Спосіб завантаження шихти на колосникові ґрати агломераційної машини
Номер патенту: 100105
Опубліковано: 10.07.2015
Автори: Рудь Юрій Савелійович, Кривенко Юрій Юрійович, Кучер Василь Григорович
Формула / Реферат
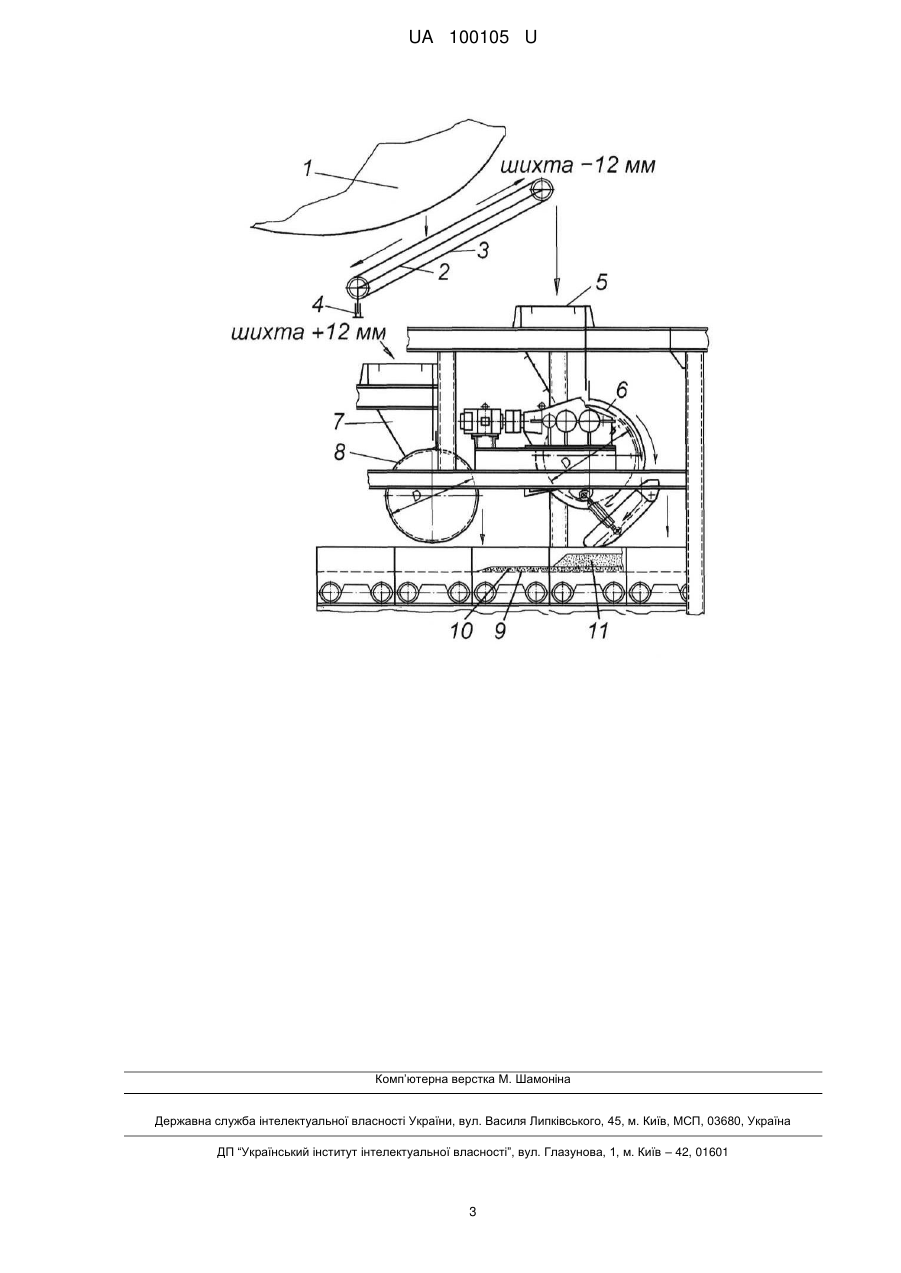
Спосіб завантаження шихти на колосникові ґрати агломераційної машини, що включає роздільне завантаження матеріалів ″постелі″ та кондиційної шихти за допомогою пристрою, що складається із огрудкувача, живильника та розвантажувальної частини бункера, причому між живильником та огрудкувачем установлено нахилений стрічковий конвеєр, верхня частина рами якого закріплена шарнірно, а нижня - з'єднана із штоком піднімача, який відрізняється тим, що для підготовки матеріалу ″постелі″ використовують огрудковану шихту, яку подають на середню частину стрічки нахиленого конвеєра, де вона розділяється за гранулометричним складом на два класи, причому фракції крупністю +12 мм під дією сил гравітації переміщуються по стрічці конвеєра в напрямку його нижньої частини, потім у завантажувальний бункер живильника; далі - на колосникові ґрати агломераційної машини для формування ″постелі″; фракції крупністю -12 мм переміщуються стрічкою в напрямку верхньої частини конвеєра, а потім у завантажувальний бункер живильника шихти, з якого завантажується поверх шару ″постелі″.
