою для надання поліпшеного сприйняття на дотик (рукою). Наприклад, джерело патентної літератури 1 нижче описує нетканий матеріал, що має аркові петлі в рельєфі на його поверхні, який отримують повітряним укладанням штапельних волокон на спрядену з розплаву неткану основу і голкопробиванням кінцевої структури. Однак, коли нетканий матеріал, що має аркові петлі волокон в рельєфі, використовується у всмоктувальному виробі, подібному до пелюшки одноразового користування, аркові петлі волокон відчуваються грубими і такими, що дряпають, і спричиняють зниження комфорту користувача з вивороту. Крім того, джерело патентної літератури 1 не вказує форму кінчика складових волокон. Джерело патентної літератури 2 нижче розглядає ворсистий текстурований нетканий матеріал, отриманий розтягуванням суцільного філаментного нетканого матеріалу і розділенням розтягнутого філаментного нетканого матеріалу на половини по середині в напрямку товщини. Нетканий матеріал, що розглядається, має на своїй одній стороні волокна, порвані по зв'язках волокон, і волокна, видовжені в формі петлі. Однак вважається, що ворсистий нетканий матеріал джерела патентної літератури 2 має багато волокон, видовжених в формі петлі на його поверхні за природою описаного способу отримання. Коли такий нетканий матеріал використовується у всмоктувальному виробі, такому як пелюшка одноразового користування, петлі відчуваються такими, що дряпають шкіру, зі зниженням комфорту користувача. Джерело патентної літератури 2 не дає вказівок відносно форми кінчика складових волокон. Джерело патентної літератури 3 нижче розглядає флокований лист, що має флоки (короткі волокна), закріплені адгезивом. Кінчик флоків листа не є потовщеним, але є кутовим як результат різання, що може дати погане сприйняття на дотик. Крім того, оскільки флоки кріпляться до основи нетканого матеріалу з використанням адгезиву, хімічні речовини, що використовуються в адгезиві, і подібні можуть шкідливо впливати на шкіру або спричиняти подразнення шкіри. Флокований лист має інші проблеми, такі як випадання флоків в процесі використання і оголення, що отримується в результаті адгезиву. Технологія, доступна для отримання нетканих матеріалів з ворсованими волокнами, включає в себе голкопробивання, шліфування нетканого матеріалу і нанесення коротких волокон на нетканий матеріал флокуванням. Наприклад, джерело патентної літератури 4 нижче розглядає спосіб отримання нетканого матеріалу, що містить стадії прикладання механічного зусилля до нетканого матеріалу при контактній обробці з формуванням послаблених ділянок в складових волокнах, пропускання нетканого матеріалу, що має послаблені ділянки, на валках, покритих наждачним папером, і подальшої обробки нетканого матеріалу на ворсувальній машині з ворсуванням складових волокон. Джерело патентної літератури 5 нижче описує спосіб обробки ворсистого текстурованого листа, що містить стадії динамічного впливу на ворсистий текстурований лист і шліфування листа, що отримується наждачним папером. Джерело патентної літератури 6 нижче описує спосіб отримання нетканого матеріалу, що містить усадження полотна і голкопробивання усадженого полотна. Джерело патентної літератури 7 пропонує спосіб отримання листа нетканого матеріалу простим розтягуванням листа нетканого матеріалу до розриву складових волокон. Неткані матеріали, отримані способами згідно з джерелами патентної літератури 4-7, визначено мають м'яке сприйняття на дотик (рукою). Проте, спосіб з джерела патентної літератури 4 отримання ворсистого нетканого матеріалу і спосіб з джерела патентної літератури 5 обробки ворсистого текстурованого листа обидва містять шліфування (обробку з використанням наждачного паперу). Обробка наждачним папером значно пошкоджує нетканий матеріал, роблячи важкою мінімізацію зниження розривної міцності ворсистого нетканого матеріалу. Спосіб з джерела патентної літератури 6 отримання нетканого матеріалу містить голкопробивання, так що швидкість отримання є низькою, роблячи важким зниження виробничих витрат. Спосіб отримання нетканого матеріалу згідно з джерелом патентної літератури 7 досягає ворсування волокна тільки за допомогою розтягування, що 1 UA 109156 C2 5 10 15 20 25 30 35 40 45 50 55 60 надає нетканому матеріалу великого пошкодження, роблячи важкою мінімізацію зниження міцності ворсистого нетканого матеріалу, що отримується. Перелік, що цитується Джерела патентної літератури Джерело патентної літератури 1: JP 11-19015A Джерело патентної літератури 2: JP 2002-302861A Джерело патентної літератури 3: JP 2001-198997A Джерело патентної літератури 4: JP 50-65645A Джерело патентної літератури 5: JP 59-187665A Джерело патентної літератури 6: JP 54-106676A Джерело патентної літератури 7: US 4187343A Короткий опис винаходу Даний винахід передбачає нетканий матеріал, що має високу розривну міцність і ще відчуття ворсистості загалом з поліпшеним сприйняттям на дотик. Винахід також стосується забезпечення матеріалу, який має знижену кількість волокон в формі петлі і тому є менш відчутною як така, що дряпає шкіру, і має поліпшене сприйняття на дотик. Даний винахід стосується нетканого матеріалу, що містить полотно філаментних волокон, ущільнене з'єднанням біля сплавлених з'єднань (сплавлень). Нетканий матеріал містить волокна, тільки один кінець кожного з яких має фіксований кінець, фіксований зв'язком сплавлення, з іншим вільним кінцем як результат руйнування частини філаментних волокон. Вільний кінець має збільшену товщину. Даний винахід також передбачає спосіб отримання нетканого матеріалу, що має ворсовані волокна і тому виявляє приємне відчуття на дотик при мінімізації зниження розривної міцності ворсованого нетканого матеріалу, що отримується. Даний винахід також передбачає спосіб отримання нетканого матеріалу, що має ворсовані волокна, з високою швидкістю отримання і зниженою вартістю. Даний винахід стосується способу отримання нетканого матеріалу, що містить стадії часткового розтягування множини ділянок нетканого матеріалу при 50 °C або нижчій температурі і ворсування складових волокон частково розтягнутого нетканого матеріалу. Короткий опис креслень На фігурі 1 представлений вигляд в перспективі нетканого матеріалу згідно з варіантом винаходу. На фігурі 2 представлений вигляд в перспективі нетканого матеріалу, показаного на фігурі 1, вільний кінець якого є потовщеним. На фігурі 3 схематично показаний пристрій, що відповідно використовується в отриманні нетканого матеріалу з фігури 1. На фігурі 4 схематично показаний пристрій, що відповідно використовується в отриманні нетканого матеріалу з фігури 1. На фігурі 5(а), фігурі 5(b) і фігурі 5(с) схематично представлений метод вимірювання діаметра кінчика волокна нетканого матеріалу винаходу. На фігурі 6(а), фігурі 6(b) і фігурі 6(с) схематично представлений метод підрахунку числа ворсованих волокон нетканого матеріалу винаходу. На фігурі 7 представлений план пелюшки одноразового користування, що натягується в її відкритому нестиснутому стані, що показує використання нетканого матеріалу винаходу. На фігурі 8 показаний поперечний переріз, виконаний по лінії Х1-Х1 на фігурі 7. На фігурі 9 схематично показано обробний пристрій, що відповідно використовується в способі отримання нетканого матеріалу згідно з даним винаходом. На фігурі 10 схематично представлений вигляд в перспективі частково розтягуючої частини обробного пристрою, показаного на фігурі 9. На фігурі 11 представлено збільшений поперечний переріз основної частини частково розтягуючої частини, показаної на фігурі 10. На фігурі 12 схематично представлений вигляд в перспективі ворсуючої частини обробного пристрою, показаного на фігурі 9. На фігурі 13(а), фігурі 13(b) і фігурі 13(с) схематично представлений метод підрахунку числа ворсованих волокон нетканого матеріалу винаходу. Докладний опис варіантів винаходу Нетканий матеріал згідно з даним винаходом буде описаний на основі переважного варіанту з посиланням на фігури 1-5. Як показано на фігурі 1, нетканий матеріал 1 даного варіанту являє собою полотно філаментних волокон 2, що досягло монолітності по дискретних зв'язках 3 сплавлення. 2 UA 109156 C2 5 10 15 20 25 30 35 40 45 50 55 60 Нетканий матеріал 1 має волокна 21, фіксовані на одному їх кінці 20а зв'язком 3 сплавлення з іншим вільним кінцем 20b як результат часткового руйнування філаментних волокон 2. Вільний кінець 20b кожного волокна 21 має збільшену товщину. Як показано на фігурі 1 нетканий матеріал 1 має подовжній напрямок, позначений як напрямок Y, і поперечний напрямок, позначений як напрямок Х. Машинний напрямок ((МН)(MD)) нетканого матеріалу 1, що є напрямком орієнтації складових волокон, приймається за подовжній напрямок (напрямок Y), і поперечний до машинного напрямку ((ПН)(СВ)), перпендикулярний до МН, приймається за поперечний напрямок (напрямок Х). Відповідно, в подальшому описі подовжній напрямок (напрямок Y) представляє те ж саме, що і МН, і поперечний напрямок (напрямок Х) представляє те ж саме, що і ПН. Більш детально нетканий матеріал 1 даного варіанту отримують, починаючи зі спряденого з розплаву нетканого матеріалу, який являє собою полотно філаментних волокон 2, що досягло монолітності по дискретних зв'язках 3 сплавлення, де філаментні волокна спресовуються або з'єднуються сплавленням одне з одним. Вказаний, спрядений з розплаву нетканий матеріал далі називається як вихідний нетканий матеріал. Маючи частину зруйнованих філаментних волокон, нетканий матеріал 1 навіть з невеликою товщиною забезпечує ворсистість в порівнянні із звичайними спряденими з розплаву нетканими матеріалами. Як використано тут, термін "філаментні волокна" стосується волокон з довжиною щонайменше 30 мм. Для отримання нетканих матеріалів, що мають високу розривну міцність, філаментними волокнами є, переважно, такі, які автори називають безперервними філаментами з довжиною 150 мм або більше. 2 2 Нетканий матеріал 1, переважно, має основну масу 5-100 м , більш переважно, 5-25 м в інтересах конкурентоздатної ціни, хорошого сприйняття на дотик і оброблюваності. Нетканий матеріал 1, переважно, має розривну міцність 5,00 Н/50 мм або більше, більш переважно, 8-30 Н/50 мм, з точки зору запобігання розриву в процесі використання і оброблюваності. Вихідний нетканий матеріал, переважно, має розривну міцність 7 Н/50 мм або більше, більш переважно, 10-50 Н/50, для того, щоб забезпечити розривну міцність нетканого матеріалу 1. Нетканий матеріал 1 винаходу, який отриманий описаною далі технологією ворсування, показує менше зниження розривної міцності від розривної міцності вихідного, спряденого з розплаву нетканого матеріалу, ніж нетканий матеріал, отриманий іншими технологіями ворсування. Є переважним для нетканого матеріалу 1 і вихідного спряденого з розплаву нетканого матеріалу мати розривну міцність у вказаних вище відповідних інтервалах в Х-напрямку (ПН). Відношення розривної міцності нетканого матеріалу 1 до розривної міцності вихідного нетканого матеріалу (нетканий матеріал 1/вихідний нетканий матеріал) становить, переважно, 0,5-1,0, більш переважно, 0,7-1,0. Розривна міцність визначається по методу, описаному нижче. Метод визначення розривної міцності Прямокутний зразок розміром 50 мм × 200 мм вирізають з нетканого матеріалу 1 або вихідного, спряденого з розплаву нетканого матеріалу з довжиною, яка співпадає з Хнапрямком (поперечний напрямок), і з шириною, яка співпадає з Y-напрямком (подовжній напрямок), в навколишньому середовищі при 22 °C і 65 % відносної вологості. Зразок встановлюють на розривну машину (наприклад, розривну машину Tensilon RTA-100 від Orientec) з вихідною відстанню між затискачами в їх Х-напрямку, що співпадає з напрямком розтягування, і розтягують при швидкості 300 мм/хв. Максимальне навантаження, що досягається в момент руйнування зразка, приймається