Спосіб виготовлення порошкового дроту
Номер патенту: 94863
Опубліковано: 10.06.2011
Автори: Корнієнко Олександр Миколайович, Чигарьов Валерій Васильович, Літвінов Олександр Павлович
Формула / Реферат
Спосіб виготовлення порошкового дроту, що включає заповнення металевого профілю порошковою шихтою, формування трубчастої заготівки і подальше волочіння до заданого діаметра, який відрізняється тим, що при заповненні профілю порошкову шихту пропускають через дуговий розряд, що збуджують між неплавкими електродами у середовищі інертного газу зі швидкістю, яка забезпечує видалення вологи, органічних та інших забруднень з порошку.
Текст
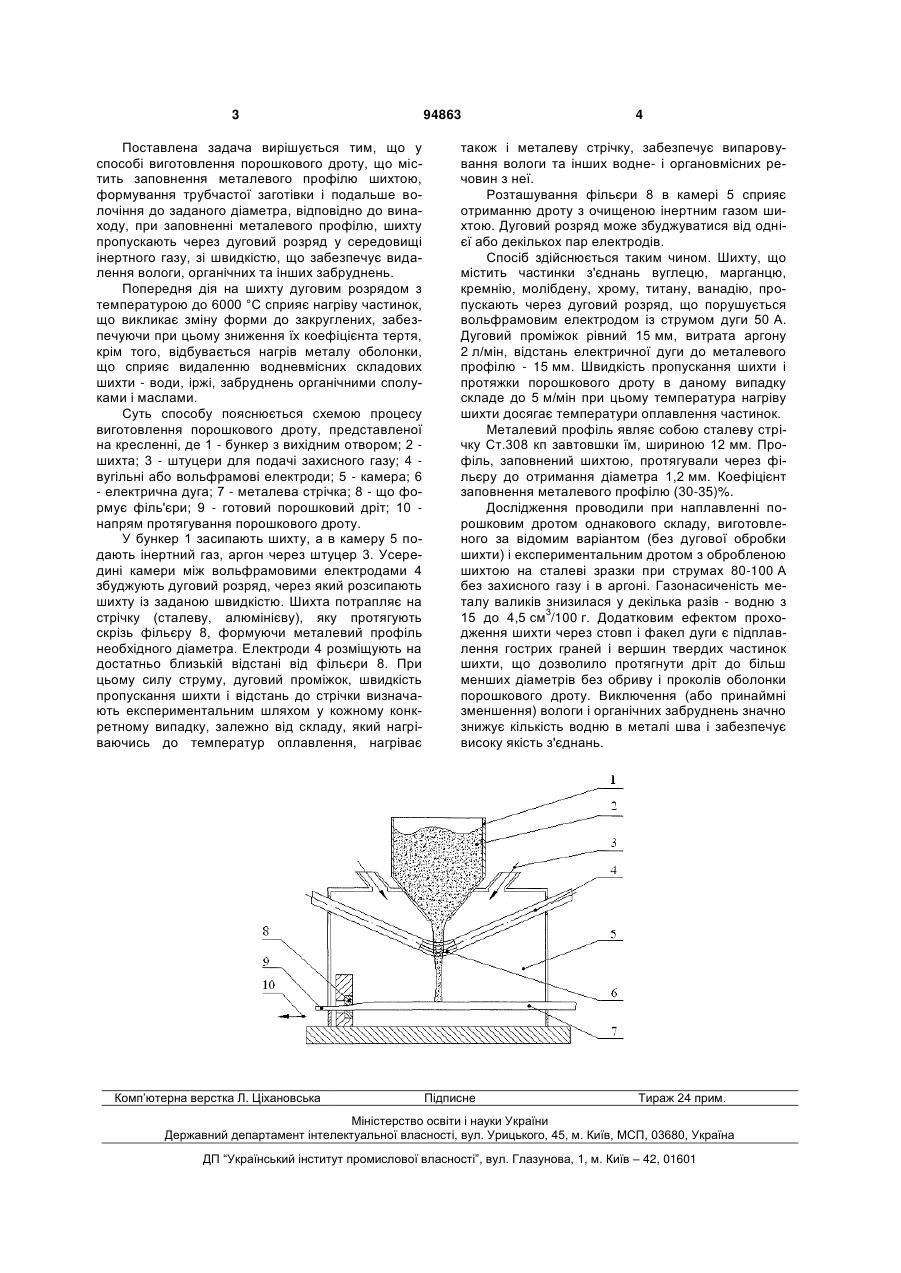
Спосіб виготовлення порошкового дроту, що включає заповнення металевого профілю порошковою шихтою, формування трубчастої заготівки і подальше волочіння до заданого діаметра, який відрізняється тим, що при заповненні профілю порошкову шихту пропускають через дуговий розряд, що збуджують між неплавкими електродами у середовищі інертного газу зі швидкістю, яка забезпечує видалення вологи, органічних та інших забруднень з порошку. (19) (21) a201007025 (22) 07.06.2010 (24) 10.06.2011 (46) 10.06.2011, Бюл.№ 11, 2011 р. (72) ЧИГАРЬОВ ВАЛЕРІЙ ВАСИЛЬОВИЧ, ЛІТВІНОВ ОЛЕКСАНДР ПАВЛОВИЧ, КОРНІЄНКО ОЛЕКСАНДР МИКОЛАЙОВИЧ (73) ПРИАЗОВСЬКИЙ ДЕРЖАВНИЙ ТЕХНІЧНИЙ УНІВЕРСИТЕТ (56) UA, 79877, C2, 10.08.2007 RU, 2053084, C1, 27.01.1996 JP, 5305482, A, 19.11.1993 3 Поставлена задача вирішується тим, що у способі виготовлення порошкового дроту, що містить заповнення металевого профілю шихтою, формування трубчастої заготівки і подальше волочіння до заданого діаметра, відповідно до винаходу, при заповненні металевого профілю, шихту пропускають через дуговий розряд у середовищі інертного газу, зі швидкістю, що забезпечує видалення вологи, органічних та інших забруднень. Попередня дія на шихту дуговим розрядом з температурою до 6000 °С сприяє нагріву частинок, що викликає зміну форми до закруглених, забезпечуючи при цьому зниження їх коефіцієнта тертя, крім того, відбувається нагрів металу оболонки, що сприяє видаленню водневмісних складових шихти - води, іржі, забруднень органічними сполуками і маслами. Суть способу пояснюється схемою процесу виготовлення порошкового дроту, представленої на кресленні, де 1 - бункер з вихідним отвором; 2 шихта; 3 - штуцери для подачі захисного газу; 4 вугільні або вольфрамові електроди; 5 - камера; 6 - електрична дуга; 7 - металева стрічка; 8 - що формує філь'єри; 9 - готовий порошковий дріт; 10 напрям протягування порошкового дроту. У бункер 1 засипають шихту, а в камеру 5 подають інертний газ, аргон через штуцер 3. Усередині камери між вольфрамовими електродами 4 збуджують дуговий розряд, через який розсипають шихту із заданою швидкістю. Шихта потрапляє на стрічку (сталеву, алюмінієву), яку протягують скрізь фільєру 8, формуючи металевий профіль необхідного діаметра. Електроди 4 розміщують на достатньо близькій відстані від фільєри 8. При цьому силу струму, дуговий проміжок, швидкість пропускання шихти і відстань до стрічки визначають експериментальним шляхом у кожному конкретному випадку, залежно від складу, який