Композитний відсік фюзеляжу, спосіб його виготовлення та оснащення для здійснення способу виготовлення композитного відсіку фюзеляжу
Формула / Реферат
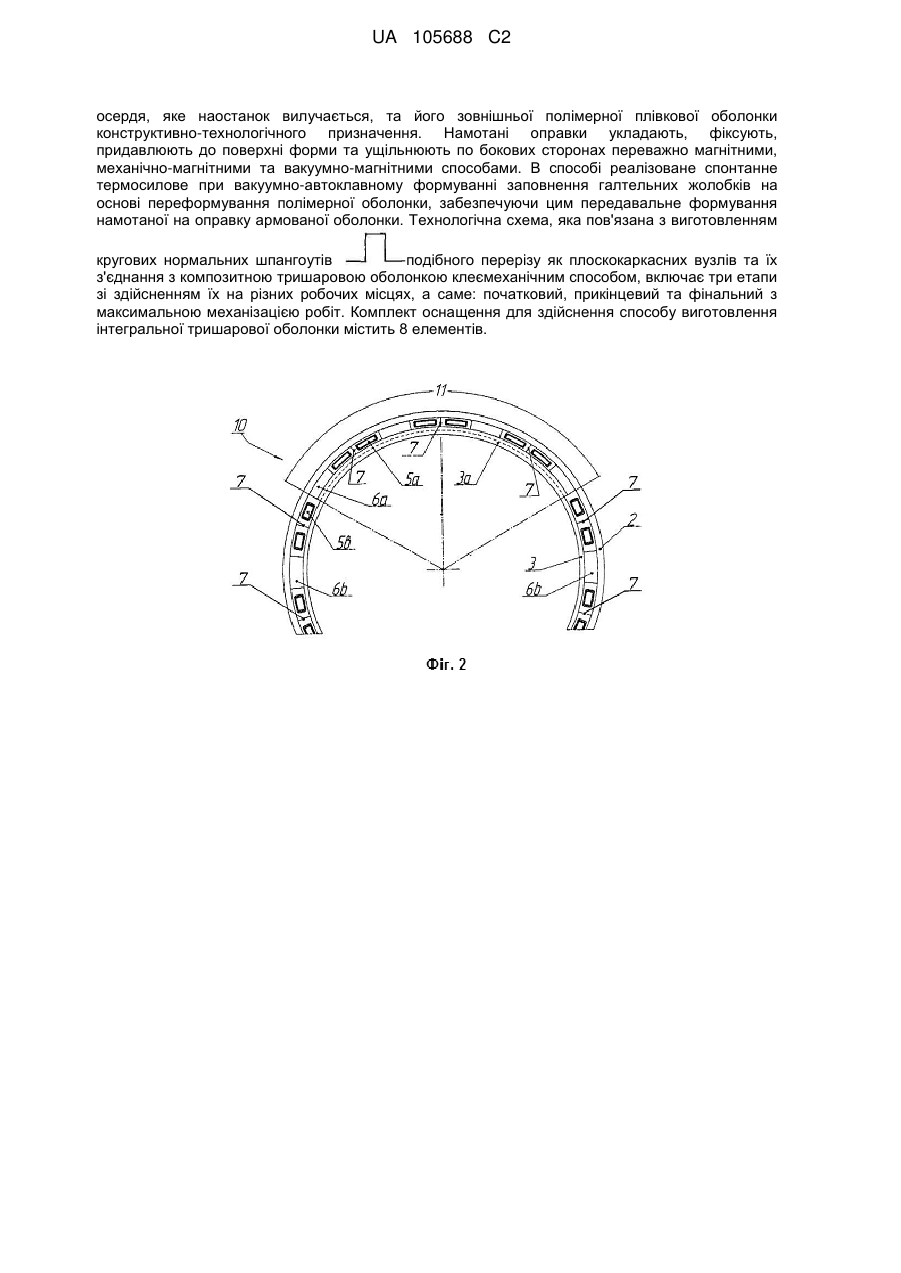
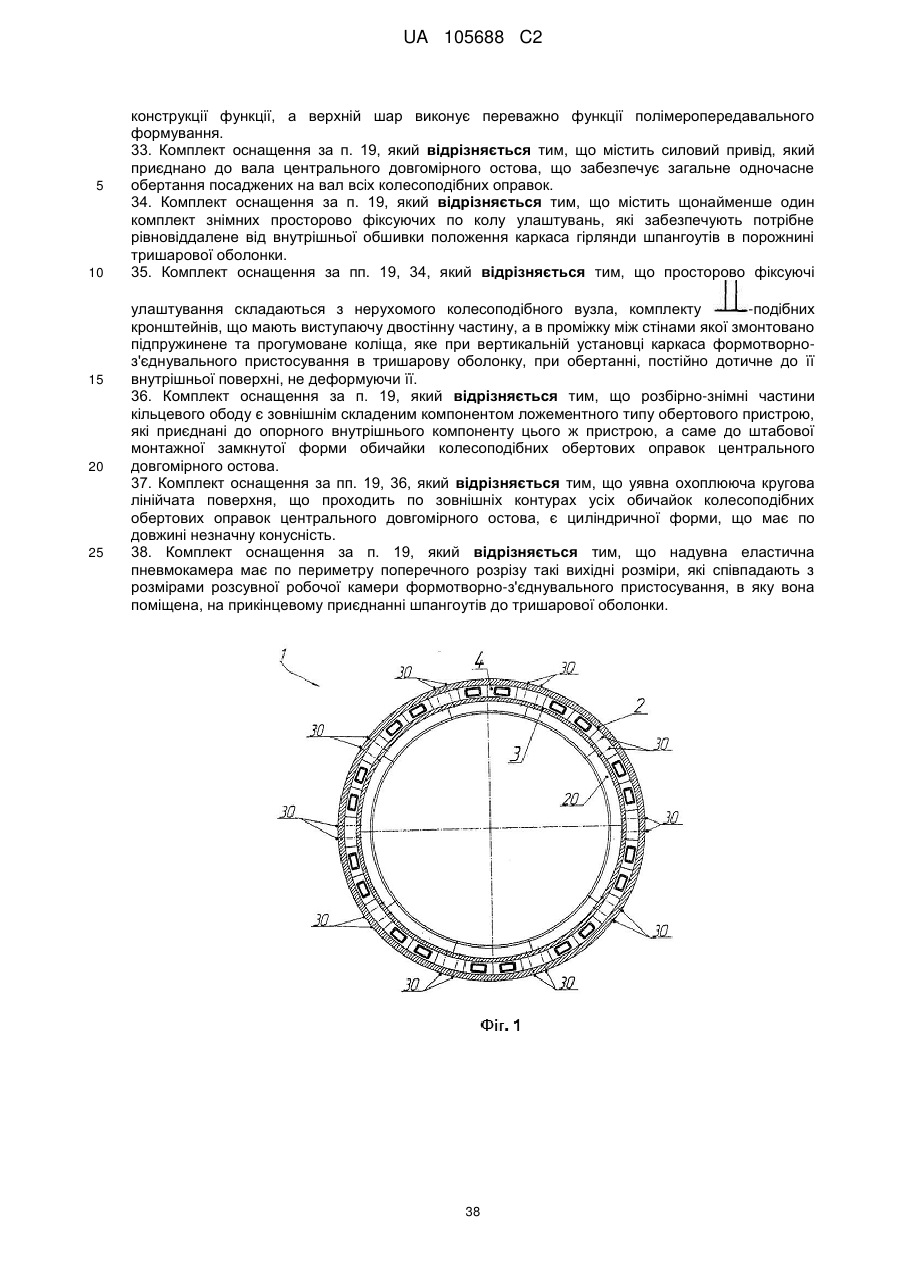
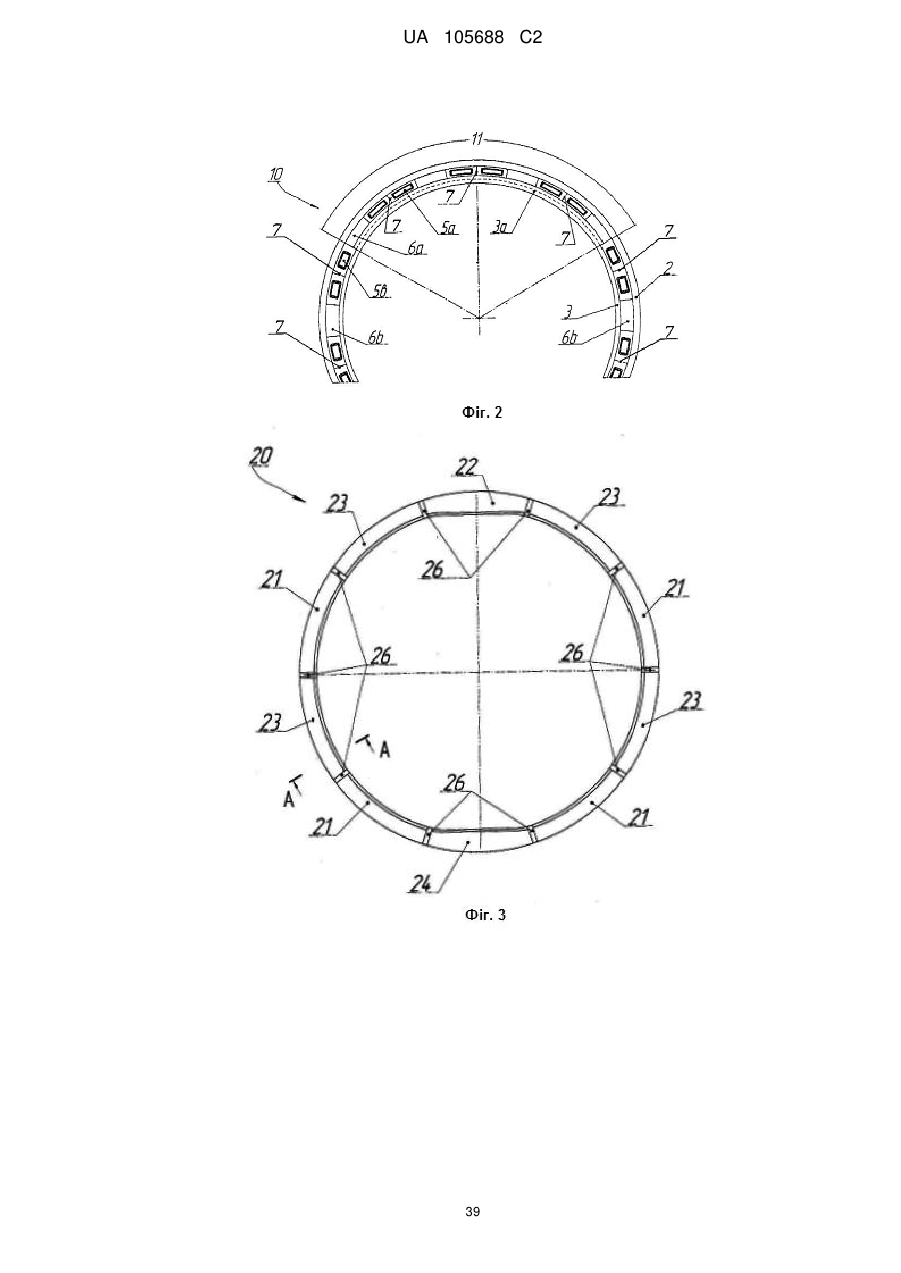
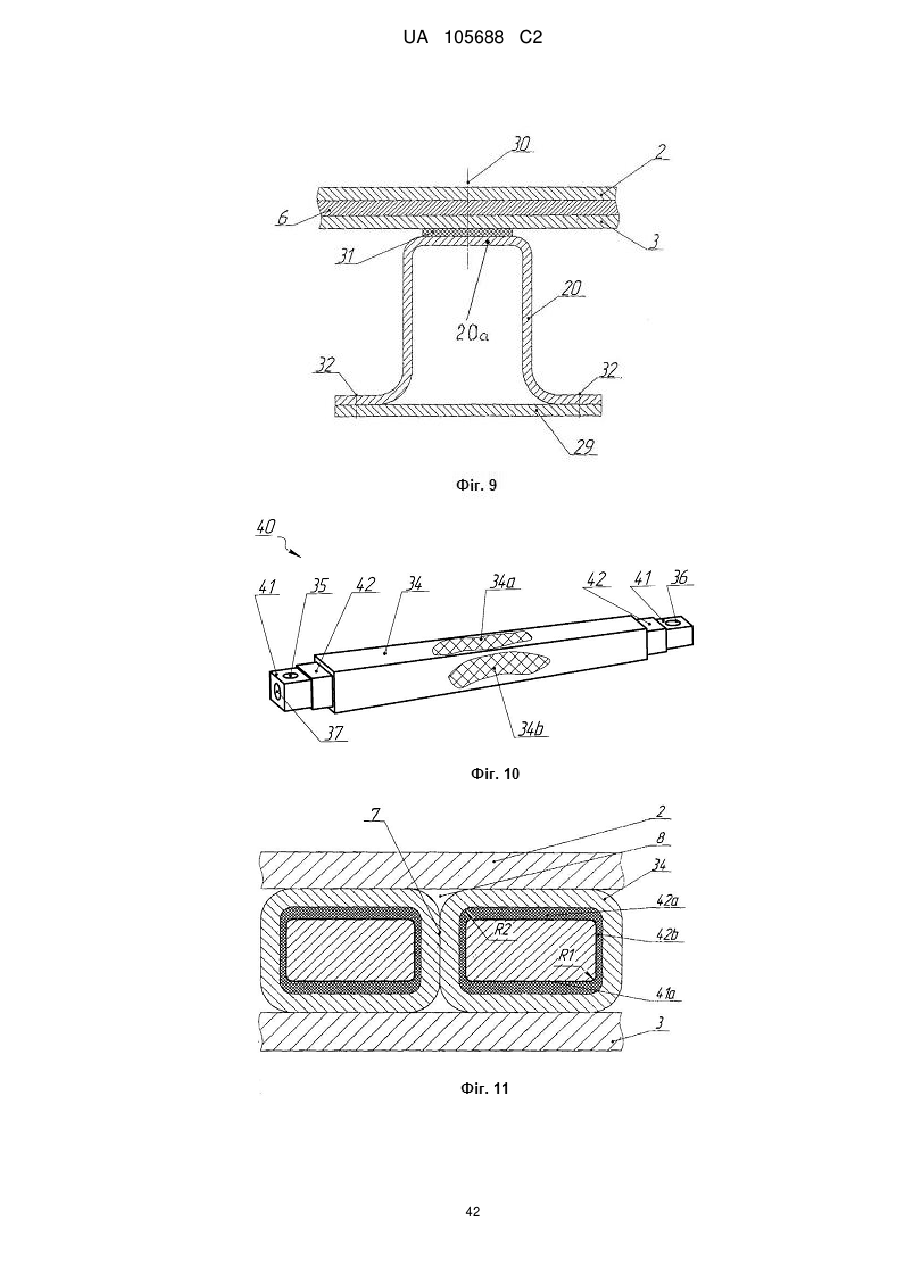
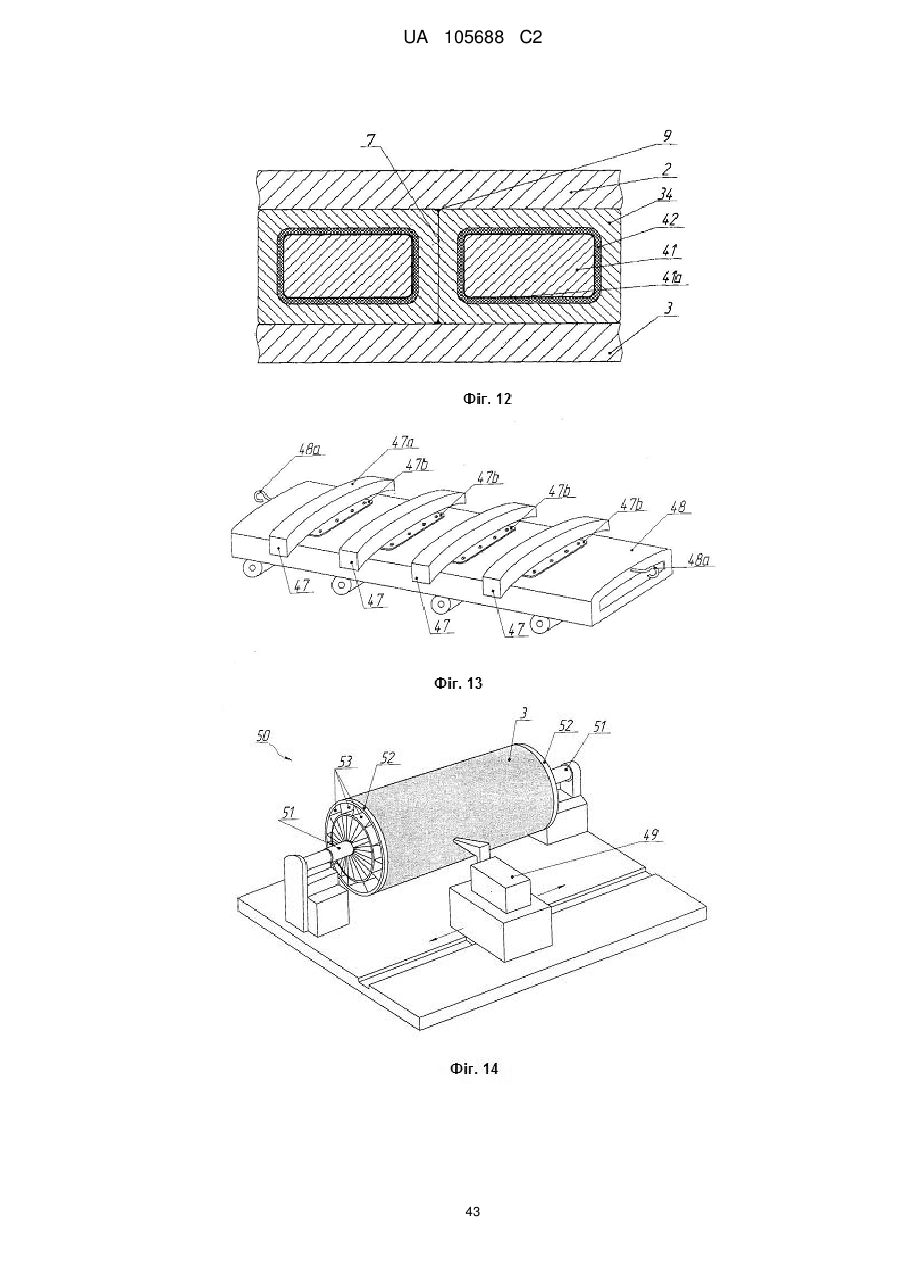
1. Відсік фюзеляжу літального апарата, зокрема центральної частини фюзеляжу великого літака, переважно у вигляді довгомірної циліндричної обшивної оболонки з композитних матеріалів, зокрема вуглепластиків, який складається з композитної багатошарової несучої оболонки, безпосередньо приєднаного до неї по довжині внутрішньої поверхні поперечного набору шпангоутів, а саме: стикових, силових та нормальних, при цьому виокремлені серед інших з різновидового поперечного набору кругові нормальні шпангоути по виду стикування і з'єднання з багатошаровою несучою оболонкою є розподільними з можливістю розтягання чи стискання, при цьому конструктивно вони виконані як рамні плоскокаркасні вузли із з'єднаних між собою аркового виду сегментів, який відрізняється тим, що обшивна оболонка являє собою цільноформований тришаровий монокок, у якого композитна тришарова несуча оболонка являє собою цілісну, однокускову інтегральну конструкцію з відповідно цілісно з'єднаним у ній в одне ціле кільцевим підкріплюючим середнім шаром, при цьому композитна, з вуглепластиків гарячого затвердіння, тришарова несуча оболонка складається з зовнішньої та внутрішньої вуглепластикових обшивок з захисними та герметизуючими шарами та розташованого між ними як середній підкріплюючий шар набору поздовжніх профільних елементів і на основі з'єднаних впритул одне з одним в загальне складання чотиристоронніх в перерізі переважно рукавного виду довгомірних профілів, які в місцях змикання своїх бокових сторін утворюють поздовжні внутрішні підкріплюючі стінки стрингерного типу, які мають на своїх торцях заповнені галтельні жолобки;
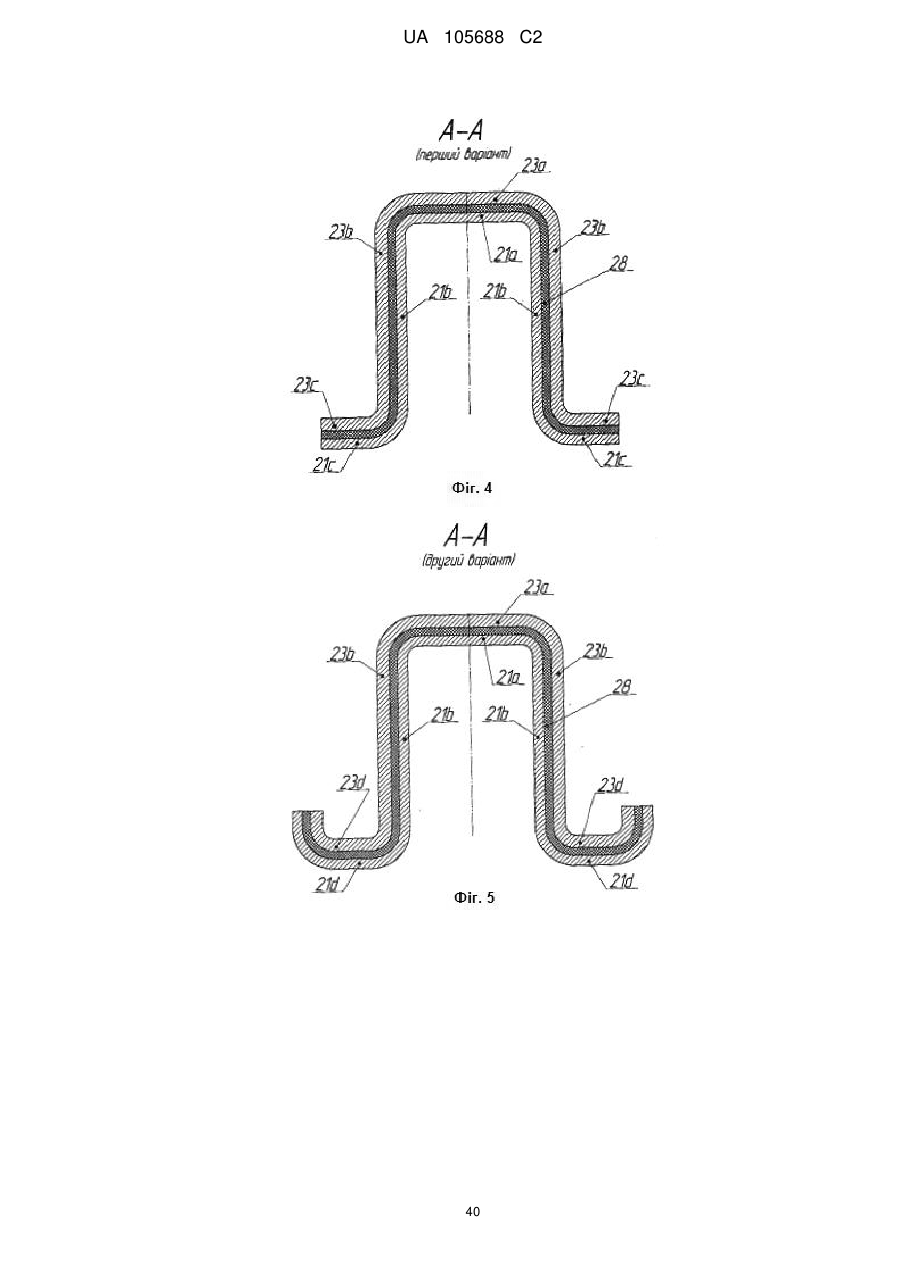
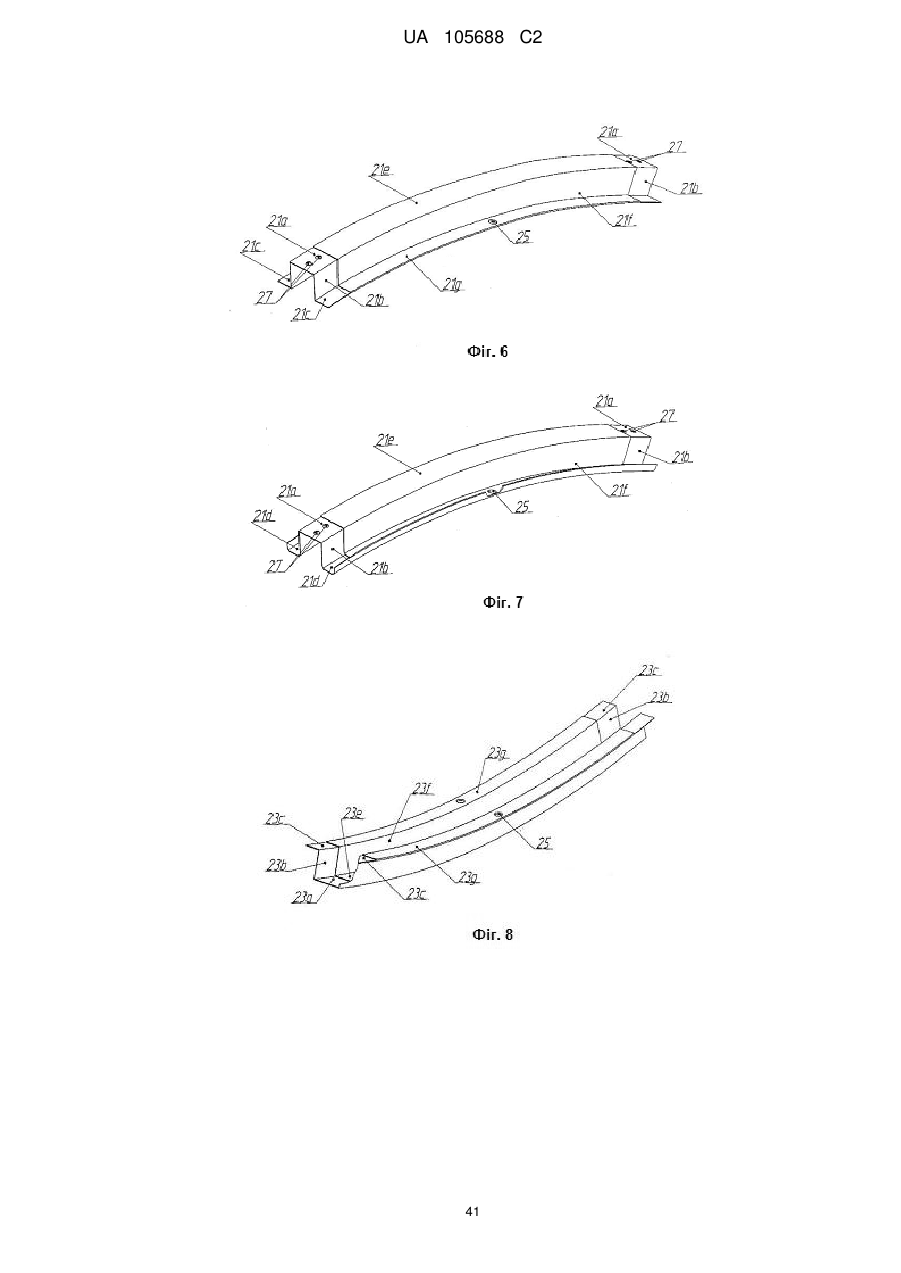
нормальні кругові шпангоути відсіку являють собою беззазорно-стикові вузли з розвиненою для з'єднання односмуговою клейовою поверхнею, яка з'єднана з тришаровою оболонкою клеємеханічним способом, при цьому їх складові аркової форми сегменти являють собою профілі з дистанційно рознесеними на горизонтальній полиці двосторонніх з протилежно вигнутими горизонтальними лапками, а саме ![]() -подібного перерізу, що виконані з вуглепластиків, і з'єднані між собою в вузли безпосередньо своїми прикінцевими ділянками унапуск за допомогою склеювання, забезпечуючи зовнішньої форми стик врівень з контуром внутрішньої обшивки, для чого вони містять на взаємно припасованих прикінцевих стикових ділянках ступінчато зменшені по всьому периметру профілю товщини, а елементом компенсації в місцях торцевого стикування та з'єднання аркових сегментів нормального шпангоута є можливість їх взаємного ковзно-компенсаційного переміщення з повною вибіркою зазорів при загальному складанні та приєднанні кругового шпангоута до композитної несучої оболонки, при цьому для вказаних
-подібного перерізу, що виконані з вуглепластиків, і з'єднані між собою в вузли безпосередньо своїми прикінцевими ділянками унапуск за допомогою склеювання, забезпечуючи зовнішньої форми стик врівень з контуром внутрішньої обшивки, для чого вони містять на взаємно припасованих прикінцевих стикових ділянках ступінчато зменшені по всьому периметру профілю товщини, а елементом компенсації в місцях торцевого стикування та з'єднання аркових сегментів нормального шпангоута є можливість їх взаємного ковзно-компенсаційного переміщення з повною вибіркою зазорів при загальному складанні та приєднанні кругового шпангоута до композитної несучої оболонки, при цьому для вказаних ![]() -подібних в перерізі профілів, приєднання до тришарової оболонки здійснено горизонтальною перемичкою профілю.