за розривну міцність в Х-напрямку. Вирізають інший прямокутний зразок з розмірами 50 мм в Х-напрямку і 200 мм в Y-напрямку і встановлюють на розривну машину з його Y-напрямком, що співпадає з напрямком розтягування. Розривну міцність в Y-напрямку вимірюють таким же чином, як для вимірювання в Х-напрямку. Нетканий матеріал 1 даного варіанту також характеризується хорошим відчуттям на дотик. Є багато характеристичних значень, відомі досі як такі, що представляють сприйняття на дотик. Особливо добре відомими є характеристичні значення, що визначаються з використанням KES-системи, доступної від фірми Kato Thech Co., Ltd. (Tokio Kawabata, Fuaihyoukano Hyoujunka to Kaiseki, 2nd Ed., July 10, 1980). З KES-значень три значення, що називаються характеристиками стиснення, тобто ЛС (LC) (лінійність кривої навантаженнядеформація стиснення), РС (WC) (робота стиснення) і ПС (RC) (пружність стиснення), є відомими для представлення ворсистості. Вказані характеристичні значення стиснення 2 розраховуються по зміщенню в прикладанню навантаження від 0,5 до 50 гс/см (або від 0,5 до 2 10 гс/см для високочутливий вимірювання). Однак вказані значення не змінюються серед дуже 2 тонких тканин, що мають невелику основну масу (5-25 м ), що не дає значну кореляцію з 3 UA 109156 C2 5 10 15 20 25 30 35 40 45 50 55 60 відчуттям на дотик. Крім того, людина відчуває всмоктувальний виріб при легкому торканні при 2 невеликому навантаженні приблизно 1 г/см . Тоді автори винаходу вирішили, що повинно використовуватися характеристичне значення, як виміряне при меншому навантаженні, ніж прийнято в традиційних системах оцінки, і знайшли нове характеристичне значення, похідне від 2 зміщення під навантаженням в інтервалі від 0,3 до 1 гс/см . Дане характеристичне значення забезпечує показник, здатний чітко показувати відмінність в сприйнятті на дотик між спряденим з розплаву нетканим матеріалом і пропускаючим повітря нетканим матеріалом. Тобто сприйняття на дотик спряденого з розплаву нетканого матеріалу може бути представлено вказаним новим характеристичним значенням. Характеристичне значення стиснення під невеликим навантаженням У винаході характеристичне значення стиснення під невеликим навантаженням визначається як нове характеристичне значення, що представляє сприйняття на дотик. Вимірювання виконується в навколишньому середовищі при 22 °C і 65 % відносної вологості. Дані, по яких розраховується характеристичне значення стиснення під невеликим навантаженням, отримують з використанням KES FB-3-AUTO-A (торгова марка) (постачальник фірма Kato Thech Co., Ltd.). З нетканого матеріалу 1 вирізають три зразки розміром 20см× 20см. Кожний із зразків поміщають на платформу ворсованою стороною вгору. Коли зразок не ворсований на будь-якій стороні або ворсований на обох сторонах, випробовують обидві сторони зразка і приймають менше з отриманих значень. Зразок потім стискується між круглими 2 плоскими стальними пластинами, що мають площу 2 см , зі швидкістю 20 мкм/с до 2 максимального навантаження 10 гс/см і потім відновлюється з такою ж швидкістю. Зміщення 2 між стальними пластинами береться як х (мм), а навантаження як у (гс/см ). Положення, в якому спочатку визначається навантаження, складає х=0, з якого вимірювання виконується в напрямку стиснення. Значення х збільшується з наростанням стиснення. Характеристичне значення стиснення під невеликим навантаженням розраховується при витяганні зміщення в напрямку товщини під невеликим навантаженням з тих, що отримуються х-у даних. Зокрема, витягуються дані навантаження відносно зміщення в інтервалі 2 навантаження від 0,30 до 1,00 гс/см в першому варіанті навантаження (немає в ненавантаженому варіанті), і апроксимована пряма лінія x-y відношення отримується методом 2 найменших квадратів. Тангенс кута нахилу апроксимованої прямої лінії (в одиницях (гс/см )/мм) приймається як розглянуте вище характеристичне значення. Вимірювання робляться в трьох різних точках на зразок з отриманням сумарно дев'яти значень на зразок, середнє з яких приймається за характеристичне значення стиснення під невеликим навантаженням нетканого матеріалу. Авторами винаходу встановлено, що є кореляція між характеристичним значенням стиснення під невеликим навантаженням і сприйняттям на дотик, зокрема, коли вихідні неткані матеріали є однаковими. Невелике характеристичне значення стиснення вказує на високу лабільність до зминання під невеликим навантаженням, тобто краще сприйняття, що відчувається людьми, особливо ворсистість. Наприклад, ідентифіковане вище характеристичне значення стиснення звичайного, спряденого з розплаву нетканого матеріалу, що має основну 2 масу 5-25 м (вихідний нетканий матеріал), який не піддавався подальшій обробці, становить 2 20,0-30,0 (гс/см )/мм. Навпаки, характеристичне значення стиснення нетканого матеріалу 1, 2 отриманого з такого ж спряденого з розплаву нетканого матеріалу з основною масою 5-25 м , 2 що піддавався подальшій описаній обробці, становить 18,0 (гс/см )/мм або менше, що вказує на його поверхню, що більше зминається. Іншими словами, ідентифіковане вище характеристичне значення стиснення нетканого матеріалу 1, який отриманий подальшою описаною обробкою 2 вихідного, спряденого з розплаву нетканого матеріалу, складає, переважно, 18,0 (гс/см )/мм або 2 менше, більш переважно, 15,0 (гс/см )/мм або менше, в значенні сприйняття на дотик, і, навіть 2 більш переважно, 10,0 (гс/см )/мм або менше в плані отримання приємного сприйняття на дотик, подібно до повітропроникних нетканих матеріалів. Нижня межа характеристичного значення стиснення нетканого матеріалу 1, отриманого обробкою вихідного, спряденого з 2 розплаву нетканого матеріалу з основною масою 5-25 м , спеціально не обмежується. Беручи 2 до уваги переваги виготовлення, нижня межа повинна становити приблизно 1,00 (гс/см )/мм. Примітно, що традиційно важко ворсувати або іншим чином обробляти вихідний, спрядений з 2 розплаву нетканий матеріал з невеликою основною масою, наприклад, 5-25 м , із забезпеченням обробленого нетканого, що має вищезгадане ідентифіковане характеристичне значення в приведеному інтервалі без значного зниження розривної міцності. Філаментне волокно 2 для отримання нетканого матеріалу, яке є волокном для отримання вихідного, спряденого з розплаву нетканого матеріалу, містить термопластичну смолу як головний компонент. Приклади термопластичної смоли включають в себе поліолефінові смоли, 4 UA 109156 C2 5 10 15 20 25 30 35 40 45 50 55 60 сладнополіефірні смоли, поліамідні смоли, акрилонітрильні смоли, вінілові смоли і вініліденові смоли. Прикладами поліолефінових смол є поліетилен, поліпропілен і полібутен. Прикладами складнополіефірних смол є поліетилентерефталат і полібутилентерефталат. Приклади поліамідної смоли включають в себе найлон. Прикладом вінілових смол є полівінілхлорид. Прикладом вініліденових смол є полівініліденхлорид. Вказані смоли можуть використовуватися індивідуально або як суміш двох або більше з них. Також використовуються продукти модифікації вказаних смол. Зв'язані волокна також використовуються як філаментні волокна для отримання нетканого матеріалу 1. Приклади зв'язаних волокон включають в себе зв'язані волокна пліч-о-пліч, зв'язані волокна оболонка-серцевина, звиті неспіввісні зв'язані волокна оболонка-серцевина і зв'язані волокна, що розщеплюються. З описаних зв'язаних волокон зв'язані волокна, що складаються з поліетиленової оболонки і поліпропіленової серцевини, є переважними в плані м'якості ворсованого нетканого матеріалу, що отримується. Філаментні волокна 2 можуть бути волокна із заданою невеликою кількістю барвника, антистатика, гідрофілізуючого агента або подібної добавки. Діаметр філаментного волокна 2 становить бажано 5-30 мкм, більш бажано 10-20 мкм на стадії перед описаною стадією подальшої обробки. Вихідний, спрядений з розплаву нетканий матеріал, з якого отримують нетканий матеріал 1, переважно, виконаний з поліпропіленової смоли, виду поліолефінової смоли, в інтересах прядомості. Поліпропіленовою смолою є, переважно, смола, що містить 5-100 % мас., більш переважно, 25-80 % мас. щонайменше одного зі статистичного співполімеру, гомополімеру і блок-співполімеру, в плані гладкості поверхні, кращого сприйняття на дотик і легкості руйнування. Хоча вказані співполімер і гомополімер пропілену можуть використовуватися як їх суміші або в комбінації з іншими смолами, суміш гомополімеру пропілену і статистичного співполімеру пропілену є переважною в плані стійкості до руйнування при прядінні. Волокна, виконані з суміші гомополімеру пропілену і статистичного співполімеру пропілену, мають знижену кристалічність. Тому ворсовані волокна як такі є м'якими і комфортними для шкіри і ще зберігають міцність при перетворенні в форму нетканого матеріалу. При ворсуванні волокна легко руйнуються по зв'язках сплавлення (наприклад, частини після правки або інші сплавлені частини), так що волокна не відокремлюються по зв'язках, таких як зв'язки сплавлення після правки. Як результат ворсовані волокна є недостатньо короткими для утворення пилів і забезпечують хороший зовнішній вигляд. Крім того, такі волокна мають широкий інтервал температури плавлення, який забезпечує хорошу зварюваність. Статистичний співполімер, що містить пропіленову ланку як головну ланку і етилен або α-олефін як співмономер, є переважним, причому смола співполімеру етилен-пропілен є більш переважною. З тієї ж самої точки зору, переважно, що поліпропіленова смола містить 5 % мас. або більше, більш переважно, 25 % мас. або більше смоли співполімеру етилен-пропілен. Смола співполімеру етилен-пропілен, переважно, має вміст етилену 1-20 % мас. Більш переважним є вміст етилену 3-8 % мас. в плані неклейкості, здатності до витяжки, пухоневідділення і розривної міцності. З екологічних міркувань поліпропіленова смола, переважно, містить 25 % мас. або більше, більш переважно, 50 % мас. або більше, вторинної поліпропіленової смоли. Те ж саме застосовно, коли нетканий матеріал 1 отримується з комплексного нетканого матеріалу, що складається з спряденого з розплаву шару і шару, отриманого аеродинамічним способом. 