нагріваючись до температур оплавлення, нагріває Комп’ютерна верстка Л. Ціхановська 94863 4 також і металеву стрічку, забезпечує випаровування вологи та інших водне- і органовмісних речовин з неї. Розташування фільєри 8 в камері 5 сприяє отриманню дроту з очищеною інертним газом шихтою. Дуговий розряд може збуджуватися від однієї або декількох пар електродів. Спосіб здійснюється таким чином. Шихту, що містить частинки з'єднань вуглецю, марганцю, кремнію, молібдену, хрому, титану, ванадію, пропускають через дуговий розряд, що порушується вольфрамовим електродом із струмом дуги 50 А. Дуговий проміжок рівний 15 мм, витрата аргону 2 л/мін, відстань електричної дуги до металевого профілю - 15 мм. Швидкість пропускання шихти і протяжки порошкового дроту в даному випадку складе до 5 м/мін при цьому температура нагріву шихти досягає температури оплавлення частинок. Металевий профіль являє собою сталеву стрічку Ст.308 кп завтовшки їм, шириною 12 мм. Профіль, заповнений шихтою, протягували через фільєру до отримання діаметра 1,2 мм. Коефіцієнт заповнення металевого профілю (30-35)%. Дослідження проводили при наплавленні порошковим дротом однакового складу, виготовленого за відомим варіантом (без дугової обробки шихти) і експериментальним дротом з обробленою шихтою на сталеві зразки при струмах 80-100 А без захисного газу і в аргоні. Газонасиченість металу валиків знизилася у декілька разів - водню з 3 15 до 4,5 см /100 г. Додатковим ефектом проходження шихти через стовп і факел дуги є підплавлення гострих граней і вершин твердих частинок шихти, що дозволило протягнути дріт до більш менших діаметрів без обриву і проколів оболонки порошкового дроту. Виключення (або принаймні зменшення) вологи і органічних забруднень значно знижує кількість водню в металі шва і забезпечує високу якість з'єднань. Підписне Тираж 24 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacturing flux cored wire
Автори англійськоюChyhariov Valerii Vasyliovych, Litvinov Oleksandr Pavlovych, Kornienko Oleksandr Mykolaiovych
Назва патенту російськоюСпособ изготовления порошковой проволоки
Автори російськоюЧигарев Валерий Васильевич, Литвинов Александр Павлович, Корниенко Александр Николаевич
МПК / Мітки
МПК: B23K 35/40, B22F 5/12, B22F 3/105
Мітки: спосіб, виготовлення, порошкового, дроту
Код посилання
<a href="https://ua.patents.su/2-94863-sposib-vigotovlennya-poroshkovogo-drotu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення порошкового дроту</a>
Спосіб виготовлення порошкового дроту

Номер патенту: 32174
Опубліковано: 12.05.2008
Автори: Шаповалов Константин Петрович, Свиридов Олександр Володимирович, Гринь Олександр Григорович, Івасенко Микола Миколайович
МПК: B23K 35/02
Мітки: виготовлення, дроту, спосіб, порошкового
Формула / Реферат:
Спосіб виготовлення порошкового дроту, який полягає в формуванні з металевої стрічки жолобчатого профілю, заповненні цього профілю шихтою, багаторазовому сумісному волочінні через волоки, до отримання дроту необхідної форми та геометричних розмірів, який відрізняється тим, що нагрівання порошкового дроту здійснюється до температури 500-600 °С, струмами високої частоти, після проходження