-подібних в перерізі профілів, приєднання до тришарової оболонки здійснено горизонтальною перемичкою профілю.
2. Відсік фюзеляжу за п. 1, який відрізняється тим, що поздовжні вуглепластикові чотиристоронні профілі середнього шару мають в перерізі форму трапеції з криволінійними основами, а саме вигнутими та угнутими відповідно до кривизни зовнішньої та внутрішньої обшивок і є порожнистими з однаковими чи різними розмірами каналів, а також і у вигляді окремих суцільних профілів з однаковими чи різними по товщині розмірами, при цьому всі місця поширеного утворення галтельних жолобків при стулених впритул профілях, безпосередньо заповнені матеріалом самого середнього шару, як ціле.
3. Відсік фюзеляжу за п. 1, який відрізняється тим, що композитна тришарова несуча оболонка має постійну або ж плавно змінну по довжині оболонки побудовану висоту, маючи при цьому змінну товщину обшивок і/або змінну висоту трубчастих заповнювачів.
4. Відсік фюзеляжу за п. 1, який відрізняється тим, що середній шар композитної тришарової несучої оболонки складається з одного чи кількох рядів поздовжніх профільних елементів.
5. Відсік фюзеляжу за п. 1, який відрізняється тим, що чотиристоронні типові профільні елементи середнього шару композитної тришарової несучої оболонки мають відношення середньої ширини b до висоти h на рівні b/h ≥ 2,5.
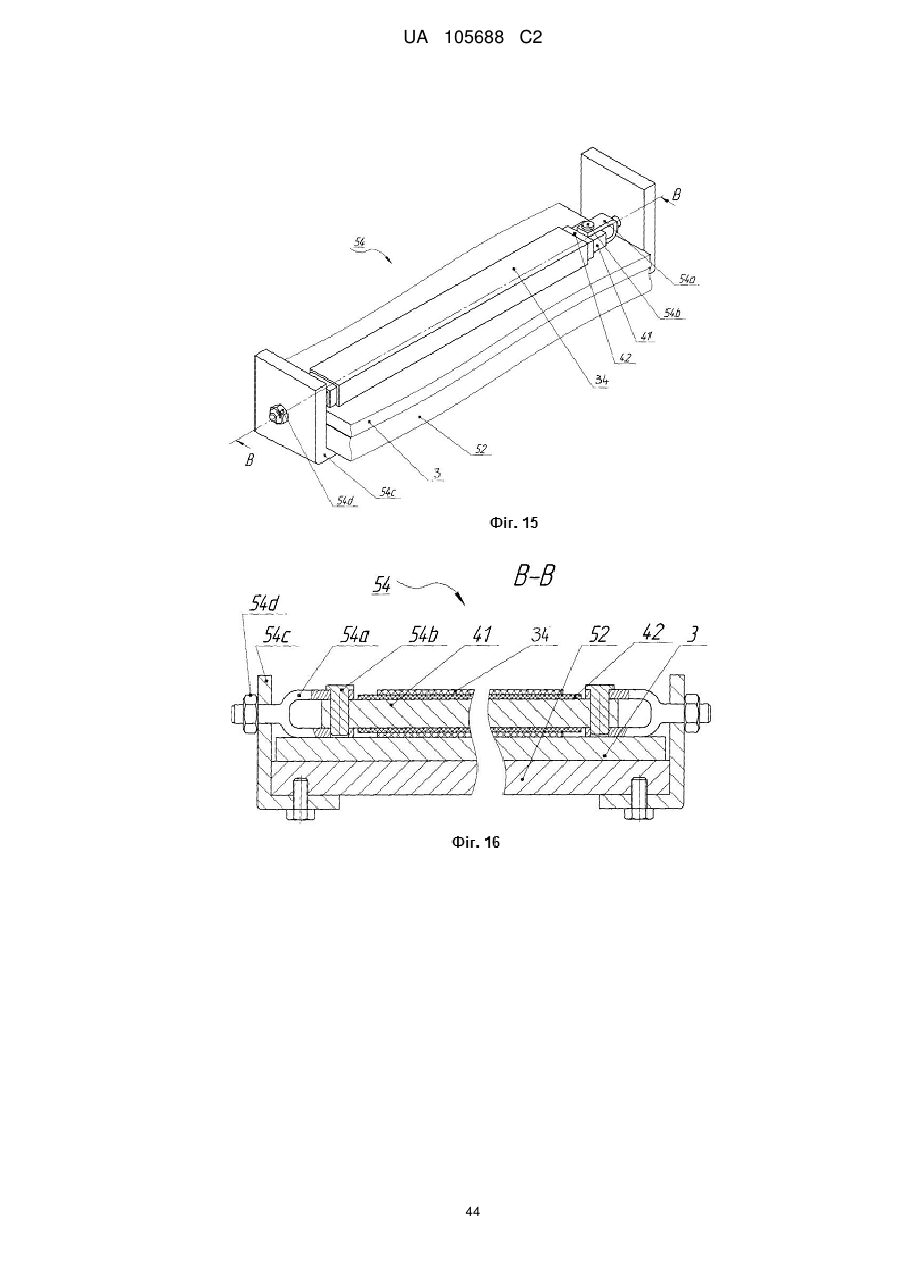
6. Відсік фюзеляжу за пп. 1, 5, який відрізняється тим, що внутрішні канали типових профільних елементів середнього шару тришарової оболонки калібровані по формі і геометричних параметрах для установлення в них по ковзній посадці, чи з мінімальним зазором, наприклад, 0,1-7-0,15 мм на сторону внутрішніх силових вкладишів кускової довжини для можливості механічного кріплення силових елементів конструкції, наприклад, торцевих і нормальних кругових шпангоутів.
7. Відсік фюзеляжу за пп. 1, 6, який відрізняється тим, що внутрішні силові вкладиші виконані із волокнистих прес-матеріалів, наприклад, марки АГ-4В по ГОСТ 20437-89, в тому числі з металевою арматурою у вигляді різьбових втулок.
8. Відсік фюзеляжу за пп. 1, 6, який відрізняється тим, що порожнини каналів поздовжніх типових профільних елементів середнього шару тришарової оболонки облицьовані вологозахисним шаром з композитним матеріалом, наприклад, з вологозахисною полімерною плівкою.
9. Відсік фюзеляжу за п. 1, який відрізняється тим, що поздовжні суцільні профільні елементи кільцевого середнього шару тришарової оболонки переважно розташовані у місцях стикування кільцевих секторів оболонки, у місцях механічних з'єднань, наприклад, зі шпангоутами, а також у місцях поздовжнього підсилення вирізів фюзеляжу.
10. Відсік фюзеляжу за п. 1, який відрізняється тим, що в аркових сегментах нормального кругового шпангоута у вигляді дистанційно рознесених на горизонтальній полиці двостінних з протилежно відігнутими горизонтальними лапками профілів передбачені на знижених по товщині прикінцевих ділянках сегментів площинки для їх взаємного компенсаційного переміщення.
11. Відсік фюзеляжу за п. 1, який відрізняється тим, що в аркових сегментах нормального кругового шпангоута у вигляді дистанційно рознесених на горизонтальній полиці двостінних з протилежно відігнутими горизонтальними лапками профілів, на прикінцевих ділянках лапок мають місце частково чи по всій довжині профілю відігнуті униз буртики, утворюючи цим ![]() -подібний переріз незамкненого профілю.
-подібний переріз незамкненого профілю.
12. Відсік фюзеляжу за пп. 1, 11, який відрізняється тим, що в аркових сегментах нормального кругового шпангоута у вигляді дистанційно рознесених на горизонтальній полиці двостінних в перерізі профілів на протилежно відігнутих горизонтальних лапках профілю є базово-фіксуючі отвори.
13. Відсік фюзеляжу за п. 1, який відрізняється тим, що в кожному із нормальних кругових шпангоутів кількість нижніх складових його аркових сегментів дорівнює кількості верхніх сегментів, а в сумі вони складають парне число.
14. Відсік фюзеляжу за пп. 1, 10, який відрізняється тим, що в нормальних кругових шпангоутах до горизонтальних лапок двостінних незамкнених профілів приєднані по вибраних кругових зонах або по всій поверхні підсилюючі смугові накладки, роблячи цим профіль замкнутої коробчатої форми.
15. Відсік фюзеляжу за п. 1, який відрізняється тим, що в клеємеханічному приєднанні нормальних кругових шпангоутів до композитної тришарової несучої оболонки первісним з'єднанням є склеювання, а механічне з'єднання за необхідності здійснено, як заключне, по попередньо затверділому клею.
16. Спосіб виготовлення відсіку фюзеляжу літального апарата типу монокок за п. 1 включає наступні етапи: виготовлення композитної тришарової несучої оболонки з переважно постійною побудовною висотою із середнім шаром стрингероподібного типу у вигляді поздовжніх чотиристоронніх в перерізі рукавних профілів, нанесення на поверхні формотворної оснастки розділювальних шарів, викладення армуючих і захисних шарів внутрішньої обшивки та ущільнення цього пакету; укладання шарами та/або намотування на оправки, фіксація на поверхні внутрішньої обшивки з наступним з'єднанням впритул один з одним в загальне складання середнього шару; заповнення галтельних жолобків; викладання армуючих і захисних шарів зовнішньої обшивки; проведення термосилового формування утвореного тришарового пакету конструкції; витягування формотворних оправок з рукавних профілів середнього шару та зняття виготовленого тришарового об'єкта з основної форми;
виготовлення та приєднання до кругової оболонки нормальних кругових шпангоутів у вигляді рамних плоскокаркасних вузлів із з'єднаних між собою аркових сегментів, застосування при складанні аркових сегментів в вузли елементів компенсації; при цьому остаточне з'єднання між собою та приєднання утвореного шпангоута до кругової тришарової оболонки здійснено шляхом механічного кріплення, який відрізняється тим, що тришарову оболонку виготовляють за один технологічний цикл, як цілісно-однокускову намотувально-кругову оболонкову конструкцію інтегрального типу з застосуванням комплекту обладнання та оснащення, в тому числі для намотування на оправку великогабаритних вуглепластикових обшивок, а також укладання кільцевого середнього шару намотаних профілів та їх спільного з намотаними обшивками вакуум-автоклавного формування;
при цьому намотування довгомірних рукавних профілів стрічковим, з достатньою липкістю, препрегом проводять на комбіновані металополімерні оправки з великою магнітною проникливістю; при цьому полімерна оболонка має в вихідному стані завищену товщину полиць для додаткового набору намотаного матеріалу по периметру оправки з об'ємом, достатнім для заповнення галтельних жолобків тришарової оболонки при досяганні нею в процесі термосилового спресування необхідної товщини стінок поперечного перерізу, і витікаюче з цього спонтанне заповнення галтельних жолобків внаслідок сплющення полімерної оболонки і задіяння цим полімеропередавального переформування композитних рукавів, в тому числі у заповнювану галтельну зону;
поздовжнє установлення на циліндричній поверхні внутрішньої обшивки за одну операцію повного комплекту довгомірних намотаних оправок, їх фіксацію та початкове ущільнення здійснюють під дією сил притягання спрямованого магнітного поля, а прикінцеве витягування великогабаритної намотувальної формотворної оправки з відформованої на ній оболонки, проводять в її вертикальному положенні шляхом силового випресування за допомогою механічного пристрою;
виготовлення кругових нормальних шпангоутів, зокрема плоскокаркасних вузлів, та їх з'єднання з композитною тришаровою оболонкою включає три етапи: початковий, прикінцевий та фінальний, де на початковому етапі здійснюють попереднє складання всього набору аркових сегментів в кругову конструкцію шпангоута з нанесенням клейових прошарків; на прикінцевому етапі, що відбувається в вертикально встановленій оболонці здійснюють остаточне складання по місцеположенню та клейове з'єднання шпангоутів за допомогою кільцевих пневматиків, а на фінальному етапі здійснюють з'єднання шпангоутів з тришаровою оболонкою за допомогою механічного кріплення.
17. Спосіб за п. 16, який відрізняється тим, що додаткове окружне ущільнення поздовжньо викладених намотаних оправок боковими сторонами, здійснюють за рахунок різниці в коефіцієнтах лінійного термічного розширення комплекту цих оправок та матеріалу основної формотворної оправки, на якій вказаний комплект розташований при термосиловому вакуум-автоклавному формуванні, причому в намотаних оправках на основі металевих осердь цей коефіцієнт значно більший, ніж у матеріалу основної формотворної оправки.
18. Спосіб за п. 16, який відрізняється тим, що для додаткового механізованого вирівнювання, підтискування та підтримки від можливого провисання поздовжнього набору середнього шару, використовують рольганговий піддон з округло-ввігнутою робочою поверхнею, що взаємодіє з поверхнею набраного пакету тришарової оболонки при її обертовому проходженні через нижню частину заданої траєкторії руху.
19. Комплект оснащення для здійснення способу виготовлення відсіку фюзеляжу літального апарата за п. 16, типу монокок містить:
основну форму каркасного типу, що складається з опорного каркаса та приєднаною до нього обшивною формотворною круговою оболонкою із матеріалу з низьким або помірним значенням коефіцієнта лінійного термічного розширення;
комплект автономних формотворних елементів оснащення у вигляді оправок для виготовлення чотиристоронніх в перерізі рукавних профілів, а також формотворного оснащення для виготовлення сегментів шпангоутів, а також оснащення для виготовлення шпангоутів шляхом вузлового складання сегментів із застосуванням методу їх притискування до поверхні оснастки та приєднання цих шпангоутів до тришарової оболонки, який відрізняється тим, що містить:
основну формотворну кругову оправку каркасного типу, що має, як її основний робочий елемент, тонкостінну з малою конусністю кругову оболонку із матеріалу з низьким або помірним значенням коефіцієнта лінійного термічного розширення і з великою магнітною проникливістю по всій поверхні чи по виділених зонах цієї ж оболонки, яка зі своєї тильної сторони підпирається каркасом у вигляді поздовжніх ніш, у які поміщені джерела направленого магнітного поля у вигляді магнітних плит з пронизуючою здатністю проходження через установлене складання по схемі: "джерело магнітного поля - формотворна оболонка основної оправки - пакет шарів нижньої обшивки - комплект обвитих композитними матеріалами формотворних металополімерних оправок;
комплект автономних формотворних елементів оснащення у вигляді металополімерних оправок для виготовлення середнього шару із чотиристоронніх в перерізі рукавних профілів;
комплект механічних улаштувань, наприклад, "гвинт-гайка", змонтованих на основній намотувальній оправці для установлення і приведення до повної прямолінійності, обвитих стрічковим препрегом поздовжніх елементів середнього шару;
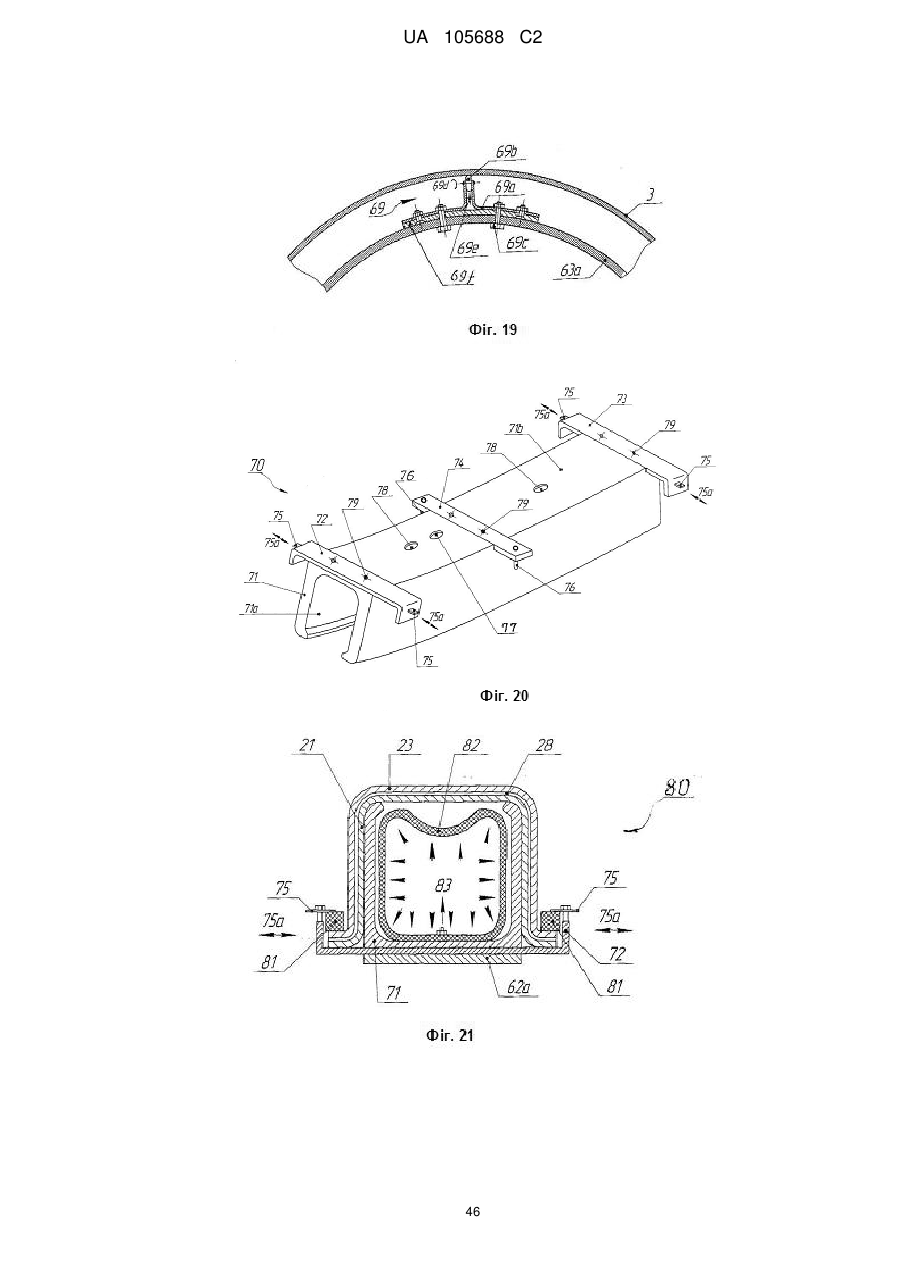
завантажувальні в ніші основної намотувальної оправки рухомі платформи тягово-штовхального типу з джерелами магнітного поля;
стенд установлення на завантажувальні платформи комплектів магнітних плит та їх контролю;
рольганговий підтримуючий піддон;
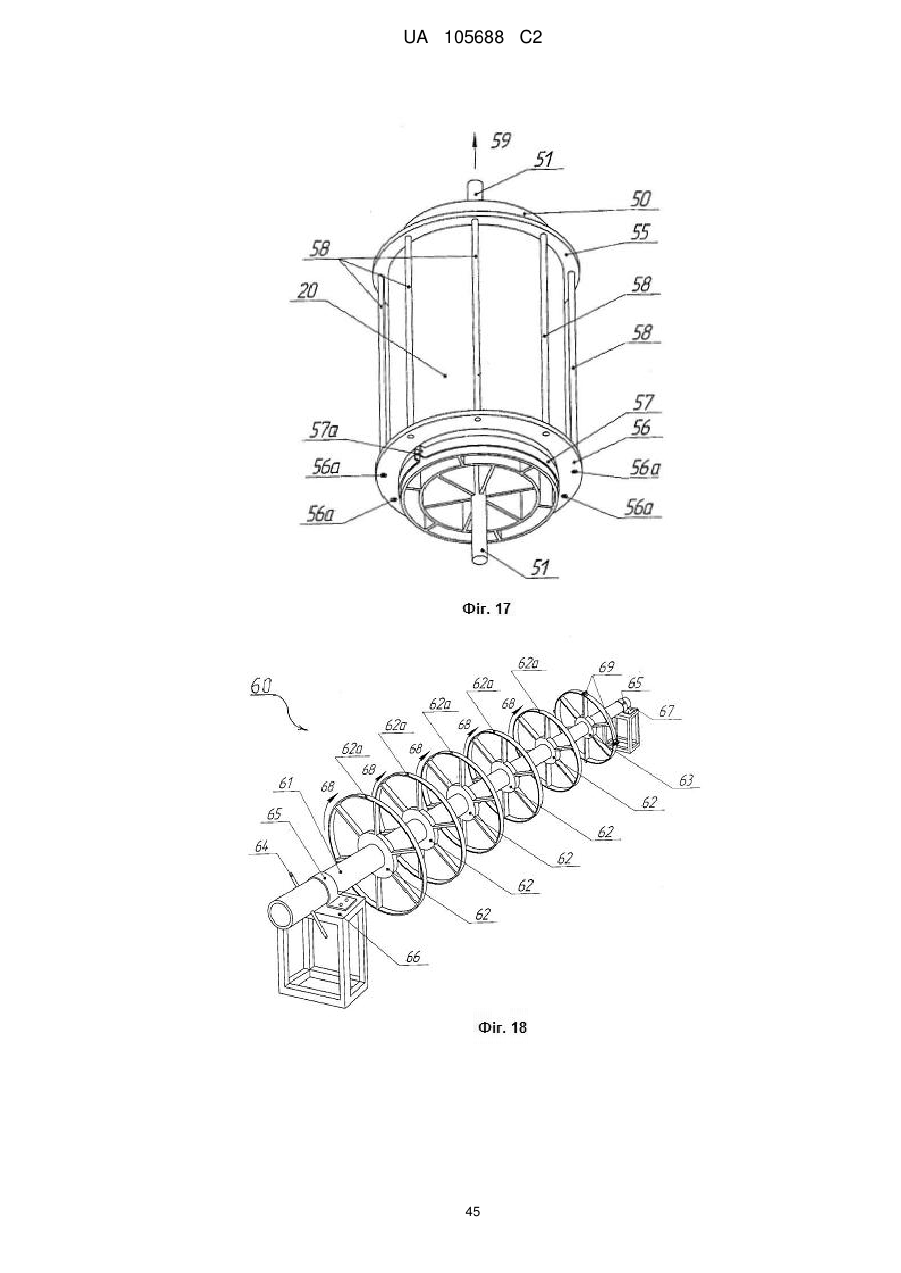
формотворно-з'єднувальне пристосування для складання та припасування нормальних кругових шпангоутів до композитної тришарової оболонки на етапах попереднього та прикінцевого складання, яке за допомогою пневматичної проводки зв'язане з системою стисненого повітря, каркас цього пристосування складається з центрального довгомірного остова на основі жорсткого стрижневого валу, на якому в вертикальній площині до нього змонтовані колесоподібні обертові пристрої, які споряджені, складеними із частин розбірними кільцевими ободами з внутрішньою поверхнею у вигляді човникоподібного чи U-подібного ложа, в які вмонтовані цільнокільцеві еластичні пневмокамери;
стапель для збірно-розбірних робіт при виготовленні відсіку фюзеляжу;
прикінцеве збирання та приклеювання комплекту нормальних кругових шпангоутів до встановленої в стапелі тришарової оболонки за допомогою пневматичної системи регульованого тиску та подачі підігрітого повітря всередину тришарової оболонки для здійснення процесу склеювання при підвищених температурах.