2 Окремі зв'язки 3 сплавлення, утворені при правленні, переважно мають площу 0,05-10 мм , 2 більш переважно, 0,1-1 мм в плані сприйняття на дотик і оброблюваності. Число зв'язків 3 сплавлення становить, переважно, 10-250 на квадратний сантиметр, більш переважно, 35-60 на квадратний сантиметр. Відстань від центра до центра між Х-направленими суміжними зв'язками 3 сплавлення становить, переважно, 0,5-10 мм більш переважно, 1-3 мм, і між Y-направленими суміжними зв'язками сплавлення становить, переважно, 0,5-10 мм більш переважно, 1-3 мм. Зв'язки 3 сплавлення можуть бути утворені дискретним прикладанням тепла і тиску з використанням видаляючого потовщення валка, комбінованого з плоским валком, скріплення ультразвуковим сплавленням або застосування гарячого повітря, щоб спричинити скріплення сплавленням. Зв'язки 3 сплавлення, переважно, утворюються прикладанням тепла і тиску в плані легкості руйнування волокон. Зв'язок 3 сплавлення спеціально не обмежується за формою і може мати круглу, ромбічну, трикутну або подібну форму. Зв'язки 3 сплавлення, переважно, мають загальне співвідношення площі 5-30 % на сторону. Загальне співвідношення площі зв'язків 3 сплавлення, більш переважно, становить 10-20 % на сторону для запобігання пілінгу. Нетканий матеріал 1 даного варіанту отримують з спряденого з розплаву нетканого матеріалу, виконаного з філаментних волокон 2. В нетканому матеріалі 1 філаментні волокна 2 частково руйнуються з утворенням волокон 20, кожне з яких має фіксований кінець 20а, 5 UA 109156 C2 5 10 15 20 25 30 35 40 45 50 55 фіксований зв'язком 3 сплавлення з іншим кінцем 20b, який є вільним. Волокна 20 включають волокна 21, вільний кінець кожного з яких має потовщений кінчик. Потовщений кінчик волокон 21, переважно, має вирівняний поперечний переріз, тобто овальний або стиснутий круглий поперечний переріз. Такі ворсовані волокна мають м'який кінчик і забезпечують нетканий матеріал, що не подразнює шкіру. Як показано на фігурі 1, волокна 20, тільки один кінець 20а яких фіксований зв'язком 3 сплавлення, включають волокна 21, кожне, що має потовщений вільний кінець 20b на іншому кінці, і волокна 22, кожне, що має непотовщений вільний кінець 20b на іншому кінці. Як використано тут, термін "вільний кінець" означає кінець, протилежний фіксованому кінцю 20а, фіксованому зв'язком 3 сплавлення. Іншими словами, термін "вільний кінець" означає кінчик кожного зруйнованого волокна. Є чи ні вільний кінець 20b потовщеним, визначається вимірюванням діаметрів методом, приведеним нижче, і розрахунком ступеня збільшення діаметра кінчика волокна. Метод вимірювання діаметра волокна Зразок, що випробовується, розміром 2 см в Х-напрямку і 2 см в Y-напрямку вирізають з нетканого матеріалу 1 з використанням гострої бритви в навколишньому середовищі при 22 °C і 65 % відносної вологості, як показано на фігурі 5(а). Зразок згинають по лінії Z згину, яка проходить через множину зв'язків 3 сплавлення в Х-напрямку, як показана на фігурі 5(b). Як показано на фігурі 5(с), зігнутий зразок фіксується на алюмінієвій оправці для скануючого електронного мікроскопа ((СЕМ) (SEM)) двосторонньою вуглецевою стрічкою. Волокна 20, тільки один кінець 20а кожного з яких фіксований зв'язком 3 сплавлення, довільно вибираються по СЕМ-зображенню при збільшенні приблизно в 750 разів. Отримують мікрофотографію околиць вільного кінця кожного вибраного волокна 20 і вимірюють діаметр волокна 20 в положенні на 120 мкм від кінчика вільного кінця 20b на мікрофотографії (дивись фігуру 2) з отриманням діаметра 21а волокна 20 в іншому місці, ніж вільний кінець 20b. Лінія, по якій вимірюється діаметр 21а, переноситься до вільного кінця 20b, доки вона не досягне положення, де волокно 20 є найтовщим між кінчиком вільного кінця 20b і положенням на 120 мкм від кінчика, і діаметр волокна 21 вимірюють по лінії з отриманням діаметра 21b волокна 21 на вільному кінці 20b. Навіть коли кінчик волокна має вирівняну форму і не втрачає товщину під деякими кутами розгляду, діаметр 21b вимірюється на мікрофотографії. Волокно 21 з потовщеним вільним кінцем 20b визначається як волокно, довільно вибране з десяти волокон 20, що мають ступінь збільшення діаметра кінчика на 15 % або більше, причому ступінь збільшення розраховується по діаметру 21b (діаметр на вільному кінці 20b) і діаметру 21а (діаметр на іншому кінці, ніж вільний кінець 20b) згідно з формулою (1) нижче. Ступінь збільшення складає, переважно, 20 % або більше, більш переважно, 25 % або більше, з точки зору уникнення руйнування волокна між суміжними зв'язками 3 сплавлення (виключаючи межі розділення між зв'язком 3 зчеплення і волокном, тобто зону, де волокно зберігає волокнисту форму), з мінімізацією зниження розривної міцності і отриманням приємного сприйняття на дотик. Ступінь збільшення діаметра кінчика волокна (%) = (21b 21a)/21a × 100 (1) Для отримання хорошого балансу між сприйняттям на дотик і розривною міцністю відношення волокон 21, що мають потовщений вільний кінець 20b, до загального числа волокон 20, тільки один кінець (20а) кожного з яких фіксований зв'язком 3 сплавлення (тобто сума волокон 21 з потовщеним вільним кінцем 20b і волокон 22, ніж вільний кінець 20b не є потовщеним) становить, переважно, 20 % або більше, більш переважно, 30 % або більше, навіть більш переважно, 40 % або більше. Відношення волокон 21 з потовщеним вільним кінцем 20b отримується розрахунком ступеня збільшення діаметра кінчика волокна для кожного з довільно вибраних десяти волокон 20 на їх СЕМ-знімку (збільшення приблизно 750Х), як описане вище відносно вимірювання діаметра волокна і розрахунку співвідношення волокон 21 з потовщеним вільним кінцем 20b. Нетканий матеріал 1 містить відрізок волокон в периферійній частині зв'язків сплавлення. Коли периферійна частина довільно вибраного зв'язку 3 сплавлення, зокрема, частина, розташована між лініями на 100 мкм всередині і зовні від лінії розділу між зв'язком 3 сплавлення і філаментними волокнами 2, спостерігається під електронним мікроскопом, то підраховується число знаків волокон, що мають відрізок (розриви між сегментом волокна, що пройшло правку і тому що має сплющену форму, і сегментом волокна, що не пройшло правку і тому волокна, що зберігає форму). Якщо є багато розривів волокна, тоді це означає, що нетканий матеріал має тільки волокна на дуже ворсованій поверхні і показує високу розривну міцність для кількості ворсування волокон. З цієї точки зору, число таких розривів складає, переважно, щонайменше 3, більш переважно, 5-15 на зв'язок сплавлення. 6 UA 109156 C2 5 10 15 20 25 30 35 40 45 50 55 60 Як показано на фігурі 1, нетканий матеріал 1 має петельні волокна 23, які виступають в формі петлі між зв'язками 3 сплавлення. Термін виступаюче "петельне волокно 23", як використано тут, означає волокно, що не має вільного кінця 20b і виступає щонайменше на 0,5 мм від лінії Z згину при спостереженні, як показано на фігурі 5(с), як при вимірюванні діаметра волокна. Термін "петельне волокно 23", як використано в даному варіанті, стосується описаного вище виступаючого петельного волокна. Волокна, що складають нетканий матеріал 1 даного варіанту, включають волокна 20, тільки один кінець кожного з яких фіксований зв'язком 3 сплавлення, і петельні волокна 23, що виступають між зв'язками 3 сплавлення, причому волокна 20 включають волокна 21 з потовщеним вільним кінцем 20b і волокна 22 з непотовщеним вільним кінцем 20b. Для того, щоб нетканий матеріал 1 не мав некомфортного дряпаючого сприйняття на дотик і мав поліпшене сприйняття на дотик, відношення петельних волокон 23 до загального числа волокон 20, тільки один кінець кожного з яких фіксований зв'язком 3 сплавлення, і петельних волокон 23 складає, переважно, менше ніж 50 %, більш переважно, менше ніж 45 % і, навіть більш переважно, менше ніж 40 %. Відношення петельних волокон 23 отримується в описаному вище вимірюванні діаметра волокна таким чином. Десять волокон вибирають довільно на СЕМ-знімку із збільшенням приблизно 50Х. Волокна 20, тільки один кінець кожного з яких фіксований зв'язком 3 сплавлення (волокна 21 з потовщеним вільним кінцем 20b + волокна 22 з непотовщеним вільним кінцем 20b) і петельні волокна 23 витягують з 10 волокон і розраховують відношення петельних волокон 23 до загального числа волокон 21, 22 і 23. Відношення розраховують для сумарно десяти точок на відповідних СЕМзнімках, зроблених на зразок, і розраховують середнє для десяти вимірювань. Коли довільно вибрані десять волокон містять одне петельне волокно 23, петельне волокно 23 підраховується як одне. Волокна, що мають високу міру свободи, заповнюють міжволоконні простори в нетканому матеріалі 1 з отриманням менш грубої і більш гладкої поверхні. Коли більш бажаним є ширший розподіл (показник розподілу) діаметра волокна, досить задовільний вплив на сприйняття на дотик отримується з розподілом 0,33 або більше. Більш задовільний ефект отримується з розподілом 0,35 або більше. Не існує певної верхньої межі розподілу волокна по діаметру (показник розподілу), переважна верхня межа становить 100. Більш переважна межа розподілу волокна по діаметру (показник розподілу) становить 0,35-0,9. Як використано тут, термін "розподіл волокна по діаметру (показник розподілу)» стосується розподілу (показника розподілу) по діаметру всіх волокон, що складають нетканий матеріал 1, тобто всіх волокон 20, тільки один кінець кожного з яких фіксований зв'язком 3 сплавлення, петельних волокон 23 і волокон, кожне з яких має обидва свої кінці, фіксовані відповідними зв'язками 3 сплавлення і не виступаючими в формі петлі (волокна, що не мають впливу описаної далі обробки). Розподіл волокон по діаметру (показник розподілу) визначається таким чином: Метод визначення діаметра волокна (метод визначення розподілу волокон по діаметру) (показника розподілу) Досліджуваний зразок розміром 2 см в Х-напрямку і 2 см в Y-напрямку вирізають з нетканого матеріалу 1 з використанням гострої бритви в навколишньому середовищі при 22 °C і 65 % відносної вологості. Зразок (незігнутий) фіксується на алюмінієвій оправці для скануючого електронного мікроскопа ((СЕМ) (SEM)) двосторонньою вуглецевою стрічкою. Десять волокон довільно вибирають по СЕМ-знімку при збільшенні приблизно 750Х, і діаметр кожного волокна вимірюється в іншому місці, ніж вільний кінець 20b. Коли вихідний нетканий матеріал, з якого отримують нетканий матеріал 1, являє собою комплексний нетканий матеріал, що складається зі спряденого з розплаву шару і шару, отриманого аеродинамічним способом, волокна повинні вибиратися не з шару, отриманого аеродинамічним способом, а зі спряденого з розплаву шару. Діаметри десяти волокон вимірюються на єдиній алюмінієвій оправці, як описано вище, і середній діаметр dave отримується з виміряних діаметрів волокон d 1-d10 десяти волокон. Розподіл десяти волокон по діаметру розраховують по виміряних діаметрах десяти волокон d 1d10 і їх середньому значенні dave згідно з формулою (2), приведеною нижче. Вимірювання виконують в мікронах з точністю 0,1 мкм. Розподіл десяти волокон по діаметру визначають для шести зразків на відповідних алюмінієвих оправках на зразок (нетканий матеріал 1), і середнє значення шести розподілів десяти волокон по діаметру, як розраховано по формулі (3), приведеній нижче, являє собою розподіл волокон по діаметру нетканого матеріалу 1. При розрахунку розподілу десяти волокон по діаметру використовують функцію VARPA комп'ютерної програми Microsoft, Excel 2003. 2 2 2 Розподіл десяти волокон по діаметру = [(d1-dave) + (d2-dave) + … [(d10-dave) ]/10 Розподіл волокон по діаметру (показник розподілу) в нетканому матеріалі 1 = (сумарні розподіли десяти волокон по діаметру, отримані по формулі (2)/6 (3). 7 UA 109156 C2 5 10 15 20 25 30 35 40 45 50 55 60 Число ворсованих волокон нетканого матеріалу 1 складає, переважно, 8 або більше, більш переважно, 12 або більше, на сантиметр в плані хорошого сприйняття на дотик і 100 або менше на сантиметр в плані достатньої розривної міцності, більш переважно, 40 або менше на сантиметр в інтересах неворсистого застосування. Число ворсованих волокон вимірюється таким чином. Метод визначення числа ворсованих волокон На фігурі 6 схематично показано, як підраховують число ворсованих волокон з волокон, що складають нетканий матеріал 1 в навколишньому середовищі при 22 °C і 65 % відносної вологості. Шматок розміром 20см×20см вирізають з нетканого матеріалу, що оцінюється, гострою бритвою і згинають на ворсованій стороні з отриманням зразка 104, як показано на фігурі 6(а). Зразок 104 вміщують на чорний лист розміром А4. Інший чорний лист розміром А4, що має отвір 107 розміром 1см (вертикальний)×1см (горизонтальний), накладають на нього, як показано на фігурі 6(b), так що зігнутий край 105 зразка 104 може бути видно через отвір 107 верхнього чорного листа, як показано. Два чорні листи являють собою KENRAN KURO (маса стосу паперу - 265 г), постачальник - фірма Fujikyowa Seishi K.K. Вантаж 50 г встановлюють на верхній лист в положення на 5 см назовні від кожної бічної сторони отвору 107 вздовж зігнутого краю 105 для забезпечення того, що зразок 104 є повністю зігнутим. Потім, як показано на фігурі 6(с), зразок 104, видимий через отвір 107, спостерігається з використанням мікроскопа (VHX900 від Keyence) при збільшенні в 30 разів. Уявна лінія 108 проводиться на мікрофотографії паралельно і на 0,2 мм вище зігнутого краю 105 зразка 104. Підраховується число волокон, які виступають вище уявної лінії 108 на