Спосіб виготовлення самозахисного порошкового дроту
Номер патенту: 31492
Опубліковано: 10.04.2008
Автори: Голуб Денис Михайлович, Старенченко Олександр Володимирович, Волков Дмитро Анатолійович, Катренко Віталій Трофимович
МПК: B23K 35/02
Мітки: спосіб, порошкового, виготовлення, самозахисного, дроту
Формула / Реферат:
Спосіб виготовлення порошкового дроту, який здійснюється шляхом формування жолоба з металевої стрічки з феромагнітного матеріалу (холоднокатана стрічка зі сталі 08кп з розмірами 0,5´12 мм), який заповнюють шихтою, що складається з феромагнітних компонентів у вигляді залізного порошку та феросплавів (феромарганець, феросиліцій, феротитан), та немагнітних шлако- й газоутворюючих компонентів, на 65±5 % обсягу порожнини жолоба,...
Спосіб виготовлення порошкового дроту
Номер патенту: 25898
Опубліковано: 27.08.2007
Автори: Бать Сергій Юрійович, Жабкін Віктор Петрович, Шевченко Юрій Тимофійович, Кисіленко Володимир Васильович, Дюдкін Дмитро Олександрович, Тітієвський Володимир Маркович
МПК: B22F 5/12
Мітки: порошкового, виготовлення, дроту, спосіб
Формула / Реферат:
Спосіб виготовлення порошкового дроту, що включає формування чашоподібної оболонки, заповнення її порошкоподібним матеріалом, замикання оболонки та її обтискання до одержання необхідного розміру дроту, який відрізняється тим, що по осі прокатки оболонку виконують з виступом, висота якого складає 1/4 - 1/2 висоти оболонки.
Спосіб виготовлення самозахисного порошкового дроту
Номер патенту: 36259
Опубліковано: 27.10.2008
Автори: Славинський Руслан Леонідович, Катренко Віктор Трофимович, Волков Дмитро Анатолійович, Голуб Денис Михайлович
МПК: B23K 35/02
Мітки: спосіб, самозахисного, порошкового, виготовлення, дроту
Формула / Реферат:
Спосіб виготовлення самозахисного порошкового дроту, під час якого виконують формування холоднокатаної металевої стрічки у жолоб, заповнюють жолоб на 65±5 % об'єму порожнини шихтою, формують жолоб у трубку та виконують багатократне волочіння заповненої трубки, який відрізняється тим, що під час виготовлення на дріт впливають змінним поздовжнім магнітним полем з індукцією 0,9...1,1 Тл та періодом пульсацій 0,1...1 с та одночасно накладають...
Спосіб виготовлення поліметалевого порошкового дроту
Номер патенту: 18586
Опубліковано: 15.11.2006
Автори: Бойко Ігор Олександрович, Гринь Олександр Григорович, Швороб Сергій Володимирович, Карпенко Володимир Михайлович
МПК: B23K 35/02
Мітки: дроту, поліметалевого, порошкового, виготовлення, спосіб
Формула / Реферат:
Спосіб виготовлення поліметалевого порошкового дроту, що полягає в подрібненні порошкового дроту на металеву крупку, засипанні в контейнер, підігріванні і пресуванні через втулку, який відрізняється тим, що контейнер доповнюють шихтою, після чого методом пресування продавлюють через формуючу втулку, з наступним заповненням цим дротом жолоба, утвореного сталевою стрічкою, ширина якої складає 0,7-0,9 довжини кола пресованого дроту, і...
Попередній патент: Шихта порошкової стрічки
Наступний патент: Спосіб одержання лікувально-профілактичного інулінвмісного препарату
Випадковий патент: Піразольні сполуки для боротьби з безхребетними шкідниками