20. Комплект оснащення за п. 19, який відрізняється тим, що кругова оболонка основної форми, в залежності від конкретної конструкції, має кут конуса на рівні α ≤ 0,2 градуса, а в металевих осердях комбінованих металополімерних оправок цей кут є на рівні кількох мінут.
21. Комплект оснащення за пп. 19, 20, який відрізняється тим, що металеві осердя комбінованих металополімерних оправок мають хромове або нікельоване відполіроване покриття.
22. Комплект оснащення за п. 19, який відрізняється тим, що джерелами направленого магнітного поля є магнітні плити з постійними магнітами, електромагнітні та електроімпульсні плити.
23. Комплект оснащення за пп. 19, 22, який відрізняється тим, що формотворна оболонка основної форми виконана з магнітом'яких матеріалів, зокрема феромагнетиків з значною магнітною проникливістю.
24. Комплект оснащення за п. 19, який відрізняється тим, що металеві осердя комбінованих металополімерних оправок виконані переважно із штабового заліза.
25. Комплект оснащення за пп. 19, 24, який відрізняється тим, що металеві осердя комбінованих металополімерних оправок мають значно вищий коефіцієнт лінійного термічного розширення, ніж значення цього показника у матеріалу формотворної оболонки основної форми.
26. Комплект оснащення за пп. 19, 25, який відрізняється тим, що металеві осердя мають в перерізі форму трапеції з криволінійними основами відповідно до кривизни зовнішньої та внутрішньої обшивок.
27. Комплект оснащення за пп. 19, 24, 25, який відрізняється тим, що металеве осердя трапецієподібної в перерізі форми має відношення середньої ширини b до товщини t на рівні b/t ≥ 2,5.
28. Комплект оснащення за п. 19, який відрізняється тим, що металеві осердя мають прикінцеві наскрізні отвори для можливості їх фіксації, силового розтягування та впресовування, а також в торцях мають глухі різьбові отвори, для можливості прикріплення планшайби в процесі впресовування тришарової оболонки.
29. Комплект оснащення за пп. 19, 26, 28, який відрізняється тим, що металеві осердя мають мінімальні радіуси кутових скруглень R1, наприклад R1 ≈ 0,3 мм.
30. Комплект оснащення за п. 19, який відрізняється тим, що полімерна плівкова оболонка за своїми характеристиками є податливою при термосиловому формуванні конструкції, сплющуючись по горизонтальних полицях, сприяючи цим виникнення в закритому об'ємі каналу спонтанного процесу формування силової оболонки із полімерного композиційного матеріалу, що має температуру розм'якшення матеріалу полімерної плівки для переведення її при нагріванні в еластичний стан, нижчу за температуру гелеутворення термореактивного зв'язуючого, а кінцева температура тверднення полімерного композиційного матеріалу не перевищує температуру плавлення плівки.
31. Комплект оснащення за пп. 19, 30, який відрізняється тим, що в комбінованій металополімерній оправці застосовано як полімерну оболонку екструдовану одношарову рукавну плівку.
32. Комплект оснащення за пп. 19, 30, який відрізняється тим, що в комбінованій металополімерній оправці застосовано як полімерну оболонку співекструдовану багатошарову, наприклад двошарову, рукавну плівку, нижній шар якої виконує переважно захисні для конструкції функції, а верхній шар виконує переважно функції полімеропередавального формування.
33. Комплект оснащення за п. 19, який відрізняється тим, що містить силовий привід, який приєднано до вала центрального довгомірного остова, що забезпечує загальне одночасне обертання посаджених на вал всіх колесоподібних оправок.
34. Комплект оснащення за п. 19, який відрізняється тим, що містить щонайменше один комплект знімних просторово фіксуючих по колу улаштувань, які забезпечують потрібне рівновіддалене від внутрішньої обшивки положення каркаса гірлянди шпангоутів в порожнині тришарової оболонки.
35. Комплект оснащення за пп. 19, 34, який відрізняється тим, що просторово фіксуючі улаштування складаються з нерухомого колесоподібного вузла, комплекту ![]() -подібних кронштейнів, що мають виступаючу двостінну частину, а в проміжку між стінами якої змонтовано підпружинене та прогумоване коліща, яке при вертикальній установці каркаса формотворно-з'єднувального пристосування в тришарову оболонку, при обертанні, постійно дотичне до її внутрішньої поверхні, не деформуючи її.
-подібних кронштейнів, що мають виступаючу двостінну частину, а в проміжку між стінами якої змонтовано підпружинене та прогумоване коліща, яке при вертикальній установці каркаса формотворно-з'єднувального пристосування в тришарову оболонку, при обертанні, постійно дотичне до її внутрішньої поверхні, не деформуючи її.
36. Комплект оснащення за п. 19, який відрізняється тим, що розбірно-знімні частини кільцевого ободу є зовнішнім складеним компонентом ложементного типу обертового пристрою, які приєднані до опорного внутрішнього компоненту цього ж пристрою, а саме до штабової монтажної замкнутої форми обичайки колесоподібних обертових оправок центрального довгомірного остова.
37. Комплект оснащення за пп. 19, 36, який відрізняється тим, що уявна охоплююча кругова лінійчата поверхня, що проходить по зовнішніх контурах усіх обичайок колесоподібних обертових оправок центрального довгомірного остова, є циліндричної форми, що має по довжині незначну конусність.
38. Комплект оснащення за п. 19, який відрізняється тим, що надувна еластична пневмокамера має по периметру поперечного розрізу такі вихідні розміри, які співпадають з розмірами розсувної робочої камери формотворно-з'єднувального пристосування, в яку вона поміщена, на прикінцевому приєднанні шпангоутів до тришарової оболонки.
Текст
Реферат: Запропоновано відсік фюзеляжу, виконаний у вигляді цільноформованої інтегрального типу великогабаритної тришарової з ребристим заповнювачем кругової оболонки циліндричної форми (діаметр близько 6,0 мм, а довжина 10…15 м), та комплекту нормальних кругових шпангоутів вузлового типу, що з'єднані з вказаною вище оболонкою клеємеханічним способом. Середній шар складається з направлених вздовж твірних прямих оболонки вуглепластикових чотиристоронніх профілів, переважно трубчастого виду. Оболонка має калібровані канали, облицьовані вологозахисною плівкою, в які можуть бути поміщені додаткові конструктивні елементи. Оболонка має заповнені галтельні жолобки на стиках профілів середнього шару без додаткового залучення компенсуючих матеріалів. В способі виготовлення вказаної монолітної тришарової оболонки застосовується препрегова технологія з намотуванням внутрішньої та зовнішньої обшивок та термосилове вакуумноавтоклавне формування. В способі забезпечена простота вилучення формотворних елементів оснащення. При виготовленні трубчастих елементів методом намотування армованих стрічок використовуються комбіновані металополімерні оправки на основі стрижневого металічного UA 105688 C2 (12) UA 105688 C2 осердя, яке наостанок вилучається, та його зовнішньої полімерної плівкової оболонки конструктивно-технологічного призначення. Намотані оправки укладають, фіксують, придавлюють до поверхні форми та ущільнюють по бокових сторонах переважно магнітними, механічно-магнітними та вакуумно-магнітними способами. В способі реалізоване спонтанне термосилове при вакуумно-автоклавному формуванні заповнення галтельних жолобків на основі переформування полімерної оболонки, забезпечуючи цим передавальне формування намотаної на оправку армованої оболонки. Технологічна схема, яка пов'язана з виготовленням кругових нормальних шпангоутів -подібного перерізу як плоскокаркасних вузлів та їх з'єднання з композитною тришаровою оболонкою клеємеханічним способом, включає три етапи зі здійсненням їх на різних робочих місцях, а саме: початковий, прикінцевий та фінальний з максимальною механізацією робіт. Комплект оснащення для здійснення способу виготовлення інтегральної тришарової оболонки містить 8 елементів. UA 105688 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до машинобудування, а саме до авіаційної техніки при створенні великогабаритних відсіків фюзеляжу (діаметром 4-6 м і довжиною приблизно 6-15 м) із полімерних композиційних матеріалів, або більш скорочено - композитних матеріалів і, перш за все, вуглепластиків гарячого затвердіння. Крім того, він може знайти застосування в суднобудуванні, а також в конструкціях рухомого складу в транспортному машинобудуванні. На сьогодні традиційне застосування композитних матеріалів в конструкціях планера літака, таких як обтічники шасі, обтічник стику крила з фюзеляжем, управляючі поверхні на крилі, хвостове оперення та інше забезпечують об'єм застосування композитних матеріалів десь на рівні 20…22 %. В той же час лідерами світового літакобудування, такими як Боїнг, Ербас, ставиться і успішно вирішується революційна задача доведення обсягу застосування композитних матеріалів до рівня 50…60 %. І в вирішенні цієї задачі чільне місце займають відсіки фюзеляжу [1-4, 13]. Як відомо, вага фюзеляжу пасажирського літака становить приблизно 12-15 % максимального стартової ваги літака і 40 % ваги планера. Високий потенціал зниження ваги цієї, як і інших конструкцій, обумовлений застосуванням композитних матеріалів, перш за все, вуглепластиків, а також розробкою конструктивно-силових схем, що відповідають особливостям цих матеріалів. На сьогодні корпорація Боїнг виготовляє із композитних матеріалів, переважно вуглепластиків гарячого затвердіння, фюзеляж магістрального літака Boeing 787. Наприклад, композитна носова секція № 41 має довжину 7,31 м і діаметр 5,79 м (на рівні передніх дверей). Композитні секції центральної частини фюзеляжу мають розміри: передня секція № 43-6,1 м, середня № 44-8,5 м і задня № 46-10,1 м. На вказаних секціях прийнята технологія кругового нанесення вуглеволокон (кругове розміщення волокна на масивній оправці) методом автоматизованої намотки (з автоматичним, по термінології корпорації Боїнг, виготовленням стрингерів), тобто мова йде про так звану інтегральну конструкцію. Термосилове формування секцій проводиться з застосуванням автоклавів. Близьке до цього технічне рішення має місце в прототипі Європейського консорціуму "Fubacomp" (проект). Тут також передбачається інтегральна цільнокругова (цільновита) оболонка (відсутність поздовжніх стиків) підкріплена стрингерами з наступним роздільним приєднанням шпангоутів. Діаметр фюзеляжу дослідного зразка приблизно 2,5 м, а довжина 4,5 м [20]. Тобто мова йде про невеликий за розмірами прототип відсіку фюзеляжу. Найбільш ефективне застосування композитних матеріалів, зокрема вуглепластиків гарячого затвердіння, як показала практика, передбачає їх використання саме в силових конструкціях (крила, фюзеляжу, оперення). І при цьому, як показують дослідження, підтверджені практикою, найбільш перспективними серед них є конструкції інтегрального типу, які являють собою монолітні багатокомпонентні конструкції, які сформовані в єдине ціле за один технологічний цикл в єдиній базовій для всієї конструкції формі. В цих конструкціях майже відсутні механічні та клейові з'єднання. При цьому в структуру композитних матеріалів зовнішніх поверхонь агрегатів авіаційної техніки входять поряд з армуючими також ударозносостійкі, блискавко- та вологозахисні шари, а також вібропоглиначі матеріали. Для двох останніх застосовуються полімерні плівки, наприклад, поліетиленові, поліпропіленові, поліетилен-терефталатні та ін. [5]. До інтегральних належать і композитні багатошарові конструкції, зокрема, в літакобудуванні широко застосовуються композитні дво- та тришарові панелі та оболонки. Як відомо, вибір оптимальної конструктивно-силової схеми і технології виготовлення для зниження, перш за все, маси і вартості композитних конструкцій літака належить до перших і основних умов в виробленні проблеми створення композитного відсіку фюзеляжу. Тут мають місце дві конструктивно-силові схеми: це фюзеляжі типу півмонокок, або ж стрингерного типу, та фюзеляжі типу монокок, або ж обшивного типу. У першому випадку двошарові композитні фюзеляжі виготовлені у вигляді підкріпленої тонкостінної оболонки. Поздовжній силовий набір цього фюзеляжу складається з густорозташованих силових стрингерів або стрингерів зовнішньопроявленого типу (тобто виступаючих над площиною обшивок), а поперечний набір складається з нормальних стикових та силових шпангоутів. Саме до цієї конструктивно-силової схеми, наприклад, належать і вказані вище секції композитного фюзеляжу літака В787. В той же час фюзеляжі типу монокок, або ж обшивного типу, являють собою зовнішню замкнутої форми обшивку - оболонку, яка підкріплена тільки поперечними елементами шпангоутами. Вказана зовнішня обшивка - оболонка є основним несучим елементом фюзеляжу типу монокок. Висока несуча здатність цього фюзеляжу тісно пов'язана з застосуванням композитних тришарових конструкцій (композитних сандвіч-конструкцій), або композитних тришарових 1 UA 105688 C2 5 10 15 20 25 30 35 40 45 50 55 60 структур (композитних сандвіч-структур), які складаються з зовнішньої та внутрішньої обшивок та внутрішнього підкріплюючого їх середнього шару, або ж заповнювача. Прикладом може служити закінцівка фюзеляжу літака А-350, для якої вибраний варіант конструкції "monoshell" або монокок [7], а також представленого нижче відсіку фюзеляжу адміністративного літака "Premier 1". В машинобудуванні давно відомі і широко застосовуються легкі заповнювачі з суцільно розвиненою поверхнею, перш за все, це пористі типу пінопластів та щільникові заповнювачі. Їх можна віднести при узагальненні до так званого першого класу тришарових структур саме з заповнювачем невисокої несучої здатності з умовним їх позначенням "сендвіч1,0". Цей винахід стосується проблеми конструктивного рішення, способу виготовлення та оснащення для здійснення цього способу саме відсіку фюзеляжу літального апарата типу тришаровий монокок з заповнювачем підвищеної та високої несучої здатності, насамперед, центральної частини фюзеляжу великого літака, переважно у вигляді довгомірної циліндричної або близько неї корпусної кругової оболонки з широким застосуванням в ньому композитних матеріалів, найперше вуглепластиків гарячого затвердіння, і серед них - вуглепластиків з зависоким термосиловим твердненням. Цей відсік в загальній конструктивно-силовій схемі основних його об'єктів розглядається в складі композитної тришарової несучої оболонки, перш за все, інтегрального конструктивно-технологічного типу, та безпосередньо приєднаного до неї по довжині внутрішньої поверхні поперечного набору виокремлених серед інших, нормальних кругових шпангоутів як плоскокаркасних вузлів (ПКВ). Саме вони надають форму фюзеляжу і підкріплюють його обшивку, відносячись до напружених елементів конструкцій. Перерізи нормальних шпангоутів є достатньо різновидними. Як відомо, для оцінки конструктивнотехнологічних рішень конкретних композитних фюзеляжів в класі "тришаровий монокок" та поза його межами береться до уваги такий комплекс їх характеристик: вагова ефективність; зниження трудомісткості, в тому числі зниження витрат при технічному обслуговуванні; оптимальне розподілення композитних матеріалів по зонах оболонки; рівень інтегральності конструкцій фюзеляжу; пристосування технологічного процесу до серійного виробництва та його сталість; складність та матеріалоємність технологічної оснастки; методи термосилового формування; рівень внутрішніх технологічних напружень; загальний об'єм складальних робіт і кількість з'єднань; об'єм механічної обробки; звуко- та теплоізоляція відсіків; стійкість їх до ушкоджень, перш за все, механічних; ремонтна здатність. Відоме технічне рішення композитного чисто монококового фюзеляжу (тобто шпангоути відсутні) реактивного бізнес-літака "Premier 1" розробки середини 90-х років минулого століття. Фюзеляж діаметром приблизно 1,8 м складається з двох частин: передньої та задньої. Оболонка кожної частини фюзеляжу являє собою тришарову конструкцію з щільниковим заповнювачем і обшивками з вуглепластику з загальною товщиною стінки оболонки 21 мм. Відсутність стрингерного підкріплення дозволило збільшити внутрішній об'єм кабіни. Зовнішній шар обшивки фюзеляжу виконаний з застосуванням гібридної тканини на основі вуглеволокон та вплетінням в структуру механічного дроту для забезпечення відводу заряду блискавки та накопичення статичної електрики. Обшивки композитного відсіку фюзеляжу виготовляються автоматично за допомогою семикоординатної системи Cincinnati Milacron's Viper, а його загальне формування відбувається в автоклаві. Вказана безстрингерна конструкція відсіку фюзеляжу з тришаровою оболонковою обшивкою, або ж так званий тришаровий монокок, найбільш характерна для легких літаків. Тому вона може служити лише як віддалений прототип для даного винаходу. Основне застосування такі конструкції знаходять на літальних апаратах (ЛА) малих діаметрів, перш за все автоматичних ЛА. Це пояснюється тим, що зі збільшенням діаметра критичні напруження обшивної оболонки зменшуються [7]. При цьому значно ускладнюється процес виготовлення таких оболонок. Тому при великих діаметрах переходять до конструктивно-силових схем, в яких досягається підвищення віддачі матеріалу при одночасній реалізації мінімальної маси цієї великогабаритної конструкції і разом з тим забезпеченням високого рівня її технологічності. На сьогодні можна виділити три основних типи композитних відсіків центральної частини фюзеляжу великих літаків, з застосуванням в них інтегральних обшивних несучих конструкцій, а саме: Тип 1. Цільноформований півмонокок, який являє собою цільноформовану (монолітну) однокускову (one-piece) кругову обшивку зі стрингерним підкріпленням, до якої потім приєднується комплект шпангоутів; прикладом можуть служити приведені вище відсіки фюзеляжу літака В787. Цей тип взятий у подальшому за прототип конструкції. 2 UA 105688 C2 5 10 15 20 25 30 35 40 45 50 55 60 Тип 2. Панельно-складений півмонокок, який являє собою цільноформовані (монолітні) криволінійної форми несучі стрингерні панелі, які спочатку з'єднуються між собою в кругову корпусну оболонку, до якої потім приєднується комплект шпангоутів. Прикладом може служити чотирипанельна корпусна оболонка літака A350XWB [4 та ін.], який має циліндричний або майже циліндричний фюзеляж, що дозволяє при панельній конструкції зменшити до 4 кількість панелей на відсік, причому довжина цих панелей для трьох секцій становить відповідно приблизно 13, 16 і 18 м. Типові шпангоути цього літака виконані із композитного матеріалу, з'єднаних механічним способом з обшивкою, а стикові - із титану. Тип 3. Панельно-складений тришаровий монокок, який являє собою цільноформовані (монолітні) тришарові криволінійної форми несучі панелі з наявністю в структурі середнього шару поздовжнього ребристого заповнювача, які спочатку з'єднуються між собою в кругову корпусну оболонку [13, 14]. Потім до неї приєднується комплект шпангоутів. Прикладом може служити вуглепластикова тришарова корпусна оболонка відсіку фюзеляжу пасажирського літака Німецького центру авіації і космонавтики (DLR) [13]. Формувалася вказана корпусна оболонка комбінованим так званим інжекційно-автоклавним методом. Цей тип взятий у подальшому за аналог конструкції. При цьому по останньому третьому типу слід зазначити, що на сьогодні авторитетними міжнародними корпораціями, перш за все Боїнг та Ербас, в силових конструкціях великих літаків не застосовуються тришарові оболонки чи панелі зі щільниковим заповнювачем. Застосовність останніх може мати місце в основному у малонавантажуваних та вторинних структурах. Деякі вихідні обґрунтування цього підходу наведені нижче. В технології нашарування армуючих наповнювачів композитного матеріалу обшивок вказані вище три типи композитних відсіків принципово відрізняються тим, що в першому випадку - це процес механізованого намотування цілісних кругових обшивок оболонки від внутрішнього контуру, а у другому та третьому випадках - це процеси ручного і/або механізованого викладання їх частин від зовнішнього контуру конструкції. Близьким до винаходу за технічною суттю та вибраним за аналог, в першу чергу, щодо структури корпусної оболонки є вказаний вище третій тип, а саме панельно-складений тришаровий монокок, в якому окремі інтегральні панелі з застосуванням у середньому шарі несучих ребристих та пінопластових заповнювачів утворюють корпусну оболонку відсіку фюзеляжу пасажирського літака [13]. Конструкцію пасажирської кабіни утворюють три великогабаритні несучі панелі: дві бокові і одна нижня. Довжина панелей дорівнює довжині пасажирської кабіни. В панелі інтегровані внутрішні стрингери (термін роботи [13]), частини шпангоутів вузлового типу та місцеві підсилення. Панелі виконані тришаровими, включаючи дві обшивки та об'ємно безперервний заповнювач між ними. Безперервний заповнювач являє собою чотиригранні пінопластові стрижні, поміщені в вуглепластикові рукава (±45°, 0° - армуючі шари) і при поелементному з'єднанні між собою, на стиках бокових сторін утворюють поздовжні несучі ребра. В термінах роботи [13] це так звані внутрішні стрингери. Така структура середнього шару вказаної тришарової панелі відносить її, згідно з [13], до класу "седвіч 1,5". Такі тришарові конструкції мають більшу міцність та жорсткість на згин, ніж тришарові конструкції з щільниковим заповнювачем, а тим більше, ніж такої самої ваги одношарова конструкція. В аналогу пінопластовий заповнювач має відігравати захисну роль для зовнішньої обшивки від ударних діянь, наприклад, граду, та зовнішнього впливу, утворюючи також термоакустичний захист. Несучі обшивки вказаних трьох панелей (їх армування переважно±45°), з'єднуються між собою в корпусну оболонку через титановуглепластикові накладки. При цьому внутрішні стрингери середнього шару мають доволі високий вміст 0° - шарів вуглеволокон. Недоліком аналогу є, перш за все, складена конструкція корпусної оболонки, що в порівнянні з цілісною, однокусковою (one-piece) збільшує масу відсіку, а також збільшує об'єм оснащення, трудомісткість та виробничий цикл її виготовлення. Занижена вагова ефективність конструкції панелі також багато в чому пов'язана з запропонованим недостатньо ефективним для серійного виробництва способом її виготовлення, а також з широкомасштабним застосуванням пористого заповнювача пінопласту, в першу чергу, як формоутворюючого і силового елемента оснастки, який стає невиправдано великим ваговим баластом, залишаючись назавжди в конструкції панелі. Так, використання пінопластових вкладишів істотно обмежує застосування, а тим самим віддачу високоефективних композитних матеріалів, перш за все, вуглепластиків гарячого 3 UA 105688 C2 5 10 15 20 25 30 35 40 45 50 55 затвердіння, через низький опір тиску цих вкладишів при термоформуванні, всього лише на рівні 0,2…0,4 кг/см навіть при невисоких температурах, в той час, як при формуванні вуглепластиків, наприклад, з зависоким термосиловим твердінням, тиск зазвичай може 2 складати на рівні 6,0 кг/см в інтервалі температур полімеризації на рівні 130…180 °C, наприклад, для епоксидних та фенольних зв'язуючих, або теж само - матриць (matrix). Низька жорсткість та крихкість пінопластових оправок, разом з вимушеним низьким тиском формування конструкції, призводить до утворення нерівних по висоті та і хвилястих по довжині стінок внутрішнього стрингерного підкріплення і цим спричиняє зниження її несучої здатності. При використанні пінопластових вкладишів з установкою однієї обмотаної оправки впритул до іншої, внаслідок їх податливості та крихкості утворюються завеликі, порівняно з металевими оправками чи навіть з аналогічними теж податливими еластомірними вкладишами, галтельні жолобки, які в процесі формування лише частково заповнюються і то переважно за рахунок клейової маси. Тому до загальних недоліків прототипу належить неефективне вирішення конструктивно-технологічного питання повного заповнення з підтриманням несучої здатності вказаних вище поздовжніх галтельних жолобків, що утворюються, як було вказано вище, відбувається при виготовленні і приєднанні, наприклад, до обшивки обмотаних оправок. Вказані жолобки в перерізі мають вигляд, близький до трикутника. При цьому близько до цих місць після формування панелі спостерігаються нерозпрямляючі складки композитного матеріалу. Три варіанти сучасних рішень з заповненням жолобків наведені в [6, стор. 446] і всі вони тільки на основі застосування окремих компенсаційних заповнювачів, наприклад, в інтегральних конструкціях це джгут, насичений зв'язуючим, або ж відформований дротоподібний гранчастої форми профіль. Однак це питання вказаним рішенням повністю не вичерпується, і в ряді випадків в малонавантажених конструкціях, особливо з склопластиків, просто дозволяється мати зовсім незаповнені жолобки на рівні до 20 відсотків їх об'єму. Але навіть і практично повне заповнення жолобків із застосуванням профілів чи джгутів із високомодульних та високоміцних