сантиметр. Вимірювання виконується сумарно в 9 точках на зразок нетканого матеріалу. Середнє значення (округлене до цілого числа) дев'яти вимірювань береться як число ворсованих волокон. При підрахунку числа ворсованих волокон, коли є волокно, що перерізає двічі уявну лінію 108 (на 0,2 мм вище складених краї 105), подібно до волокна 106а, показаного на фігурі 6(с), таке волокно вважається як два. Більш конкретно, зразок, показаний на фігурі 6(с), має чотири волокна, що перерізають уявну лінію 108 один раз, і одне волокно 106а, що перерізає двічі уявну лінію 108. Таким чином, число ворсованих волокон дорівнює шести, волокно 106а, що перерізає двічі, вважається як два. З точки зору поліпшення сприйняття на дотик нетканого матеріалу 1, переважно, що ворсовані волокна (волокна, що перерізають уявну лінію 108) мають менший середній діаметр, ніж волокна поверхні на неворсованій ділянці на тій же стороні (волокна, що не перерізають і не досягають уявної лінії 108). Як використано тут, термін "середній діаметр (волокна)" стосується середніх діаметрів, виміряних в 12 точках кожного з ворсованого волокна і неворсованого волокна з використанням мікроскопа (оптичний мікроскоп, СЕМ і т. д.). Переважно, для кращого сприйняття на дотик, що діаметр ворсованого волокна становить 40-97 %, більш переважно, 4090 %, діаметра неворсованого волокна. Для того, щоб нетканий матеріал 1 мав стійкість до пілінгу, стійкість до пуховідділення і м'якоподібний хороший зовнішній вигляд, висота ворсованого волокна складає, переважно, 1,5 мм або менше, більш переважно, 0,8 або менше. Хоча менша висота є більш сприятливою з вищезгаданої точки зору, досить задовільне сприйняття на дотик отримується з висотою 0,2 мм або більше. З точки зору забезпечення розривної міцності, а також з вищезгаданої точки зору, більш переважно, що висота ворсованих волокон становить 1,5 мм або менше, і що число ворсованих волокон становить 8 або більше на сантиметр. Також переважно в плані приємного сприйняття на дотик з меншою клейкістю до шкіри, що висота ворсованих волокон становить 0,5 мм або менше, і що число ворсованих волокон становить 15 або більше на сантиметр. Як використано тут, термін "висота волокна" означає висоту волокна, виміряну в його природному релаксованому стані без розтягування на відміну від вимірювання довжини волокна. Ворсоване волокно має тенденцію мати велику висоту, коли воно має більшу довжину або вищу жорсткість. Висота ворсованого волокна визначається таким чином. Висота ворсованого волокна визначається під час визначення числа ворсованих волокон. Зокрема, як показано на фігурі 6(с), спостерігають внутрішню частину отвору 107 і проводять лінії паралельно зігнутому краю 105 з інтервалом 0,05 мм від зігнутого краю 105 доти, доки більше немає перетину ворсованих волокон. Потім вибирають одну з паралельних ліній, яка перерізає половину такої кількості ворсованих волокон, як число ворсованих волокон, як визначено описаним вище методом (волокна, що перерізають уявну лінію 108, проведену на 0,2 мм вище зігнутого краю 105). Відстань від зігнутого краю до вибраних таким чином лінії приймається за висоту ворсованого волокна. Три зразки, вирізані із оцінюваного зразка нетканого матеріалу, оцінюються в трьох положеннях на зразок із забезпеченням сумарно дев'яти вимірювань, які усереднюються з отриманням висоти ворсованих волокон зразка. 8 UA 109156 C2 5 10 15 20 25 30 35 40 45 50 55 У доповнення до описаних вище висоти і числа ворсованих волокон переважно для нетканого матеріалу 1 мати об'ємну м'якість 8,0 сН або менше в плані еластичності і чудового сприйняття на дотик. Об'ємна м'якість, більш переважно, становить 0,5-3,0 сН в плані забезпечення м'якої тканини і посагу для новонародженого. Об'ємна м'якість визначається наступним методом. Метод визначення об'ємної м'якості Зразок з розмірами 30 мм в ПН і 150 мм в МН вирізають з нетканого матеріалу 1 в навколишніх умовах при 22 °C і 65 % відносної вологості. Обидва подовжні кінці зразка з'єднують з перекриттям, і перекриття закладається на обох подовжніх його кінцях з отриманням циліндра діаметром 45 мм. Кожне з перекриттів скріплюється паралельно з МН. Циліндричний зразок встановлюється вертикально на опору розривної машини (розривна машина Tensilon RTA-100, постачальник - Orientec) і стискається по осі стискаючою пластиною по суті паралельно опорі зі швидкістю 10 мм/хв. Максимальне навантаження, прикладене в процесі стиснення, реєструється як об'ємна м'якість в ПН. Для визначення об'ємної м'якості в МН циліндричний зразок отримують і випробовують таким же чином, за винятком заміни ПН на МН. Визначення проводять двічі для кожного напрямку. Середнє значення об'ємної м'якості в ПН і в МН приймають за об'ємну м'якість нетканого матеріалу 1. Внутрішнє або зовнішнє (при покритті) введення пом'якшувача у вихідний спрядений з розплаву нетканий матеріал, з якого отримують нетканий матеріал 1, є ефективним для виявлення ефектів винаходу. Використовувані пом'якшувачі, що включають в себе воскові емульсії, реакційноздатні пом'якшувачі, силікони і поверхнево-активні речовини. Особливо переважними є аміновмісні силікони, оксіалкіленвмісні силікони і поверхнево-активні речовини. Приклади поверхнево-активних речовин включають в себе аніоногенні поверхнево-активні речовини, такі як солі карбонової кислоти, солі сульфонової кислоти, солі ефіру сірчаної кислоти і солі ефіру фосфорної кислоти (особливо солі ефіру алкілфосфорної кислоти); неіоногенні поверхнево-активні речовини, такі як сорбітанові ефір жирної кислоти, моноефіри багатомного спирту жирної кислоти (наприклад, діетиленглікольмоностеарат, діетиленглікольмоноолеат, гліцеринмоностеарат, гліцеринмоноолеат і пропіленглікольмоностеарат), N-(3-олеїлокси-2-гідроксипропіл)діетаноламін, поліоксіетиленгідрована рицинова олія, поліоксіетиленсорбіт-бджолиний віск, поліоксіетиленсорбітансесквістеарат, поліоксіетиленмоноолеат, поліоксіетиленгліцеринмоноолеат, поліоксіетиленмоностеарат, поліоксіетиленмонолаурат, простий поліоксіетиленцетиловий ефір і простий поліоксіетиленлауриловий ефір; катіоногенні поверхнево-активні речовини, такі четвертинні амонієві солі, амінні солі і аміни; і амфотерні поверхнево-активні речовини, такі як аліфатичні похідні вторинних або третинних амінів, що містять карбоксилатні, сульфонатні або сульфатні групи, і аліфатичні похідні гетероциклічних вторинних або третинних амінів. Якщо бажано, відомий агент може бути введений в пом'якшувачі як вторинна добавка (слідовий компонент). Пом'якшувач при використанні у винаході показує особливо високі ефекти в забезпеченні хорошого сприйняття на дотик, невеликого пуховідділення, низького поверхневого тертя об шкіру людей і високої розривної міцності. У поєднанні зі статистичним співполімером, описаним в абзаці [0026], пом'якшувач дає додатково поліпшені ефекти. Зокрема, пом'якшувач є ефективним в зниженні в'язкої структури ворсованих волокон, зумовленої статистичним співполімером, із забезпеченням в результаті комфортного сухого сприйняття на дотик. У тому випадку, коли нетканий матеріал 1 отримують з описаного далі комплексного нетканого матеріалу, що складається з множини спрядених з розплаву шарів і шару, отриманого аеродинамічним способом, такого як комплексний нетканий матеріал, спрядений з розплаву шар/шар, отриманий аеродинамічним способом/спрядений з розплаву шар або комплексний нетканий матеріал, спрядений з розплаву шар/спрядений з розплаву шар/шар, отриманий аеродинамічним способом/спрядений з розплаву шар, пом'якшувач, переважно, вводиться внутрішньо тільки в один спрядений з розплаву шар, або пом'якшувач може бути введений у всі спрядені з розплаву шари. Коли пом'якшувач вводиться внутрішньо тільки в один спрядений з розплаву шар, переважно для забезпечення хорошого сприйняття на дотик і високої розривної міцності, щоб описана далі обробка для формування ворсованих волокон з потовщеним вільним кінцем здійснювалася на стороні введення пом'якшувача вихідного комплексного нетканого матеріалу. Таким чином, комплексний нетканий матеріал, що складається зі спряденого з розплаву шару і шару, отриманого аеродинамічним способом, є переважним для одношарового, спряденого з розплаву матеріалу як вихідний нетканий матеріал, з якого 9 UA 109156 C2 5 10 15 20 25 30 35 40 45 50 55 60 отримують нетканий матеріал 1, в інтересах легкого регулювання балансу між сприйняттям на дотик і розривною міцністю нетканого матеріалу 1, що отримується. Переважний спосіб отримання нетканого матеріалу 1 за винаходом далі описаний з посиланням на фігури 3 і 4. Пристрій, що переважно використовується в отриманні нетканого матеріалу 1, крупно розділене на частину 4 попередньої обробки і ворсуючу частину 5 нижче по потоку від частини 4 попередньої обробки. Як показано на фігурі 3, частина 4 попередньої обробки має узгоджувальний тиснильний пристрій 43 сталь-до-сталі, що складається з пари валків, одного, що має множину виступів 410, і іншого, що має множину заглиблень 420, які взаємно зачіплюються з виступами 410 на їх периферійних поверхнях. Як показано, узгоджувальний тиснильний пристрій 43 сталь-до-сталі конфігурований так, що виступи 410, формовані на периферійній поверхні валка 41, і заглиблення 420, формовані на периферійній поверхні валка 42, узгоджуються. Виступи 410 рівномірно і регулярно розміщені як в осьовому напрямку, так і в окружному напрямку валка 41. Пара валків 41 і 42 обертається в узгодженні один з одним рушійною силою, що передається від непоказаного привідного пристрою до осі обертання будь-якого з них. Частина 4 попередньої обробки також має транспортуючі валки вище і нижче по потоку від узгоджувального тиснильного пристрою 43 сталь-до-сталі, наприклад, валки 44 і 45, як показано на фігурі 3. Кожний виступ 410 валка 41, переважно, має висоту (відстань від периферійної поверхні валка 41 до верху виступу 410) 1-10 мм, більш переважно, 2-7 мм. Відстань між суміжними виступами 410 (крок виступів 410) в осьовому напрямку становить, переважно, 0,01-20 мм, більш переважно, 1-10 мм, і в окружному напрямку - переважно, 0,01-20 мм, більш переважно, 1-10 мм. Форма верху кожного виступу 410 валка 41 спеціально не обмежується і може бути, наприклад, круглої, багатокутної або овальної форми. Площа верху кожного виступу 410 2 2 становить, переважно, 0,01-500 мм , більш переважно, 0,1-10 мм . Окремі заглиблення 420 валка 42 розміщені в положеннях, які відповідають окремим виступам 410 валка 41. Глибина зачеплення між виступами 410 валка 41 і заглибленнями 420 валка 42 (довжина перекриття між виступом 410 і заглибленням 420) становить, переважно, 0,1-10 мм, більш переважно, 1-5 мм. Як показано на фігурі 4, ворсуюча частина 5 містить гравійований валок 51, що має виступи 510 на своїй периферійній поверхні, і транспортуючі валки 52 і 53 вище і нижче по потоку, відповідно, від гравійованого валка 51 для транспортування вихідного нетканого матеріалу 10'. Гравійований валок 51 обертається рушійною силою, що передається непоказаним привідний пристроєм до його осі обертання. Висота кожного виступу 510 гравійованого валка 51 (відстань від периферійної поверхні гравійованого валка 51 до верху виступу 510) становить, переважно, 0,001-3 мм, більш переважно, 0,001-0,1 мм. Відстань між суміжними виступами 510 (крок виступів 510) в осьовому напрямку становить, переважно, 0,1-50 мм, більш переважно, 0,1-3 мм, і в окружному напрямку - переважно, 0,1-50 мм, більш переважно, 0,1-3 мм. Форма верху кожного виступу 510 валка 51 спеціально не обмежується і може бути, наприклад, круглої, багатокутної або овальної форми. 