Текст
Реферат: Спосіб завантаження шихти на колосникові грати агломераційної машини включає роздільне завантаження матеріалів ″постелі″ та кондиційної шихти. Для підготовки матеріалу ″постелі″ використовують огрудковану шихту, яку подають на середню частину стрічки нахиленого конвеєра, де вона розділяється за гранулометричним складом на два класи. Потім у завантажувальний бункер живильника; далі - на колосникові грати агломераційної машини для формування ″постелі″. UA 100105 U (12) UA 100105 U UA 100105 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до чорної металургії, а саме до галузі підготовки залізорудної шихти до спікання на конвеєрних агломераційних машинах. Відомий спосіб завантаження шихти на колосникові грати агломераційної машини з попереднім виділенням матеріалу, що завантажується на колосникові ґрати шаром 20-30 мм і служить "постелею", яка захищає колосники від високих температур та зменшує просипи дрібних фракцій в газовий колектор. Завантаження "постелі" та шихти на колосникові грати агломераційної машини здійснюється за допомогою двох барабанних живильників. Перший за ходом машини барабанний живильник використовується для завантаження "постелі", другий шихти. Матеріалом "постелі" може бути некондиційний агломерат, який отримується після його класифікації на фракції. Цей матеріал транспортується в завантажувальний бункер барабанного живильника "постелі", а далі на колосникові ґрати. Інший спосіб створення матеріалу "постелі" - змішування зворотного матеріалу, одержаного при спіканні агломерату, з іншими компонентами шихти та виділення після її огрудкування фракцій +12 мм на грохотах [Астахов А.Г та ін. Справочник агломератчика. - Київ, 1964. - с.с. 318, 320-334]. Недоліком першого способу є важкі умови роботи обслуговуючого персоналу та технологічного обладнання, яке використовується для транспортування високотемпературного некондиційного дрібного агломерату (температура до 500 °C). Недоліком другого способу є низька ефективність виділення фракцій +12 мм через забивання робочих щілин ґрат грохотів. Найближчим аналогом є спосіб, в якому виділення "постелі" із шихти здійснюється до її огрудкування за допомогою стрічкового конвеєра, установленого під кутом 15-30°, верхній кінець рами якого підвішений шарнірно, а протилежний - з'єднано зі штоком піднімача [А.С. СРСР №304291. Устройство для разделения фракционного состава агломерационной шихты / А.А.Матов, Л.Р.Мигуцкий, В.Г.Кучер. - №1419837 /22-2; опубл. 11.06.1971, Бюл.№19]. Недоліком відомого способу є низька ефективність виділення із неогрудкованої шихти необхідної кількості матеріалу фракції +12 мм, яка залежить від розміру, форми та питомої ваги частинок. Задачею способу завантаження шихти на колосникові ґрати агломераційної машини є удосконалення відомого способу. Поставлена задача вирішується тим, що спосіб завантаження шихти на колосникові ґрати агломераційної машини, що включає роздільне завантаження матеріалів "постелі" та кондиційної шихти за допомогою пристрою, що складається із огрудкувача, живильника та розвантажувальної частини бункера, причому між живильником та огрудкувачем установлено нахилений стрічковий конвеєр, верхня частина рами якого закріплена шарнірно, а нижня з'єднана із штоком підйомника, згідно з корисною моделлю, для підготовки матеріалу "постелі" використовують огрудковану шихту, яку подають на середню частину стрічки нахиленого конвеєра, де вона розділяється за гранулометричним складом на два класи, причому фракції крупністю +12 мм під дією сил гравітації переміщуються по стрічці конвеєра в напрямку його нижньої частини, потім у завантажувальний бункер живильника; далі - на колосникові грати агломераційної машини для формування "постелі"; фракції крупністю -12 мм переміщуються стрічкою в напрямку верхньої частини конвеєра, а потім у завантажувальний бункер живильника шихти з якого завантажується поверх шару "постелі". Заявлений спосіб завантаження шихти на колосникові грати агломераційної машини може бути реалізованим за допомогою пристрою, який ілюструється схемою. Пристрій, що реалізує спосіб, містить огрудкувач 1, нахилений стрічковий конвеєр 2 з рамою і стрічкою 3, верхня частина рами закріплена шарнірно, а нижня - з'єднана із штоком піднімача 4; завантажувальний бункер шихти 5, живильник 6, бункер "постелі" 7 із живильником 8. Елемент 9 - колосникові грати агломераційної машини, 10 - шар "постелі", 11 - шар кондиційної шихти. Спосіб реалізується наступним чином. Шихта, що складається із тонкозмелених залізорудних