матеріалів, а тим гірше пористою зв'язуючою масою, як це випливає з тексту (найбільш вірогідно має місце в прототипі), не дозволяє уникнути можливого розшарування обшивки в зоні, прилягаючій до стику обшивки і стінки [15, стор. 52]. Далі, виходячи з практики, монолітні пінопластові вкладиші, як формоутворюючі і силові елементи оснастки, повинні мати значні в поперечному перерізі розміри (порівняно, наприклад, з металевими оправками, чи навіть з еластомірними вкладишами) для можливості застосування "сухого" процесу намотування препрегом на основі армуючих стрічок. В результаті це спричиняє збільшення товщини тришарової оболонки і, як наслідок, до зменшення корисного внутрішнього робочого об'єму, наприклад, пасажирської кабіни літака. І прикінцево. При сучасних календарних ресурсах пасажирських літаків 50-60 років, цілком реальна за цей час деструкція пінопластів, що супроводжується виділенням шкідливих газів. Ця деструкція може відбуватися нашаруванням багатьох факторів: природного старіння, теплових дій, вібрації конструкції, звукових навантажень та ін. Недоліком композитного відсіку аналогу є також те, що в з'єднанні сегментів шпангоутів, як зазвичай, використовуються численні допоміжні деталі у вигляді стикових накладок, кутиків з широким застосуванням механічних кріплень, що збільшує вагу конструкції. Найбільш близьким до винаходу за технічною суттю, призначенням, та результатами, що досягаються, та вибраним за прототип є відоме технічне рішення конструктивно-силової схеми першого типу розробки корпорації Боїнг [8], відповідно до якого цільноформована корпусна оболонка складається з цілісної (замкнутої по контуру) обшивки, підкріпленої набором поздовжніх омегоподібної (коритоподібної) форми, а саме -подібного перерізу профілів. Ці профілі приєднуються до обшивки двома горизонтальними лапками, утворюючи монолітну стрингерну оболонку з замкнутими профілями. До конструктивних недоліків цього рішення слід віднести необхідність значної ширини двох лапок, що збільшує масу оболонки, бо недостатньо розвинуті клейові поверхні можуть привести до появи тріщин в клейових швах. Крім того, до конструктивних недоліків стрингерних оболонок та панелей слід віднести значний перепад жорсткостей в з'єднанні "обшивка-стрингер", що ініціює появу тріщин, а для їх гальмування треба вживати додаткових заходів [9]. Омегоподібні підкріплюючі профілі, які формуються в складі інтегральної конструкції за допомогою еластомірних оправок, являють собою для виготовлення складні елементи конструкції, перш за все, внаслідок появи нерегламентованих викривлень армуючих шарів, наявності чималих пор в місцях спряжень. В профілях такого типу нерідко можуть мати недоліки із-за неправильної обрізки шарів і викладення з викривленнями внутрішніх несучих шарів, які потім просто прикриті декількома 4 UA 105688 C2 5 10 15 20 25 30 35 40 45 50 55 виклеєними шарами тканини. Подібні дефекти особливо можливі при недостатній кваліфікації робітників. Їх важко виявити неруйнівними методами, оскільки вони розташовані в важкодоступній зоні [10]. Крім того, використання складної інтегральної конструкції з омегоподібними в перерізі підкріплюючими профілями в похідних від цього факту системах формування зі складною передачею тиску, спричинює місцеву недостачу рівня тиску, що призводить до дефектного ущільнення армуючих шарів, дозволяючи, таким чином, утворенню між ними повітряних карманів, які, наприклад, були достатньо великими, щоб провести відбраковку кількох композитних відсіків фюзеляжу літака В787 [16]. Як відомо, по несучій здатності (при тій же вазі) та живучості, двошарові стрингерні конструкції, поступаються тришаровим. При цьому, згідно з роботами АНТК ім. O.K. Антонова [11 та ін.], тришарові панелі з щільниковим заповнювачем поступаються по несучій здатності тришаровим панелям з ребристим заповнювачем, наприклад, у вигляді рукавних чотиристоронніх профілів або так званих трубчастих заповнювачів. Технологія виготовлення цих панелей наведена в [12], де застосовуються суцільні еластомірні оправки та екструдовані трубки ПВХ, наприклад, розміром 15×15 мм, на які намотується армуюча стрічка. Панелі формуються так званим методом внутрішнього роздуття трубок. Панелі з ребристим заповнювачем по значеннях рівномірного поверхневого навантаження, зсуву та інших характеристиках були кращі за панелі з щільниковим заповнювачем, який, як відомо, негативно характеризується за притаманну йому здатність значного накопичення вологи. В той же час тришарові панелі оформлені роздуттям ПВХ, мають суттєві недоліки, на що вказано нижче. Як показала практика, вплив способу виготовлення корпусної оболонки і складання відсіку фюзеляжу із композитних матеріалів може бути дещо складнішим, ніж в металевих конструкціях. Стосовно до даного винаходу, то йдеться про розробку придатного для серійного виробництва простого способу виготовлення монолітного тришарового монокока з таким можливим виокремленням його складових частин: по-перше, інтегрального типу тришарової корпусної оболонки з цілісними круговими обшивками та ребристим заповнювачем, перш за все, у вигляді чотиристоронніх рукавних профілів і з термосиловим формуванням цієї інтегральної конструкції в автоклаві; а, по-друге, виготовлення, складання та приєднання до цієї оболонки клеємеханічним способом шпангоутів вузлового типу, з розвинутою клеєвою поверхнею, переважно односмуговою, перш за все, як показано нижче, композитних нормальних шпангоутів з -подібним поперечним перерізом, з максимальним скороченням від теперішнього рівня обсягу трудомісткості та циклу складальних робіт з одночасним підвищенням якості з'єднання. В винаході мова йде саме про розподіляючі нормальні шпангоути, тобто які безпосередньо з'єднуються своєю поверхнею з обшивкою, а не через компенсатори. Таким чином, у винаході поняття відсік центральної частини фюзеляжу великого літака відносно задіяних в конструкції, способі виготовлення та оснащенні складових частин, поєднується саме з вищевказаними складовими. У наведеному технічному рішенні [8] розробки корпорації Боїнг відносно способу виготовлення від внутрішнього контуру вуглепластикового цільноформованого півмонокока (тип 1), і взятий за аналог, задіяний спосіб укладення на кругову поверхню основної форми з визначеним кроком поздовжнього стрингерного набору у вигляді підкріплюючих омегоподібних (рідше визначення - коритоподібних) профілів з подальшим автоматичним намотуванням "сухим" способом армуючих стрічок. Із [8] випливає, що основна форма являє собою задіяний у способі багатокомпонентний ансамбль оснащення, складаючись при цьому з центральної зазвичай масивної силової оправки, що саме встановлюється в центрах намотувального верстата (на схемах вона не зазначена, але це безперечно відповідає логіці оснащення, та з вищевказаних робіт корпорації Боїнг по виготовленню відсіків фюзеляжу літака В-787 [16]), одітої на неї та легко знімної порівняно тонкостінної металевої оболонкової оправки-обичайки, на яку монтується також знімна гніздова оправка для укладання в її гнізда зі спеціальної бокової платформи заготовок дискретно розташованих підкріплюючих омегоподібних поздовжніх профілів (дещо подібне за суттю має віддалене відношення до функції сепараторів в шарикопідшипниках). В свою чергу, в трапецієвидні коритоподібної форми впадини цих профілів по їх внутрішньому довгомірному контуру укладаються терморозширювані еластомірні вкладиші, які після відформування конструкції вилучаються. 5 UA 105688 C2 5 10 15 20 25 30 35 40 45 50 55 60 Вказаний процес передбачає як попереднє формування, так і заключне термосилове отвердіння інтегральної конструкції корпусної оболонки з використанням комбінованого, а саме автоклавно-термокомпресійного методу формування. Останній в певній мірі стосується, з точки зору серійного виробництва, нестабільних технологій (ймовірність часткових відмов), в порівнянні з виокремлено самостійним автоклавним формуванням. Це, перш за все, пов'язано з проблемами багаторазового використання в якості формотворних, великої довжини еластомірних вкладишів. Після відформування корпусної оболонки відбувається складний двоетапний процес зняття її з основної формотворної оправки. Спочатку з центральної силової оправки знімається композитно-металева тришарова оболонка, яка складається з інтегрального типу композитної зовнішньої обшивки з адгезійно приєднаним до неї середнього шару композитних профілів, розташованих в гніздах кругової оправки-сепаратора та з'єднаного з середнім шаром пружними зусиллями технологічного походження та відповідно тертям внутрішньої псевдообшивки у вигляді тонкостінної металевої оболонкової оправки-обичайки (далі - спарена КМО). Після відокремлення з основної формотворної оправки великовагової та великогабаритної центральної силової оправки, розпочинається етап зняття вказаної вище металевої оболонкової оправки-обичайки з використанням спеціалізованого пневматичного та вібраційного обладнання (стенда). Для цього на його віброплощадку вертикально установлюється спарена КМО. Згідно з [8], це забезпечує "виповзання" металевої оболонкової оправки під своєю вагою зі спареної КМО. Вилучення оболонкової оправки надає можливість наостанок вилучити і багатогніздову оправку-сепаратор, а за тим - і довгі еластомірні вкладиші. Найбільш близьким до винаходу за технічною суттю, призначенням та результатами, що досягаються, та вибраним за прототип є спосіб виготовлення відсіку фюзеляжу пасажирського літака на 100 пасажирів [13]. Можна припустити, що його середній діаметр складає приблизно 3,5…3,8 м. Основу цього відсіку становить панельно-складальна тришарова оболонка. В її конструкції використовується ребристий трубчатий заповнювач у вигляді набору несучих чотиристоронніх рукавних профілів, виготовлених за допомогою довгомірних пінопластових оправок. Вище були зазначені особливості та конструктивні недоліки цього прототипу з огляду саме і на наявність пінопластових елементів. Несучі панелі в прототипі виготовляються складним інжекційно-автоклавним методом SLI (Singce Line Injection), який реалізується завдяки сполученню між собою двох видів обладнання: інжекційного та автоклавного. При цьому увід зв'язуючого (сполучної маси) в панелі, що розташовані в автоклаві, відбувається інжекційним способом під тиском Рінж. Це в прототипі відзначається, як перша фаза процесу. В другій фазі цього способу проводиться термосилове автоклавне формування під тиском Равт. При цьому в фазі інжекції має місце Равт Рінж. Згідно з [13], тут забезпечується низький рівень пористості, а за рахунок "гри тисків" (термінологія прототипу) інжекційного та автоклавного, можлива варіація вмісту армуючих волокон. Згідно з [13], спосіб SLI сумісний з препреговою технологією по якості і несучій здатності виробів. Але на сьогодні, як показує практика, великогабаритні відповідальні силові конструкції, перш за все, у серійному виробництві, не виготовляються інжекційними методами, тим більше, що не може мати місце ризикована "гра тисків". Тут застосовуються саме стабільні препрегові технології з формуванням конструкцій в автоклавах. Виготовлення середнього шару високоякісних несучих панелей відбувається в серійному виробництві з такими вимогами. Кожний обвитий одинарний несучий складовий елемент середнього шару на основі пінопластового осердя повинен являти собою, як найбільш бажано, прямолінійний вуглепластиковий рукав чіткого прямокутного перерізу з малими радіусами кутових скруглень. Але, як показує практика, використання технологічних оправок з пінопласту, як маломіцного та крихкого матеріалу, не дозволяє одержати навіть далеке від прийнятного наближення відносно мінімальних радіусів кутових скруглень, а це веде до утворення великих галтельних жолобків на стиках одинарних складових елементів середнього шару, примикаючих до поверхні обшивок. Саме ці галтельні жолобки, навіть якщо вони заповнені зв'язуючим, являють собою потенційні вогнища розшарування, або ж місць розтріскування конструкції. Тому до недоліків прототипу треба віднести те, що у способі виготовлення композитної конструкції на важливий факт утворення та ефективного заповнення галтельних жолобків не звертається уваги. Виходячи з логічних посилок та багатьох прикладів аналогічних технологічних рішень, в прототипі застосовується складний процес ручного транспортування, перш за все, від обмотувального верстата до основної форми, та укладання в оснастку довгомірних, обвитих на 6 UA 105688 C2 5 10 15 20 25 30 35 40 45 50 пінопластових осердях, трубчастих елементів. Але в прототипі в розділі "Технологія виготовлення" про таке розповсюдження обладнання не має згадки. Можливо відтак, тут також застосовувалось і ручне обмотування пінопластових оправок, що аж ніяк не відповідає вимогам серійного виробництва. До складностей маніпуляції в виробництві з пінопластовими оправками, належить необхідність постійної обережності, уникаючи розтріскування цих оправок, і, як наслідок цього, можливість перелому, наприклад, навпіл несучої трубчастої оболонки з армуючого матеріалу. Вказані недоліки, прототипу за способом виготовлення корпусної тришарової оболонки відсіку фюзеляжу, призводять до збільшення трудовитрат, циклу виготовлення, кількості необхідної оснастки. При цьому запропонований спосіб спонукає утворенню значних галтельних жолобків, що призводить до пониження несучої здатності конструкції і тому є недостатньо ефективним для серійного виробництва, перш за все, пасажирських літаків. Для відсіку фюзеляжу монококової конструкції, крім способу виготовлення корпусної оболонки, важливим є і спосіб виготовлення та приєднання до неї шпангоутів. В даній заявці на видачу патенту серед них виокремлений в описі спосіб виготовлення та приєднання лише нормальних шпангоутів вузлового типу, які являють собою плоскокаркасні вузли (ПКВ). При цьому, в сучасній технології літакобудування, металеві нормальні шпангоути складаються в вузли з декількох частин (сегментів), з'єднувальних стиковими накладками за допомогою механічних кріплень, при цьому ці накладки одночасно відіграють роль компенсаторів в місцях торцевого стику цих частин. На сьогодні в способах складання шпангоутів та їх приєднання до обшивок, серед інших, широко застосовуються методи складання по установно-фіксуючих отворах (УФО), а саме по складальних отворах (СО), по базово-фіксуючих отворах (БФО) і по координатно-фіксуючих отворах (КФО) [17, 18]. Складання по СО характерне для одиничного виробництва. Наступний вид складання, а саме по базових поверхнях оснастки (в основному по елементах фіксації у вигляді опор та упорів), широко використовується при виготовленні ПКВ (шпангоутів, нервюр, лонжеронів, балок та ін.). Також застосовується в авіабудуванні спосіб складання по базовому елементу конструкції (по базовій деталі), де, наприклад, одна з габаритних і жорстких деталей приймається за базову і до неї в визначеній послідовності приєднуються інші деталі, складаючись в вузол. В випадку, коли мова йде про відсіки фюзеляжу, це може бути, як кращий варіант, відформована корпусна тришарова оболонка. Взагалі при складанні шпангоутів застосовується позастапельне складання, тобто без застосування стаціонарної складальної оснастки. Як відомо [17], будь-яке складання виробів, перш за все, металевих, яке супроводжується виконанням рознімних або нерознімних силових з'єднань деталей, викликає в конструкції внутрішні напруження. Особливо це явище характерно для складання виробів в складальних пристроях з використанням компенсаторів. На сьогодні розповсюджено, наприклад, складання в серійному виробництві елементів конструкцій середніх, важких і надважких літаків [17, 22 та ін.] з базуванням по КФО, а саме, вузлів, панелей, відсіків, агрегатів, в тому числі елементів поперечного набору. Із них, для прикладу [17], ободи шпангоутів, установлюють в складальний пристрій (СП) по КФО, що є в деталях виробу, який саме складається, і відповідно в елементах СП. Потім частини шпангоута з'єднуються накладками-компенсаторами за допомогою заклепок або болтів. На підготовлений таким чином каркас установлюють частини обшивок зі стрингерним набором. Обшивку притискають силою до обода шпангоута, наприклад, механічним притиском, а потім заклепками приєднують її до шпангоутів. Тут мова вже іде про складання в СП з базуванням по поверхні каркаса, який в практиці композитного авіабудування майже не використовується. Відоме технічне рішення корпорації Боїнг [22] по виготовленню з широким застосуванням методу складання по КФО корпусної оболонки відсіку фюзеляжу великого літака. Тут по КФО стрингерної панелі проводиться приєднання до неї двох видів об'єктів по наявних в них КФО, а саме 55 -подібних частин (сегментів) кругових шпангоутів з вирізами під стрингери, а також балок підлоги. Стрингери при цьому являють собою -подібні в перерізі профілі, які горизонтальною полицею з'єднані з обшивкою. Практика показує, що КФО повинно бути не менше двох в частинах шпангоута довжиною до 1500 мм і не менше трьох в частинах шпангоута довжиною більш ніж 1500 мм [17]. Недоліком цього методу є породження ним внутрішніх напружень, що понижують несучу здатність силових конструкцій, велика трудомісткість робіт, а також залежність точності одержуваних ободів від точності обводу каркасу, розташування КФО в деталях і елементах 7 UA 105688 C2 5 10 15 20 25 30 35 40 45 50 55 складального пристрою, а також від точності обшивок по товщині. Все це потребує складної ув'язки різномісних базуючих елементів. Тим більше, що композитні обшивки мають значно більший розбіг по товщині, ніж металеві. Найбільш близьким до винаходу за технічною суттю, призначенням та результатами, що досягаються, та вибраним за прототип є технічне рішення [13], де на окремих інтегрального типу тришарових з внутрішніми стрингерами панелях, що поєднуються між собою механічним способом в корпусну оболонку, відформовані і адгезійно з'єднані з обшивкою окремі сегменти шпангоутів одностінного І-подібного в перерізі типу. При механічному з'єднанні панелей в корпусну оболонку, одночасно з'єднуються в цілісний вузол за допомогою накладок і окремі сегменти шпангоутів. Приведений процес пов'язаний з трудомісткою ручною роботою і в певній мірі нагадує конструктивно-технологічні рішення для металевих конструкцій. Все це відповідно викликає складність формотворної оснастки та складального стапеля. Цьому способу притаманна і недостатньо задовільна доступність місця роботи [19]. Недоліком приведеного технічного рішення є важкість досягнення точної площинності в наборі складених шпангоутів по їх цільнокругових ободах через важкість стикування торців сегментів шпангоутів з одночасним стикуванням торців тришарових панелей. Серійне виробництво потребує більш простого і більш стійкого технологічного процесу. І, нарешті, третім об'єктом в цьому розділі опису винаходу є вибір та представлення прототипів оснащення для здійснення способу виготовлення композитного відсіку фюзеляжу типу багатошаровий монокок. Як перший крок, це стосується центральної частини фюзеляжу великого літака, переважно у вигляді циліндричної або близько до неї корпусної цільнокругової оболонки. Тут віддаленим аналогом може стати розбірна формотворна оправка для виготовлення цільнокругової корпусної оболонки, підкріпленої стрингерами невеликого за розмірами літака (проект "Fubacomp" [20]). Більш близькими до винаходу і тому більш прийнятними є приклади оснащення з практики корпорації Боїнг, як вище згадувалось, при виготовленні відсіків фюзеляжу літака В-787. Так, чотири із дев'яти експериментальних відсіків, виготовлених корпорацією Боїнг, були одержані за допомогою металевої кругової оправки з заглибленнями на її поверхні для установки стрингерів в приблизній формі літери "омега", при цьому маса оправки складала приблизно 68 т [16]. Однією з трудностей при використанні металевої оправки є необхідність застосування сплаву з коефіцієнтом лінійного термічного розширення, близьким до нуля, або коефіцієнта розширення вуглепластику для гарантованого одержання точності розмірів оболонки. Тому інші оправки були виготовленні з вуглепластику зі значно меншою вагою приблизно 17 т. Але, із-за помилок в складі матеріалу, деякі композитні оправки "просіли" при термосиловому формуванні конструкцій в автоклаві, і тому були відбраковані [16]. Для способу виготовлення цільнокругової корпусної оболонки багатошарової конструкції інтегрального типу найбільш близьким за технічною суттю, призначенням та результатом, що досягається, вибраним за прототип є комплекс двооб'єктного оснащення для здійснення способу виготовлення двошарової (зі стрингерним підкріпленням) цільнокругової оболонки з армованого пластику, що викладено в патенті корпорації Боїнг [8] і що було в загальному представлено в огляді аналогів конструктивних рішень композитних відсіків фюзеляжів цієї корпорації. Основна форма має в своєму складі такі компоненти: центральна масивна силова оправка, що установлюється в центрах намотувального верстата; знімної з центральної оправки формотворної порівняно тонкостінної металевої оболонкової оправки типу кругової обичайки, установлюваної на вказану вище оправку-обичайку гніздової оправки для установки в неї заготовок поздовжніх профілів і, наостанок, комплект формотворних еластомірних вкладишів з властивістю терморозширювання в процесі формування. До основної форми додається бокова платформа, з якої подаються заготовки профілів. Оснащення для зняття металевої оболонкової оправки-обичайки складається з стенда, до якого підведене стиснуте повітря, а також приєднаного до нього вібраційного обладнання. В [8] передбачена можливість зняття порівняно тонкостінної металевої оболонкової оправки-обичайки завдяки одночасного впливу та дії двох факторів. По-перше, за визначенням [8], це фактор наявності значної конусності у вказаної оболонкової оправки-обичайки (larger tapers - великий кут конуса), внаслідок чого вона являє собою зрізаний конус, у якому кут конуса не менший, ніж 0,5 градуса. По-друге, це наявність технічних засобів "примусового" вилучення оснастки з відформованого об'єкта. 8 UA 105688 C2 5 10 15 20 25 30 35 40 45 50 55 60 Якщо, для прикладу, більший діаметр цієї уявної оправки-обичайки складатиме 6000 мм, то при її довжині в 6000 мм (відсіки фюзеляжу В-787), значення меншого діаметра з протилежного торця складатиме приблизно 5892 мм. А це, в свою чергу, веде до виготовлення на цій оправці практично конусної форми обшивки, що ускладнює процес намотування в порівнянні з виготовленням обшивки циліндричної форми. Сам процес зняття оболонкової оправки-обичайки відбувається таким чином. Спочатку на неї з двох протилежних торців до упору з торцями відформованої композитної двошарової оболонки надіваються дві планшайби. Спарена КМО переводиться в вертикальне положення і установлюється більшим по діаметру торцем металевої оболонкової оправки-обичайки (тобто конусом вверх) на віброплощадку, при цьому нижня надіта на неї планшайба опирається на кругову з отвором плиту. Це говорить про те, що спарена КМО знаходиться майже у вільному стані, будучи в потрібному стало-непорушному положенні практично лише завдяки своїй вазі, тобто в деяких випадках з'являється можливість її звалювання. В простір між металевою оболонковою оправкою-обичайкою та композитною оболонкою подається стиснуте повітря, а також приводиться в дію віброплощадка. Можна припустити, що тут збуджуються, наприклад, поздовжні коливання, що допомагають наступному зрушенню з місця металевої оболонкової оправки-обичайки внаслідок зниження рівня зціплення прилягаючих поверхонь завдяки сколихуванню, і вона під своєю вагою якби "виповзає" з композитної оболонки. Більш визначеними і ефективними в цьому випадку є методи силового випресування внутрішніх формотворних оправок. В загальному приведене оснащення має такі недоліки: багатокомпонентність та його складність; непередбачувана по результату часова сталість важливого процесу зняття відформованої композитної оболонки: залучення фізіологічно негативного по своєму впливу вібраційного обладнання; велика конусність металевої формотворної оправки-обичайки, залучення до формування конструкції численного набору еластичних довгомірних вкладишів, що впродовж свого багаторазового термосилового використання в автоклаві, поступово змінюють в сторону занепаду свої формотворні властивості. Треба також відмітити і складність вилучення цих вкладишів з відформованої конструкції. Має місце також складність підводу енергоносіїв до цієї конструкції. Заключним кроком в цьому розділі опису винаходу є вибір прототипу технологічного оснащення для здійснення способу виготовлення та приєднання до виготовленої кругової оболонки набору нормальних шпангоутів, перш за все, з композитів, які б бажано мали розвинені клейові поверхні. Найбільш