2 Площа верху кожного виступу 510 становить, переважно, 0,001-20 мм , більш переважно, 0,01-1 2 мм . Пристрій, що має частину 4 попередньої обробки і ворсуючу частину 5, працює таким чином. Вихідний нетканий матеріал 10 для нетканого матеріалу 1, наприклад, спрядений з розплаву нетканий матеріал, розмотується з непоказаного рулону матеріалу і подається транспортуючим валам 44 і 45 в зазор пари валків 41, 42 узгоджувального тиснильного пристрої 43 сталь-досталі. У частині 4 попередніх обробки вихідний нетканий матеріал 10 затискається в зазор пари валків 41, 42 з отриманням руйнування, як показано на фігурі 3. Для того, щоб не спричинити розплавлення волокон спряденого з розплаву матеріалу і їх скріплення один з одним в процесі отримання руйнування, переважно, пара валків 41, 42 узгоджувального тиснильного пристрої 43 сталь-до-сталі не нагрівається примусово або знаходиться при температурі не вищій ніж температуру плавлення компонента, температура плавлення якого є нижчою, ніж у інших компонентів тканин, з яких виконаний вихідний нетканий матеріал 10, більш переважно, при температурі нижчій ніж температура плавлення на 70 °C або більше. Зруйнований, вихідний нетканий матеріал 10' транспортується транспортуючим валам 52, 53 до гравійованого валку 51, що має виступи 510 на його периферійній поверхні. У ворсуючій частині 5 поверхня зруйнованого вихідного нетканого матеріалу 10' обробляється гравійованим валком 51. У результаті, частина філаментних волокон 2, з яких виконаний спрядений з розплаву нетканий матеріал, руйнується із забезпеченням нетканого матеріалу 1, що має волокна 20, тільки один кінець 20а кожного з яких фіксується зв'язком 3 сплавлення спряденого з розплаву нетканого матеріалу (дивись фігуру 1). Для того, щоб ефективно зруйнувати частину філаментних волокон 2 для ефективного формування волокон 20, показаних на фігурі 1, 10 UA 109156 C2 5 10 15 20 25 30 35 40 45 50 55 60 напрямок обертання гравійованого валка 51, переважно, є протилежним напрямку транспортування вихідного нетканого матеріалу 10', і швидкість обертання гравійованого валка 51, складає, переважно, 0,3-10 разів швидкості транспортування вихідного нетканого матеріалу 10'. У тому випадку, коли гравійований валок 51 обертається в тому ж напрямку, як напрямок транспортування вихідного нетканого матеріалу 10', швидкість обертання складає, переважно, 1,5-20 разів швидкості транспортування вихідного нетканого матеріалу 10'. Як використано тут, термін "швидкість обертання" гравійованого валка 51 являє собою окружну швидкість, виміряну на периферії гравійованого валка 51. Для того, щоб ефективніше зруйнувати частину філаментних волокон 2 для ефективного формування волокон 20, показаних на фігурі 1, переважно, щоб положення транспортуючого валка 53 було вищим, ніж положення гравійованого валка 51, як показано на фігурі 4, так що зруйнований вихідний нетканий матеріал 10' може бути частково обмотаний навколо гравійованого валка 51 з кутом обмотки α, що дорівнює 10-180°. Для зниження зменшення ширини нетканого матеріалу кут обмотки α, більш переважно, становить 30-120°. При отриманні нетканого матеріалу 1, що має волокна 20, тільки один кінець 20а кожного з яких фіксується зв'язком 3 сплавлення на обох його сторонах, вихідний нетканий матеріал 10', оброблений гравійованим валком 51 на одній його стороні, додатково обробляється іншим гравійованим валком 51 на протилежній його стороні (зворотній стороні). Автори винаходу вважають, що механізм формування ідентифікованих вище волокон 20 є наступним. При розтягненні спряденого з розплаву нетканого матеріалу (вихідного нетканого матеріалу 10) з використанням узгоджувального тиснильного пристрої 43 сталь-до-сталі в зв'язку 3 сплавлення спряденого з розплаву нетканого матеріалу (вихідного нетканого матеріалу 10), утворюється послаблена точка. Потім філаментне волокно 2 на тій же поверхні зв'язку 3 сплавлення розрізається гравійованим валком 51 в послабленій точці із забезпеченням волокна, зруйнованого по зв'язку 3 сплавлення. Автори винаходу передбачають, що волокном, розрізаним по зв'язку 3 сплавлення, є волокно 21, вільний кінець 20b якого є потовщеним. Автори винаходу також передбачають, що філаментне волокно 2 відривається від послабленої точки зв'язку 3 сплавлення гравійованим валком 51 і стає петльовим волокном 23, що виступає в формі петлі між зв'язками 3 сплавлення. Автори винаходу передбачають, що філаментне волокно 2, яке ріжеться між зв'язками 3 сплавлення гравійованим валком, стає волокном 22, вільний кінець 20b якого не є потовщеним. Нетканий матеріал, отриманий вищезгаданим переважним способом для отримання нетканого матеріалу 1 згідно з даним винаходом, характеризується тим, що співвідношення петльових волокон 23 і волокон 22 з непотовщеним кінчиком є меншими, ніж у нетканих матеріалів, отриманих традиційною технологією ворсування/ратинування. Якщо є багато волокон 22 з непотовщеним кінчиком як неткані матеріали, отримані традиційною технологією ворсування, нетканий матеріал буде руйнуватися між зв'язками 3 сплавлення (наприклад, між частинами після правки), що може викликати у нетканого матеріалу розрив або проробити отвір між зв'язками 3 сплавлення. Однак вищезгадана характеристика дозволяє ворсованим волокнам без руйнування базових волокон забезпечити нетканий матеріал, що зберігає високу розривну міцність. Якщо нетканий матеріал без послаблених точок піддається ворсуванню, волокна нелегко ворсуються, якщо велике стираюче зусилля не прикладається до поверхні нетканого матеріалу, яке буде руйнувати не тільки волокна на тій же поверхні, але і базові волокна вихідного нетканого матеріалу, тільки із забезпеченням нетканого матеріалу, доступного розриву внаслідок руйнування без збереження міцності. Оскільки нетканий матеріал, отриманий описаним вище переважним способом отримання нетканого матеріалу 1 винаходу, має менше співвідношення волокон 22 з непотовщеним кінчиком, розривна міцність зберігається. При використанні зовнішнього обгорткового матеріалу, наприклад, пелюшки одноразового користування, що натягується, нетканий матеріал винаходу забезпечує перевагу стійкості до протикання або руйнування пальцем, коли пелюшка натягається при фіксації на користувачі (висока міцність до протикання). При використанні бічних кріплень пелюшки одноразового користування, що натягується, які повинні відриватися при видаленні пелюшки з користувача, нетканий матеріал винаходу легко відривається по бічних кріпленнях без відриву в подовжньому напрямку пелюшки. Якщо вихідний нетканий матеріал, що не має послаблених точок, піддається ворсуванню, волокна мають тенденцію до розпушення і вивільнення із зв'язків сплавлення. У результаті, число ворсованих волокон має тенденцію до зниження, а висота ворсованих волокон має тенденцію до збільшення. Це може привести до таких проблем, як пухоутворення. В результаті обробки узгоджувальним тиснильним пристроєм 43 сталь-до-сталі волокна розтягуються між зв'язками сплавлення, і послаблені точки визначено утворюються навколо 11 UA 109156 C2 5 10 15 20 25 30 35 40 45 50 55 60 периферії зв'язків сплавлення. Утворення послаблених точок регулюється глибиною зачеплення між переплітаючим валками 41 і 42 узгоджувального тиснильного пристрої 43 стальдо-сталі. послаблена точка легко утворюється в зоні, де довжина зв'язок-до-зв'язку волокон є короткою в напрямку розтягування. Утвореним таким чином послаблена точка забезпечує слабку зону, де волокно легко ріжеться в послабленій точці при обробці у ворсуючій частині 5. В результаті, отримують перевагу ворсованого нетканого матеріалу, що має короткі ворсовані волокна, чудове сприйняття на дотик, візуально непомітний пух, стійкість до пілінгу і високу розривну міцність. У той же самий час розтягування волокон між зв'язками 3 сплавлення робить волокна тоншим, а також пом'ягшує зв'язки 3 сплавлення, тому отримується нетканий матеріал з хорошим сприйняттям на дотик. При обробці узгоджувальним тиснильним пристроєм 43 сталь-до-сталі волокна розтягуються і робляться тонші з отриманням відстані волокно-доволокна, що приводить до поліпшеної повітропроникності. У доповнення до цього ворсування у ворсуючій частині 5 знижує об'ємну густину ворсованих поверхневих волокон. У результаті, ворсований нетканий матеріал має поліпшену повітропроникність в порівнянні з неворсованим нетканим матеріалом, що має таку ж основну масу. Повітропроникність нетканого матеріалу, переважно, збільшується в 1,2-2,0 рази, більш переважно, в 1,3-1,8 рази, ніж у вихідного нетканого матеріалу, при комбінуванні розтягування і ворсування волокон, як описано. Повітропроникність представлена зворотною характеристикою повітронепроникності, визначеною з використанням автоматичного приладу визначення повітропроникності KES-F8API від фірми Kato Tech Co., Ltd. Нетканий матеріал, що отримується, переважно, має повітропроникність 24 м/(кПа•с) або більшу. Спрядений з розплаву комплексний нетканий матеріал, що не містить шар, який отримується аеродинамічним способом, такий як нетканий матеріал, спрядений з розплаву шар/спрядений з розплаву шар, переважно, використовується як вихідний нетканий матеріал 10, що має хороше сприйняття на дотик і хорошу повітропроникність. Далі описуються ефект і перевага використання нетканого матеріалу 1 розглянутого вище варіанту. Нетканий матеріал 1 даного варіанту має частину філаментних волокон 2, зруйнованих з утворенням волокон 20, тільки один кінець 20а кожного з яких фіксований зв'язком 3 сплавлення. Волокна 20 надають ворсистості всьому нетканому матеріалу 1. Оскільки філаментні волокна зруйновані тільки частково, нетканий матеріал 1 зберігає високу розривну міцність подібно до вихідного, спряденого з розплаву нетканого матеріалу. Нетканий матеріал 1 даного варіанту містить волокна 21, кожне, що має потовщений вільний кінець 20b, як показано на фігурі 1. Присутність волокон 21 з потовщеним вільним кінцем 20b робить нетканий матеріал 1 приємним на дотик без сверблячого або дряпаючого сприйняття шкірою. Крім того, волокна 21 з потовщеним вільним кінцем 20b мають тенденцію згинати їх вільний кінець 20b, що робить нетканий матеріал 1 гладким і приємним для шкіри. Спрядені з розплаву неткані матеріали або спрядені з розплаву комплексні неткані матеріали по суті не мають сприйняття ворсистості і є гірші повітропроникних нетканих матеріалів по сприйняттю на дотик. Згідно з даним варіантом нетканий матеріал 1 має значно поліпшене сприйняття на дотик в плані гладкості, подібно до японського паперу, суттєвого для комплексного нетканого матеріалу типу спрядений з розплаву, аеродинамічним, що отримується способом, в поєднанні зі сприйняттям на дотик. Нетканий матеріал 1 підходить, головним чином, для використання як елемент отримання всмоктувальних виробів, таких як пелюшки одноразового користування і гігієнічні серветки. Прийнятні елементи включають в себе верхній лист, тильний лист і зовнішній лист, що утворює оболонку. Нетканий матеріал 1 підходить також як очищаючий лист. Застосування нетканого матеріалу 1 буде описане більш конкретно на прикладі пелюшки одноразового користування. Як показано на фігурі 7, пелюшка 100 одноразового користування, що натягується, містить всмоктувальне складання 50, що містить всмоктувальний елемент 40, і зовнішню оболонку 60, що розташована на стороні, що не контактує зі шкірою, всмоктувального складання 50 і має прикріплене до неї всмоктувальне складання 50. Як показано на фігурі 8, всмоктувальне складання 50 містить проникний для рідини верхній лист 70, не проникний для рідини (або водовідштовхувальний) тильний лист 80 і утримуючий рідину елемент 40, розташований між листами 70 і 80. Всмоктувальне складання 50 є по суті видовженим. Зовнішня оболонка 60 має задню частину А, що розташовується на тильній стороні користувача, передню частину В, що розташовується на передній стороні користувача, і промежинну частину С, що розташовується між задньою частиною А і передньою частиною В і пристосована для носіння біля промежини