концентратів, руди, вапняку, палива та зворотного матеріалу, подається в огрудкувач 1 для надання їй певної структури, яка складається із окремих гранул сферичної форми різного діаметра. Дрібні фракції шихти створюють гранули крупністю 3-8 мм. Частинки руди і зворотного матеріалу, які мають більші розміри і кутову форму, перетворюються в гранули крупністю 10-20 мм. Крупні гранули негативно впливають на хід процесу спікання шихти, так як вони мають меншу концентрацію палива. Огрудковану у огрудкувачі 1 шихту подають на середню частину стрічки нахиленого конвеєра 2 з рамою і стрічкою 3; верхня частина рами закріплена шарнірно, а нижня - з'єднана із штоком піднімача 4, за допомогою якого нахил конвеєра можна змінювати. На стрічці 3 здійснюється процес розділення шихти за гранулометричним складом на два класи, причому фракції крупністю -12 мм за рахунок сил тертя переміщуються стрічкою 3 в напрямку верхньої 1 UA 100105 U 5 10 15 20 25 частини конвеєра 2, а фракції крупністю +12 мм під дією сил гравітації скочуються по стрічці 3 конвеєра 2 в напрямку його нижньої частини та піднімача 4. Матеріал крупністю +12 мм подаються у окремий бункер 7 із живильником 8 і далі на колосникові грати 9 агломераційної машини для формування шару "постелі" 10. При переміщенні матеріалу фракції крупністю -12 мм в напрямку верхньої частини конвеєра 2 частинки шихти перекочуються на стрічці 3 і додатково ущільнюються, а потім поступають у завантажувальний бункер шихти 5 живильника 6; далі на матеріал "постелі" 10 для формування шару шихти 11 заданої величини. Об'єми, параметри та співвідношення матеріалів "постелі" та кондиційної шихти регулюється шляхом зміни кута нахилу стрічковий конвеєра 2 за допомогою штока піднімача 4. Використання способу завантаження шихти на колосникові грати агломераційної машини забезпечує можливість використання для матеріалу "постелі" крупних фракцій шихти, які мають меншу концентрацію палива, в той час як в верхніх шарах шихти концентрація палива буде більшою, що забезпечує сприятливі умови для процесів запалення і спікання шихти. ФОРМУЛА КОРИСНОЇ МОДЕЛІ Спосіб завантаження шихти на колосникові ґрати агломераційної машини, що включає роздільне завантаження матеріалів ″постелі″ та кондиційної шихти за допомогою пристрою, що складається із огрудкувача, живильника та розвантажувальної частини бункера, причому між живильником та огрудкувачем установлено нахилений стрічковий конвеєр, верхня частина рами якого закріплена шарнірно, а нижня - з'єднана із штоком піднімача, який відрізняється тим, що для підготовки матеріалу ″постелі″ використовують огрудковану шихту, яку подають на середню частину стрічки нахиленого конвеєра, де вона розділяється за гранулометричним складом на два класи, причому фракції крупністю +12 мм під дією сил гравітації переміщуються по стрічці конвеєра в напрямку його нижньої частини, потім у завантажувальний бункер живильника; далі на колосникові ґрати агломераційної машини для формування ″постелі″; фракції крупністю -12 мм переміщуються стрічкою в напрямку верхньої частини конвеєра, а потім у завантажувальний бункер живильника шихти, з якого завантажується поверх шару ″постелі″. 2 UA 100105 U Комп’ютерна верстка М. Шамоніна Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюRud Yurii Saveliiovych, Kucher Vasyl Hryhorovych, Kryvenko Yurii Yuriiovych
Автори російськоюРудь Юрий Савельевич, Кучер Василий Григорьевич, Кривенко Юрий Юрьевич
МПК / Мітки
МПК: C22B 1/14, F27B 21/00
Мітки: машини, колосникові, агломераційної, спосіб, шихти, завантаження, ґрати
Код посилання
<a href="https://ua.patents.su/5-100105-sposib-zavantazhennya-shikhti-na-kolosnikovi-rati-aglomeracijjno-mashini.html" target="_blank" rel="follow" title="База патентів України">Спосіб завантаження шихти на колосникові ґрати агломераційної машини</a>
Пристрій для завантаження шихти на палети агломераційної машини
Номер патенту: 99154
Опубліковано: 25.05.2015
Автор: Білоножко Вікторія Юрієвна
МПК: F27B 21/00
Мітки: агломераційної, машини, палети, завантаження, пристрій, шихти
Формула / Реферат:
Пристрій для завантаження шихти на палети агломераційної машини, що містить бункер, барабанний живильник з обичайкою з діамагнітного матеріалу, завантажувальний лоток, розміщену нерухомо всередині барабанного живильника магнітну систему магнітів, полярність яких чергується, екран, виконаний з магнітом'якого матеріалу і розміщений між магнітною системою і обичайкою барабанного живильника співвісно з ними, який відрізняється тим, що бункер і...