близькими до винаходу за технічною суттю, призначеннями і результатами, що досягаються, та вибраним за прототип є технічні рішення [1, 3, 4, 20], де застосовуються способи виготовлення та складання та відповідно до цього оснащення саме по базовому елементу конструкції, яким в цих рішеннях є інтегрального типу цільнокругова (однокускова) корпусна оболонка. Зазвичай до внутрішньої поверхні цієї великогабаритної, масивної та жорсткої конструкції послідовно "крок за кроком" приєднуються по розмітці, наприклад, за допомогою шаблонів, окремі сегменти шпангоутів. Перед цим виконуються роботи по свердлінню CO і/або КФО, а при складанні у внутрішньому просторі корпусної оболонки застосовуються піддержуючого типу пристосування. Недоліком цього способу та оснащення є складність ув'язки, а також фіксації місцеположення деталей, необхідність пристосування до задавлених умов праці при складанні у стиснутому просторі відсіку, а відтак і, як наслідок, це оснащення пов'язане з великим обсягом ручних робіт. В основу винаходу поставлені задачі істотного удосконалення композитного відсіку центральної частини фюзеляжу великого літака на основі концепції "залучення принципово нових технологічних засобів та конструктивних рішень з використанням всіх потенційних можливостей композитних матеріалів", в першу чергу, за рахунок ефективного використання конструктивно-силової схеми "цільноформований (монолітний) тришаровий монокок" у складі інтегрального типу тришарової корпусної оболонки з ребристим заповнювачем, перш за все, із вуглепластиків з зависоким твердненням, при цьому без утворення галтельних жолобків, та приєднуваного до неї набору нормальних шпангоутів у вигляді плоскокаркасних вузлів з розвиненою клейовою поверхнею і виконаних переважно з вуглепластиків. Таким чином, тут має місце принципова відмінність від відомих конструктивно-силових схем, а саме "панельноскладений тришаровий монокок" або ж "цільноформований півмонокок". В запропонованій корпусній тришаровій несучій оболонці мають місце виокремлені в конструктивно-технологічному відношенні типові зони кільцевих секторів, наприклад, верхнє і 9 UA 105688 C2 5 10 15 20 25 30 35 40 45 50 55 60 нижнє зведення, а також правий і лівий бокові сектори з установленими для них типовими в авіабудуванні розмірами відносно габаритної величини перерізу фюзеляжу. В основу винаходу також поставлені задачі застосування нових та істотного поліпшення наявних способів і засобів виготовлення композитних відсіків фюзеляжу великого літака, при цьому таких, що ефективно забезпечують серійне виробництво запропонованого цільноформованого композитного відсіку фюзеляжу у вказаному вище складі. Передусім це здійснюється на основі запропонованої схеми механізованого технологічного процесу, ефективних методів складання та комплексу оснащення, включаючи при цьому механізоване виготовлення та автоклавне формування цільнокругової тришарової корпусної оболонки, насамперед задіяння магнітного способу фіксації, придавлювання та ущільнення по бокових сторонах формотворних елементів цільнокругового середнього шару, корінне удосконалення механізму зняття відформованої оболонки з оправки, механізоване вузлове складання шпангоутів та їх клеємеханічне приєднання до тришарової оболонки, при цьому без традиційного залучення стикових накладок-компенсаторів та ін. В основу винаходу також поставлені задачі винайдення для серійного виробництва комплексу технологічного оснащення з високим конструктивно-технологічним рівнем, що забезпечує просте, стабільне здійснення запропонованих способів виготовлення композитного відсіку фюзеляжу із вуглепластиків гарячого затвердіння у вказаному вище складі його основних конструктивних компонентів. При цьому мова йде також про вибір відповідно до процесу ефективних матеріалів конструктивно-технологічного призначення, в основному металів, а разом з тим і неметалів, перш за все, полімерних плівок багатофункціонального призначення, в основному при виготовленні формотворних комбінованого типу металополімерних елементів оснащення. Поставлені задачі вирішуються тим, що композитна тришарова несуча оболонка являє собою цілісну однокускову (без поздовжніх інтегральних стиків) інтегральну конструкцію і в загальному представленні складається з зовнішньої та внутрішньої цільновитих вуглепластикових обшивок з захисними та герметизуючими шарами та розташованого між ними як середній підкріплюючий шар набору поздовжніх переважно вуглепластикових профільних елементів і, насамперед, на основі з'єднаних впритул одне з одним в загальне складання чотиристоронніх в перерізі переважно рукавного виду довгомірних профілів, які в місцях змикання бокових сторін утворюють поздовжні внутрішні підкріплюючі стінки стрингерного типу. При цьому вказані обшивки, насамперед внутрішня, може мати, по різних кільцевих секторах, різні товщини. В той же час поздовжні, тобто направлені вздовж твірних прямих оболонки, чотиристоронні профілі середнього шару мають в перерізі форму незначно уширеної трапеції з дещо криволінійними основами, а саме вигнутими та угнутими відповідно до кривизни зовнішньої та внутрішньої обшивок і є у своїй переважній більшості порожнистими (або типовими для даної конструкції) з однаковими чи різними в межах, наприклад, кільцевих секторів розмірами каналів, а також і у вигляді окремих суцільних профілів з однаковими чи різними по товщині розмірами. При цьому в загальному складанні поздовжніх чотиристоронніх профілів, місця поширеного утворення в традиційних технологіях галтельних жолобків при стулених впритул зазначених вище профілів, безпосередньо заповнені матеріалом самого середнього шару, як одне нероздільне ціле в чотиристоронньому контурі рукавного профілю. При цьому слід зазначити, що поздовжні суцільні профільні елементи кільцевого середнього шару тришарової оболонки переважно розташовані у місцях стикування кільцевих секторів оболонки, у місцях механічних з'єднань, наприклад, зі шпангоутами, а також у місцях поздовжнього підсилення вирізів фюзеляжу. Зазначена вище композитна тришарова несуча оболонка має малий кут конусу і може мати постійну, або ж плавно змінну по довжині оболонки товщину стінок поперечного перерізу, при цьому середній шар може складатись з одного чи кількох рядів поздовжніх профільних елементів. Ця оболонка також має незначної конусності калібровані точнорозмірні канали для можливості встановлення в них додаткових конструктивних елементів, наприклад, внутрішніх стрингерів чи вкладишів, наприклад, для кріплення кругових шпангоутів та ін. При цьому ці канали по внутрішнім поверхням облицьовані вологозахисними плівками, що входять в структуру матеріалу. Виходячи з вимог розробленого способу фіксації технологічних оправок на круговій поверхні основної форми та реалізуючого цей спосіб оснащення, чотиристоронні типові профільні елементи середнього шару композитної тришарової несучої оболонки мають відношення середньої ширини b до висоти h на рівні b/h2,5. Виокремлені в даній заявці кругові нормальні шпангоути по виду стикування і з'єднання з тришаровою несучою оболонкою в загальному представленні є розподільними і в залежності 10 UA 105688 C2 5 10 15 20 25 30 35 40 45 50 55 від місцезнаходження можуть бути в умовах експлуатації розтягнутими чи стиснутими, при цьому конструктивно вони являють собою рамні плоскокаркасні вузли з замкнутим контуром із з'єднаних між собою аркового виду сегментів з оптимальними для конструкції фюзеляжу перерізами профілів, включаючи при цьому і характерні для типових гнутих металевих профілів незамкнутого контуру, в тому числа і такі, як з дистанційно рознесеними на горизонтальній площині (перемичці) двостінних з протилежно відігнутими горизонтальними лапками, а саме -подібного перерізу. Вибір вказаного виду профілю шпангоута має такі базові конструктивно-технологічні підстави. По-перше, згідно з [2], для підвищення несучої здатності корпусу фюзеляжу раціональним варіантом є саме застосування більш легких шпангоутів з порівняно близькою відстанню один від одного, ніж з більш важкими шпангоутами зі збільшеною відстанню (дистанцією) між ними. Цій умові відповідають легкі гнутого виду профільно-листові шпангоути. По-друге, застосування профілів з подвійно рознесеними стінками дозволяє знизити висоту профілю і тим самим збільшити корисний об'єм кабіни фюзеляжу. По-третє, профіль з подібним перерізом дозволяє ефективно застосувати клеємеханічний спосіб його з'єднання з корпусною оболонкою. По-четверте, композитні сегменти шпангоутів з вказаним видом профілю доволі просто виготовляються препрего-автоклавними чи преформо-інфузійними методами. Говорячи більш детально про відзначальні ознаки, в запропонованому рішенні нормальні кругові шпангоути являють собою беззазорно-стикові вузли з розвиненою для з'єднання переважно односмуговою клейовою поверхнею, приєднуючись нею до тришарової оболонки клеємеханічним способом, при цьому їх складові аркової форми сегменти являють собою профілі, як було вказано, насамперед -подібного перерізу, що виконані з композитних матеріалів, насамперед з вуглепластиків гарячого затвердіння і, з'єднуючись між собою в вузли безпосередньо своїми прикінцевими ділянками унапуск, найперше за допомогою склеювання з забезпеченням при цьому зовнішньої форми стику врівень з контуром внутрішньої обшивки. Для цього вони мають на взаємно припасованих стикових ділянках відповідно ступінчато зменшені по всьому периметру профілю товщини. Цим вони поділяються як по відзначальній ознаці на об'єкти з нижче та поверх розташованими (накриваючими) ділянками, при цьому для вказаних -подібних в перерізі профілів, приєднання до тришарової оболонки здійснюється саме горизонтальною перемичкою (підошвою) профілю. В результаті в кожному із нормальних кругових шпангоутів кількість нижніх складових його аркових сегментів дорівнює кількості верхніх (накриваючих) сегментів, а в сумі вони складають парне число. Наприклад, для складання кругового шпангоута відсіку фюзеляжу з діаметром приблизно 6000 мм, потрібно 12 сегментів довжиною 1500 мм, із них шість будуть нижніми, а шість - направляючими. Слід зазначити таку особливість запропонованого рішення, де стиснуті при дії навантажень нормальні кругові шпангоути в нерознімному поєднанні з композитною тришаровою оболонкою можуть мати, при необхідності, попередньо наведені напруження силами розтягу по всій своїй окружності, підвищуючи цим несучу здатність конструкції. Це забезпечується технологічними можливостями розробленого і представленого в заявці способу виготовлення композитного відсіку фюзеляжу, а саме завдяки одночасному регульованому силовому притисненню всього комплекту сегментів кругового шпангоута до тришарової оболонки. Прототипом цього рішення є метод виготовлення напружених елементів конструкції для підвищення втомної міцності та зниження маси і вартості літальних апаратів [31]. Метод оснований на ефекті, що виникає при "нагріві-охолодженні" металевого кільця. При охолодженні це кільце створює стиснення шпангоута, підвищуючи його міцність і жорсткість. Елементом компенсації в місцях торцевого стикування та з'єднання аркових сегментів нормального шпангоута є конструктивно-технологічна можливість їх взаємного ковзнокомпенсаційного переміщення з повною вибіркою зазорів при загальному складанні та приєднанні кругового шпангоута до композитної несучої оболонки, внаслідок чого в конструкції відсіку фюзеляжу відсутні як окремі елементи, традиційні деталі - компенсатори. Для цього на горизонтальній полиці (перемичці) двостінних з протилежно відігнутими горизонтальними лапками профілів, передбачені на знижених по товщині прикінцевих ділянках сегментів площинки для їх взаємного компенсаційного переміщення. При необхідності підсилення вибраного незамкнутого профілю, в аркових сегментах нормального кругового шпангоута у вигляді дистанційно рознесених на горизонтальній полиці 11 UA 105688 C2 (перемичці) двостінних з протилежно відігнутими горизонтальними лапками профілів, на прикінцевих ділянках лапок мають місце частково чи по всій довжині профілю відігнуті униз 5 10 15 20 25 30 35 40 45 50 55 буртики, утворюючи цим -подібний переріз профілю. Також, при необхідності підсилення вибраного незамкнутого двостінного профілю, до його горизонтальних лапок приєднуються по вибраних зонах (місцям) підсилюючі смугові накладки, роблячи цим профіль замкнутої коробчастої форми. При цьому на кожному з аркових сегментів нормального кругового шпангоута на протилежно відігнутих горизонтальних лапках профілю присутні технологічного призначення базовофіксуючі отвори. При необхідності компенсації можливого зниження несучої здатності профілю, вони в цих місцях лапок можуть мати потовщення в листовому композитному матеріалі. В клеємеханічному приєднанні нормальних кругових шпангоутів до композитної тришарової несучої оболонки первісним з'єднанням є склеювання, що саме першим (на початку процесу) забезпечує нерознімне поєднання цих двох основних об'єктів відсіку, а механічне з'єднання відбувається вже, як заключне, по попередньо затверділому клею. Відомі способи виготовлення відсіку фюзеляжу літального апарата, в першу чергу типу "панельно-складений монокок", насамперед центральної частини фюзеляжу великого літака переважно у вигляді циліндричної або близько до неї кругової оболонки із широким застосуванням в ньому композитних матеріалів, найперше вуглепластиків гарячого затвердіння з виокремленням в загальній конструктивно-силовій схемі цього відсіку композитної тришарової несучої оболонки та приєднаного до неї комплекту нормальних кругових шпангоутів, який у відповідності з визначеною структурою цих об'єктів у своїй послідовності включає: виготовлення композитної тришарової несучої оболонки інтегрального конструктивно-технологічного типу з переважно постійною побудовною висотою із середнім шаром стрингероподібного типу, перш за все, у вигляді поздовжніх чотиристоронніх в перерізі рукавних профілів з залученням при цьому препрего-автоклавних, інфузійних та складальних технологій і з такими основними в технологічній послідовності кроками: нанесення на поверхні формотворної оснастки розділювальних (антиадгезійних) шарів, викладення армуючих і захисних шарів внутрішньої обшивки та ущільнення цього пакета; укладання шарами та/або намотування на оправки, наприклад, стрічковим препрегом довгомірних композитних рукавів з використанням спеціалізованого обладнання; внутрішньоцехове переміщення, відповідно до технологічного циклу, до основної формотворної оснастки намотаних довгомірних оправок, їх розміщення і фіксація на поверхні внутрішньої обшивки з подальшим з'єднанням впритул один з одним в загальне складання середнього шару; заповнення галтельних жолобків; викладання армуючих і захисних шарів зовнішньої обшивки; підготовка та проведення термосилового формування утвореного тришарового пакета конструкції з нанесенням в конструкції пінопластових оправок, або виймання формотворних еластомірних оправок з рукавних профілів середнього шару та зняття виготовленого тришарового об'єкта з основної форми. В той же час, виготовлення та приєднання до кругової оболонки нормальних кругових шпангоутів у вигляді рамних плоскокаркасних вузлів із з'єднаних між собою аркового виду сегментів провадиться з такими основними кроками в технологічній схемі складання: залучення для складання в вузли остаточно виготовлених аркових сегментів і установлення їх по черзі, як частин шпангоута в пристосуванні з базуванням, наприклад, по базово-фіксуючих чи координатно-фіксуючих отворах і з застосуванням при стикуванні між собою методу силового притискування їх приєднуваної поверхні до одержання потрібного контурного обводу: залучення при складанні аркових сегментів в вузли елементів компенсації, перш за все стикових накладок, при цьому остаточне з'єднання між собою та приєднання утвореного шпангоута до кругової тришарової оболонки здійснюється, як найбільш поширено, шляхом механічного кріплення. Поставлені задачі вирішуються способами виготовлення саме тим, що, по-перше, композитна, насамперед вуглепластикова тришарова несуча оболонка з середнім шаром стрингерного типу із довгомірних чотиристоронніх в перерізі переважно рукавних (трубчастих) профілів, а також суцільних профільних елементів, виготовляється за один технологічний цикл, як цілісна однокускова (без поздовжніх і поперечних стиків) кругова оболонкова конструкція з застосуванням при цьому спеціалізованого великогабаритного обладнання, в тому числі для намотування на оправках великогабаритних оболонок та їх вакуум-атоклавного формування; спеціалізованих підйомно-транспортувальних засобів, стапеля збірно-розбірних робіт, спеціальної нестаціонарної оснастки та ін. При цьому тут необхідно ще раз зазначити, що у способі виготовлення тришарової оболонки одним із вихідних положень брався до уваги той факт, що в авіабудуванні, особливо в серійному виробництві, процес термосилового формування конструкцій із полімерних композиційних матеріалів і, перш за все, відповідальних 12 UA 105688 C2 5 10 15 20 25 30 35 40 45 50 55 60 конструкцій з вуглепластиків гарячого затвердіння учиняється в основному вакуумноавтоклавним способом. Тому застосовувана основна формотворна оправка має бути, що і вирішено в винаході, пристосованої до функціонування і експлуатації, переважно саме в автоклавах. У способі виготовлення вказаних вище трубчастих елементів, застосовуються комбіновані металополімерні оправки (металеве осердя з плівковою оболонкою). На ці оправки намотується рукавний профіль. Їх внутрішньоцехове транспортування, насамперед, від намотувального обладнання до основної формотворної оправки та попереднє позиціювання вказаних оправок, відбувається механізованим способом, перш за все, з застосуванням магнітних підйомно-транспортувальних засобів. При цьому для початкової фіксації невеликої кількості центророзміщених намотаних оправок при їх укладанні в форму, застосовані спеціальні розтягувальні механічні пристрої, а фіксація бокових намотаних оправок, їх придавлювання разом з центророзміщеними оправками в напрямку робочої поверхні основної формотворної оправки та ущільнення між собою, вчиняється, перш за все, силами притягання магнітного поля. Допоміжна складова сил утримання установленого на криволінійній поверхні основної формотворної оправки набору намотаних оправок спонтанно виникає за рахунок липкості застосовуваних в процесі препрегів. В даній технологічній схемі послідовного нарощування (складання) структурних компонентів інтегральної тришарової оболонки (рос. "формирование трехслойной оболочки") в основному має місце нормальний відрив контактуючих поверхонь пари: поверхня обмотаної препрегом оправки - поверхня внутрішньої обшивки. Дослідження саме цієї схеми нормального міжшарового відриву представлено, наприклад, в [24, 25]. 2 Тому, для зазначених цілей, величина липкості препрегів, яка виражена в одиницях kN/м чи 2 в кг/см , має бути у ряді випадків близькою до своїх максимально допустимих значень. Принциповим в заявці рішенням є також те, що за рахунок спонтанного процесу, який виникає при термосиловому, перш за все, вакуумно-автоклавному формуванні оболонки, заповнюються галтельні жолобки з використанням лише наявних в цьому процесі композитних матеріалів. Це відбувається завдяки тому, що комбіновані металополімерні оправки мають в початковому стані розрахунково завищену, переважно по горизонтальних полицях зовнішньої плівкової оболонки, товщину для додаткового набору при намотуванні матеріалу по периметру оправки з об'ємом, достатнім для повного заповнення галтельних зон панелі. Останнє стається спонтанно в процесі спресовування складання до потрібної, тобто зменшеної, товщини тришарової кругової оболонки. Необхідне переформування набраних при намотуванні стрічок композитних матеріалів відбувається завдяки тому, що полімерна плівка стає податливою при термосиловому формуванні, сплющуючись по горизонтальних потовщених полицях, маючи, наприклад, температуру розм'якшення, для переведення її при нагріванні в еластичний стан, нижчу за температуру гелеутворення термореактивного зв'язуючого, а кінцева температура тверднення полімерного композиційного матеріалу при цьому перевищує температуру плавлення полімерної плівки. В цьому ж процесі полімерна плівка, маючи і адгезійні властивості, приєднується до композитного матеріалу трубчастої оболонки по її внутрішній поверхні з утворенням вологозахисного облицювання каналів кругової оболонки. В цьому ж процесі додаткове окружне ущільнення поздовжньо викладених намотаних оправок боковими сторонами, може учинятись за рахунок різниці в коефіцієнтах лінійного термічного розширення комплекту цих оправок та матеріалу основної формотворної оправки, на якій вказаний комплект розташований, в тому числі при термосиловому вакуум-автоклавному формуванні, причому в намотаних оправках на основі металевих осердь цей коефіцієнт значно більший, ніж у матеріалу основної формотворної оправки. Для додаткового механізованого вирівнювання, підтискування та для підтримки від можливого провисання поздовжнього набору середнього шару, у способі використовується рольганговий піддон з округло-ввігнутою робочою поверхнею, що взаємодіє з поверхнею набраного пакета тришарової оболонки при її обертовому проходженні через нижню частину заданої траєкторії руху. Після виготовлення тришарової оболонки, вилучення із неї основної формотворної оправки та металевих осердь із рукавних профілів відбувається в стаціонарному стапелі збірнорозбірних робіт. При цьому непорушне закріплення відформованої тришарової оболонки в вертикальному положенні, укупі з основною формотворною оправкою, є багаторезервним (основним і допоміжним). Тут здійснюється вертикальне установлення відформованої оболонки з основним вертикально-стягуючим її закріпленням, а також з допоміжним закріпленням її в нижній приторцевій частині бандажною стяжкою. При цьому основне закріплення відформованої 13 UA 105688 C2 5 10 15 20 25 30 35 40 45 50 55 оболонки укупі з основною формотворною оправкою, перш за все, здійснюється за допомогою розташованих навколо оболонки тросових розчалок з використанням для їх закріплення по верхній торцевій площині тришарової оболонки кругової цілісної чи складеної планшайби, яка, в свою чергу, кріпиться до металевих осердь рукавних профілів, а нижнє закріплення цих розчалок відбувається в стапелі збірно-розбірних робіт. Все це разом утворює непорушне, так зване "зовнішнє" закріплення оболонки. Вилучення основної формотворної оправки учиняється методом силового випресування за допомогою механічного пристрою тягнучої дії. Але за цим не відразу відбувається вилучення комплекту довгомірних металевих осердь з рукавних профілів оболонки. Це пояснюється наступним. В цьому ж вертикальному положенні тришарової оболонки при "зовнішньому" її закріпленні, відбувається процес базування (з певною аналогією для металевих конструкцій) по базових поверхнях (поверхням сполучення по місцю даного елемента в конструкції) прикінцеве складання та клейове з'єднання шпангоутів, утворюючи при цьому, як використовуваний наслідок, так зване "внутрішнє" закріплення тришарової оболонки. Тільки після цього проводиться її звільнення від основного "зовнішнього" закріплення (зняття верхньої планшайби та тросових розчалок) та проводиться процес вилучення комплекту металевих осердь за допомогою механічного пристрою тягнучої дії в умовах "внутрішнього" та допоміжного "зовнішнього" закріплення цієї оболонки. Таким чином, процес виготовлення тришарової оболонки та приєднання до неї набору нормальних шпангоутів взаємно переплітаються, утворюючи цим єдиний нероздільний процес. Поставлені задачі вирішуються також тим, що в загальному представленні технологічна схема, яка пов'язана з виготовленням кругових нормальних шпангоутів -подібного перерізу, як плоскокаркасних вузлів, та їх з'єднанням з композитною тришаровою оболонкою клеємеханічним способом, включає у винаході саме три етапи зі здійсненням їх на різних робочих місцях, а саме: початковий, прикінцевий та фінальний. Узагальнено початковий етап це попереднє складання всього набору аркових сегментів в кругову конструкцію шпангоута з нанесенням клейових прошарків, причому цей процес учиняється в окремому багатофункціональному формотворно-з'єднувальному пристосуванні з обертовими пристроями, в яких водночас виробляється їх повний комплект для всього відсіку фюзеляжу з утворенням в результаті так званої гірлянди шпангоутів. При цьому у вказаному початковому етапі використовуються вже готові до складання сегменти, які можуть бути виготовлені препрегоавтоклавними, преформо-інфузійними, препрего-інфузійними та іншими відомими методами. Однак серед них, для серійного виробництва інфузійні методи мають очевидну перевагу. Прикінцевий