користувача. Обидва краї 6а бічної сторони задньої 12 UA 109156 C2 5 10 15 20 25 30 35 40 45 50 55 60 частини А і обидва краї 6b бічної сторони передньої частини В з'єднуються разом з утворенням пари кріплень (не показано), пари отворів для ніг (не показано) і отвору для талії (не показано). Зовнішня оболонка 60 має зовнішній лист 62, що утворює зовнішню поверхню пелюшки, і внутрішній лист 61, розташований на і частково сполучений із зовнішнім листом 62, повернутим до шкіри. Зовнішня оболонка 60 має еластичні елементи 63 для талії і еластичні елементи 64 для ніг, розташовані між двома листами 61 і 62, з утворенням складок вздовж частини для талії, що утворює отвір для талії, і вздовж частин 6d для ніг, що утворює отвори для ніг. Як показано на фігурі 7, всмоктувальне складання 50 розтягується з охопленням задньої частини А і передньої частини В з її подовжніми кінцями всередину від відповідних подовжніх кінців зовнішньої оболонки 60. Як показано на фігурі 8, всмоктувальне складання 50 скріплюється на стороні, не повернутій до шкіри, тильного листа 80 зі стороною, повернутою до шкіри, внутрішнього листа 61 зовнішньої оболонки 60 за допомогою клею або тепловим зварюванням, ультразвуковим зварюванням або іншим чином. Як показано на фігурі 8, всмоктувальне складання 50 має пару бічних манжет 55, 55, утворених з непроникного для рідини або водовідштовхувального і повітропроникного матеріалу вздовж обох подовжніх бічних частин. Еластичний елемент 56, який утворює бічні манжети, фіксується в його розтягнутому стані поблизу вільного краю кожної бічної манжети 55. При носінні кожна бічна манжета 55 підіймається своїм вільним краєм з блокуванням бічного потоку виділень людського організму. Як показано на фігурі 8, бічна частина 55 з визначеною шириною листа, що утворює бічні манжети, яка йде в сторону назовні від всмоктувального складання 50, згинається поверх сторони, не повернутої до шкіри, всмоктувального елемента 40 і фіксується між всмоктувальним елементом 40 і тильним листом 80. Бічна частина 55а може фіксуватися між тильним листом 80 і зовнішньою оболонкою 60. Нетканий матеріал згідно з даним винаходом, переважно, використовується як зовнішній лист 62. Нетканий матеріал згідно з даним винаходом також використовується як верхній лист 70, тильний лист 80, лист, що утворює бічні манжети, і внутрішній лист 61. Коли вказані елементи утворюються з іншої тканини, ніж нетканий матеріал винаходу, можуть використовуватися будь-які матеріали, що звичайно використовуються у всмоктувальних виробах, таких як пелюшки одноразового користування. Наприклад, верхній лист 70 може бути утворений з проникного для рідини нетканого матеріалу, перфорованої плівки або їх ламінату. Тильний лист 80 може бути утворений з полімерної плівки або ламінату, що складається з полімерної плівки і нетканого матеріалу. Лист, що утворює бічні манжети, може бути з розтягнутої плівки, нетканого матеріалу, тканого матеріалу або листа з ламінату. Внутрішній лист 61 і зовнішній лист 62 можуть бути утворені, наприклад, з водовідштовхувального нетканого матеріалу. Всмоктувальний елемент 40 може бути будь-якого типу, що звичайно використовується у всмоктувальних виробах, таких як пелюшки одноразового користування. Наприклад, всмоктувальним елементом може бути агрегат волокнистого матеріалу, такого як целюлоза, з або без введеного в нього супервбирального полімеру, причому агрегат обгорнуть в обгортку, таку як матеріал або водопроникний нетканий матеріал. Еластичними елементами 56, які утворюють бічні манжети, еластичними елементами 63 для талії і еластичними елементами 64 для ніг можуть бути будь-які матеріали, що звичайно використовуються у всмоктувальних виробах, таких як пелюшки одноразового користування. Можуть використовуватися, наприклад, і матеріали, які стискаються або які розтягуються, виконані з натурального каучуку, поліуретану, співполімеру стирол-ізопрен, співполімеру стирол-бутадієн, співполімеру етилен-α-олефін (наприклад, співполімер етилакрилат-етилен) і т. д. Нетканий матеріал за винаходом не обмежується нетканим матеріалом 1 вказаного вище варіанту, і різні зміни і модифікації можуть бути введені в нетканий матеріал 1. Наприклад, коли нетканий матеріал 1 даного варіанту отримується зі спряденого з розплаву нетканого матеріалу, як показаний на фігурі 2, він може бути отриманий з комплексного нетканого матеріалу, що складається зі спряденого з розплаву шару і шару, отриманого аеродинамічним способом. У разі використання комплексного нетканого матеріалу, спрядений з розплаву шар, переважно, розташований на поверхневій стороні і/або зворотній стороні шару, отриманого аеродинамічним способом. Зокрема, переважно, комплексний нетканий матеріал, спрядений з розплаву шар/шар, отриманий аеродинамічним способом містить щонайменше 25 % мас. смоли статистичного співполімеру етилен-пропілен (далі "статистичний співполімер"), і шар, отриманий аеродинамічним способом, який виконаний зі смоли гомополімеру пропілену в плані загальної гладкості, поліпшеного сприйняття на дотик і руйнування волокон в процесі ворсування. Спрядений з розплаву шар, формований зі смоли, що містить статистичну 13 UA 109156 C2 5 10 15 20 25 30 35 40 45 50 55 співполімер, який є м'яким шаром, переважно, розташований як самий зовнішній шар, так що комплексний нетканий матеріал може мати знижену жорсткість при вигині і поліпшену податливість. З точки зору вартісної характеристики, комплексний нетканий матеріал, що тільки контактує з шкірою, стороною якою є спрядений з розплаву шар, виконаний зі смоли, що містить статистичну співполімер, є перевершуючою в тому, що властивості, які забезпечують хороше сприйняття на дотик (властивості, які забезпечуються шаром, що містить статистичну співполімер), і властивості, що забезпечують розривну міцність, можуть бути забезпечені відповідними сторонами з досягненням ефективного поліпшення сприйняття на дотик. З точки зору екологічних вимог, комплексний нетканий матеріал, переважно, виконується з поліпропіленової смоли, що містить щонайменше 25 % мас. вторинної поліпропіленової смоли замість статистичного співполімеру. Приклади вихідних нетканих матеріалів, що використовуються для створення нетканого матеріалу 1, включають в себе неткані матеріали (наприклад, спрядений з розплаву нетканий матеріал), комплексні неткані матеріали (наприклад, ламінат, отриманий з'єднанням спряденого з розплаву шару і шару, отриманого аеродинамічним способом, тепловою правкою, і ламінат, отриманим з'єднанням нетканого матеріалу і неущільненого полотна із застосуванням нагрівання) і нетканий матеріал, отриманий ущільненням 30 мм або довших штапельних волокон із застосуванням нагрівання і тиску з використанням валка, що нагрівається, або повітряного термоскріплення з подальшою правкою. Волокна, що складають нетканий матеріал, включають в себе одиночні волокна, зв'язані волокна (пліч-о-пліч або концентрична або ексцентрична конфігурація оболонка/серцевина), звиті волокна, термоусаджувані волокна, терморозтягувані волокна і волокна, що розщеплюються при розтягненні. Одиничні волокна є переважними для дешевизни. Також використовуваними є композитні неткані матеріали, що складаються з описаного нетканого матеріалу і іншого нетканого матеріалу або плівки, з'єднаних разом адгезивом або нагріванням. При використанні композитного нетканого матеріалу ворсування може виконуватися або до, або після з'єднання разом з іншим нетканим матеріалом або плівкою. Оскільки ворсування у ворсуючій частині 5 виконується при обертанні гравійованого валка 51 в напрямку, паралельному напрямку прогону (МН) нетканого матеріалу, ступінь орієнтації (МН/ПН) волокна становить, переважно, 1,1-1,8, більш переважно, 1,2-1,5, так що волокна легко зачіплюються на виступах 510 з досягненням великої кількості ворсування волокон. Ступінь орієнтації волокон представляється MOR-значенням, визначеним на квадратному зразку розміром 95 мм в МН і 95 мм в ПН з використанням мікрохвильового аналізатора молекулярної орієнтації МОА-6004 від Oji Scientific Instru-ments. Визначення виконується п'ять разів на зразок з отриманням середнього MOR-значення. Нетканий матеріал, отриманий з використанням описаного вище пристрою, має перевагу над флокованим листом, таким як лист, розглянутий в джерелі патентної літератури 3, в тому, що спосіб отримання не містить стадію скріплення окремих волокон (флоків) з базовим нетканим матеріалом з використанням адгезиву або подібної хімічної речовини, так що знижується ризик шкідливого впливу на шкіру, викликаного хімічною речовиною, такою як адгезив. Крім цього, відсутні проблеми, пов'язані з флокованим листом, такі як скидання флоків в процесі використання і оголення в результаті адгезивного шару. Спрядений з розплаву нетканий матеріал, один тип нетканого матеріалу, що використовується у всмоктувальних виробах, є тонким і важким для отримання ворсистості звичайним способом ворсування без імовірності бути зруйнованою. Згідно з способом отримання, що використовує описаний вище пристрій, отримується ворсований, спрядений з розплаву нетканий матеріал, що має високу щільність ворсованих волокон і хороше сприйняття на дотик. Спосіб отримання нетканого матеріалу згідно з даним винаходом далі описується на основі його переважного варіанту з посиланням на супроводжуюче креслення. У подальшому описі напрямки нетканого матеріалу визначаються на основі напрямку складових волокон. Звичайно напрямок у напрямку орієнтації волокон називається як МН, або подовжнім напрямком, а напрямок, перпендикулярний вказаному напрямку, називається як ПН, або поперечний напрямок. З цього випливає, що МН (подовжній напрямок) нетканого матеріалу являє собою напрямок транспортування нетканого матеріалу, який є таким же, як напрямок транспортування нетканого матеріалу при обертанні валків, а ПН (поперечний напрямок) нетканого матеріалу є таким же, як осьовий напрямок валків. На фігурах 9-12 схематично показаний варіант обробного пристрою, що використовується для здійснення способу отримання нетканого матеріалу згідно з даним винаходом (що далі просто називається обробним пристроєм). 