Живильний пристрій для агломераційної машини конвеєрного типу і спосіб подачі агломераційної шихти
Номер патенту: 85269
Опубліковано: 12.01.2009
Автори: Паммер Оскар, Лабер Карл, Стіасні Ханс
МПК: F27B 21/10, F27B 21/06, F27D 3/00, C22B 1/20
Мітки: пристрій, типу, спосіб, конвеєрного, живильний, подачі, агломераційної, машини, шихти
Формула / Реферат:
1. Живильний пристрій (6) для агломераційної машини конвеєрного типу з живильним бункером (7) для прийому агломераційної шихти (9), з передавальним пристроєм (8) для засипки живильного бункера (7) агломераційною шихтою (9), з живильним барабаном (15) і лотком (16) барабана для подачі агломераційної шихти (9) на аглострічку (1), який відрізняється тим, що живильний бункер (7) має два вивантажувальні отвори (13, 14) для агломераційної шихти...
Спосіб підготовки агломераційної шихти до спікання
Номер патенту: 55781
Опубліковано: 27.12.2010
Автори: Засельский Володимир Йосипович, Учитель Олександр Давидович, Пополов Дмитро Володимирович
МПК: C22B 1/16
Мітки: підготовки, спікання, шихти, спосіб, агломераційної
Формула / Реферат:
Спосіб підготовки агломераційної шихти до спікання, що включає розділення матеріалів за крупністю, дозування та зволоження компонентів шихти, підпресовування, змішування та огрудкування в барабанному змішувачі-огрудковувачі, який відрізняється тим, що осереднені та підготовлені за крупністю компоненти агломераційної шихти примусово змішуються до однорідності 95-98 % та зволожуються до 7-10 %, отримана агломераційна шихта перед...
Спосіб запалення агломераційної шихти
Номер патенту: 31566
Опубліковано: 10.04.2008
Автори: Сафонова Олена Константинівна, Єрмакова Вікторія Юріївна, Безбородов Денис Леонідович, Саф'янц Сергій Матвійович, Попов Анатолій Леонідович
МПК: C22B 1/20
Мітки: агломераційної, шихти, запалення, спосіб
Формула / Реферат:
Спосіб запалення агломераційної шихти, що включає нагрівання шихти, власне запалення шихти та нагрівання спіку, що здійснюють за відповідними зонами запалювального горна агломераційної машини, при цьому нагрівання шихти та спіку здійснюють теплом від спалювання газу з повітрям, нагрітим теплом від поверхні склепіння, який відрізняється тим, що додатково під склепіння зони запалення подають повітря з навколишнього середовища, яке нагрівають до...
Спосіб інтенсифікації спікання агломераційної шихти
Номер патенту: 36169
Опубліковано: 16.04.2001
Автори: Зайвий Олександр Миколаєвич, Руденко Юрій Романович, Несвіт Володимир Васильович, Бродський Сергій Сергійович, Руденко Микола Романович, Гирін Юрій Володимирович, Сітало Олександр Олексійович, Деркач Микола Васильович
МПК: C22B 1/16
Мітки: агломераційної, спікання, інтенсифікації, спосіб, шихти
Текст:
...5% конверторного шлаку фракції більше 8 мм, продуктивність агломераційної машини змінювалася в вузькому діапазоні від 1,4 до 1,6 т/м 2 на годину. При цьому, через нерівномірність розподілу конверторного шлаку, особливо фракції, більше 8 мм, при укладці по висоті шару, розсів агломерату погіршувався від 16,8 до 17,6%. При збільшенні процентного складу конверторного шлаку від 10 до 70% (фракція менше 10 мм), по мірі збільшення частки...
Попередній патент: Спосіб ендоскопічної резекції слизової оболонки товстої кишки
Наступний патент: Пристрій для класифікації сипких матеріалів
Випадковий патент: Спосіб утворення модульних конструкцій для металевих оболонок із елементів швелерного профілю