етап - це остаточне складання по місцеположенню та клейове з'єднання шпангоутів за допомогою кільцевих пневматиків, причому цей повністю механізований процес відбувається в порожнистому просторі композитної тришарової оболонки як базовому елементу конструкції водночас по всьому комплекту, перенесеної в цю порожнину вказаної гірлянди шпангоутів, а фінальний етап - це заключне з'єднання шпангоутів з тришаровою оболонкою за допомогою механічного кріплення, що відбувається по затверділому клею, причому утворені поперечні шви по кількості точок кріплення є значно розрідженими в порівнянні з традиційним з'єднанням. В детальному представленні три етапи виготовлення та приєднання нормальних шпангоутів мають такий зміст. Етап попереднього повного кругового складання сегментів шпангоутів відбувається поза корпусною оболонкою таким чином: на прикінцеві ділянки нижчележачих та накриваючих їх аркових сегментів наноситься прошарок клею, після чого вони колом установлюються в своє вихідне для подальших дій положення в обертовий колесоподібний ложементного типу пристрій багатофункціонального формотворно-з'єднувального пристосування. Тут можливі два варіанти функціонування обертових пристроїв, а саме, автономно (незалежно) по кожному шпангоуту, або одночасно по всьому набору шпангоутів для даного відсіку фюзеляжу. При цьому базування провадиться по базово-фіксуючих отворах, що забезпечує точне їх місцеположення в кільцевому наборі аркових сегментів шпангоута одночасно з боковим їх базуванням стінками профілю в площині плоскокаркасного вузла по елементах пристосування, причому з таким базуванням, що в вихідному положенні забезпечує дещо зменшені по контуру розміри відносно свого ж прикінцевого положення при з'єднанні з тришаровою оболонкою, що відбувається при русі сегментів за допомогою пневматиків до повного стикання з нею на прикінцевому етапі виготовлення. І, наостанок, після приєднання шлангів пневматичної проводки, на зовнішні поверхні, примикаючих до внутрішньої обшивки горизонтальних поперечних полиць (перемичок) 14 UA 105688 C2 5 10 15 20 25 30 35 40 45 50 55 60 двостінних профілів по всьому кільцевому периметру кожного попередньо зібраного шпангоута, водночас наноситься клейовий прошарок, і в такому стані ця утворена так звана гірлянда шпангоутів подається на прикінцеве виготовлення. Дещо зменшені по контуру розміри кругових шпангоутів, наприклад, у вигляді гарантованого зазору на сторону відносно внутрішнього діаметра тришарової оболонки, то останній може приймати значення до 5 мм для фюзеляжів діаметром приблизно 6000 мм і до 3 мм для фюзеляжів приблизно 4000 мм. Етап прикінцевого складання та з'єднання відбувається таким чином: багатофункціональне формотворно-з'єднувальне пристосування у вигляді гірлянди шпангоутів з набором попередньо зістикованих шпангоутів зі зменшеними на величину технологічного зазору розмірами, поміщається в вертикально закріплену тришарову оболонкуі закріплюється, перш за все, своєю нижньою частиною в широкоспеціалізованому стенді збірно-розбірних робіт з самоустановленням шпангоутів в потрібних місцях, після чого проводиться механізований процес одночасного рівномірного притискування приєднувальної поверхні кожного кругового шпангоута до поверхні внутрішньої обшивки та склеювання з нею за допомогою дії пневматиків, а саме кільцевих еластичних пневмокамер, розташованих в пристосуванні. Ці пневмокамери постійно знаходяться під регульованим тиском, при цьому при русі аркових сегментів з вихідного положення до місця стикування з внутрішньою обшивкою, одночасно відбувається незначне ковзно-компенсаційне переміщення їх між собою і, наостанок, прикінцевий процес склеювання може проводитися як при нормальних, так і при підвищених температурах. Таким чином в запропонованому способі виготовлення мова йде не про традиційну процесну послідовність "крок за кроком" за участі операторів, а саме про одночасне приєднання всього комплекту шпангоутів в виготовленому відсіку фюзеляжу, що відбувається повністю механізованим способом без присутності усередині корпусної оболонки операторів, які в цьому випадку тільки віддалено управляють процесом. При цьому на вказаному етапі робіт практично не має значення кількість нормальних шпангоутів, що задіяні в процесі, дозволяючи цим знизити трудоємність та його виробничий цикл. Також в способі виготовлення використовуються прості за технологічними ознаками сегменти нормальних шпангоутів, які, по-перше, складаються з одного елемента, по-друге, мають просту форму з розвинутою односмуговою клейовою поверхнею, а також прості поверхні та контур для базування та склеювання, по-третє, можуть бути виготовлені перспективними інфузійними методами. Довжини цих сегментів обмежуються, по-перше, можливостями застосування інфузійних методів формування і при необхідності внаслідок цього переходу до препрего-автоклавних методів виготовлення, по-друге, витримання заданого технологічного зазору між гірляндою шпангоутів та оболонкою, в тому числі, в місцях торцевих стиків сегментів шпангоута. Поставлені задачі вирішуються також і тим, що в комплект оснащення для здійснення поліпшеного способу виготовлення відсіку фюзеляжу літального апарата типу монокок, насамперед, центральної частини фюзеляжу великого літака, переважно у вигляді циліндричної або близько до неї кругової оболонки із широким застосуванням в ньому композитних матеріалів, найперше, вуглепластиків гарячого затвердіння, з виокремленням в загальній технологічній схемі виготовлення двох основних об'єктів, а саме, композитної тришарової несучої оболонки та приєднаного до неї комплекту виготовлених нормальних кругових шпангоутів входить: - основна формотворна кругова оправка каркасного типу, яка установлюється в спеціалізованому намотувальному верстаті з виготовленням на ній заготовчого пакета кругової тришарової оболонки, як цілісної інтегральної конструкції, та його наступного вакуумавтоклавного формування на цій же оправці, що має як її основний робочий елемент, тонкостінну з малою конусністю кругову оболонку (формотворний обшивний лист) із матеріалу з низьким або помірним значенням коефіцієнта лінійного термічного розширення, наприклад, близьким до значення цього показника у композитних оболонкових конструкціях при їх термосиловому формуванні, а також одночасно з цим і з великою магнітною проникливістю по всій поверхні чи по виділених зонах цієї ж оболонки, яка зі своєї тильної сторони підпирається каркасом у вигляді поздовжніх ніш, у які поміщаються джерела направленого магнітного поля, перш за все у вигляді магнітних плит з пронизуючою здатністю проходження через установлене складання по схемі: "джерело магнітного поля - формотворна оболонка основної оправки пакет шарів нижньої обшивки - комплект обвитих композитними матеріалами формотворних металополімерних оправок", при цьому з достатньою силою притягання для здійснення вказаного способу. При цьому формотворна оболонка виконана з застосуванням магнітом'яких матеріалів, насамперед, феромагнетиків зі значною магнітною проникливістю, наприклад, 15 UA 105688 C2 5 10 15 20 25 30 35 40 45 50 55 переважно в інтервалі значень відносної магнітної проникливості 5000…50000 одиниць, в залежності від марки, структури та особливо товщини полімерного композиційного матеріалу, загальної побудованої висоти складання і, нарешті, від наявного асортименту матеріалів та економічних чинників, а також маючи при цьому низькі або помірні, як наприклад, у застосовуваних вуглепластиках, значення коефіцієнтів лінійного термічного розширення; - комплект автономних формотворних компонентів оснащення у вигляді металополімерних оправок, перш за все, для виготовлення середнього шару із чотиристоронніх в перерізі рукавних профілів, які разом з заготовками конструктивних елементів укладаються на робочу поверхню кругової оправки і взаємодіють з нею разом з стаціонарно приладнаних до оправки улаштувань для фіксації відносно неї та придавлювання вказаних формотворних компонентів оснащення. Ці комбіновані металополімерні формотворні оправки складаються із витягуваного після формування панелі стрижневого осердя багаторазового використання, виконаного, перш за все, із металів з великою магнітною проникливістю, наприклад, із сплаву "Інвар" чи із штабового заліза і охоплюючою його тонкостінною полімерною оболонкою рукавного типу; - комплект механічних розтягувально-правильних улаштувань, наприклад, "гвинт-гайка", змонтованих на основній формотворній оправці для установлення в зазначеному місці і приведення до повної прямолінійності, принаймні, центральних (базових) обвитих стрічковим препрегом поздовжніх елементів середнього шару з можливістю незначного вертикального переміщення їх по ходу ущільнення пакета шарів композитного матеріалу; - завантажувальні в ніші основної формотворної оправки рухомі платформи тяговоштовхального типу з джерелами магнітного поля, наприклад, з дистанційно розставленими на них комплектами округлої форми магнітних плит, наприклад, з постійними магнітами, електромагнітні та електроімпульсні плити; - стенд установлювання (монтаж-демонтаж) на завантажувальні платформи комплектів магнітних плит та їх контролю перед процесним задіянням; - додатково споряджувальний до основної формотворної оправки (при необхідності свого використання), рольганговий підтримуючий намотані оправки піддон з еквідістантною до поверхні оправки округло-ввігнутою робочою поверхнею, наприклад, на основі підпружинених обертових роликів із фторопласту, розташованих в шаховому порядку; - багатофункціональне формотворно-з'єднувальне пристосування для складання та припасування нормальних кругових шпангоутів до композитної тришарової оболонки на етапах попереднього та прикінцевого складання, яке за допомогою пневматичної проводки зв'язане з системою стисненого повітря. Каркас пристосування складається з центрального жорсткого довгомірного остова на основі жорсткого стрижневого валу, що при попередньому складанні установлюється горизонтально, на якому в вертикальній площині (тобто перпендикулярно до нього) змонтовані колесоподібні обертові пристрої, а також тут додатково наявні просторово фіксуючі улаштування для здійснення процесу за п. 17. При цьому вказані обертові пристрої споряджені розбірними кільцевими ободами з внутрішньою поверхнею у вигляді човникоподібного чи U-подібного ложе, в які вмонтовані цільнокільцеві еластичні пневмокамери. При установці в обертовий пристрій кожен арковий сегмент надівається установчо-фіксуючими (базово-фіксуючими) отворами на напрямні по траєкторії наступного їх руху штирі з одночасним базуванням двома вільними у просвіті стінками двостінного профілю на зовнішній контур ободу, на якому в місцях з'єднання прикінцевих ділянок сегментів знаходяться дві опори, які саме визначають відправне положення кожного з аркових сегментів, одночасний рух яких до стикування з оболонкою обумовлений роздуванням еластичної пневмокамери. Багатофункціональне формотворно-з'єднувальне пристосування споряджено пневматичною проводкою на основі дюритових шлангів, місцем розгалуженого розташування яких є, перш за все, вал центрального довгомірного остова; - широкоспеціалізований стапель для збірно-розбірних робіт при виготовленні відсіку фюзеляжу, в тому числі вилучення всіх формотворних елементів оснащення. Всі вони мають технологічно визначену конусність поверхні. Тут здійснюється випресування внутрішньої основної формотворної оправки із відформованої тришарової оболонки за допомогою механічної системи; силове витягання в ньому за допомогою механічного пристрою металевих осердь з композитних рукавних профілів середнього шару, а також виймання після склеювання центрального остова каркасу багатофункціонального формотворно-з'єднувального пристосування. У вказаному стапелі здійснюється прикінцеве збирання та приклеювання комплектунормальних кругових шпангоутів до установленої в стапелі тришарової оболонки з задіянням пневматичної системи регульованого тиску та подачі підігрітого повітря всередину тришарової оболонки для здійснення процесу склеювання при підвищених температурах; 16 UA 105688 C2 5 10 15 20 25 30 35 40 45 50 55 60 - у вказаному стаціонарному стапелі забезпечений вільний підхід до нижньої частини тришарової оболонки для проведення технічного огляду та контролю правильності її установлення та закріплення. Тут відбувається закріплення та зняття бандажної стяжки, закріплення та відкріплення валу центрального довгомірного остова багатофункціонального формотворно-з'єднувального пристосування, зняття з центрального довгомірного остова просторово фіксуючих улаштувань; виконання оперативних робіт, в тому числі підключення системи стиснутого повітря, подачі підігрітого повітря всередину тришарової оболонки для здійснення процесу склеювання, при необхідності, при підвищених температурах; - пневматична проводка, наприклад, на основі діоритових шлангів, місцем розгалуженого розташування яких є, перш за все, вал центрального довгомірного остова багатофункціонального формотворно-з'єднувального пристосування. Вказана проводка аналогічна широко розповсюджена в літакобудуванні (наприклад, в цехах вузлового та агрегатного складання) систем пневматичної проводки з широким використанням при цьому дюритових шлангів. В наведеному комплекті оснащення реалізована можливість для здійснення принципово нового при виготовленні великогабаритних композиційних конструкцій способу фіксації автономних формотворних елементів, а також придавлювання до робочої поверхні кругової форми установлюваного на ній комплекту намотаних оправок та їх ущільнення, а саме за рахунок сил притягання магнітного поля. В запропонованому способі це визначається, як магнітний спосіб фіксації, придавлювання та ущільнення по бокових сторонах комплектів формотворних елементів. У наведеному комплекті оснастки магнітний спосіб застосовується як самостійно, так і разом з механічними та іншими способами. Вказаним вище умовам виготовлення довгомірної панелі із полімерних композиційних матеріалів, насамперед, з вуглепластиків гарячого затвердіння, відповідає основна формотворна оправка нерозбірної каркасної конструкції. Це пов'язано з тим, що на практиці при формуванні великогабаритних конструкцій із полімерних композиційних матеріалів і, насамперед, вакуумно-автоклавним способом, саме каркасна форма має широке застосування. Як відмічалось, згідно з винаходом, основна формотворна оправка складається із опорного каркасу з приєднаним до нього обшивним листом із матеріалів з низьким коефіцієнтом лінійного термічного розширення та одночасно з високою магнітною проникливістю. При цьому основна оправка оснащена дискретно розташованими по її довжині джерелами напрямленого магнітного поля. При цьому джерелами магнітного поля є магнітні плити з регульованою по зонах панелі силою притягання, наприклад, магнітні плити з постійними магнітами, чи електромагнітні плити. Вони установлюються в стаціонарних нішах-контейнерах, які прикріплені до тильної сторони кругового формотворного листа основної оправки. При цьому компоненти кругового набору магнітних плит у вказані ніші контейнерного типу установлюються механізовано за рахунок завантажувальних платформ тягово-штовхального типу. Перед процесним задіянням всі плити проходять контроль у спеціальному стенді. Для ефективної реалізації способу виготовлення панелі, формотворний обшивний лист основної формотворної оправки та її автономні формотворні компоненти, виконані з застосуванням магнітом'яких матеріалів, насамперед, як зазначалось вище, феромагнетиків зі значною магнітною проникливістю. При цьому слід зазначити, що магнітом'які феромагнітні матеріали майже повністю розмагнічуються, коли зникає зовнішнє магнітне поле, що і необхідно у виробничому процесі. Вибір металів, перш за все, феромагнетиків зі значною магнітною проникливістю, як основних конструкційних матеріалів для обшивної формотворної кругової оболонки основної форми та витягуваних довгомірних (6-15 м) комбінованих металополімерних оправок, є принциповою сутністю заявки, перш за все, із-за можливості практичної реалізації запропонованого способу виготовлення конструкції фюзеляжу типу цільноформований тришаровий монокок зі стрингероподібним заповнювачем, а тим самим підвищення загальної вагової ефективності виробу та його несучої здатності. Виходячи з техніко-економічних показників, найбільш прийнятним для серійного виробництва є саме вибір, як кращий приклад, штабового заліза) ролі основного конструкційного матеріалу для витягуваних з каналів тришарової оболонки металевих осердь. Це пов'язано перш за все з тим, що практично тільки з них або близьких до них металів по характеристиках міцності та жорсткості; коефіцієнта лінійного термічного розширення антиадгезійним властивостям (як природним, так і додатково створеним) можливістю безруйнівного маніпулювання в технологічному процесі, а також з урахуванням економічних чинників, можна виготовити довгомірну тришарову інтегрального типу оболонку з вуглепластику, в тому числі високоефективних вуглепластиків з зависоким термосиловим 17 UA 105688 C2 5 10 15 20 25 30 35 40 45 50 55 60 твердненням для високонавантажених конструкцій (наприклад, вуглепластики КМУ-4, КМУ-7, КМУ-7лм). Саме наявність металевих осердь у відформованій тришаровій оболонці в основному надає їй необхідну просторову жорсткість та міцність по товщині, а також створює міцну кругову опорну базу для можливості силового випресування великогабаритних оправок, що знаходяться в середині корпусу оболонки на всіх стадіях виготовлення композитного відсіку фюзеляжу. Застосування штабового заліза для металевих осердь сприяє додатковому окружному ущільненню поздовжньо викладених намотаних оправок по бокових сторонах при термосиловому формуванні тришарової оболонки. Це відбувається завдяки тому, що коефіцієнт лінійного термічного розширення штабового заліза значно вищий ніж, наприклад, у листа із інварного сплаву, з якого виготовлена формотворна оболонка основної форми. Другим принциповим моментом є те, що без застосування металевих осердь практично неможливе виготовлення довгомірної тришарової оболонки з порожнистими, точнорозмірними з незначною конусністю каналами. Це можуть бути, наприклад, канали з формою в поперечному перерізі близької до прямокутної з кутом конусу на рівні всього кількох мінут. Щодо конкретики по даній заявці, то металеві осердя комбінованих металополімерних оправок мають в перерізі форму незначно уширеної трапеції з криволінійними основами відповідно до кривизни зовнішньої та внутрішньої обшивок. Третім принциповим моментом є те, що саме набір металополімерних оправок у зборі утворює циліндричної форми, або близько до неї, жорстку проміжну плиту, що виконує функцію проміжної опорно-передатної силової ланки. Ця силова проміжна ланка передає стиснене навантаження при термосиловому формуванні розташованих над середнім шаром зовнішньо розташованих елементів інтегральної конструкції тришарової оболонки, в першу чергу, зовнішньої обшивки. Четвертим принциповим моментом є те, що наявність комбінованих металополімерних оправок для намотування довгомірних композитних рукавів дозволяє задіянню при термосиловому вакуум-автоклавному формуванні оболонки спонтанного (довільного) процесу якісного заповнення галтельних жолобків у місцях стику намотаних оправок, які у своїй сукупності після формування оболонки утворюють середній шар оболонки. Цьому в великій мірі сприяє те, що металеві осердя, на відміну від пінопластових чи еластомірних вкладишів, можуть мати мінімальні радіуси кутових округлень R1, наприклад, R10,3 мм, зі збільшенням до необхідної величини такого ж радіуса R2 у полімерної рукавної оболонки у її початковому перед намотуванням препрегом стані, при цьому радіус R2 має бути тотожним величині мінімально допустимого радіуса перегину препрегових стрічок при їх намотуванні на комбіновані металополімерні оправки, наприклад, під кутами ±45°. П'ятим принциповим моментом в використанні металевих осердь є можливість застосування магнітного способу їх фіксації, а також придавлювання до робочої поверхні форми з боковим ущільненням при виготовленні композитних конструкцій. При цьому для сталого фіксованого положення намотаної оправки в формі металеве осердя бажано мати співвідношення ширини до товщини на рівні не менше ніж 2,5. Шостим принциповим моментом є те, що в серійному виробництві в комбінованій металополімерній оправці (металеве осердя з поверхнево розташованою полімерною, перш за все, термопластичною плівкою) є доцільним використання екструдованої полімерної плівки, як одношарової, так і співекструдованої плівки, нижній шар останньої виконує переважно захисні для панелі функції, а верхній шар виконує переважно функції полімеропередавального формування. Для вуглепластиків з температурою остаточного твердіння 125 °C тут може бути 3 використана полімерна плівка, наприклад, з поліетилену високої густини (γ=0,96 г/см ) з температурою плавлення 130 °C. Ця плівка характеризується низькою температурою розм'якшення, тобто мінімальною температурою, при якій різко зростає деформованість 2 матеріалу, а саме 60-82 °C при тиску 4,6 кг/см [26, табл. 3.2]. При цьому слід відзначити, що саме поліетилен має найбільше використання в авіаційній техніці, як вологозахисний матеріал, перш за все, для ізоляції радіочастотних кабелів. Сьомим принциповим моментом є легкість та простота вилучення кожного довгомірного металевого осердя з композитних рукавів відформованої тришарової оболонки. Як відомо, термопластичні полімерні плівки відзначаються низькою адгезійною властивістю і при застосуванні металевих осердь з полірованою поверхнею, а ще краще з нікелевим або хромовим покриттям, само по собі забезпечується процес безперешкодного їх вилучення. Але при необхідності на металеве осердя наносять антиадгезійне мастило і надягають на нього, наприклад, під наддувом полімерну рукавну плівку. 18 UA 105688 C2 5 10 15 20 25 30 35 40 45 50 55 Восьмим принциповим моментом є можливість використання простих магнітних пристроїв для механізації процесів транспортування та укладання в форму довгомірних намотаних металополімерних оправок. Дев'ятим принциповим моментом є багаторазовість використання металевих осердь, що відповідає вимогам серійного виробництва. В той же час, в порівнянні з металополімерними оправками, використання витягуваних еластомірних вкладишів (оправок) при вказаних великих довжинах оболонки практично неможливо, виходячи з характеристик їх міцності, термостійкості і деформативності. До того ж, еластичні оправки повинні мати ще і значний кут конусу на рівні півградуса на один метр своєї довжини, що потенціально ініціює зростання товщини оболонки. При цьому мала міцність та велика деформативність еластомірних вкладишів не дозволяє виконати повну силову розтяжку довгомірних намотаних, принаймні базових оправок для їх вирівнювання і отримання повної прямолінійності при укладанні в форму, точне базування таких оправок практично утруднене. Ще більш несприятливі обставини мають місце при аналогічному застосуванні пустотілих ПВХ-профілів, наприклад, розміром 15×15 мм при формуванні тришарових елементів конструкцій за допомогою їх роздуття під тиском [12]. Цей метод застосовується в основному при виготовленні малонавантажених конструкцій з склопластику. Конструкції, які виготовлені цим методом, мають великі, чи повністю незаповнені галтельні жолобки, недостатньо прямолінійні поздовжні стінки (ребра), некалібровані по формі з перекосом стінок внутрішні канали, відхилення по товщині тришарової конструкції та ін. В цьому методі, в порівнянні з запропонованим в заявці, обмежені параметри термосилового формування композитної конструкції, йому притаманна значна трудоємність, має місце мала разовість використання ПВХ-профілів. І, наостанок, щодо запропонованого в даній заявці застосування металополімерних оправок. Тут вирішується питання методу підготовки поверхні полімерної оболонки для якісного приєднання до полімерного композиційного матеріалу. Як вже відмічалось, термопластичні полімерні плівки відзначаються низькою адгезійною властивістю. Виходячи з цього, застосовують, наприклад, в розрізі даного винаходу, такі відомі можливі варіанти їх адгезійного приєднання: - склеювання термомеханічного типу, коли полімер в розм'якшеному близько до розплавленого стану під тиском проникає (дифундує) в пустоти взаємного сполучення, утворюючи з'єднання двох матеріалів (композиту і полімерної плівки); - плазмова обробка поверхні полімерної плівки коронарним розрядом для підвищення її адгезійних властивостей. Ця обробка виконується як безпосередньо при виготовленні екструдованої рукавної плівки, вмонтованим в екструдер пристроєм [27], так і в окремому обладнанні, що поставляється промисловістю. Вказана обробка виконується незадовго до операції склеювання матеріалів, а в конкретному випадку - перед операцією намотування оболонки. В великогабаритній конструкції (К) композитного, переважно з вуглепластиків, відсіку фюзеляжу літального апарата типу цільноформований тришаровий монокок з подовжнім ребристим заповнювачем, насамперед центральної частини фюзеляжу великих літаків мають місце такі вісім переваг (Кі, і=1…8): К1. Підвищення міцності, жорсткості, надійності та експлуатаційної живучості інтегрального типу тришарової корпусної оболонки та композитного фюзеляжу в цілому. По-перше, із-за більш міцних зв'язків подовжнього підкріплення і більш надійної його фіксації внутрішньою та зовнішньою обшивками, завдяки точному по довжині зовнішнього контуру рукавних профілів, наявності каліброваних по формі та розмірах внутрішніх отворах заповнювача тришарової оболонки (див. також п. К3), високої прямолінійності поздовжніх стінок внутрішнього стрингерного підкріплення, а також практично відсутніми галтельними жолобками, що традиційно мають місце на стулених впритул чотиристоронніх рукавних профілів. Унеможливлення їх появи забезпечується в винаході безпосереднім заповненням цих місць матеріалом самого середнього шару, як одне з ним нероздільне кускове ціле. По-друге, подвійна обшивка корпусної оболонки з нерозгалуженим (часто дистанційно посадженим) стіновим підкріпленням в великій мірі гарантує, наприклад, неушкодженість внутрішньої обшивки в випадку пошкодження зовнішньої обшивки і цим полегшує проведення її ремонту. Це має місце в зворотному випадку. По-третє, застосування кругових нормальних шпангоутів -подібного перерізу як плоскокаркасних беззазорно-стикових вузлів з аркового виду сегментів. 