14 UA 109156 C2 5 10 15 20 25 30 35 40 45 50 55 60 Як показано на фігурі 9 обробний пристрій 1 даного варіанту крупно розділений на частково розтягуючу частину 2 і ворсуючу частину 3 нижче по потоку від частково розтягуючої частини 2. Частково розтягуюча частина 2 являє собою частину, в якій нетканий матеріал 4 розтягується на багатьох ділянках. Частково розтягуюча частина 2 обробного пристрою 1 згідно з даним варіантом має пару гравійованих валків 21, 22, як показано на фігурах 9 і 10. Як використано тут, термін "що частково розтягує" не стосується звичайно практикованого способу розтягування, в якому нетканий матеріал звичайно розтягується з використанням відмінності в швидкості обертання між парою валків, але способу, що дає в результаті утворення розтягнутих ділянок і нерозтягнутих ділянок. Термін "нерозтягнута ділянка" означає ділянку нетканого матеріалу, яка не піддавалася розтягненню, а вираз "не піддавався розтягненню" призначено означати "примусово не піддавався розтягненню". Серед спарених гравійованих валків 21 і 22 валок 21 має виступи 210 на його периферійній поверхні, а валок 22 має на своїй периферійній поверхні заглиблення 220 для прийняття виступів 210 валка 21 в положеннях, які відповідають виступам 210. Спарені гравійовані валки 21 і 22 є циліндричними елементами, виконаними з такого металу, як алюмінієвий сплав або сталь. Обробний пристрій 1 даного варіанту має узгоджувальний тиснильний пристрій 23 стальдо-сталі, що складається з пари гравійованих валків 21 і 22, що мають виступи 210 і заглиблення 220, відповідно, на їх периферійній поверхні в зачепленні, що переплітається один з одним. Як показано на фігурі 11, узгоджувальний тиснильний пристрій 23 сталь-до-сталі конфігуровано так, що виступи 210 на периферійній поверхні валка 21 і заглиблення 220 на периферійній поверхні валка 22 знаходяться в узгодженому зачепленні. Виступи 210 рівномірно і регулярно розміщені як в осьовому напрямку, так і в окружному напрямку валка 21. Пара валків 21 і 22 обертаються з приведенням в рух рушійною силою, що передається від непоказаного привідного пристрою з використанням непоказаних шестерень. Рушійна сила від непоказаного привідного пристрою може передаватися тільки до одного з валків 21 і 22, а інший валок приводиться в рух зачепленням валків. Однак переважно приводити в рух обидва валка не тільки зачепленням, але використовувати шестерні для передачі рушійної сили так, що нетканий матеріал може розтягуватися в центрах спільних заглиблень з досягненням ефективного часткового розтягування. Швидкість обертання (периферійна швидкість V2) спарених валків 21 і 22 регулюється контролером (не показано) обробного пристрою 1. Периферійна швидкість V2 отримується як швидкість окружності від числа обертів валка, взятого [зовнішній діаметр валка 21 - глибина зачеплення D] як діаметр. Форма окремих виступів 210 валка 21 при розгляді зверху може бути круглою, квадратною, еліптичною або прямокутною (видовженою в МН або в ПН) і, переважно, круглою в зв'язку з мінімізацією зниження розривної міцності нетканого матеріалу 4. Форма окремих виступів 210 валка 21 при розгляді збоку може бути трапецеїдальною, квадратною або опуклою і, переважно, трапецеїдальною в зв'язку із зниженим знесенням в процесі обертання. Нижній кут трапецеїдальної проекції, переважно, знаходиться в інтервалі від 70 до 89°. У частково розтягуваній частині 2 нетканого матеріалу 4 (тобто нетканий матеріал до обробки), переважно, розтягується до ступеня механічного розтягування 1,05-20, більш переважно, 2-10 на кожній розтягуваній ділянці для того, щоб отримати високі ефекти в поліпшенні еластичності і т. п. при збереженні задовільної розривної міцності після розтягування. Як використано тут, термін "ступінь механічного розтягування" означає значення, отримане від геометрії зачеплення між виступами 210 валка 21 і заглибленнями 220 валка 22. Ступінь механічного розтягування кожної розтягуваної ділянки розраховується згідно з математичними виразами Math. 1 або Math. 2, приведеним нижче, де (дивись фігуру 11) Р1 являє собою відстань між верхами суміжних виступів 210 (крок Р1 виступів 210) в окружному напрямку валка 21; Р2 являє собою відстань між верхами суміжних виступів 210 (крок Р2 виступів 210) в осьовому напрямку валка 21; D являє собою глибину зачеплення між окремими виступами 210 валка 21 і окремими виступами валка 22; А1 являє собою довжину верху окремих виступів 210 валка 21, виміряну в окружному напрямку валка 21 (пунктирний діаметр А1); і А 2 являє собою довжину верху окремих виступів 210 валка 21, виміряну в осьовому напрямку валка 21 (пунктирний діаметр А2). У тому випадку, коли проекції 210 валка 21 і проекції валка 22 є різними за формою, пунктирний діаметр А1 отримується як середнє окружної довжини верху виступів валка 21 і верху виступів валка 22. Аналогічно пунктирний діаметр А2 отримується як середнє осьової довжини верху виступів валка 21 і верху виступів валка 22. У тих випадках, коли верх виступів (пунктири) має іншу, ніж прямокутна форму (наприклад, круглу, еліптичну або багатокутну), пунктирні діаметри А1 і А2 отримуються таким же чином. Ступінь механічного розтягування, розрахована таким чином, береться як ступінь розтягування ділянок, що мають найвищий ступінь розтягування (ділянки, через які виступи 210 валка 21 і виступи валка 22 15 UA 109156 C2 5 проходять найближче один до одного), яка береться як ступінь механічного розтягування. Ступінь механічного розтягування отримується таким же чином, навіть коли засіб розтягування є іншим, ніж пари валків, такий, як розтягувальний засіб типу пластин або типу гусеничної стрічки, як описано в JP 2007-22066A. Ступінь механічного розтягування в окружному напрямку; [Math. 1] Ступінь механічного розтягування в осьовому напрямку; [Math. 2] 10 15 20 25 30 35 40 45 50 Достатньо, якщо один зі ступенів механічного розтягування в окружному напрямку і в осьовому напрямку задовольняє приведений вище інтервал. Пара гравійованих валків частково розтягувальної частини 2, переважно, призначена для обробки з досягненням часткового розтягування на 10-80 %, більш переважно, 40-80 % загальних площі нетканого матеріалу 4, що вводиться, беручи до уваги мінімізацію зниження розривної міцності нетканого матеріалу при досягненні приведеного вище інтервалу ступеня механічного розтягування. Множина розтягнутих ділянок нетканого матеріалу 4 є частинами, розтягнутими зачепленням між окремими виступами 210 валка 21 і окремими виступами 220 валка 22, більш конкретно, розтягнутими між краєм 210а окремих виступів 210 валка 21 і краєм 220а (на якому починається заглиблення) окремих виступів 220 валка 22, як показано на фігурі 11. Ділянки нетканого матеріалу, які прикладаються до верху окремих виступів, менше ніж вимушено піддаються розтягувальній дії. Відповідно, загальна площа розтягнутих ділянок нетканого матеріалів являє собою площу, що отримується відніманням загальної площі поверхні верху виступів 210 валка 21 і загальної площі поверхні низу між суміжними виступами 210 валка 21 із загальної площі нетканого матеріалу 4. При оцінці практичного ефекту способу розтягування загальний ступінь розтягування нетканого матеріалу розраховується на основі значення, що отримується множенням відношення площі розтягуваних ділянок на ступінь розтягування, що прикладається до цих ділянок, і підсумовуванням з виведенням відношення площі нерозтягнутих ділянок (включаючи ділянки, які по суті не розтягнуті), ступінь розтягування, що прикладається до нерозтягнутих ділянок, дорівнює 1. Ступінь розтягування, що прикладається до розтягуваних ділянок нетканого матеріалу, включає ступінь розтягування в окружному напрямку (МН) і в осьовому напрямку обертання (ПН). Відповідно, загальний ступінь розтягування нетканого матеріалу розраховується за формулою (1): Загальний ступінь розтягування нетканого матеріалу = {ступінь розтягування нетканого матеріалу в окружному напрямку (МН) × відношення площі ділянок нетканого матеріалу, розтягуваних в МН} + {ступінь розтягування нетканого матеріалу в осьовому напрямку (ПН) × відношення площі ділянок нетканого матеріалу, розтягуваних в ПН} + {ступінь розтягування нерозтягнутих ділянок (включаючи ділянки, які по суті не розтягнуті) (=1) × відношення площі нерозтягнутих ділянок нетканого матеріалу (1). Оскільки ступінь розтягування нетканого матеріалу в окружному напрямку (МН) варіюється зі швидкістю подачі нетканого матеріалу, термін "ступінь розтягування нетканого матеріалу в окружному напрямку (МН)", як використано тут, означає значення, що отримується множенням ідентифікованого вище ступеня механічного розтягування в окружному напрямку на відношення периферійної швидкості валка 21 (або валка 22) до швидкості подачі (периферійна швидкість валка/швидкості подачі). Оскільки ширина нетканого матеріалу може знижуватися завдяки подовжньому зморщуванню, термін "ступінь розтягування нетканого матеріалу в осьовому напрямку (ПН)", як використано тут, означає значення, що отримується множенням ідентифікованого вище ступеня механічного розтягування в осьовому напрямку на ступінь зміни ширини нетканого матеріалу до і після проходження між парою валків 21 і 22, ширини після проходження/ширини до проходження. Коли нетканий матеріал розтягується як в МН, так і в ПН (коли розтягується в неперпендикулярному напрямку), ступінь механічного розтягування 16 UA 109156 C2 5 10 15 20 25 30 35 40 45 50 55 60 отримується як вектор суми МН і ПН. Коли проекції мають круглу або подібну форму при розгляді зверху, ступінь механічного розтягування отримується як значення інтеграла ступеня механічного розтягування по окремих пунктирах. Для того, щоб отримувати нетканий матеріал з хорошим сприйняттям на дотик без значного зниження розривної міцності вихідного нетканого матеріалу при частковому розтягненні, загальний ступінь розтягування становить, переважно, 1,3-4, більш переважно, 1,5-3. Коли загальний ступінь розтягування нетканого матеріалу знаходиться у вказаному інтервалі, отримують наступні переваги: волокна стають тоншими між зв'язками нагрівання і тиск (далі "зв'язки нагрівання/тиску") вихідного нетканого матеріалу як результат часткового розтягування; тріщина розвивається в периферійній частині кожного зв'язку нагрівання/тиску (тобто околиці лінії розділення між зв'язком нагрівання/тиску і волокнами) при розтягненні, від цієї тріщини волокно легко ріжеться в периферійній частині, коли піддається ворсуванню; зв'язки нагрівання/тиску деформуються і розм'якшуються при розтягненні, так що волокна легко ріжуться із забезпеченням коротких ворсованих волокон без від'єднувати від зв'язків нагрівання/тиску; і тому кінцевий нетканий матеріал легко ворсується і показує чудове сприйняття на дотик. Співвідношення відношення площі зв'язків нагрівання/тиску до загального ступеня розтягування, {відношення площі зв'язків нагрівання/тиску (%)/(загальний ступінь розтягування × 100)}, становить, переважно, 0,02-0,12, більш переважно, 0,04-0,10, в інтересах збереження розривної міцності, помірної деструкції зв'язків нагрівання/тиску і збільшеної кількості ворсування волокон. Вихідний нетканий матеріал має дискретні зв'язки нагрівання/тиску, регулярно віддалені в напрямках площини. Як використано тут, термін "зв'язок нагрівання/тиску" включає в себе не тільки зв'язку термічного нагрівання/тиску складових волокон, але також зв'язки ультразвукового нагрівання/тиску складових волокон. Для того, щоб досягнути вищезгаданих інтервалів ступеня механічного розтягування і відношення площі розтягнутих ділянок, переважно, щоб висота h кожного виступу 210, виміряна від периферійної поверхні валка 21 до верху виступу 210, становила 1010 мм, більш переважно, 2-7 мм; крок Р1 суміжних виступів 210 в окружному напрямку становив 0,01-20 мм, більш переважно, 1-10 мм; і крок Р2 (не показано) суміжних виступів 210 в осьовому напрямку становив 0,01-20 мм, більш переважно, 1-10 мм. Форма верху кожного виступу 210 валка 21 спеціально не обмежується і може бути, наприклад, круглої, багатокутної і овальної форми. 