19 UA 105688 C2 5 10 15 20 25 30 35 40 45 50 55 60 К2. Зменшення маси відсіку фюзеляжу типу "цільноформований тришаровий з ребристим заповнювачем монокок" в порівнянні з панельно-складеним з завищеною вагою тришаровим монококом. Останній являє собою цільноформовані тришарові криволінійної форми несучі панелі з наявністю в структурі середнього шару поздовжнього ребристого заповнювача, які спочатку з'єднуються між собою в кругову корпусну оболонку [13, 14], а потім до неї, як і в даній заявці, приєднується комплект шпангоутів. Зменшенню маси композитного відсіку фюзеляжу також сприяє відсутність у шпангоутів стикових з'єднувальних міжсегментних компенсаційних накладок. К3. Підвищення якості корпусної тришарової оболонки. По-перше, підвищення якості аеродинамічної поверхні за рахунок різкого зменшення кількості точок механічного кріплення в поперечних швах. Запропонованим рішенням знижується аеродинамічний опір руху літака внаслідок гальмувальної дії поперечних швів. По-друге, внутрішні канали типових профільних елементів середнього шару тришарової оболонки калібровані по формі і геометричним параметрам для можливості установлення в них внутрішніх силових вкладишів кускової довжини для можливості механічного кріплення до них силових елементів конструкції, наприклад, торцевих і нормальних кругових шпангоутів. При цьому внутрішні силові вкладиші можуть бути виконані із волокнистих прес-матеріалів, наприклад, марки АГ-4В по ГОСТ 2043789, в тому числі з металічною арматурою у вигляді різьбових втулок. По-третє, вологозахищеність конструкції. Порожнини каналів поздовжніх типових профільних елементів середнього шару тришарової оболонки облицьовані вологозахисним шаром з включенням його в структуру композитного матеріалу, наприклад, з застосуванням вологозахисної полімерної плівки. К4. Тришарова оболонка може мати широкий діапазон товщин стінок поперечного перерізу, в тому числі, як одне з таких рішень, помірної і малої (приблизно 10 мм) товщини. Це практично неможливо здійснити в традиційних технологіях при застосуванні пінопластових, еластомірних або ж пустотілих ПВХ-профілів. К5. Зменшення рівня, або майже повна відсутність внутрішніх напружень при клеємеханічному приєднанні нормальних кругових шпангоутів вузлового типу до корпусної тришарової оболонки, що сприяє підвищенню несучої здатності композитного відсіку фюзеляжу (див. також п. С6). В клеємеханічному приєднанні нормальних кругових шпангоутів до композитної тришарової несучої оболонки первісним з'єднанням є склеювання, що саме першим (на початку процесу) забезпечує нерознімне поєднання цих двох основних об'єктів відсіку, а розріджене механічне з'єднання відбувається вже, як заключне, по попередньо затверділому клею. Протидія виникнення внутрішніх напружень за п. К5 забезпечується одночасним склеюванням всіх сегментів кругового шпангоута між собою та їх приклеюванням до тришарової оболонки, що здійснюється під рівномірним тиском. В той же час релаксація невеликих внутрішніх напружень відбувається за рахунок податливості клею. Зниженню рівня внутрішніх напружень також сприяє те, що утворені поперечні шви при механічному з'єднанні шпангоутів, по кількості точок кріплення є значно розрідненими в порівнянні з традиційним механічним з'єднанням цих елементів відсіку фюзеляжу. К6. Елементом компенсації в місцях торцевого стикування та з'єднання аркових сегментів нормального шпангоута є утворена можливість їх взаємного ковзно-компенсаційного переміщення з повною вибіркою зазорів при загальному складанні та приєднання кругового шпангоута до композитної несучої оболонки, внаслідок чого в конструкції відсіку фюзеляжу відсутні як окремі традиційні з'єднувальні елементи, перш за все деталі - компенсатори у вигляді накладок. К7. Підвищенню несучої здатності відсіку фюзеляжу також сприяє, при необхідності, таке надане можливе рішення, за яким стиснуті в процесі експлуатації нормальні кругові шпангоути в нерознімному поєднанні з композитною тришаровою несучою оболонкою, можуть мати попередньо наведені напруження силами розтягу по всій своїй окружності. Це відбувається завдяки задіянню пневматичної системи регульованого тиску при прикінцевому складанні та склеюванні. К8. Висока технологічність для серійного виробництва запропонованої конструкції композитного відсіку фюзеляжу, в тому числі по рівню можливого застосування механізації і автоматизації процесів, використанню простих за конструктивно-технологічними ознаками сегментів шпангоута та ін. І, наостанок. Запропоноване рішення цільноформованого тришарового монокока буде мати в майбутньому додаткові переваги по техніко-економічній ефективності завдяки тому, що в пасажирських і транспортних літаків наступних поколінь, починаючи з 2015-2020 років, будуть 20 UA 105688 C2 5 10 15 20 25 30 35 40 45 50 55 60 відсутні ілюмінатори. Отже будуть відсутні і вирізи під них в корпусі фюзеляжу, наявність яких дещо знижує ефективність застосування тришарових структур. В способі (С), який заявляється, мають місце такі сім переваг (С і, і=1…7): С1. Простота виготовлення цілісної тришарової оболонки за рахунок механізованого намотування трубчастих оболонок у вигляді чотиристоронніх рукавних профілів для утворення поздовжнього стрингерного підкріплення, а також способів транспортування, переміщення, фіксації, придавлювання (притискування) та ущільнення в основній формі, насамперед, комплекту намотаних оправок з трубчастими оболонками із композитних матеріалів, і, перш за все, магнітним способом. Оптимальне задіяння та функціонування останнього в кожному конкретному випадку забезпечується експериментально-розрахунковим шляхом. При цьому, в залежності від конструктивних особливостей виробу, перш за все, від товщини з'єднуваних в інтегральній конструкції вуглепластикових компонентів, можуть бути задіяні магнітні плити з постійними магнітами, електромагнітні плити, або ж електроімпульсні плити. При необхідності підвищення сили притягання магнітного поля при проходженні його через вуглепластик, в зв'язуюче може вводиться по близькій аналогії з [21], феромагнітний порошок в кількості, наприклад, не меншій ніж 5 % від маси зв'язуючого. Також тут можуть застосовуватись нанотехнології для підвищення магнітної проникливості вуглепластика. Бажане зниження ваги магнітних плит з постійними магнітами, перш за все, пов'язане з застосуванням так званих магнітопластів [23]. Це перспективний новий клас магнітотвердих матеріалів, а саме композитних матеріалів на основі наповнювача з магнітними властивостями і полімерного зв'язуючого. В [23] відмічаються такі достоїнства постійних магнітів на основі магнітопластів: - можливість одержання магнітів складної форми з високою точністю та чистотою поверхні; - мала густина матеріалу; - підвищена корозійна стійкість і стабільність в часі; - висока технологічність, в тому числі - низькотемпературна енергоекономна термообробка; - відносно мала вартість (в порівнянні з вартістю литих або спечених постійних магнітів). С2. Зниження трудомісткості та тривалості виробничого циклу виготовлення інтегральної тришарової оболонки шляхом зниження кількості операцій та застосування спонтанного заповнення в термосиловому формування панелі галтельних жолобків у довгомірному багатоелементному трубчастому заповнювачі. Це здійснюється за рахунок застосування спеціальних комбінованих металополімерних оправок (див. п. К1). С3. Підвищення якості виробу та його контролепридатності. Насамперед, це стосується бездефектності армуючих шарів рукавних профілів заповнювача, рівності та бездефектності стінок внутрішнього стрингерного підкріплення, відсутності пор виробничого характеру у композитному матеріалі. С4. Простота вилучення формотворних елементів оснащення та забезпечення при цьому міжопераційної недеформованості під своєю вагою контуру тришарової оболонки в проміжних технологічних операціях. Це розроблена технологія вертикального установлення і механічного закріплення в цьому положенні тришарової оболонки з вилученням з неї основної формотворної оправки, що забезпечило одержання недеформованого контуру тришарової оболонки, що мало б місце при її горизонтальному положенні. А це, як наслідок, не дозволило б одержати рівновіддалене від внутрішнього контуру оболонки положення попередньо зібраної гірлянди шпангоутів в прикінцевих операціях виготовлення. C5. Простота виготовлення нормальних кругових шпангоутів вузлового типу, переважно з композитних матеріалів та їх приєднання з простим методом компенсації до внутрішньої обшивки тришарової оболонки. Це забезпечується шляхом попереднього складання із аркової форми сегментів всього комплекту шпангоутів для даного відсіку фюзеляжу поза його корпусом в багатофункціональному формотворно-з'єднуваному пристосуванні при відмінній доступності робітників [18] з подальшим його використання всередині корпусу фюзеляжного відсіку для прикінцевого виготовлення шпангоутів та їх одночасного склеювання між собою та з тришаровою оболонкою. Це відбувається за рахунок керованої оператором пневматичної системи без безпосереднього контактного втручання робітника. С6. Підвищення якості з'єднувальних в єдине вузлове ціле кругових шпангоутів та їх приєднання до тришарової оболонки з застосуванням клеїв, за рахунок забезпечення одночасного і рівномірного притискування всіх аркових сегментів по круговому периметру шпангоута з контрольованим рівнем тиску в системі пневматичної проводки багатофункціонального формотворно-з'єднуваного пристосування. С7. Розроблена технологія виготовлення, складання та приєднання нормальних шпангоутів вузлового типу, може бути застосована практично для всіх типів і, перш за все, 21 UA 105688 C2 5 10 15 20 25 30 35 40 45 50 55 великогабаритних корпусних оболонок монококової конструкції, при цьому переважно циліндричної або близької до неї форми. В технологічному оснащенні (ТО), яке заявляється, забезпечується ефективна реалізація способу виготовлення композитного відсіку фюзеляжу, найперше з вуглепластиків гарячого затвердіння, з виокремленим в цьому виготовленні композитної тришарової несучої оболонки, нормальних кругових шпангоутів та їх приєднання до тришарової оболонки з такими наявними сімома перевагами (ТОі, і=1…7): ТО1. Застосування для процесів укладання і вакуумно-автоклавного формування конструктивно та технологічно ефективної основної формотворної оправки. Вона характеризується як малою типовою вагою (в розрахунку на один квадратний метр її поверхні), наприклад, каркасного типу, так і - оптимальними теплофізичними характеристиками. Насамперед, це стосується матеріалу її формотворної листової обшивки, який характеризується стабільними в часі малими значеннями коефіцієнта лінійного термічного розширення та великою магнітною проникливістю. Цим основним та іншим доповнюючим вимогам цілком відповідають інварні сплави (коефіцієнт лінійного теплового розширювання 6 -1 1,5×10- с ). ТО2. Застосування з ефективною фіксацією місцеположення змінних автономних компонентів основної форми у вигляді металополімерних оправок з заготовками деталей із композитних матеріалів, а також придавлювання до поверхні форми і бокового ущільнення цього комплекту намотаних оправок з застосуванням магнітних чи сукупних в своїх діях механічно-магнітних або вакуумно-магнітних засобів реалізації процесів. ТО3. Застосування вказаних спеціальних металополімерних оправок, як для утворення тришарової оболонки з точнорозмірними каналами, так і для можливості ініціювання та забезпечення в спонтанному процесі практично повного заповнення місць потенційно можливих галтельних жолобків (див. п. К1). ТО4. Полімерна оболонка комбінованих металополімерних оправок має конструктивне, а також технологічне призначення і, крім вищезгаданого в п. ТО 3, також захищає від проникнення застосовуваних (при необхідності) антиадгезійних мастил у композитний матеріал. Це дозволяє уникнути застосування замість технологічно ефективних антиадгезійних мастил менш ефективних антиадгезійних плівок, що вилучаються з труднощами після закінчення процесу формування. Останні часто при витягуванні заклинюються із-за нанизання одного шару плівки на інший, що призводить до труднощів не тільки витягування оправок (осердь), але і до неможливості повного вилучення самих антиадгезійних плівок з порожнин довгомірних каналів. Таким чином, у винаході, полімерна плівкова оболонка, що охоплює металеве стрижневе осердя і не вилучається, має такі три основні функціональні призначення: у виробі вона відіграє роль вологозахисного елемента у порожнинних каналах панелі; у способі вона відіграє провідну роль у здійсненні спонтанного процесу заповнення галтельних жолобків, а саме, при термосиловому формуванні тришарової оболонки; в оснастці вона забезпечує непроникнення антиадгезійного мастила, що може наноситися на металеве осердя, у композитний матеріал оболонок. ТО5. Застосування переносного формотворно-з'єднувального пристосування з комплектом обертових пристроїв для одночасного попереднього складання з аркових сегментів всього комплекту шпангоутів для даного відсіку фюзеляжу поза його корпусом. ТО6. Застосування пневматиків в формотворно-з'єднувальному пристосуванні для одночасного кругового притискування та клейового з'єднання всіх сегментів шпангоутів як між собою, так і з тришаровою оболонкою. ТО7. Застосування механічних пристроїв для простого силового випресування великогабаритних основних оправок, що знаходяться всередині виготовленого корпусу тришарової оболонки, а також металевих осердь з відформованих профільних рукавів вищевказаної оболонки та ін. Запропонована конструкція композитного відсіку фюзеляжу, спосіб його виготовлення та оснащення для реалізації цього способу проілюстровані схематично кресленнями, на яких зображено: - на фіг. 1 - вигляд з торця композитного відсіку фюзеляжу циліндричної форми з представленням усіх компонентів його структури і їх місцеположенням; - на фіг. 2 - вигляд з торця композитної тришарової цілісної оболонки циліндричної форми з представленням усіх її структурних елементів, включаючи і їх місцеположення; - на фіг. 3 - фронтальний вигляд нормального кругового шпангоута складеного типу у вигляді набору сполучених (зістикованих) між собою по торцях конструктивно різновидних 22 UA 105688 C2 5 10 15 20 25 30 35 40 45 50 55 аркових сегментів. При цьому без залучення проміжних конструкційних деталей, перш за все, окремих компенсаторів (стикових накладок); - на фіг. 4 і фіг. 5 - вигляд в поперечному перерізі "А-А" (фіг. 3) на поверхнево спряжені та склеювані своїми прикінцевими площинкоподібними ділянками сегменти шпангоута; - на фіг. 6, фіг. 7 і фіг. 8 - вигляд в аксонометрії з'єднуваних аркових сегментів шпангоутів; - на фіг. 9 - вигляд в поперечному перерізі коробчатого шпангоута у вигляді подібного профілю, який своєю горизонтальною полицею (перемичкою) приєднаний за допомогою склеювання до тришарової оболонки; - на фіг. 10 - вигляд в аксонометрії намотаної оправки з широковживаними в запропонованій конструкції цілісної тришарової оболонки чотиристоронніми рукавними профілями з вуглепластику, які входять в склад середнього шару; - на фіг. 11 і фіг. 12 - вигляд в поперечному перерізі тришарової внутрішньо стрингерної конструкції відповідно до і після операції термосилового формування зі спрощеннням для наочного представлення форми рукавних профілів з відсутністю після формування галтельних жолобків; - на фіг. 13 - вигляд в аксонометрії завантажувальних рухових платформ тяговоштовхального типу з дистанційно розташованим на них комплектом скругленої форми магнітних плит; - на фіг. 14 - вигляд в аксонометрії основної формотворної оправки нерозбірного каркасного типу, яка установлена в спеціалізованому намотувальному верстаті; - на фіг. 15 - вигляд в аксонометрії натягувального пристрою типу "гвинт-гайка"; - на фіг. 16 - вигляд в поперечному розрізі натягувального пристрою "гвинт-гайка"; - на фіг. 17 - вигляд в аксонометрії вертикально установленої тришарової оболонки своєю нижньою приторцевою частиною в центруючій планшайбі стаціонарного стапелю збірнорозбірних робіт, при цьому, з основним закріпленням її тросовими розчалками, а також допоміжним кріпленням бандажною стяжкою. На фіг. 17 показана лише головна виступаюча частина вказаного стапеля; - на фіг. 18 - вигляд в аксонометрії центрального несучого остову каркасу багатофункціонального формотворно-з'єднувального пристосування (без системи шлангів пневматичної проводки), яка використовується як всередині корпусної тришарової оболонки, так і поза нею, будучи в останньому випадку виносним; - на фіг. 19 - вигляд в поперечному перерізі знімного просторово-фіксуючого улаштування, що забезпечує потрібне (з рівномірним зазором) положення каркасу гірлянди шпангоутів в порожнині тришарової оболонки; - на фіг. 20 - вигляд в аксонометрії однієї з типових знімних частин кільцевого ободу формотворно-з'єднувального пристрою, яка приєднується до внутрішньо розташованої для цього ободу опорної колесоподібної оправки центрального довгомірного остову; - на фіг. 21 - вигляд в поперечному перерізі в місці з'єднання прикінцевих ділянок сегментів шпангоута зібраної (складеної) в єдине ціле оснастки та установлених в неї вказаних сегментів шпангоута перед початком операції їх одночасного притискування по прикінцевих контактних площинах між собою і водночас до внутрішньої поверхні тришарової оболонки в процесі склеювання; - на фіг. 22 - вигляд в поперечному перерізі вузла подачі стиснутого повітря, а саме місцеположення та приєднання знімного штуцера подачі стиснутого повітря до формотворноз'єднувального пристрою з вмонтованою еластичною пневмокамерою; - на фіг. 23 - вигляд в поперечному розрізі двошарової полімерної оболонки, одержаної методом співекструзії двох матеріалів, яка є складовим зовнішнім компонентом металополімерних оправок. Це може бути, наприклад, поліетилен-поліпропіленова, чи поліетилен-поліетилентерефталатна або ж інша комбінована плівка. Вуглепластикова конструкція відсіку фюзеляжу 1 містить в собі вуглепластикову замкнутої форми тришарову несучу оболонку 10, а також комплект замкнутої форми нормальних кругових шпангоутів 20, що клеємеханічним способом з'єднані з тришаровою оболонкою 10. Тришарова оболонка 10 інтегрального типу містить в собі вуглепластикові замкнутої форми зовнішню обшивку 2, внутрішню обшивку 3 з армуючими захисними та герметизуючими шарами та розташований між ними жорсткого типу підкріплюючий середній шар 4 з ребристим заповнювачем. В тришаровій несучій оболонці можуть мати місце виокремлені в конструктивнотехнологічному відношенні зони кільцевих секторів, наприклад, верхнє 11 і по аналогії нижнє зведення, а також правий і лівий бокові сектори з установленими для них типовими розмірами відносно габаритної величини перерізу фюзеляжу. 23 UA 105688 C2 5 10 15 20 25 30 35 40 45 В запропонованій конструкції тришарової оболонки 10 внутрішня обшивка 3 може мати в межах кільцевих секторів різні товщини, наприклад, зменшені (або звичайні) в межах бокових секторів або збільшені в межах верхнього зведення 11. Середній шар 4 складається з поздовжніх (вздовж твірних прямих оболонки) чотиристоронніх профільних елементів, які утворюють внутрішнє стрингероподібне підкріплення тришарової оболонки, при цьому поздовжні чотиристоронні профілі середнього шару мають в перерізі форму уширеної трапеції з дещо криволінійними основами, а саме вигнутими та угнутими, відповідно до кривизни зовнішньої 2 та внутрішньої 3 обшивок, і є у своїй переважній більшості порожнистими 5 (або типовими для даної конструкції) з однаковими чи різними в межах, наприклад, різних кільцевих секторів розмірами каналів і висот рукавних профілів, наприклад, 5а і 5b, а також у вигляді окремих суцільних профілів 6 з однаковими чи різними за товщиною розмірами, наприклад, 6а і 6b. При цьому середній шар композитної тришарової несучої оболонки може складатись з одного чи кількох рядів поздовжніх профільних елементів, а товщина стінок поперечного перерізу може мати постійне, або ж плавно змінне по довжині оболонки значення. Поздовжні суцільні профільні елементи середнього шару 6 переважно розташовані у місцях стикування кільцевих секторів оболонки, у місцях механічних з'єднань, наприклад, зі шпангоутами, а також у місцях поздовжнього підсилення вирізів фюзеляжу. Поздовжні вуглепластикові профільні елементи на основі з'єднаних впритул одне з одним в загальне складання чотиристоронніх в перерізі переважно рукавного виду довгомірних профілів утворюють в місцях змикання бокових сторін поздовжні внутрішні підкріплюючі стінки стрингерного типу (фіг. 2, фіг. 11, фіг. 12). Останні мають на своїх торцях заповнені потенціально можливі при традиційних технологіях галтельні жолобки типу 8 матеріалом самого середнього шару, являючи з ним одне нероздільне ціле (фіг. 12, поз. 9). Таким чином, в інтегральній конструкції оболонки значні галтельні жолобки 8, що утворюються до початку термосилового формування панелі, практично зникають до рівня можливої окремої малої нерівності 9 після формування за рахунок збільшеного об'єму композитного матеріалу рукавної оболонки 34. При цьому порожнини каналів поздовжніх типових профільних елементів середнього шару тришарової оболонки облицьовані вологозахисним шаром 42 з включенням його в структуру композитного матеріалу, наприклад, з застосуванням при цьому вологозахисної полімерної плівки. Чотиристоронні типові профільні елементи середнього шару тришарової несучої оболонки з позицій технологічного здійснення мають рекомендоване відношення середньої ширини b до висоти h на рівні b/h2,5, а їх внутрішні канали калібровані по формі і геометричних параметрах для можливості установлення в них по ковзній посадці, чи з мінімальним зазором, наприклад, 0,1…0,15 мм на сторону внутрішніх силових вкладишів кускової довжини для можливості механічного кріплення силових елементів конструкції, наприклад, кругових шпангоутів. У відсіку фюзеляжу його нормальні кругові шпангоути 20 являють собою плоскі беззазорностикові вузли з розвиненою для з'єднання з обшивкою переважно односмуговою клейовою поверхнею, приєднуючись нею до тришарової оболонки клеємеханічним способом, при цьому їх складові аркової форми сегменти 21, 22, 23, 24 являють собою профілі, насамперед подібного перерізу, що виконані з композитних матеріалів, насамперед, з вуглепластиків гарячого затвердіння. Вони з'єднуються між собою в вузли безпосередньо своїми прикінцевими ділянками унапуск (фіг. 4, 5), найперше, за допомогою склеювання з забезпеченням при цьому зовнішньої форми стику врівень з контуром внутрішньої обшивки, для чого вони мають на взаємно припасованих площинках ділянок відповідно ступінчато зменшені по всьому периметру профілю товщини (фіг. 6, 7, 8). Цим вони поділяються на об'єкти з нижче 21, 22 та поверх 50 розташованими (накриваючими) ділянками 23, 24, при цьому для вказаних -подібних в перерізі незамкнених профілів, приєднання до тришарової оболонки здійснюється саме горизонтальною перемичкою (підошвою) профілю 20а (фіг. 9). 55 В нормальних кругових шпангоутах 20 до горизонтальних лапок -подібних профілів можуть бути приєднані по вибраних зонах (місцях) шпангоута підсилюючі смугові накладки 29, роблячи цим профіль замкнутої коробчастої форми. В аркових сегментах нормального кругового шпангоута 20 у вигляді дистанційно рознесених на горизонтальній полиці (перемичці) двостінних з протилежно відігнутими горизонтальними лапками профілів на прикінцевих 24 UA 105688 C2 ділянках цих лапок можуть мати місце частково чи по всій довжині профілю відігнути униз 5 10 15 20 25 30 35 40 45 50 55 буртики 21d, 23d, утворюючи таким чином -подібний переріз незамкненого профілю. У вказаних вище аркових сегментах 21, 22, 23, 24 шпангоута 20 на протилежно відігнутих горизонтальних лапках профілю присутні координатно-фіксуючі отвори 25. Елементом компенсації в місцях торцевого стикування та з'єднання аркових сегментів 21, 22, 23, 24 нормального шпангоута є можливість їх взаємного ковзно-компенсаційного переміщення 26 з повною вибіркою по контуру зазорів при загальному складанні та приєднанні кругового шпангоута 20 до композитної несучої оболонки 10. Внаслідок цього в конструкції відсіку фюзеляжу непотрібні як окремі елементи, розповсюджені в літакобудування деталі компенсатори (стикові накладки). В клеємеханічному приєднанні нормальних кругових шпангоутів 20 до композитної тришарової несучої оболонки 10 первісним з'єднанням є саме склеювання з прошарками клею 28, 31, що відтак напочатку забезпечується нерознімне поєднання цих двох основних об'єктів відсіку, а заключне механічне з'єднання, наприклад, болтовим кріпленням 30, відбувається вже по попередньо затверділому клею (фіг. 1 та фіг. 9). При цьому на кінцевих ділянках 21а нижніх сегментів 21 мають місце заздалегідь просвердлені отвори 27, через які свердляться відповідні отвори в верхніх сегментах 23 та в тришаровій оболонці 10. Це зменшує обсяг механічно-складальних робіт. Комбіновані формоутворюючі металополімерні оправки 40 з встановленими на них композитними матеріалами, що входять в конструкцію інтегральної тришарової оболонки 10, містять в собі оболонку із композитного матеріалу 34 (фіг. 10 та фіг. 11) для спрощення показу прямокутного перерізу з полицями 34а і стінками 34b, полімерну оболонку 42 конструктивнотехнологічного призначення з полицями 42а і стінками 42b, та металеве стрижневе осердя 41 переважно близьке до прямокутної форми, а фактично це незначно уширена трапеція з дещо криволінійними основами, а саме вигнутими та угнутими відповідно до кривизни зовнішньої та внутрішньої обшивок. Металеві осердя 41 в залежності від розмірів у поперечному перерізі можуть бути у вигляді суцільних, або ж пустотілих при їх великій висоті профілів. Ці профілі мають наскрізні отвори 35, 36, які використовуються, як для вирівнювання і фіксації оправок методом поздовжнього натягнення, так і для витягування металічних стрижневих осердь 41 після формування панелі. В торці вони також мають різьбовий отвір 37 для можливості кріплення планшайби 55 (фіг. 17), яка використовується при випресуванні основної форми 50 (фіг. 14) з відформованої тришарової оболонки 10 (фіг. 2). Крім вказаного вище основного призначення в металевих осердях 41 отворів 35, 36, 37, вони також можуть бути використані і для додаткової фіксації всього комплекту намотаних оправок 40 при їх установленні на металевій формотворній оболонці 52 з намотаною внутрішньою обшивкою 3 тришарової оболонки 10. Осердя 41 виконані із магнітом'яких матеріалів, перш за все, із інварних сплавів чи із штабового заліза. В останньому випадку на залізних осердях може застосовуватись поверхневе нікелеве або інше покриття, яке має хороші антиадгезійні властивості та високу магнітну проникливість. Також можуть застосовуватись антиадгезійні мастила та інші методи в залежності від особливостей конструктивно-технологічного рішення оболонки. Металеві осердя 41 (фіг. 11) для зменшення об'єму заповнюваних галтельних зон мають мінімальний радіус кутових скруглень R1, наприклад, на рівні 0,3 мм. В той же час, відповідний радіус R2 у зовнішньої полімерної оболонки 42 збільшений за рахунок її товщини до рівня мінімально допустимого радіусу згину армуючих стрічок при намотуванні їх на формоутворюючу оправку, наприклад, під кутом ±45 градусів. В металевих осердях 41 полиці 41а зі сторони зовнішньої обшивки оболонки 2 мають еквідістантні поверхні відносно її теоретичного контуру. В полімерних оболонках 42 горизонтальні полиці 42а мають більшу товщину, яка визначена експериментально-розрахунковим шляхом, ніж у стінки 42b, для можливості додаткового набору по периметру металополімерної оправки матеріалу для заповнення галтельних жолобків. Спонтанний процес їх заповнення здійснюється шляхом термосилової зміни розмірів вихідного перерізу армованої оболонки 34, за рахунок переформування полімерної оболонки 42. Тут відбувається процес видовження полиць 42а, а за ними і полиць 34а в напрямку галтельних зон 8 з одночасним пониженням висоти стінок 34b і 42b під дією тиску в закритому каналі розм'якшеного термопластичного полімеру, який при цьому легко сплющується і утворює цим полімеропередавальне формування. 25 UA 105688 C2 5 10 15 20 25 30 35 40 45 50 55 Основна формотворна кругова оправка каркасного типу 50 установлюється двома своїми прикінцевими ділянками стрижневого валу 51 в спеціалізованому намотувальному верстаті 49. На ній відбувається виготовлення заготовчого пакета кругової тришарової оболонки, як цілісної інтегральної конструкції, та його наступного вакуум-автоклавного формування на цій же оправці. Вона має, як її основний робочий елемент, тонкостінну з малою конусністю силову кругову оболонку 52 із листового металу з низьким або помірним значенням коефіцієнта лінійного термічного розширення, наприклад, близьким до значення цього показника у композитних оболонкових конструкціях при їх термосиловому формуванні, а також одночасно з цим і з великою магнітною проникливістю по всій своїй поверхні чи по виділених зонах. Оболонка 52 з тильної сторони підпирається каркасом у вигляді поздовжніх ніш 53, у які поміщаються джерела направленого магнітного поля, перш за все, у вигляді магнітних плит. Магнітні плити 47 установлюються в завантажувальні ніші 53 основної формотворної оправки 50 на рухомих платформах тягово-штовхального типу 48 і кріпляться до них за допомогою накладок 47b. В найліпшому для експлуатації варіанті це магнітні плити з постійними магнітами, які є найбільш простими у використанні. Вони не потребують живлення електричним струмом, намагнічуючих котушок і додаткових установок - генераторів постійного струму, спеціальної підводки проводів та інших контролюючих пристроїв. Для прикладу нижче наведені технічні характеристики прямокутних магнітних плит з постійними магнітами моделі Х41150-400 [28]. При цьому ширина плити 150 мм, довжина 400 мм, довжина основи 420 мм, висота 40 мм, маса 19 кг. Питома сила притягання плити, яка визначається по ГОСТ 17519-81, складає 80 2 2 Н/см (8,16 кг/см ), зусилля переключення не більше 80Н. Ці плити при потребі можуть установлюватись в ряд, збільшуючи цим довжину дії магнітного поля. Виготовлення магнітних плит, наприклад, із сплаву "альніко", коштує не дорожче середньої вартості універсального пристрою до устаткування. Термін служіння плит з постійними магнітами обчислюється десятками років. Вони ремонтуються, в середньому, раз в десятьдванадцять років, при цьому ремонт їх містить у собі очистку внутрішньої порожнини плити і блока від грязі і пилу, а також повторне намагнічування плити, яке займає приблизно півгодини. Але при недостатній силі притягання металополімерних оправок та пристроїв з заготовками нервюр з великими товщинами вуглепластика, можуть застосовуватись електромагнітні, або ж електроімпульсні плити. Форма дзеркала робочої поверхні магнітних плит 47а має бути цілком відповідною до форми листової обшивну оболонку 52 і мати з нею при експлуатації безпроміжкове стикування, для чого в контейнерах 53 встановлені допоміжні підтискуючі елементи, наприклад, болтового типу. Форма 50 обладнана знімними, одним чи кількома, простими натягувальними пристроями 54 (фіг. 15 та фіг. 16) типу "гвинт-гайка" для точного початкового розміщення комбінованих металополімерних оправок з намотаними композитними оболонками шляхом натягування по довжині цієї форми металевого осердя 41. Пристрої 54 складаються з стояків 54с, вилки 54а, з'єднувальної втулки 54b та гайки 54d. Стаціонарний широкоспеціалізований стапель, призначений на виконання в ньому різного типу збірно-розбірних робіт по виготовленню відсіку фюзеляжу. На фіг. 17 показана його головна виступаюча частина (нижня частина прикріплена до підлоги). В цьому стапелі проводиться, по-перше, вилучення всіх формотворних елементів оснащення. Для цього тут має місце подвійне закріплення тришарової оболонки, а саме вертикальне її установлення в стаціонарно закріпленій центруючій планшайбі 56 цього стапеля, маючи, по-перше, основне вертикально-стягуюче закріплення оболонки в цьому положенні, а також резервне допоміжне закріплення. Останнє здійснюється шляхом залучення кільцевої бандажної стяжки 57 з замком 57а (тут може бути використана бандажна сталева стрічка). При цьому основне непорушне закріплення відформованої тришарової оболонки 10 укупі з основною формотворною оправкою 50, перш за все, здійснюється за допомогою розташованих навколо оболонки тросових розчалок 58 з використанням для їх закріплення по верхній торцевій площині тришарової оболонки кругової цілісної чи складеної планшайби 55 з отворами 55а, що, в свою чергу, при необхідності кріпиться до металевих осердь рукавних профілів за допомогою різьбових отворів 37, а нижнє закріплення цих розчалок відбувається шляхом закріплення в отворах 56а центральної планшайби 56, яка прикріплена (фланцеве з'єднання) до нижньої частини стапеля. Силове випресування основної формотворної оправки 50 відбувається у вертикальному (відносно підлоги цеху) напрямку 59. При цьому силовий механізм випресування з'єднується з центральним стрижневим валом 57 оправки 50. 26 UA 105688 C2 5 10 15 20 25 30 35 40 45 50 55 Багатофункціональне формотворно-з'єднувальне пристосування застосовується для складання, припасування та склеювання комплекту дистанційно-розташованих нормальних кругових шпангоутів до композитної тришарової оболонки на етапах їх попереднього та прикінцевого складання. До складу збірно-розбірного каркасу цього пристосування входить центральний жорсткий довгомірний остов 60 (фіг. 18), до якого приєднується комплект знімних кільцевих ободів 70 (фіг. 20) на основі П-подібних в перерізі металевих або виготовлених з композитів профілів 71. В зібраний каркас 80 пристосування вмонтовані цільнокільцеві еластичні пневмокамери 83 (фіг. 21), які зв'язані з вузлом подачі в них стиснутого повітря (фіг. 22). Центральний довгомірний остов 60 складається з жорсткого стрижневого валу 61, що при попередньому складанні установлюється горизонтально. На ньому в вертикальній площині змонтований (одітий) комплект колесоподібних обертових пристроїв (обертових оправок) 62 відповідно до кількісного складу нормальних шпангоутів у даному відсіку фюзеляжу. При цьому уявна охоплююча кругова поверхня, що проходить по зовнішніх контурах усіх обичайок 62а колесоподібних обертових оправок 62 центрального довгомірного остова, є практично циліндричної або близько до неї форми, маючи по своїй довжині технологічно визначену незначну конусність для можливості її виймання після приєднання шпангоутів. В технологічному процесі при попередньому складанні шпангоутів у багатофункціональному формотоворно-з'єднувальному пристосуванні до валу центрального довгомірного остова приєднується силовий привід (на рис. 18 не показаний), що забезпечує загальне одночасне обертання по стрілці 68 посаджених навал 61 всіх колесоподібних оправок 62 з можливістю їх автоматизованої зупинки, тривалість якої, наприклад, дорівнює часу установки в пристосування одного сегмента шпангоута, наприклад, 21 чи 23 (фіг. 9). При невеликих потрібних зусиллях можливе в ручному режимі здійснення необхідного довороту обертових оправок 62 за допомогою важеля 64 та гальма 65. В склад довгомірного остова 60 також входять знімні просторово-фіксуючі улаштування 69 (фіг. 19). Вони забезпечують потрібне рівновіддалене від внутрішньої обшивки положення каркасу гірлянди шпангоутів в порожнині тришарової оболонки 10. Просторовофіксуючі улаштування (фіг. 19) складаються з нерухомого колесоподібного вузла 63, до кругової обичайки 63а якого по дистанції приєднаний болтами 69с еквідистантної форми полицями, комплект -подібних кронштейнів з нижньою основою 69f та виступаючою двостінною вилчатою частиною 69а в проміжку між стінами якої змонтовано підпружинене елементом 69е та прогумоване коліща 69b, яке при вертикальній установці каркаса багатофункціонального формотворно-з'єднувального пристосування в тришарову оболонку 10, при своєму спонукаючому обертанні 69d постійно дотичне до її внутрішньої поверхні 3, не задираючи і не деформуючи її. До обичайок 62а колесоподібних обертових пристроїв 62 приєднуються складені з частин 70 (фіг. 20) розбірні кільцеві ободи, основу яких складає корпус ободу 71 з внутрішньою поверхнею 71а у вигляді човникоподібного чи U-подібного ложе, в які вмонтовані цільнокільцеві еластичні пневмокамери 82. Для приєднання частин 70 кільцевого ободу в корпусі 71 кожної з них передбачені два отвори 78, які можуть бути і різьбовими. Таким чином, структурно розбірно-знімні частини кільцевого ободу всі укупі є зовнішнім складеним компонентом ложементного типу обертового пристрою, приєднують до опорного внутрішнього компоненту цього ж пристрою у вигляді штабової монтажної замкнутої форми обичайки 62а спицевих колесоподібних обертових оправок 62 центрального довгомірного остова 60. Саме порожнини U-подібних ложе корпусів кільцевого ободу 71, при стикуванні з порожнинами -подібних в перерізі шпангоутів, утворюють розсувну робочу камеру, в якій функціонує надувна еластична пневмокамера 82 (фіг. 21), яка для тривалої експлуатаційної міцності повинна мати по периметру поперечного перерізу вихідні розміри, які співпадають з прикінцевими розмірами розсувної робочої камери багатофункціонального формотворноз'єднувального пристосування, в яку вона поміщена, тобто ті розміри, що саме утворюються при прикінцевому приєднанні шпангоутів до тришарової оболонки. Подавання стиснутого повітря 83 в пневмокамеру 82 (фіг. 22) провадиться через установлений укрученням в неї штуцер 84. Для цього він проходить через втулку 85, яка розміщується в співпадаючих отворах обичайки 62а та корпусу кільцевого ободу 71 (отвір 77) і укручується у дві металеві шайби з різьбовими отворами 86 та 87, що приєднані по обидві сторони стінки еластичної пневмокамери 82. При цьому для уникнення локального перегину 27 UA 105688 C2 5 10 15 20 25 30 35 40 45 50 55 матеріалу (ступінчастості) при розміщенні пневмокамери 82 з виступаючою шайбою 86, остання розміщується у піднутренні корпусу 71 урівень з його внутрішньою поверхнею 71 а. Частини 70 кільцевого ободу складаються з корпусу 71 та приєднаної до його горизонтальної полиці впотай за допомогою кріплень 79 трьох установчих елементів на основі видовжених металевих скоб, а саме двох крайніх 72 і 73 та середньої 74. При цьому всі вони розташовані урівень з зовнішньою поверхнею 71b вказаної полиці, яка саме стикується з гладкою поверхнею обичайки 62а. На видовжених металевих скобах, наприклад, із штабового заліза, установлені фіксуючі, напрямні, опорні та притискні елементи, необхідні для здійснення складального процесу. При установці в обертовий пристрій кожен арковий сегмент, наприклад 21 чи 22, надівається установчо-фіксуючими (базово-фіксуючими) отворами 25 на напрямні по траєкторії наступного їх руху штирі 76 з одночасним базуванням двома вільними у просвіті стінками двостінного профілю на зовнішній контур ободу 71, на якому в місцях з'єднання прикінцевих ділянок сегментів знаходяться дві опори (внутрішні горизонтальні поверхні скоб 72 та 73), які саме і визначають відправне положення кожного нижнього з аркових сегментів 21, одночасний рух яких до стикування з тришаровою оболонкою 10 обумовлений роздуванням еластичної пневмокамери 82. Для утримання на круговій поверхні обертового пристрою на етапі попереднього складання сегментів шпангоута 20, застосовується в місці їх прикінцевих ділянок (фіг. 21) податливий притискний елемент 81, наприклад з еластомірного матеріалу. Його установлення, стабільне положення та зняття обумовлене наявністю шибера (заслінки) 75 з напрямом руху 75а "вперед-назад": Практична реалізація винаходу, а саме композитного відсіку фюзеляжу типу тришаровий монокок, перш за все, центральної частини великого літака у складі композитної тришарової несучої оболонки з ребристим заповнювачем, найперше, інтегрального конструктивнотехнологічного типу, та безпосередньо приєднаного до неї по довжині внутрішньої поверхні поперечного набору виокремлених серед інших, нормальних кругових шпангоутів, способу виготовлення виробу та оснащення для реалізації способу вказані на прикладі. Монолітна тришарова оболонка виконана за препрегово-автоклавною технологією з вуглепластику з порівняно зависокими термосиловими параметрами твердіння і має такі матеріало-конструктивні та технологічні особливості. Тут може бути застосований вуглепластик з умовно посередніми параметрами термосилового формування на основі вуглестрічки Элур-ПА та зв'язуючого епоксидного типу ЭДТ-69Н (розробка інституту ВІAM, РФ) з температурою затвердіння на рівні 125 °C, або ж вуглепластик з високими параметрами термосилового формування на основі вуглестрічки ЛУП-0,1 та зв'язуючого епоксидного типу ЭНФБ з температурою затвердіння на рівні 175 °C [29] та інші вуглепластики. Для вказаних вище вуглестрічок товщина одного армуючого шару (моношару) в композитному матеріалі складає 0,11…0,13 мм, тобто вуглепластикова обшивка, наприклад, товщиною 1 мм містить 8 армуючих шарів, що достатньо в багатьох випадках для реалізації необхідної різнонаправленої схеми армування композиційного полімерного матеріалу, та забезпечення його герметичності. Щодо прикладу реальної конструкції композитного відсіку фюзеляжу 1, то винахід дозволяє комбінування товщин обшивок 2 і 3, пропорцій в формах чотиристороннього заповнювача 4, -подібного в перерізі нормального кругового шпангоута 20, та в їх розмірах. Наприклад, вказаний шпангоут 20 може мати більш товсті горизонтальні полиці, ніж товщина стінок профілю. Але в цьому загальному комбінуванні є одна особливість. Виходячи з фактору необхідності магнітної проникливості композитного матеріалу, бажано, щоб товщина внутрішньої обшивки 3 була якомога обмеженою, в той же час як для зовнішньої обшивки 2 цей фактор практично відсутній. Довжина гіпотетичної тришарової оболонки 10, наприклад, складає 10 мм, діаметр близько 6 мм, товщина стінки оболонки 10…11 мм. Остання складається з товщини зовнішньої обшивки 2, наприклад приблизно 2,5 мм, разом з товщиною 0,5 мм полиці 34а трубчастої оболонки 34; товщина внутрішньої обшивки 3 приблизно 1,5 мм разом з товщиною полиці 34а та висоти стрингерного середнього шару оболонки на рівні 6,0…6,5 мм. Товщина стінки заповнювача 7 складає 1 мм, оскільки кожна окрема трубчаста оболонка 34, яка стикується боковими сторонами з іншою при намотуванні чотирьох шарів вуглестрічки, наприклад, під кутами ±45°, має товщину стінки 34b, і полиці 34а в цьому прикладі на рівні 0,5 мм. Вага одного погонного метра зазначеної тришарової оболонки становить приблизно 120 кг. Щодо -подібного в перерізі незамкнутого профілю нормального кругового шпангоута 20, то його товщина та висота технологічно необмежені. Для прикладу, товщина 28
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B29C 69/00, B29C 43/02, B64C 1/00, B64C 3/26
Мітки: оснащення, способу, композитний, відсіку, виготовлення, композитного, відсік, здійснення, фюзеляжу, спосіб
Код посилання
<a href="https://ua.patents.su/49-105688-kompozitnijj-vidsik-fyuzelyazhu-sposib-jjogo-vigotovlennya-ta-osnashhennya-dlya-zdijjsnennya-sposobu-vigotovlennya-kompozitnogo-vidsiku-fyuzelyazhu.html" target="_blank" rel="follow" title="База патентів України">Композитний відсік фюзеляжу, спосіб його виготовлення та оснащення для здійснення способу виготовлення композитного відсіку фюзеляжу</a>
Спосіб з’єднання двох деталей, з яких щонайменше одна виконана з композитного матеріалу, та вставка для здійснення цього способу
Номер патенту: 93345
Опубліковано: 10.02.2011
Автори: Вюілльмено Іанн, Бланшар Стефан
МПК: F16B 5/00, F16B 19/00, F16B 37/00
Мітки: вставка, одна, з'єднання, композитного, щонайменше, здійснення, яких, деталей, виконана, цього, спосіб, двох, матеріалу, способу
Формула / Реферат:
1. Спосіб з'єднання першої деталі (31) з композитного матеріалу з керамічною матрицею з другою деталлю (34) за заданим розміром (А), який відрізняється тим, щоа) в отвір (31') першої деталі (31) встановлюють вставку (32), яка містить циліндричну частину (32А) і частину (32В) з заплечиком, причому вказану вставку (32) встановлюють її циліндричною частиною (32А) в гніздо (31') до упору в заплечик, причому частина (32В) з заплечиком...
Спосіб рекламування, рекламний засіб, спосіб виготовлення рекламного засобу та пристрій для здійснення способу виготовлення.
Номер патенту: 57796
Опубліковано: 15.07.2003
Автори: Данільчук Валентин Федорович, Кононихін Сергій Васильович, Кузьменко Анна Василівна
МПК: G09F 23/06
Мітки: засобу, рекламування, рекламного, засіб, способу, пристрій, спосіб, здійснення, виготовлення, рекламний
Формула / Реферат:
1. Спосіб рекламування, що включає подання рекламного засобу із рекламним символом, який відрізняється тим, що рекламний засіб виготовляють утворенням рекламного символу в елементі замороженої рідини або в вигляді елемента замороженої рідини, і подають споживачеві для занурювання в ємність з напоєм.2. Спосіб за п.1, який відрізняється тим, що перед занурюванням елемент замороженої рідини, що містить рекламний символ, роз'єднують,...
Спосіб виготовлення композитного матеріалу та його застосування
Номер патенту: 89985
Опубліковано: 25.03.2010
Автори: Некула Ламберт, Шедль Адольф
МПК: B32B 15/08, B32B 3/30
Мітки: композитного, матеріалу, спосіб, застосування, виготовлення
Формула / Реферат:
1. Спосіб виготовлення композитного матеріалу (1) для запечатувальних елементів, який складається з матеріалу (2) основи і термопластично деформованого шару (3) з опуклими і заглибленими ділянками (4, 5), причому термопластично деформований шар (3) в зоні заглиблених ділянок (4) виконують тоншим, ніж в зоні опуклих ділянок (5), який відрізняється тим, що термопластично деформований шар (3) наносять кашируванням або екструзією на матеріал...
Спосіб виготовлення бруса трубчастого із композитного матеріалу, брус трубчастий із композитного матеріалу і шнековий екструдер для виготовлення бруса трубчастого із композитного матеріалу
Номер патенту: 102976
Опубліковано: 27.08.2013
Автори: Діденко Ігор Миколайович, Семеновський Анатолій Якимович, Семеновський Олександр Анатолійович, Семенівський Павло Анатолійович
МПК: B29C 47/10, B29C 47/60, B29C 47/38, B27N 3/28, B29C 47/24
Мітки: трубчастий, екструдер, матеріалу, композитного, трубчастого, бруса, шнековий, брус, виготовлення, спосіб
Формула / Реферат:
1. Спосіб виготовлення бруса трубчастого із замкнутим багатокутним поперечним перерізом із композитного матеріалу, який містить щонайменше один наповнювач і щонайменше одну зв'язуючу речовину, причому наповнювач містить частинки і/або волокна рослинного походження, такі як стовчений і/або подрібнений деревинний матеріал з відходів деревини у вигляді стружки, шматків і трісок, причому зв'язуюча речовина містить термореактивну смолу, методом...
Спосіб виготовлення порошків матеріалів і пристрій для здійснення способу
Номер патенту: 51229
Опубліковано: 15.09.2005
Автори: Булик Ігор Іванович, Панасюк Володимир Васильович, Путілов Юрій Григорович, Басараба Юрій Борисович
МПК: H01F 7/00, B22F 9/00, H01F 7/02
Мітки: способу, здійснення, матеріалів, виготовлення, пристрій, спосіб, порошків
Формула / Реферат:
1. Пристрій очищення питної води, розміщений у водонапірній башті, що включає бак з дахом і дном та ствол, в якому знаходиться контактне завантаження, розташоване у приймальній обичайці з перфорацією у нижній частині, перегородку, крізь яку проходить трубопровід подачі вихідної води, оснащений аератором, і під якою знаходиться плаваюче фільтруюче завантаження з дренажно-розподільчою системою, який відрізняється тим, що плаваюче фільтруюче...
Попередній патент: Газогенератор
Наступний патент: Спосіб експлуатації дугової печі
Випадковий патент: Спосіб виготовлення теплоізоляційного целюлозонаповненого матеріалу з відходів вінілових шпалер