2 Площа верху кожного виступу 210 становить, переважно, 0,01-500 мм , більш переважно, 0,1-10 2 2 мм . Площа низу між суміжними виступами 210, становить, переважно, 0,01-500 мм , більш 2 переважно, 0,1-10 мм . Кожний виступ 210, переважно, має округлену кромку, щоб уникнути задирання нетканого матеріалу в процесі обробки. Радіус кривизни (R) кромки становить, переважно, 0,2 мм до (0,5 × пунктирний діаметр А1) або (0,5 × пунктирний діаметр А2). У цьому випадку площа верху виступу 210 отримується як площа форми, що проектується, окресленої центральній лінії ширини криволінійної кромки при розгляді зверху. У розрахунку ступеня часткового механічного розтягування використовується така ж форма. Відношення кроку зв'язків нагрівання/тиску (наприклад, зв'язки сплавлення, утворені, наприклад, правкою) нетканого матеріалу до кроку виступів 210 пари валків 21 і 22 (крок зв'язків нагрівання/тиску/кроку виступів) становить, переважно, 0,05-0,06, більш переважно, 0,1-0,4. Коли вказане відношення задовольняється, є висока імовірність існування зв'язків нагрівання/тиску нетканого матеріалу на розтягуваних ділянках. Зв'язки нагрівання/тиску на розтягуваних ділянках деформуються і розм'якшуються, що забезпечує утворення послаблених точок в периферійній частині зв'язків нагрівання/тиску нетканого матеріалу. Як результат поверхня нетканого матеріалу легко ворсується легким зусиллям з отриманням коротких ворсованих волокон, які важко піддаються пілінгу і забезпечують хороше сприйняття на дотик. Відношення кроку зв'язків нагрівання/тиску нетканого матеріалу до кроку виступів 210 пари валків 21 і 22 включає (1) відношення кроку зв'язків нагрівання/тиску нетканого матеріалу в МН до кроку виступів 210 пари валків 21 і 22 в окружному напрямку і (2) відношення кроку зв'язків нагрівання/тиску нетканого матеріалу в ПН до кроку виступів 210 пари валків 21 і 22 в осьовому напрямку. Хоча досить, коли будь-яке одне зі вказаних відношень потрапляє у вказаний інтервал, переважно, щоб обидва з них потрапляли в інтервал. Окремі заглиблення 220 валка 22 розміщені в положеннях, які відповідають окремим виступам 210 валка 21, як показано на фігурах 10 і 11. Для того, щоб досягнути вищезгаданих інтервалів ступеня механічного розтягування і відношення площі розтягнутих ділянок, переважно, щоб глибина зачеплення D (дивись фігуру 11) між окремими виступами 210 валка 21 і окремими заглибленнями валка 22 (довжина перекриття між виступом 210 і заглибленням 220) становила, переважно, 0,1-10 мм, більш переважно, 1-8 мм. Переважно, є зазор між верхом виступу 210 валка 21 і дном заглиблення 229 валка 22, так що немає стиснення 17 UA 109156 C2 5 10 15 20 25 30 35 40 45 50 55 60 нетканого матеріалу 4, що проходить між ними із запобіганням отримання твердості нетканого матеріалу 4. Як показано на фігурі 10, та, що частково розтягує частину 2 має транспортуючі валки 24 і 25 вгору і вниз по потоку, відповідно, від узгоджувального тиснильного пристрою 23 сталь/сталь для транспортування нетканого матеріалу 4. Швидкість V1 транспортування нетканого матеріалу 4 регулюється контролером (не показано) обробного пристрою 1. Як використано тут, термін "швидкість V1 транспортування" нетканого матеріалу 4 означає швидкість поверхні нетканого матеріалу 4, розмотаного з вихідного рулону нетканого матеріалу 4. Ворсуюча частина 3 є частиною, в якій ворсуються складові волокна 41 частково розтягнутого нетканого матеріалу 4'. Ворсуюча частина 3 обробного пристрою 1 згідно з даним варіантом має гравійований валок 31, що має виступи 310 на його периферійній поверхні. Гравійований валок 31 є циліндричним елементом, виконаним з металу, такого як алюмінієвий сплав або сталь. Гравійований валок 31 обертається рушійною силою, що передається від непоказаного привідного пристрою до його валка обертання. Швидкість обертання (периферійна швидкість V4) гравійованого валка 31 регулюється непоказаним контролером обробного пристрою 1. Як використано тут, термін "периферійна швидкість V4" гравійованого валка 31 означає швидкість поверхні гравійованого валка 31 подібно периферійній швидкості V2 валків 21 і 22. Як показано на фігурі 12, та, що ворсує частину 3 має транспортуючий вал 32 і 33 вгору і вниз по потоку, відповідно, від гравійованого валка 31 для транспортування нетканого матеріалу 4'. Швидкість V3 транспортування розтягнутого нетканого матеріалу 4' регулюється непоказаним контролером обробного пристрою 1. Як використано тут, термін "швидкість V3 транспортування" розтягнутого нетканого матеріалу 4' означає швидкість поверхні нетканого матеріалу 4', що подається на гравійований валок 31 аналогічно швидкості V1 транспортування розтягуваного нетканого матеріалу 4. Висота кожного виступу 310 гравійованого валка 31 (відстань від периферійної поверхні гравійованого валка 31 до верху виступу 310) становить, переважно, 0,01-3 мм, більш переважно, 0,01-1 мм. Відстань між суміжними виступами 310 (крок виступів 310) в окружному напрямку становить, переважно, 0,01-50 мм, більш переважно, 0,01-3 мм, і в осьовому напрямку переважно, 0,01-30 мм, більш переважно, 0,01-3 мм. Щільність виступів становить, переважно, 2 500-5000 виступів на 1 см в плані забезпечення множини точок ворсуючої дії з отриманням нетканого матеріалу з множиною ворсованих волокон. Форма верху кожного виступу 310 валка 31 спеціально не обмежується і може бути, наприклад, круглої, багатокутної або овальної 2 форми. Площа верху кожного виступу 310 становить, переважно, 0,001-20 мм , більш 2 переважно, 0,01-1 мм . Для того, щоб ворсувати волокна 41 частково розтягнутого нетканого матеріалу 4' даного варіанту, переважно, щоб положення транспортуючого валка 33 нижче по потоку від гравійованого валка 31 було вище, ніж положення гравійованого валка 31, так що розтягнутий нетканий матеріал 4' може частково обмотуватися навколо гравійованого валка 31 під кутом α обмотки 10-180°, більш переважно, 3-120°. Хоча в обробному пристрої 1 даного варіанту забезпечується відмінність в положенні між гравійованим валком 31 і транспортуючим валком 33 з отриманням кута α обмотки, таку відмінність немає необхідності забезпечувати. Як описано раніше, обробний пристрій 1 даного варіанту має контролер (не показано), який регулює периферійну швидкість V2 пари валків 21 і 22 на базі привідного пристрою, периферійну швидкість V4 гравійованого валка 31 на базі привідного пристрою, швидкість V1 транспортування нетканого матеріалу 4 на базі натягнення з використанням датчика натягнення і швидкість V3 транспортування розтягнутого нетканого матеріалу 4' на базі натягнення з використанням датчика натягнення відповідно до наказаної послідовності операцій. Спосіб отримання нетканого матеріалу згідно з даним винаходом далі описується на основі варіанту, в якому використовується описаний вище обробний пристрій 1. Посилання робиться на фігури 9-12. Спосіб отримання нетканого матеріалу згідно з даним винаходом містить стадію розтягування множини ділянок нетканого матеріалу 4 при температурі нижчій ніж 50 °C. У даному варіанті безперервний відрізок вихідного нетканого матеріалу 4, розмотаного з вихідного рулону, вводять транспортуючим валками 24 і 25 в зазор між парою валків 21 і 22 узгоджувального тиснильного пристрою 23 сталь/сталь для часткового розтягування, як показано на фігурі 9. Більш конкретно, нетканий матеріал 4, що подається транспортуючими валками 24 і 25, стискується між множиною виступів 210 валка 21 і множиною заглиблень 220 валка 22 (часткове розтягування), показаною на фігурах 10 і 11, з проведенням розтягування на кожній стиснутій частині нетканого матеріалу 4 в напрямку транспортування і напрямку, 18 UA 109156 C2 5 10 15 20 25 30 35 40 45 50 55 60 перпендикулярному напрямку транспортування. При вказаному розтягненні в напрямку транспортування і напрямку, перпендикулярному напрямку транспортування, зниження розривної міцності нетканого матеріалу 4 регулюється для кожного напрямку. Вираз "при температурі нижчій ніж 50 °C", як використано тут, призначено означати, що нагрівання не застосовується примусово до валків 21 і 22, і що спосіб розтягування здійснюється при температурі навколишнього середовища. Іншими словами, спосіб розтягування повинен здійснюватися при температурі нижчій ніж температура плавлення кожного виду волокон, з яких виконаний нетканий матеріал 4. Інакше волокна, з яких виконаний нетканий матеріал, будуть термічно сплавлятися і скріплюватися одне з одним з отриманням більш твердого нетканого матеріалу 4. Як використано тут, термін "напрямок, перпендикулярний напрямку транспортування" означає той же самий напрямок, що і осьовий напрямок обертання валків. У даному варіанті швидкість V1 подачі для подачі нетканого матеріалу 4 в зазор пари валків 21 і 22 є, переважно, вищою периферійної швидкості V2 пари валків 21 і 22 (V1 > V2) для досягнення задовільного часткового розтягування. Відношення V1/V2 складає, більш переважно, 1,05 або більше, навіть більш переважно, 1,1 або більше. Для уникнення появи слабкого місця нетканого матеріалу 4, що транспортується, V1/V2 складає, переважно, менше ніж 10. При V1/V2 менше ніж 10 кількість ворсування волокон збільшується, і сприйняття на дотик поліпшується. У випадку обробки загального розтягування, що звичайно практикується, такого як одновісне розтягування, периферійна швидкість пари гладких валків є більшою швидкості подачі, тобто V1/V2
ДивитисяДодаткова інформація
Назва патенту англійськоюNon-woven fabric and method for producing non-woven fabric
Автори англійськоюKinugasa, Yoshihiko, Kobayashi, Hideyuki
Автори російськоюКинукаса Йосихико, Кобаяси Хидеюки
МПК / Мітки
МПК: D06C 11/00, D04H 11/08, D04H 3/14
Мітки: матеріал, нетканий, спосіб, отримання
Код посилання
<a href="https://ua.patents.su/43-109156-netkanijj-material-i-sposib-jjogo-otrimannya.html" target="_blank" rel="follow" title="База патентів України">Нетканий матеріал і спосіб його отримання</a>
Нетканий матеріал з мікро-, ультра-, супертонких базальтових волокон
Номер патенту: 65388
Опубліковано: 12.12.2011
Автор: Бридун Володимир Дмитрович
МПК: D04H 5/00
Мітки: матеріал, супертонких, мікро, базальтових, волокон, ультра, нетканий
Формула / Реферат:
1. Нетканий матеріал, що містить суміш мікро-, ультра-, супертонких базальтових волокон, який відрізняється тим, що він складається з комплексів волокон, з яких одночасно формується щонайменше два елементарних шари, причому комплекси з товщиною волокон 3-6 мкм знаходиться в нижньому елементарному шарі, а комплекси волокон з товщиною волокна 0,5-3 мкм знаходяться у верхньому елементарному шарі.2. Нетканий матеріал за п. 1, який...
Нетканий матеріал
Номер патенту: 48578
Опубліковано: 15.08.2002
Автор: Нікітін Валерій Олександрович
МПК: D04H 1/46
Формула / Реферат:
Нетканий матеріал у вигляді волокнистого полотна, який складається з відходів джутового волокна, що скріплені голкопроколюванням, який відрізняється тим, що він додатково має волокна матеріалу "Спанбонд" при наступному співвідношенні компонентів, мас. %: Волокно джутове 85-95 “Спанбонд” 5-15.
Нетканий волокнистий матеріал
Номер патенту: 79648
Опубліковано: 10.07.2007
Автори: Пахаренко Валерій Олександрович, Березненко Наталія Михайлівна
Мітки: волокнистий, матеріал, нетканий
Формула / Реферат:
1. Нетканий волокнистий матеріал, що містить суміш синтетичних та шерстяних волокон, сформованих в пакет, який відрізняється тим, що як синтетичні волокна вибрано композиційні волокна із поліпропілену в суміші з співполімером етилену і вінілацетату, а як шерстяні волокна взяті відходи шерсті великої рогатої худоби.2. Нетканий волокнистий матеріал за п. 1, який відрізняється тим, що компоненти взяті в таких співвідношеннях, % мас.: ...
Нетканий волокнистий матеріал

Номер патенту: 11736
Опубліковано: 16.01.2006
Автори: Березненко Наталія Михайлівна, Пахаренко Валерій Олександрович
МПК: D04H 1/46
Мітки: матеріал, нетканий, волокнистий
Формула / Реферат:
1. Нетканий волокнистий матеріал, що містить суміш синтетичних та шерстяних волокон, сформованих в пакет, який відрізняється тим, що як синтетичні волокна вибрано композиційні волокна із поліпропілену в суміші з співполімером етилену і вінілацетату, а як шерстяні волокна взяті відходи шерсті великої рогатої худоби.2. Нетканий волокнистий матеріал за п.1, який відрізняється тим, що компоненти взяті в таких співвідношеннях, % мас.: ...
Нетканий голкопробивний матеріал
Номер патенту: 27393
Опубліковано: 25.10.2007
Автори: Белявцев Олександр Миколайович, Файнер Дмитро Ісакович
Мітки: нетканий, матеріал, голкопробивний
Формула / Реферат:
1. Нетканий голкопробивний матеріал, що містить неткане полотно із синтетичних волокон, зміцнювальні нитки й сполучне, при цьому зміцнювальні нитки виконані зі скловолокна й рівномірно розташовані уздовж нетканого полотна, який відрізняється тим, що неткане полотно виконане з не менш ніж п’яти-семи прочосів, покладених уздовж і поперек нетканого полотна, зміцнювальні нитки зі скловолокна покладені на підкладковій поверхні матеріалу й...
Попередній патент: Шихта для виготовлення вогнетривких виробів
Наступний патент: Спосіб утилізації радіоактивно забрудненого металобрухту
Випадковий патент: Комутаційна манжета для біомедичного застосування